|
BAB 1
PENDAHULUAN
1.1 latar Belakang
Dalam era globalisasi dan perkembangan teknologi yang sangat pesat ini,
perindustrian juga turut mengalami
kemajuan pesat. Kemajuan ini mendorong
munculnya banyak persaingan, apalagi menjelang era pasar bebas persaingan
yang
harus
dihadapi
bukan
hanya dengan
sesama perusahaan di dalam
negeri
tetapi juga dengan perusahaan dari luar negeri.
Akibatnya
manajemen
perusahaan
dituntut
untuk
lebih
piawai
dan
selalu
siap pada perubahan yang terjadi dalam dunia industri, terutama dalam hal
Kualitas atau mutu yang merupakan tantangan terbesar yang harus dihadapi oleh
setiap pelaku industri yang ada saat ini, tujuannya adalah agar perusahaan
berusaha untuk memenuhi standar mutu yang diinginkan oleh konsumennya
untuk
dapat
bersaing
dalam pasar.
Bukan
hanya
kualitas
tapi,
kenyamanan,
kemudahan,
dan
ketepatan
waktu
dalam
memenuhi
permintaan
konsumennya,
juga harus diperhatikan, dengan cara pengendalian kualitasnya dan perbaikan
secara terus menerus (continuous improvement) dan dengan menciptakan produk-
produk baru yang berkualitas serta berteknologi tinggi serta harga yang dapat
dijangkau oleh konsumennya.
|
|
2
Seiring dengan perkembangan telekomunikasi dan komputerisasi maka
industri-industri pendukungnya juga mengalami perkembangan yang cukup besar
salah satunya adalah industri printer
yang
banyak
melibatkan
nama-nama
perusahaan besar. Penggunaan printer menjadi bagian yang tak terelakan lagi
karena merupakan bagian penting untuk kelengkapan kebutuhan dan kenyamanan
pengguna PC (Personal Computer). Maka dari itu kualitas dan teknologi dalam
industri printer ini dituntut untuk terus bersaing untuk menghadapi persaingan dan
mempertahankan kepercayaan diberikan konsumen.
PT. Indonesia Epson Industry (IEI) selaku perusahaan yang bergerak dalam
industri printer, sangat mengetahui pentingnya arti dari kualitas suatu produk, hal
itu dapat dilihat pada salah satu filosofi perusahaan yaitu memberikan kepuasan
kepada pelanggan yang berarti perusahaan tahu bahwa pelanggan tidak mentolerir
kecacatan
sedikit
pun.
Oleh
sebab itu
IEI
membuat
Departement
pengawasan
kualitasnya, yaitu CSQA (Customer Satisfaction Quality Assurance) terpisah dari
departmen produksinya, agar mutu dapat langsung terkontrol oleh perusahaan,
untuk penyimpangan-penyimpangan yang terjadi baik sebelum produk
diproduksi, pada saat produksi, sampai
produk
siap
diluncurkan kepasaran.
Tujuannya agar semakin sedikit produk cacat yang diterima pelanggan, sehingga
semakin
sedikit
komplain
yang
diterima
perusahaan
dari
pelanggan,
maka
loyalitas pelanggan terhadap produk akan bertambah, yang berarti margin
keuntungan perusahaan akan meningkat pula.
|
|
3
Oleh karena mutu merupakan hal yang paling penting bagi perusahaan maka
pengendalian kualitas merupakan suatu prioritas, karena melalui pengendalian
kualitas dapat diketahui
hal-hal apa saja
yang dapat
membuat image perusahaan
baik di mata masyakat, Mengingat pemasaran produk IEI lebih difokuskan ke
negara-negara di
Eropa, sedangkan
pemasaran
didalam
negeri
hanya
2
%
dari
hasil produksi dan
mulai membidik pasar Singapura di awal 2005 dengan model
SFP
(Single Function
Printer).
