|
1
BAB 1
PENDAHULUAN
1.1
Latar Belakang
Seperti
kita
ketahui
bersama
bahwa pada
awal
abad
ke 21 ini,
perdagangan bebas
sudah
merupakan trend
yang
terus
melanda perekonomian
negara-negara berkembang
terutama
Indonesia.
Banyak
negara-negara maju
seperti
China
dan
Amerika
yang
dapat
dengan
bebas
memasarkan hasil
industrinya ke
dalam
negeri.
Apabila
hasil
produksi
dalam
negeri
mampu
bersaing dengan hasil produksi negara maju maka hal tersebut tentunya tidaklah
menjadi masalah.
Akan
tetapi
pada
kenyataannya tidaklah begitu.
Hasil
produksi
dalam
negeri
banyak
yang
terpuruk
akibat
perdagangan bebas
ini.
Hasil-hasil produksi
negara-negara maju seperti China
mulai
merambahi pasar
nasional
dengan
harga
yang
diklaim
jauh
lebih
murah
dari
produksi
dalam
negeri
sendiri. Sebagai contoh
dalam
skala
kecil
adalah
produk
mainan
dan
elektronik yang langsung diimpor dari negeri China. Harga yang dibandrol pada
produk-produk tersebut jauh lebih rendah dari produk sejenis yang diproduksi
di dalam negeri. Walau dengan kualitas
yang
lebih
rendah, produk-produk
ini
tetap
mampu
mendapatkan pasarnya
sendiri
terutama
golongan
ekonomi
menengah ke bawah. Lalu siapa yang akan bertanggung jawab apabila kualitas
yang rendah ini akan merugikan konsumen nantinya? Sementara pemerintah tak
|
|
2
mampu membendung arus masuk produk-produk ini karena dari segi bea
masuk, produk
ini
lumayan
memberi
keuntungan,
walau
banyak
juga produk
yang diselundupkan.
Isu mengenai perdagangan bebas ini kini juga
mulai merambah ke sektor
industri yang lebih besar. Salah satu sektor industri yang juga
mulai
terancam
adalah produksi baja dalam negeri. Walau ancaman
itu belum terjadi saat
ini,
desas-desus yang ada sudah mulai menyebutkan bahwa
besi baja produksi
negeri China akan segera masuk Indonesia dengan harga yang lebih murah dari
baja
produksi nasional.
Apabila
hal
ini
sampai
terjadi
maka
tak
bisa
dibayangkan berapa banyak perusahaan
baja nasional yang akan
gulung tikar
akibat kalah bersaing dengan baja impor China. Sebagai
informasi tambahan,
sebuah pabrik baja dapat
menampung
lebih dari 10
ribu pekerja. Jelas apabila
ada
satu
saja
perusahan
baja
yang
gulung
tikar,
imbasnya
akan
berpengaruh
pada sektor ekonomi nasional dalam skala yang cukup besar.
Salah satu perusahaan
yang
turut terancam oleh kemungkinan masuknya
impor
baja
China
adalah
PT.
Pangeran Karang
Murni
yang
berlokasi di
Pulogadung. Perusahaan ini telah melayani kebutuhan baja nasional sejak tahun
1972.
PT.
Multikon, PT.
Nindya
Karya, PT.
Total
Bagun Persada,
dan
PT.
Waskita Karya adalah beberapa dari sekian banyak perusahaan kontraktor yang
mempercayakan besi baja
yang mereka
gunakan kepada PT. Pangeran Karang
Murni.
Pasar
yang
dicakup
meliputi seluruh
nusantara dan
beberapa di
antaranya juga diekspor ke luar negeri. Melihat pabrik dengan skala yang begitu
|
|
3
besar
namun
kurang
memiliki
rancangan
tata
letak
yang
memadai
sehingga
tidak menghasilkan jumlah produksi yang optimum, maka sangat menarik
untuk
memperbaiki rancangan
yang
sudah
ada
agar
proses
produksi
dapat
berjalan dengan lebih optimal.
1.2
Identifikasi dan Perumusan Masalah
Setelah
melakukan beberapa observasi
lapangan terhadap permasalahan
yang ada, maka ditemukan beberapa masalah-masalah sebagai berikut:
•
Tidak
efisiennya
pergerakan material
yang
ada
sehingga
terdapat
proses
menunggu
yang
seharusnya bisa
dieliminasi apabila
jumlah
mesinnya
mencukupi. Proses
menunggu
ini
pada
akhirnya
tidak
hanya
mengurangi
kuantitas produksi namun juga dapat mempengaruhi kualitas produksi.
