|
BAB 1
PENDAHULUAN
1.1.
Latar Belakang Masalah
Perkembangan industri pada saat ini di Indonesia semakin meningkat seiring
dengan
datangnya
era
globalisasi. Dimana perkembangan
industri ini secara langsung
akan
mempengaruhi peningkatan
dalam persaingan
antar
perusahaan-perusahaan
yang
bergerak
dalam bidang
industri
sehingga
persaingan
antar
perusahaan
akan
menjadi
sangat
ketat.
Sebagai
dampak
dari
persaingan antar
perusahaan-perusahaan
tersebut,
maka
masing-masing
perusahaan
akan
berusaha untuk meningkatkan efektifitas dan
efisiensi pabrik
agar
perusahaan
tersebut
tidak
”tertelan” oleh
perusahaan
yang
lebih
kuat.
Dan
salah
satu
cara
yang
dapat
digunakan untuk meningkatkan efektivitas dan
efisiensi
pabrik
adalah
antara
lain
dengan
cara
mengatur
tata
letak
pabrik
sehingga
proses industri akan menjadi lebih efektif dan efisien.
Dalam proses membuat tata
letak pabrik secara
manual seringkali terhambat oleh
karena masalah waktu dalam membuat dan menggambar tata letak secara manual,
namun dengan adanya perkembangan di bidang teknologi terutama teknologi informasi,
maka
sekarang
ini
banyak
dikembangkan
program-program berdasarkan
teknologi
informasi yang dapat membantu perusahaan-perusahaan dalam
menghadapi masalah-
masalah
yang
berkaitan dengan
tata
letak
pabrik.
Program-program
yang
dapat
membantu
memecahkan
masalah tata
letak pabrik tersebut lebih dikenal dengan nama
Computerized Layout Planning. Dimana Computerized Layout Planning berfokus pada
bagaimana cara dari sebuah komputer untuk
membantu dalam proses perancangan tata
|
|
2
letak. Beberapa contoh program klasik dari Computerized Layout Planning adalah antara
lain : CRAFT, COFAD, CORELAP, dan PLANET ; sedangkan beberapa contoh
program yang lebih baru dari Computerized Layout Planning adalah antara lain :
M-CRAFT,
LayOpt
/
LAO /
LaOpt
, dan FactoryPlan. Masing-masing
Computerized
Layout
Planning
tersebut
memiliki
kekurangan
dan
kelebihan
masing-masing
antara
yang satu dengan yang lain.
PT. Royalindo
Engraftama
merupakan suatu perusahaan pembuat silinder cetakan
plastik
(
rotogravure
).
Perusahaan
ini
memiliki
sifat job order.
Perusahaan
membuat
sendiri silinder
cetakan plastik
mulai
dari awal
yaitu
mulai
dari
bahan
bakunya
yang
berupa pipa-pipa besi yang berukuran besar dan panjang sampai dengan menjadi
silinder-silinder
yang
sudah dilapisi dengan
tembaga dan berwarna
kuning keemasan.
Silinder-silinder yang
telah dilapisi dengan tembaga
ini
kemudian diletakkan di ruang
buffering ,yang memiliki pendingin udara, untuk didinginkan. Silinder yang telah dingin
dan sudah siap untuk digrafir ini nantinya akan disebut
produk setengah jadi. Besar
kecilnya ukuran silinder yang akan diproduksi mempengaruhi besar kecilnya gambar
yang
nantinya
akan dicetak di plastik. Sedangkan banyaknya silinder dipengaruhi oleh
banyaknya jenis warna pada gambar yang nantinya akan dicetak pada kantong plastik.
Tahap berikutnya silinder-silinder yang telah
dilapisi dengan
tembaga,
nantinya
akan digrafir dengan sebuah
mesin berdasarkan dengan pesanan yang diinginkan oleh
pelanggan. Contohnya apabila pelanggan menginginkan gambar elang, maka nanti
silinder yang telah dilapisi dengan tembaga akan diambil dari ruang buffering dan akan
digrafir dengan gambar elang.
|
|
3
1.2.
Identifikasi dan Perumusan Masalah
Dalam PT.
Royalindo Engraftama, yang
menjadi perhatian utama adalah
masalah
mengenai
tata
letak pabrik yang pada saat
ini dinilai kurang efektif dan efisien.