Karena printing merupakan
jenis
inspeksi
yang
mempunyai dampak langsung ke pelanggan, dan jenis cacat terbesarnya
disebabkan oleh mecha
maka perusahaan
menetapkan standard 700ppm sebagai
batas
maksimum cacat
dalam inspeksi
mecha,
untuk
memenuhi
kebutuhan
pelanggan, dengan cara meminimalkan jumlah cacat agar tidak mendekati
standarisasi700ppm tersebut.
Melihat pentingnya pengendalian kualitas pada perusahaan maka penulis
memutuskan
untuk
melakukan penelitian
skripsi pada perusahaan dengan judul
”Analisis
Pengendalian
Kualitas
Cacat Printing
Untuk
Model Printer
Asahi
Pada PT. INDONESIA EPSON INDUSTY (IEI)”.
|
|
4
1.2 Identifikasi dan Perumusan Masalah
Setelah
melakukan
observasi
lapangan dilakukanlah identifikasi dan
perumusan masalah terhadap masalah-masalah yang sedang dihadapi oleh
perusahaan. Permasalahan yang dihadapi oleh perusahaan antara lain adalah
1. Bagaimana mengurangi cacat mecha yang merupakan penyebab printing ?
2. Bagaimana caranya agar cacat yang terjadi dapat dikurangi agar dapat
memenuhi target kecacatan yang dibuat perusahaan ?
3. Mengevaluasi proses berdasarkan teknik Basic Seven Tools dan New Seven
Tools.
1.3 Ruang Lingkup
Penelitian ini dilakukan pada divisi mutu atau manajemen Customer
Satisfaction Quality
Assurance
(CSQA)
perusahaan,
lantai
produksi,
dan
engineering.
Dengan
mengolah
data
cacat
dan penyebab
cacat
pada
tahapan
printing dengan
Basic
Seven
Tool
lalu
menganalisanya dengan Process
Decision Program Chart dan Diagram Matrix. Penelitian dibatasi
hanya untuk
pengendalian kualitas produk cacat yang dilakukan perusahaan pada proses
printing yang
dikarenakan
komponen
mecha
pada
tipe
printer
Asahi.
Faktor
biaya dan analisa Robust desain tidak diperhitungkan.
|
|
5
1.4 Tujuan dan Manfaat
Tujuan :
Mengetahui faktor-faktor apa saja yang menjadi penyebab cacat printing.
Mengetahui Kapabilitas proses produk.
Mengetahui kinerja pencapaian target perusahaan.
Manfaat
Membantu memahami masalah pengendalian kualitas untuk proses
perakitan terutama printer untuk jenis-jenis cacat pada tahapan printing.
Serta memberikan referensi bagi rekan-rekan mahasiswa atau-pihak-pihak
lain yang membutuhkan.
Mengukur performansi baik atau buruknya sistem yang sedang berjalan.
Memperluas wawasan dan pengetahuan serta dapat
mengimplementasikan
teori-teori yang didapat di bangku kuliah.
Sebagai
tambahan
masukan analisa
kinerja
pelaporan kualitas
bagi
perusahaan.
1.5 Gambaran Umum Perusahaan
1.5.1
Sejarah
Nama EPSON diambil dari nama mini printer EP (Electric Printer) – 101
yaitu
mini printer pertama
yang dibuat oleh EPSON dan sukses. Kata Epson
mengekpresikan bahwa setelah sukses dengan EP- 101 perusahaan membuat
banyak printer yang merupakan pengembangan dari EP-101 sehingga
|
|
6
diambilah nama EP “son” atau turunan EP atau EPSON. Jenis usaha meliputi
Research & Development, manufaktur, penjualan dan pemasaran Printer,
Computer, LCD projectors, TV Warna Semi conduktor, Model LCD, Crystal
devices, Jam, Lensa Kacamata, Robot Presisi, Kamera.
PT. INDONESIA EPSON INDUSTRI (IEI) adalah manufactur dengan
produksi printer (SIDM, ink/jet dan SPC (multifunction printer) dan
komponen pendukungnya yang utama seperti plastik, scanner, dan print head.