•
Terdapat
beberapa
peralatan
rusak
yang
terbengkalai
sehingga
menyia-nyiakan lahan yang sekiranya dapat digunakan untuk produksi.
•
Penempatan area
mesin-mesin terkesan
“dipadatkan” dalam area
yang
tersedia.
Walaupun penempatan
telah
dilakukan
guna
mengurutkan
proses
yang
ada,
akan
tetapi
masih
terdapat
area
mesin
yang
ditempatkan tidak
terurut. Hal
inilah
yang
diakibatkan
oleh
“pemadatan” area
yang
ada
dan
menyebabkan aliran proses tidak efisien.
|
|
4
1.3
Ruang Lingkup
Agar
hasil rancangan perbaikan dapat lebih optimal,
maka perancangan
hanya akan melingkupi hal-hal berikut ini:
1.
Perancangan akan dilakukan pada PT. Pangeran Karang Murni.
2.
Perancangan
dilakukan
pada bagian peleburan baja
saja
yaitu
dimulai dari
area penyimpanan scrap hingga penyimpanan billet.
3.
Pengukuran
dilakukan
dengan
metode
langsung
yaitu
menggunakan
stopwatch sebagai alat ukur.
4.
Seluruh area non produktif yang bisa digunakan akan diperhitungkan sebagai
area baru dan akan digunakan di dalam rancangan.
5.
Jika di dalam perancangan tata letak fasilitas ini dibutuhkan data, yang harus
dilakukan dengan perhitungan yang lebih spesifik lagi dengan menggunakan
bidang keilmuan
yang khusus,
maka akan digunakan asumsi
semisal untuk
prosentase
penyesuaian dan
kelonggaran yang
mana
membutuhkan
perhitungan ergonomi.
|
|
5
1.4
Tujuan dan Manfaat
1.4.1
Tujuan
1.
Memperbaiki rancangan tata
letak
fasilitas
yang efektif dan efisien pada
sistem produksi PT. Pangerang Karang Murni.
2.
Mengoptimalkan sumber
daya
yang ada,
dalam
hal
ini
adalah
lahan tak
terpakai guna meningkatkan produksi.
3.
Memberi usulan tata letak hasil perancangan yang lebih baik kepada
PT. Pangeran Karang Murni untuk dapat diterapkan pada pabrik tersebut.
1.4.2
Manfaat
1.
Kegiatan dan pola aliran bahan yang lebih terencana.
2.
Memperbaiki waktu baku produksi dari setiap stasiun yang ada.
3.
Karyawan dapat bekerja lebih teratur dengan pola aliran baru.
4.
Mengoptimalkan penggunaan lahan pabrik yang ada dengan penambahan
fasilitas-fasilitas dan kelongaran-kelonggaran.
1.5
Gambaran Umum Obyek
1.5.1
Gambaran Umum Perusahaan
PT. Pangeran Karang Murni merupakan pabrik swasta
nasional dengan
jenis hasil industrinya berupa baja setengah jadi dalam bentuk billet. Selain itu
pabrik
ini
juga
menghasilkan profil
yang
sudah
jadi
berupa
besi
beton,
besi
siku,
dan
besi
kanal.
Semua
hasil
produksi dari
pabrik
ini
dipasarkan
ke
seluruh Indonesia.
|
|
6
Lokasi
dari
PT.
Pangeran
Karang
Murni
terletak
di
Jl.
Raya
Bekasi
Km21, Pulo Gadung, Jakarta Timur. Pabrik ini memilik luas areal
18,5
Ha
dan
berdirinya
pabrik
ini
berdasarkan akte
notaris
Moh.
Said
Taddjoedin, no
557
tanggal
2
Februari
1972
dan
mulai
berproduksi pada
tanggal 1 April 1975.
PT. Pangeran Karang
Murni menghasilkan billet
baja
yang
panjangnya
bergantung kepada
pesanan.
Bentuk
billet
baja
ini
adalah
empat
persegi
panjang
dan
dibuat
melalui
proses
peleburan dalam
Tanur
Busur
Listrik
(Electric Arc Furnace),
yang
selanjutnya dilakukan proses
pencetakan billet
baja secara kontinyu menggunakan Continuous Casting System.