Tata
letak yang kurang efektif dan efisien tersebut dapat dilihat dari beberapa hal antara lain
dari
letak departemen platting yang
terletak
berjauhan dengan
departemen bubut
dan
departemen engravure sehingga seringkali terlihat banyaknya pegawai bagian produksi
yang hilir-mudik untuk mengurus satu buah silinder saja. Selain itu juga letak tempat
parkir kantor yang digabungkan dengan letak parkir bongkar muat bahan baku akan
meyulitkan apabila pegawai sedang membongkar bahan baku. Pengaturan produk
setengah
jadi
di
dalam
ruang
buffering yang
tidak
tersusun
dengan
rapi.
Dan
masih
banyak hal-hal lain yang tidak dapat disebutkan satu persatu yang menunjukkan bahwa
perencanaan tata letak pabrik dari perusahaan ini kurang baik.
Adanya
beberapa
metode
dalam
menghasilkan,
memperbaiki
dan
mengevaluasi
tata
letak,dimana
masing-masing
metode memiliki kekurangan dan kelebihan masing-
masing.
Dalam metode
evaluasi
CRAFT,
digunakan
metode
evaluasi
yang
dikenal
dengan nama
distance-based scoring.
Namun
metode
evaluasi ini tidak menghitung
keterkaitan antar departemen pada tata letak, sehingga dikembangkan metode evaluasi
yang bernama adjacency-based scoring. Namun apakah suatu tata letak yang memiliki
nilai yang baik berdasarkan metode evaluasi distance-based scoring juga akan memiliki
nilai
yang
baik
dari
metode
evaluasi adjacency-based
scoring?
Dan
demikian
pula
sebaliknya, apakah suatu tata letak yang memiliki nilai yang baik dari metode evaluasi
adjacency-based scoring juga akan memiliki nilai yang baik berdasarkan metode
evaluasi distance-based scoring?
|
|
4
Pada saat ini di Indonesia, metode-metode pembuatan, perbaikan serta evaluasi tata
letak tidak dikenal luas. Hal
ini
mungkin karena diakibatkan oleh kurangnya perhatian
yang
diberikan
tentang
masalah
tata
letak. Padahal
sudah
dibahas sebelumnya
bahwa
computerized layout planning sangat membantu dalam menyelesaikan masalah tata
letak. Oleh karena itu perumusan masalah dalam skripsi ini adalah mengembangkan
aplikasi
yang
mampu dan dapat
menggunakan metode
pembuatan tata
letak
ALDEP,
metode perbaikan CRAFT serta metode evaluasi distance-based scoring dan adjacency-
based scoring, sehingga dapat membantu user
untuk mengambil keputusan mengenai
masalah
tata
letak
dalam waktu
singkat berdasarkan
2
metode
evaluasi
dan
memperkenalkan computerized layout planning di Indonesia khususnya.
Perumusan masalah dalam skripsi ini adalah menganalisa dan membandingkan tata
letak pabrik PT. Royalindo Engraftama dengan menggunakan dua macam program dari
Computerized Layout Planning yaitu metode perbaikan CRAFT dan metode pembuatan
tata letak ALDEP. Dan juga akan membahas mengenai keunggulan dan kekurangan dari
tata letak masing-masing metode. Serta akan meneliti perbaikan yang dapat dilakukan
oleh metode perbaikan CRAFT terhadap hasil dari metode pembuatan tata letak dari
ALDEP. Skripsi ini juga akan menentukan tata letak terbaik untuk digunakan oleh PT.
Royalindo Engraftama berdasarkan 2 metode evaluasi yaitu distance-based scoring dan
adjacency-based scoring dan melihat apakah suatu tata letak yang memiliki nilai yang
baik berdasarkan metode evaluasi distance-based scoring juga akan memiliki nilai yang
baik dari metode evaluasi adjacency-based scoring. Dan demikian pula sebaliknya,
untuk melihat apakah suatu tata letak yang memiliki nilai yang baik dari metode evaluasi
adjacency-based scoring juga akan memiliki nilai yang baik berdasarkan metode
evaluasi distance-based scoring.
|
|
5
1.3. Ruang Lingkup Masalah
•
Tata letak dipertimbangkan dengan memperhatikan urutan dari tiap departemen.