Didirikan pada 27 juli 1994 dan diresmikan atau mulai beroperasi maret 1995
luas pabrik IEI 138 ribu m2 dan luas bangunan
lebih
dari 75
ribu
m2
dan
jumlah karyawan pertahun 2005 adalah 8 ribu orang. Dengan modal awal US
$
23 Juta, pada
tanggal 2004 IEI berhasil mencetak penjualan sebesar US $
923.8
juta. Seluruh
saham IEI
dimiliki
oleh
Seiko
EPSON
Corp.
(100%).
Pemasaran produk lebih difokuskan ke negara-negara di Eropa sedangkan
untuk pemasaran didalam negeri hanya 2 % dari hasil produksi.
Sekarang ini perusahaan sudah semakin maju seiring dengan kebijakan
perusahaan
yang
ingin
menjadikan
perusahaan ini
memiliki
karakter dan
melakukan
inovasi-inovasi dengan kebijakan
dari
kuantitas
ke kualitas
melelui
pengembangan
teknologi dan
menjadikan perusahaan
Indonesia
Epson Industry
ini
sebagai pabrik printer
yang
mempunyai
daya
saing
yang
tinggi melalui peningkatan kualitas, penurunan biaya, pengiriman tepat waktu,
dan
meningkatkan
keselamatan
kerja, pelatihan
dan
penggunaan
teknologi
mutakhir.
|
|
7
Untuk meningkatkan, mendukung produksi, mutu, dan penjualan
diperlukan
tim manajemen
yang
terwujud
dalam departemen-departemen,
dimana
departemen-departemen
ini
mempunyai spesialisasi fungsi, maka
pengendalian kualitas yang dilakukan PT. IEI mulai dari proses produksi dan
pengiriman produksinya sampai ketangan konsumen, adalah sebagai berikut :
1. CSQA
Departmen ini melakukan evaluasi mulai dari new model evaluation, shipping
review,
final
inspection
standard, standard
product
inspection,
new
model
training control, inspector capability control and development, product safety
test training, semuanya dilakukan untuk memastikan kepuasan konsumen
terhadap produk IEI, karena produk yang dihasilkan oleh IEI akan disalurkan
keseluruh dunia dengan faktor lingkungan seperti suhu, letak geografis yang
tidak bisa diramalkan keadaannya. Oleh
karena
perjalanan
produk
masih
panjang untuk sampai ketangan konsumen maka departmen ini dibentuk
untuk memastikan keadaan tersebut.
Mengontrol
regulsi substansi kimia, PPM level control,
vendor QA audit
and development, process audit and standarization, management quality
development and self assessment, managing review, tidak hanya mengenai
review tetapi juga mengenai masalah QC training, E-kaizen promotion,
quality information control, management index control, administration,
hal
lain
yang
juga
ditangani
oleh
depertmen
ini
meliputi
market
quality
|
|
8
monitoring,
product
safety assurance
control,
costumer complain control,
major quality problem control, safety internal audit.
2. IQC
Departmen
ini
merupakan tempat pengawasan kualitas part yang
masuk dari
vendor. IQC menerapkan EQZD (Epson Quality Zero Defect) yang bertujuan
mengurangi cacat dari vendor. Parts
yang dinyatakan OK maka baru bisa
memasuki proses berikutnya, yaitu ke gudang parts Epson. Pengecekan parts
dilakukan dengan cara sampling menurut ketentuan yang telah ditetapkan oleh
manajemen.
3. Gudang (Parts Store)
Barang-barang
atau
parts
yang
dinyatakan
OK dari
proses
department
sebelumnya dapat
dimasukan
kedalam department
ini
(gudang).
Department
ini
menyediakan
atau
mensuplay
parts
yang
dibutuhkan dalam proses
produksi.
4. Perakitan (Assembly)
Departmen ini merakit parts dan menjadikannya sebuah produk jadi dalam
beberapa stage tertentu. Dalam perakitan ditetapkan
metode Ten to ten yaitu
sepuluh
parts
yang
ada
dalam perakitan
produk
harus
habis
sama
dengan
produk yang dihasilkan,
tujuannya
adalah agar
tidak ada missing parts atau
|
|
9
over parts dalam perakitan produk. Pengawasan kualitas pada departmen ini
dilakukan dengan proses 100% inspeksi.