Pada saat ini tanur busur
listrik boleh dikatakan merupakan teknik yang
paling
dapat
dipercaya
utnuk
menghasilkan baja
karbon.
Dalam
industri-
industri baja
yang
besar,
tanur
listrik mendapatkan kepercayaan untuk dapat
memenuhi kebutuhan produksi industri tersebut.
Saat ini terdapat lima buah tanur busur listrik pada PT. Pangeran Karang
Murni,
namun pada
saat
ini
hanya tiga
buah
tanur
saja
di
antaranya yang
berproduksi. Hasil rata-rata per tahun diperkirakan 500.000 ton billet baja.
|
|
7
1.5.2
Sejarah Perkembangan Perusahaan
PT.
Pangeran Karang
Murni
(PKM)
berlokasi
di
Pulogadung,
Jakarta
dan
bergerak dalam
bidang
industri baja
dengan
spesifikasi produk
meliputi
besi beton spiral dan polos, siku dan kanal. Dengan reputasi yang baik, selama
ini PT. PKM mampu memenuhi permintaan pasar baik dalam negeri maupun
luar negeri.
Sebelum bernama PT. Pangeran Karang Murni, perusahaan ini bernama
PT. The Master Steel Mfg. Perubahan nama dilakukan kurang lebih 10 tahun
yang
lalu.
Namun
pada
saat
ini
kedua
nama
itu
masih
digunakan secara
bersamaan.
Dalam
sejarah
perkembangannya,
PT.
PKM
melakukan
pembangunan
secara
fisik
untuk memenuhi
secara kualitas dan kuantitas permintaan pasar.
Diawali dengan persiapan lahan pada tahun 1972 s/d 1973 dan pembangunan
fisik
yang
dilakukan pada
tahun
1973
s/d
1974.
Pertama
kali
kegiatan
operasional produksi dimulai tahun 1975. Saat ini jumlah Rolling Mill yang
dimiliki adalah 8 buah dengan periode pembangunan sebagai berikut:
• Rolling Mill 1 : 1975
• Rolling Mill 2 : 1978
• Rolling Mill 3 : 1979
• Rolling Mill 4 : 1980
• Rolling Mill 5 : 1986
• Rolling Mill 6 : 1989
• Rolling Mill 7 : 1990
• Rolling Mill 8 : 1993
|
|
8
PT.
PKM
merupakan
industri
baja
yang
memenuhi
persyaratan mutu
produk baik nasional maupun
internasional yang
meliputi: Standard Nasional
Indonesia (SNI), British Standard (BS), The American Society for Testing and
Materials
(ASTM)
dan The
Japanese
Industrial
Standard
(JIS),
Singapore
Standard (SS2), New Zealand Standard, dan lain-lain.
Jenis produk yang diproduksi PT. PKM hingga saat ini adalah meliputi:
a.
Besi beton polos (plain bars) ukuran dari Ø 6mm s/d Ø 25 mm
b.
Besi beton spiral/ulir (deformed bars) ukuran dari Ø 9 mm s/d Ø 40 mm
c.
Besi siku ( L )(equal angle bars) dari L 25mm s/d L 120 mm
d.
Besi kanal ( U )(U channel) dengan ukuran U 50 s/d U 250
|
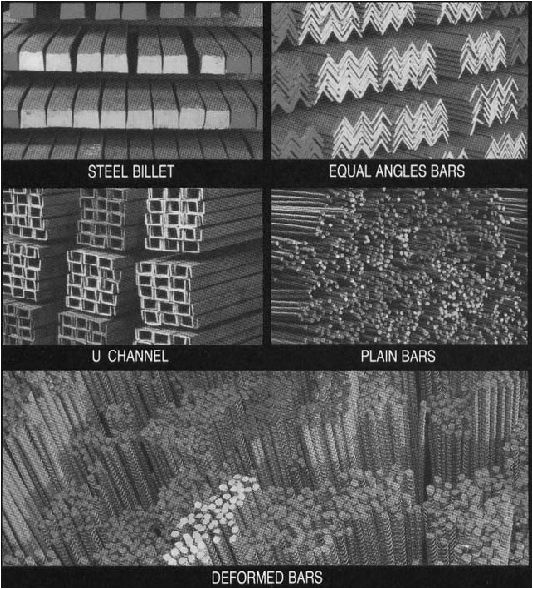 Gambar 1.1 Jenis-jenis besi yang diproduksi PT. PANGERAN KARANG MURNI
|
|
10
Pada
bulan
Juni
1998,
PT.