•
Ukuran
mesin dan perlengkapan kantor tidak
berubah
dan
sesuai dengan
yang
dimiliki oleh PT. Royalindo Engraftama pada saat ini.
•
Waktu-waktu
yang
dipergunakan
dalam pembuatan OPC
merupakan
hasil
wawancara dari masing-masing operator karena penulis tidak mendapatkan ijin
untuk menghitung waktu masing-masing proses.
•
Tata letak disajikan tidak dalam bentuk template, melainkan dalam bentuk
diagram block layout.
•
Dalam
skripsi
ini
tidak
dibahas
mengenai
masalah
uji
kelayakan,
biaya
yang
harus dikeluarkan apabila perusahaan menerapkan tata letak usulan.
•
Pembuatan
tata
letak
manual
akan
dilakukan
dengan
menggunakan
Microsoft
Visio 2003.
•
Untuk perhitungan jarak dari satu departemen ke departemen lainnya akan
menggunakan
jarak
dari titik berat
departemen
yang
satu
ke
titik berat
departemen lainnya.
•
Perbaikan tata letak saat ini dengan menggunakan metode CRAFT dibatasi
hanya sampai iterasi ketujuh.
•
Penulis
hanya
menggunakan
dua
hasil
tata
letak
dari
metode
pembuatan
tata
letak dari ALDEP.
•
Perbaikan oleh metode CRAFT hanya dilakukan terhadap tata letak awal dan tata
letak hasil dari ALDEP.
|
|
6
•
Perbaikan
tata
letak
pertama
hasil
dari
ALDEP
dengan
menggunakan
metode
CRAFT dibatasi hanya sampai iterasi kelima.
•
Perbaikan tata letak kedua hasil dari ALDEP dengan menggunakan metode
CRAFT dibatasi hanya sampai iterasi kelima.
•
Koordinat
titik
berat
untuk
departemen
yang
ditukar
dalam
setiap
iterasi
yang
dilakukan dalam metode CRAFT , akan dihitung
ulang dan tidak ditukar sesuai
dengan
metode
evaluasi
CRAFT
yang dikenal
sampai
dengan saat
ini. Hal
ini
dimaksudkan untuk menghilangkan kekurangan dari metode CRAFT yang asli.
•
Semua
evaluasi
tata
letak
menggunakan
metode
evaluasi
dari
CRAFT
dengan
berdasarkan jarak antar titik berat dan biaya material handling ( distance based
scoring ) . Sedangkan metode evaluasi adjacency-based scoring , dipergunakan
hanya
pada
tata
letak
awal,
tata
letak awal
yang
diperbaiki
dengan
metode
perbaikan CRAFT iterasi kelima, tata letak ALDEP 1, tata letak ALDEP 2, tata
letak perbaikan ALDEP 1 iterasi kelima, tata letak perbaikan ALDEP 2 iterasi
keempat.
•
Skripsi ini tidak membahas modul analisa sensitivitas yang dimiliki oleh ALDEP
ataupun CRAFT.
•
Decision Support System yang dirancang tidak menggunakan knowledge
management.
•
Decision Support System yang dirancang hanya menampilkan 10 tata letak
terbaik berdasarkan
masing-masing
metode evaluasi distance-based scoring dan
adjacency-based scoring.
|
|
7
•
Decision Support System yang dirancang menggunakan State Transition
Diagram yang berbasiskan kepada interface dari sistem.
•
Pembuatan
spesifikasi
proses
didasarkan
kepada
hubungan
antara
user dengan
sistem.
1.4. Tujuan dan Manfaat
Adapun tujuan dan manfaat dari skripsi ini adalah antara lain :
•
Menentukan tata letak terbaik berdasarkan biaya material handling terkecil untuk
PT.
Royalindo Engraftama dengan menggunakan metode klasik dari
computerized layout planning seperti CRAFT dan ALDEP.
•
Meneliti
perbaikan
yang dapat
dilakukan
oleh
metode perbaikan
CRAFT
terhadap tata letak awal dan tata letak hasil dari ALDEP berdasarkan metode
distance-based scoring.
•
Membandingkan
hasil
tata
letak
dari
masing-masing
metode
ALDEP
dan
CRAFT berdasarkan metode evaluasi distance-based scoring dan adjacency-
based scoring.