5. OQC (Qutgoing Quality Control)
Departmen
ini
memeriksa
hasil produksi dari assembly secara sampling dari
setiap proses produksinya dan dilakukan permodel. Departmen in
imempunyai tugas untuk inspection proses control, printing result control, lot
atau pallet judge control, daily lot status information control, line problem
audit,defect corrective action follow up, rework control, defect product
control,
new
mode
start
up
preparation, general 5S control, inspection
equipment control, quality standard level
estabilisment, quality document
control, inspector development,
inspector
capability
control,
massprotest
control, mini duarbility control, special inspection control, scanner QC,
defect folow up consumable control.
6. Warehouse
Produk
yang
dinyatakan
OK
oleh OQC
baru
dapat
masuk
ke
gudang finish
good,
sebelum dilakukan
pengiriman.
Pengecekan
yang
dilakukan
oleh
departmen
ini
mengenai
pengepakan,
seperti cartoon box, packing (lakban),
sehingga pada saat sampai tempat tujuan cartoon box tidak cacat.
|
|
10
7. Delivery
Pengiriman produk dilakukan dengan cara bertahap sesuai dengan jadwal
pengiriman.
Disini
dilakukan
pengecekan
atau
pengawasan
jumlah
produk
dan nomor produk yang ada dalam daftar dengan yang ada pada cartoon box
(produk).
1.5.2
Filosofi, Visi, Misi
Filosofi EPSON
EPSON adalah perusahan yang berkembang dengan cepat dan terus
maju bersama masyarakat, dipercaya oleh dunia karena komitmen kita dalam
memberikan kepuasan kepada pelanggan, ramah lingkungan, berkepribadian
yang baik dan mempunyai semangat kerja sama tim yang tinggi. Percaya diri
atas kemampuan kolektif, selalu kreatif, inovtif, dan menyukai tantangan.
Visi IEI (Indonesia Epson Industry)
Memberikan kontribusi bagi pembangunan dan kemajuan masyarakat,
serta kesempurnaan dan kebahagian masyarakat dunia melalui penawaran
produk yang bermanfaat dan pelayanan yang menjawab melalui penawaran
kebutuhan
masyarakat
sekaligus menawarkan
pemecahan
terhadap
kedua
kenyataan tersebut serta masalah-masalah potensial. Melakukan inovasi dalam
setiap
bidang
teknologi
agar
menghasilkan daya cipta dan berjasa bagi
kemajuan teknologi. Memberikan kontribusi terhadap perkembangan dan
keharmonisan
masyarakat sebagai suatu badan hukum atau perusahaan
yang
|
 11
Internal Inspection
Printing Inspection
Final Inspection
Safety Inspection
Eksternal Inspection
baik yang ada di masing-masing wilayah selama kita berkerja sama dengan
karyawan SEIKO EPSON di seluruh dunia, sekaligus mencapai kebersamaan
dan kemakmuran global yang nyata.
MISI IEI (Indonesia Epson Industry)
Menjadi perusahaan atau pabrik printer yang terbesar dan terkuat di
dunia. Selalu fleksibel dalam menghadapi perubahan produksi. Meningkatkan
daya saing dalam sumber daya manusia, biaya, kualitas, dan pengiriman.
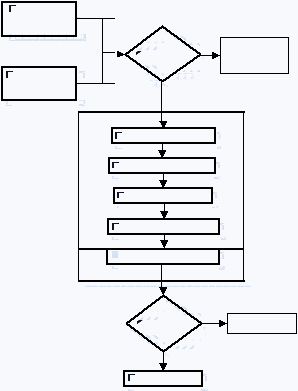
1.5.3
Proses Produksi
Vendor
(Mecha)
Vendor
(Part)
Main Assy
IQC
NG
Destroy /
turn back
OQC
NG
Rework
OK
Finish good
Diagram 1.1 Aliran Proses Produksi Secara Umum
|
 DIV :I
..