PKM
telah
mengimplementasikan sistem
mutu ISO 9002 sebagai wujud komitmen terhadap kepuasan pelanggan.
Produk
PT.
PKM
telah
digunakan secara
luas
di
berbagai
proyek
konstruksi sepanjang nusantara. Proyek
besar
maupun kecil, di
kota
maupun
di pelosok, proyek umum maupun pribadi, pembangunan mal maupun rumah,
jembatan
maupun pencakar langit,
produk
PT. PKM
berperan besar
dalam
pembangunan bangsa.
Berikut
adalah
beberapa
proyek
yang
menggunakan
produk PT. PKM:
-
PT. ANANTAGRAHA
:
Ruko Cempaka Mas
-
PT. CAYACO ANUGRAH
:
WTC Mangga Dua
MARGANA
:
Gudang Garam - Pasuruan
-
PT. HANBO HANDAI TAULAN J.O
:
Fly Over, Jembatan Tiga dan
Tomang Highway
-
PT. JAYA KONSTRUKSI
:
Bintaro Trade Centre
Sahid Hotel
-
PT. LAYLA CORPORATION
:
Hotel Novotel
-
PT. LIPPO KARAWACI
:
WTC Serpong
-
PT. MATARAM MAJU
:
Nusa Kirana
-
PT. MULIA INTAN LESTARI
:
Wisma Atlet Senayan
Mall Taman Anggrek
-
PT. MULTIKON
:
ITC Mangga Dua
Menara Da Vinci
|
|
11
Kemang Plaza Gedung
Multikon Pulogadung
Trade Centre Lap Parkir
Megamall Pluit
-
PT. NINDYA KARYA
:
Sirkuit Balap Mobil Sentul
-
PT. PP. TAISEI
:
Mega Mall Pluit
Pantai Mutiara Marina Tower
Rusun Muara Indah, Jakarta
-
PT. SANGGARCIPTA
:
Wisma Mulia I
Gedung Mulia, Gatot Subroto
-
PT. TOTAL BANGUN PERSADA
:
Ramayana
Kampus B Trisakti, Grogol
Kedutaan Besar Rusia
P & K Jl Jend Sudirman
TRANS TV, Tendean
ITC Cempaka Mas
Carrefour Puri Mas
ITC Kuningan
STC Senayan
BiNus Senayan
YAI Salemba
BiNus Simprug
|
|
12
Wisma Tendean
BCA Wahid Hasyim
RS Gading Pluit, Jakarta
Islamic Center
Modern Land, Tanggerang
-
PT. WASKITA KARYA
:
Jembatan Cicalengka
IPB
Semen Nusantara
Century Garden
Daichi Hotel, Senen
RS Husada
Gedung Perum Angkasa Pura
Airport Sukarno Hatta
Pelabuhan Ikan Muara Angke
Kelapa Gading Trade Centre
Univeritas Tarumanegara
Fly Over Daan Mogot
Senayan City,
Jakarta
RS Islam
Tunjangan Plaza, Surabaya
Prince Hotel, Yogyakarta
-
PT. WIJAYA KUSUMA
:
Toyota Astra Motor Sunter
|
|
13
CONTRACTOR
-
PT. PP
:
UI, Depok
Gedung KONI Senaya
Taman Rasuna, Kuningan
Gedung JASARAHARJA
Kelapa Gading Mall
Ruko Gading Batavia
-
PT. ADHI KARYA
:
Rumah Susun Kemayoran
|
|
14
1.5.3
Visi dan Misi Perusahaan
Dengan
fasilitas
lengkap
dan
modern,
ditunjang dengan
pengalaman
lebih
dari
3
dekade
dan
pengetahuan teknologi pembuatan
baja
yang
up-to-
date,
PT.
PKM
menjunjung tinggi
KUALITAS
produksi
melalui
Quality
Control (QC) yang sangat ketat dan komprehensif. Mulai dari seleksi besi tua
sampai
produk
akhir
yang kami
produksi,
semuanya
dimonitor dalam
prosedur QC yang sangat ketat dan berkesinambungan.
PT. PKM percaya bahwa kualitas dan kepuasan konsumen berhubungan
erat dengan kualitas produk-produknya, harga yang kompetitif, dan pelayanan
customer service yang memuaskan. Ketiga unsur
ini
merupakan visi dan misi
yang menjadikan PT. PKM produsen terbesar besi baja jenis long-product di
Indonesia. Mereka
percaya bahwa konsumen
yang puas
akan
kembali
tanpa
diminta,
dan
berkat
kepercayaan
dan
kesetiaan
konsumen-konsumen
dalam
negeri maupun luar negeri, PT. PKM dapat berkembang dan menduduki posisi
utama sekarang ini.
Sistem Manajemen PT.
PKM telah
disertifikasi oleh
IQNet dan Kema
dalam ISO 9002:2000 (reg# 79966), dan produk PT. PKM memiliki sertifikasi
SNI yang terdaftar di Departemen Perindustrian dan Perdagangan (No.SNI:
07-2052-1997). Produk PT. PKM juga telah diterima dan diadopsi oleh
negara-negara maju
seperti Singapura,
Hong
Kong,
Australia,
Amerika
Serikat,
dan
lain-lain. Suatu
bukti
bahwa
produk
PT.
PKM
berkelas
|
|
15
internasional yang menjadi kebanggaan konsumen pengguna produk PT.
PKM.
1.5.4
Struktur Organisasi
Pimpinan
perusahaan yang
ada
pada
pada
PT.
PKM
dipegang
oleh
pemilik
perusahaan dengan
seorang
Direktur
Utama
yang
dibantu
oleh
Management
Representative
dan
membawahi beberapa
Divisi
yaitu
Divisi
Pembelian, Divisi Pabrik, Divisi Keuangan, dan Divisi Pemasaran.
Di
antara
empat
Divisi
di
atas, Divisi
yang
paling
menonjol dan
lebih
berstruktur adalah
Divisi Pabrik.
Divisi
ini
dikepalai
oleh
seorang
manajer
pabrik
yang
membawahi
empat
Departemen yaitu
Departemen Produksi,
Departemen Maintenance, Departemen Gudang dan Departement Personalia.
Di
sinilah
saya
melihat
perbedaan yang
menonjol
antara teori
yang
di
dapat
dengan
kenyataan di
lapangan. PT.
PKM
tidak
memiliki
struktur
organisasi yang
umum
dan
tidak
terlalu
mengikuti struktur
organisasi yang
umum. Hal
ini dikarenakan PT. PKM
merupakan perusahaan manufaktur dan
memiliki
fokus
pengendalian pada
lantai
produksi
sehingga
kekuatan
organisasinya lebih diarahkan untuk lantai produksinya.
|
 16
1.5.5
Fasilitas Umum Perusahaan
1.
Musholla
2.
Klinik
3.
Koperasi
4.
Mess
1.5.6
Proses Produksi Perusahaan
Secara umum, proses produksi yang ada terbagi menjadi 7 langkah yaitu:
1.
Pengisian Material
2.
Periode Pemanasan (Penetrasi)
3.
Periode Pencairan Isi Tanur
4.
Periode Pemurnian (Refining)
5.
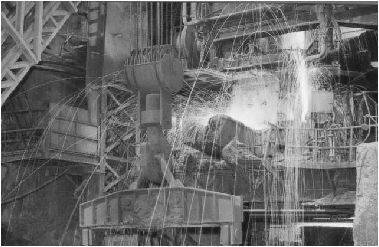
Periode Penuangan (Pouring)
6.
Periode Penahanan Suhu Tuang
7.
Periode Pencetakan
Gambar 1.2 Salah satu proses produksi periode penuangan
|
 17
Sedangkan pada proses pencetakan sendiri terbagi lagi ke dalam 6 langkah:
1.
Penuangan cairan baja ke dalam tundish
2.
Penuangan cairan baja dari tundish ke mould
3.
Penarikan billet dari mould oleh dummy bar
4.
Penuntunan billet oleh strand guide
5.
Pelurusan billet oleh withdrawal / straightening unit
6.
Pemotongan billet
Gambar 1.3 Salah satu proses produksi periode pencetakan
1.5.7
Peralatan Yang Dipakai
Terdapat banyak
sekali
peralatan atau
mesin
yang
dipakai
di
dalam
proses produksi besi baja ini. Namun dari banyak mesin yang dipakai, hanya
ada
dua
mesin
utama
yang
akan
dibahas
dan
menjadi pertimbangan dalam
perancangan tata letak fasilitas yang akan dilakukan.
|
 18
1.5.7.1
Electric Arc Furnace (Tungku Busur Listrik)
Prinsip
kerja
pembuatan baja
dengan
Electric
Arc
Furnace
(EAF)
adalah
merubah
energi
listrik
menjadi energi
panas,
melalui
aliran
listrik
yang dialiri pada 3 buah elektroda, sehingga terjadi loncatan busur api yang
mempunyai panas dan daya yang sangat tinggi.