I
I
I
I
lh
,',
n11 10nm n
A411hOI
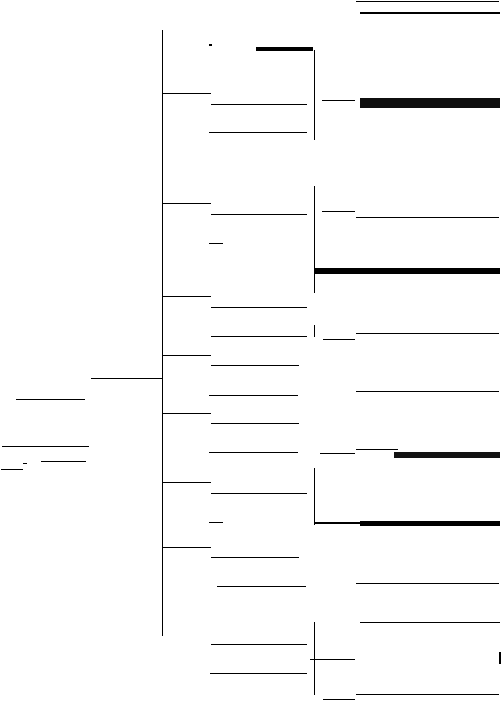
1.5.1 Struktur
Organisasi
I
c
OJO U>IOY
""".""J-8
C
OQ
A
I
C
.ott.1.o1on
OQC
I
PI OC II hHI'II ConiiO I
PIO<hi C lon C 01'11101
I
PIO•hl c lon Conlol :
ColOt ul cf'IO•hl clon Conlol ¹
I
POI C IIthltl'll
LO\I If
lc
-----i
El'l\lln
Uh\1
HII>PO II
I
f'IO<hi C I
EI'I\III'IHih\1
P.OIII 1'1\JIOHih\1
I
IJP ti'I\IIOHih\1 $.
I
Oc.onnu EO\IIn,UI0\1
I
P.OI II PIO<hl c lon
I
-----i
1.1ochlnt S.
Toolf
I
PIOf ii C 1.1 ol<l
I
,
I
PC t
Vtn<l ol conlol
I
I
Oo11w ort
EO\IIntUI0\1
I
Plt lhhnl
I
Pol k
LO\I h ll:
IJP f'OI If CIOit
0101.1 POI IfOIOit
0101.1 OUI\11'1
UI\11'1
I
I
0101.1
0101.1
f'IO<hi C I tl'l\lll'ltUh'l\¹
I
I
I
I
I
VI et
P
I I<Itnl
I
I
IJP PloolmllmC O/
r------i
IJP f'IO<hi C IOn tl'l\lll'ltUh'l\¹
IJP
TIOhh\1 C tn
l
I
I
Q lOIII)' Af HIIOI'I Ct
I
IH Autml>yl
Oconnu A f Hhll>yl
I
llto<l PIO•hl clon
I
r-::
IIH14 tl'l\lll'ltUh\1
I
II tool
f'OI•hcl llon
I
I
I
II tOol Plf ii C P III
PIOolI C IOn
,------i
Tl miNOI h)' 1.1 n
\1 11'1 nl
I
r------1
H
lh'ln ll. uomcl.l n \l h'l nrs.
I
G n II Aft' ll
11.1
n
\1 11'1 nl C !PI> OIII
C111y
1y
o.;o
1
I
I
··-·-·-
-·-··
r------i
A((O
Inln\1
s.
F
hn c
I
i
l.l n \l h'l nl
!
1.110
I
·-·-·-·-·-·-'
Diagram
1.2
Struktur
Organisasi
PT.