Bentuk
EAF
menyerupai mangkuk
yang
ditutup
di
bagian
atasnya
dengan
sebuah
penutup. Energi
panas
diperoleh dari
energi
PLN
yang
kemudian ditransfer melalui transformator sehingga tegangan naik dan arus
yang tepat untuk proses peleburan dapat dicapai.
Gambar 1.4
Deskripsi Komponen EAF
|
|
19
Spesifikasi EAF :
• Merk
:
NISSEI
• Negara pembuat
:
Jepang
• Tahun pembuatan
:
1983
• Type
:
STC 480
• Shell diameter
:
4800 mm
• Melting capacity
:
40 ton (35 - 45 ton)
• Transformer Capacity
:
15 - 24 MVA
• Electrode diameter
:
16 - 20 inch
• Jumlah fase
:
3 buah
• Bahan tahan api
:
Jenis basa
• Electrode control system
:
Panel merk SINKO, Japan.
• Furnace tilt
:
Oil hydraulic cylinder system
• Tilt angle
:
Tapping side = 40
:
Slag door
=
15
• Furnace roof lifting and swinging
:
by oil hydrolic system
• Electrode lifting
: AC motor drive system
• Electrode adjustment
:
Thyristor System
• Door control
:
by pneumatic cylinder
|
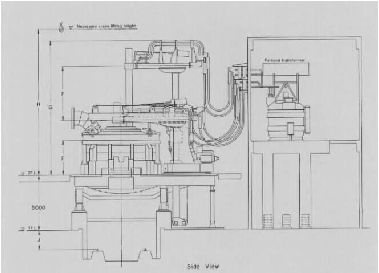 20
Gambar 1.5 EAF
Side View
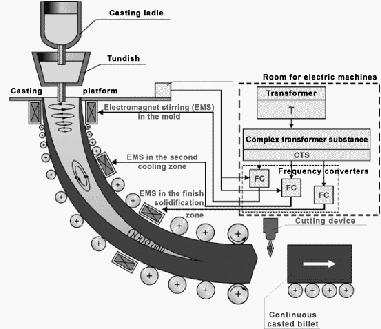
1.5.7.2
Continuous Casting Machine
Continuous
Casting Machine
adalah peralatan yang berfungsi untuk
mencetak baja cair
hasil akhir dari tanur
listrik
(EAF)
menjadi ingot baja
jenis billet. Menurut Kalpakjian
(1995, p159), Continuous Casting
Machine
diciptakan pada
tahun
1860an.
Continuous
atau
strand
casting
pertama
kali
dikembangkan untuk
pencetakan
kawat
logam
nonferrous.
Proses
ini sekarang
digunakan untuk produksi
baja dengan
efisiensi
dan
produksi utama serta pengurangan ongkos produksi yang siknifikan.
Strand adalah jalur tempat billet keluar dari mould (cetakan) dimana
billet
akan
terbentuk secara kontinyu. Tiap
strand
pada
mesin
memiliki
penampang mould dengan tebal 100 mm, lebar 100
mm, dan panjang 600
mm, atau dapat pula dibuat billet sesuai dengan pesanan.
|
 21
Bagian-bagian yang menunjang dari proses pencetakan ini yaitu:
a.
Mould (cetakan)
b.
Ladle
c.
Tundish
d.
Tundish Car
e.
Overflow Gutter
f. Slag Vessel
g.
Emergency Launder
h.
Strand Guide
i. Withdrawal dan
Straightening unit
j. Intermediate Roller Table
k.
Cutting Machine
l. Discharge Roller Table
m. Cooling Bed
n.
Dummy Bar
o.
Water Supply System
Gambar 1.6 Prinsip kerja dari Continuous Casting Machine
|
 22
Gambar 1.7
Discharge Roller Table, bagian dari CCM
Gambar 1.8 Cooling Table
|
 23
1.5.7.3
Reheating Furnace
Reheating
Furnace
adalah
sebuah
tungku
yang
digunakan untuk
memanaskan ulang billet yang telah dingin, sebelum dimasukkan ke dalam
Rolling Mill. Jumlah dari reheating furnace ini disamakan dengan jumlah
Gambar 1.9 Reheating Furnace (1)
dari rolling mill
yang ada.