IE!
|
 13
1.5.5
Pengaturan Jam Kerja
Pengaturan tata tertib jam kerja yang ditetapkan oleh PT. INDONESIA
EPSON INDUSTRY dibagi menjadi dua macam jadwal untuk pengaturan jam
kerja karyawan dan untuk para pekerja pabrik adalah sebagai berikut :
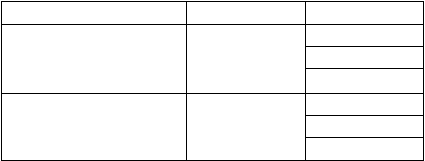
1. Pekerja Non Shift ( Pekerja Kantor)
Adalah pekerja kantor dengan jam kerja sebagai berikut :
Hari
Waktu Kerja
Waktu Istirahat
Senin – Kamis dan Sabtu
08.00 – 17.00
10.30 – 10.40
12.30 – 13.10
15.30 – 15.40
Jum'at
07.30 - 17.00
10.30 - 10.40
11.55 - 13.05
15.30 - 15.40
Tabel 1.1 Waktu kerja Senin- Sabtu Untuk Kantor
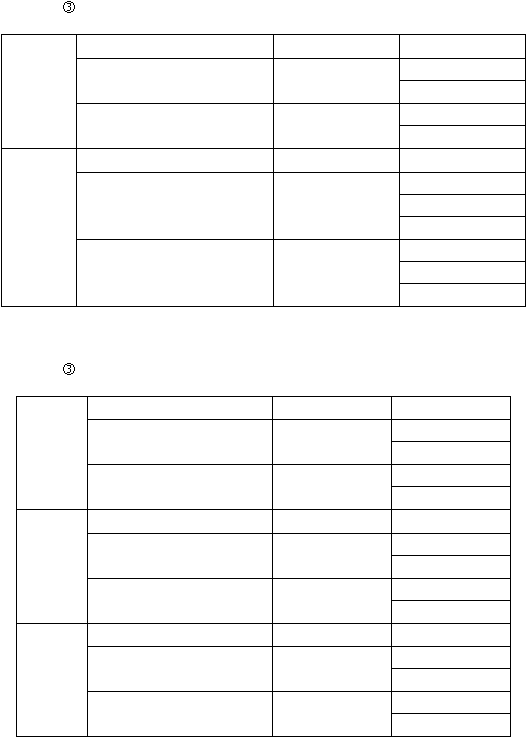
2. Pekerja Shift ( Pekerja lantai produksi )
Untuk pengaturan jam kerja karyawan lantai produksi terbagi 2, yaitu
Jam kerja 2 shift dan jam kerja 3 shift.
|
 14
Waktu jam kerja karyawan 2 shift adalah sebagai berikut :
Shift 1
Hari
Waktu Kerja
Waktu Istirahat
Senin - Kamis Dan Sabtu
06.15 - 15.15
10.00 - 10.15
12.00 - 12.45
Jum'at
06.15 - 15.45
10.00 - 10.15
11.55 - 13.10
Shift 2
Hari
Waktu Kerja
Waktu Istirahat
Senin - Kamis Dan Sabtu
20.00 - 05.00
23.00 - 23.30
02.30 - 02.45
04.45 - 05.00
Jum'at
20.00 - 05.00
23.00 - 23.30
02.30 - 02.45
04.45 - 05.00
Tabel 1.2 Waktu Kerja Operator 2 Shift
Waktu jam kerja karyawan 3 shift adalah sebagai berikut :
Shift 1
Hari
Waktu Kerja
Waktu Istirahat
Senin - Kamis Dan Sabtu
06.00 - 14.00
08.45 -09.00
12.00 - 12.45
Jum'at
06.00 - 14.15
08.45 - 09.00
12.00 - 13.00
Shift 2
Hari
Waktu Kerja
Waktu Istirahat
Senin - Kamis Dan Sabtu
13.55 - 21.55
16.30 - 16.45
18.00 - 18.45
Jum'at
14.10 - 22.10
16.30 - 16.45
18.45 - 18.45
Shift 3
Hari
Waktu Kerja
Waktu Istirahat
Senin - Kamis Dan Sabtu
21.50 - 06.05
01.00 - 01.15
04.00 - 05.00
Jum'at
22.05 - 06.05
01.00 - 01.15
04.15 - 05.00
Tabel 1.3 Waktu Kerja Operator 3 shift
|
|
15
|