Dengan kata
lain, setiap rolling mill yang ada
akan memiliki satu reheating furnace.
Gambar 1.10
Reheating Furnace (2)
|
 24
1.5.7.4
Rolling Mill
Pada
bagian rolling mill
inilah
produk dihasilkan.
Billet-billet
hasil
produksi Continuous Casting Machine dipanaskan kembali pada reheating
furnace
agar
billet
menjadi
panas
dan
dapat
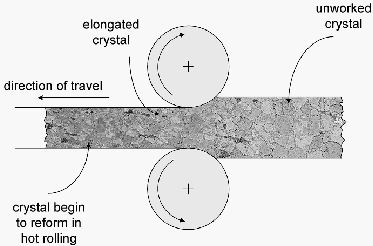
dibentuk kembali. Menurut
Turner
(1993,
p59
-
60),
rolling
adalah
operasi
penekanan dimana
logam
terulur
atau
memanjang ketika
melewati
dua
atau
lebih
roller,
roller
pembentuk sudah
umum digunakan pada manufaktur dalam
variasi bentuk
yang berbeda, sebagai contoh adalah bentuk I beam.
Gambar 1.11
Prinsip kerja rolling
|
 25
Gambar 1.12 Situasi
kerja pada bagian
Rolling Mill. Terlihat billet-billet yang
berpijar
setelah
dipanaskan
kembali
oleh
reheating
furnace.
Billet-billet
tersebut akan
di-rolling hingga menjadi bentuk
yang
diinginkan seperti besi kanal atau bahkan begitu tipis hingga menjadi
besi beton.
|
 26
1.5.8
Bahan Baku Perusahaan
Bahan-bahan yang dibutuhkan dalam proses peleburan pada tanur listrik
secara umum terbagi atas kategori bahan baku utama dan bahan tambahan.
1.5.8.1
Bahan Baku Utama
Yaitu bahan baku yang diperlukan untuk memperoleh baja cair, misalnya:
1.
Scrap Besi (Iron)
2.
Scrap Baja (Steel)
3.
Pig Iron
Yang dimaksud dengan scrap besi dan scrap baja di sini adalah bekas
dari suatu konstruksi atau peralatan yang sudah tidak berfungsi lagi. Scrap
juga dipakai oleh pabrik-pabrik yang menggunakan tanur busur listrik.
Scrap
merupakan
sampah besi,
yang
mana
kualitas
unsur
tembaga
(Cu) dan timah (Sn) yang ada tidak dapat dihilangkan.
Gambar 1.13
Scrap pada PT. PKM (1)
|
|
27
1.5.8.2
Bahan Tambahan (Alloy) dan Bahan Flux
Yaitu
bahan
yang
ditambahkan sebagai
bahan
paduan
untuk
mendapatkan komposisi baja
cair
yang
diinginkan.
Bahan tambahan juga
merupakan
faktor penunjang
yang turut pula
menentukan mutu
dari
hasil
produk. Berikut adalah contoh dari bahan-bahan tambahan:
a.
Batu Kapur dan Kapur
Berfungsi
sebagai pengikat
unsur-unsur
yang
tidak
dikehendaki dalam
cairan baja.
Batu
kapur
ini
berwarna putih dan
sukar
larut dalam
air.
Batu
kapur
ini
akan
bereaksi
dan
menimbulkan gas
CO2
seraya
mengambil panas sehingga efisiensi panas akan menurun.
b.
Kokas/Breeze/Carbon
Berfungsi
untuk
menambah kadar
karbon,
membantu
pemanasan dan
mengikat oksigen yang masih ada di dalam cairan baja.
c.
Grafit dan Potongan Elektroda
Grafit
merupakan zat
arang
(karbon)
murni.
Grafit
dan
potongan
elektroda berfungsi untuk menambah kadar karbon dalam telaga logam.
d.
Oksigen
Berfungsi
untuk
mengurangi kadar
karbon
serta
membantu pemanasan
di dalam peleburan baja.
e.
Serbuk Bekas Padi (Sekam Padi)
|
 28
Berguna
untuk
menjaga
agar
cairan
baja
yang
ada
pada
ladle tidak
hilang. Serbuk ini ditaburkan pada permukaan cairan baja yang ada pada
ladle.
Gambar 1.14
Scrap pada PT. PKM (2)
|