•
Menentukan apakah suatu tata
letak yang
memiliki nilai
yang baik berdasarkan
metode evaluasi distance-based scoring juga akan memiliki nilai yang baik dari
metode
evaluasi adjacency-based scoring.
Dan
demikian
pula
sebaliknya,
apakah
suatu
tata
letak yang
memiliki
nilai
yang
baik
dari
metode
evaluasi
adjacency-based scoring juga akan memiliki nilai yang baik berdasarkan metode
evaluasi distance-based scoring.
•
Menentukan kelemahan dari metode CRAFT dan ALDEP.
|
|
8
•
Melakukan
perbaikan
terhadap
metode
CRAFT
dalam
cara
perhitungan
ulang
koordinat titik berat.
•
Merancang
suatu
decision
support
system
yang
berbasis
pada
metode
ALDEP
dan CRAFT serta metode evaluasi distance-based scoring dan adjacency-based
scoring.
1.5.
Gambaran Umum Perusahaan
1.5.1.
Latar Belakang Perusahaan
PT. Royalindo Engraftama berdiri pada tanggal 19 Juni 1996 oleh Bapak
Yahya
dan
Bapak
Ir.
Taufik.
Perusahaan ini berlokasi di
Jalan
Bitung
Raya,
Kampung Bulakan, Cikupa, Tanggerang dengan luas tanah secara keseluruhan
sekitar 8000 m2
dengan perincian sebagai berikut ini : luas bangunan beserta lantai
produksi
sekitar 5000
m²,
luas tempat penyimpanan bahan baku sekitar 2000 m²
dan sisanya dipergunakan untuk lahan parkir, kebun sayur,dan tempat pengolahan
limbah. Perusahaan ini bergerak dalam bidang pembuatan silinder cetak
(
rotogravure ). Perusahaan
ini didirikan oleh Bapak Yahya dan Bapak Ir. Taufik
karena perusahaan yang bergerak dalam bidang pembuatan rotogravure ini sangat
sedikit sekali di Indonesia dan dapat dikatakan sangat langka. Sehingga peluang
pangsa pasarnya masih sangat terbuka lebar di Indonesia. Berdasarkan keterangan
yang penulis peroleh dari Bapak
Taufik, hanya ada
lima perusahaan
sejenis
yang
bergerak di bidang
ini di seluruh
Indonesia. Pada saat
ini
jabatan direktur
utama
PT. Royalindo Engraftama dijabat oleh Bapak Yahya dan jabatan manager dijabat
oleh Bapak Ir. Taufik. Bentuk perusahaan PT. Royalindo
Engraftama
merupakan
Perseroan
Terbatas
Tertutup.
Dimana kepemilikan
saham
perusahaan
ini
terbatas
hanya untuk keluarga para pendiri perusahaan ini.
|
|
9
Perusahaan yang bergerak di bidang rotogravure di Indonesia masih sangat
langka,
hal
ini
disebabkan
karena
beberapa
hal
yaitu
antara
lain
:
penanaman
modal investasi yang sangat besar dan juga bahan bakunya, yang berupa pipa-pipa
besi yang berukuran sangat besar dan panjang,
masih
harus diimpor dari Cina.
Penanaman modal investasi yang sangat besar tersebut dapat penulis lihat dari
mahalnya
mesin-mesin
yang
dipergunakan
oleh
PT.
Royalindo
Engraftama,
dimana mesin-mesin tersebut hampir seluruhnya diimpor dari Jerman dan Cina.
Contohnya seperti mesin grafir yang harus diimpor dari Jerman dengan harga
kurang lebih sekitar dua milyar rupiah per mesin.
PT.
Royalindo
Engraftama
pada
awal
berdirinya
hanya memiliki
sekitar
kurang lebih 75 karyawan secara keseluruhan dan hanya memiliki 5 mesin bubut, 2
mesin gerinda, 1 mesin potong, 1 mesin polishing, 1 mesin grafir , 2 mesin
platting tembaga,5
mesin platting nikel dan 2
mesin platting chrome. Sedangkan
pada saat
ini perusahaan ini sudah mulai berkembang dan memiliki kurang lebih
sekitar 100 orang karyawan dan mesin-mesinnya juga bertambah menjadi 9 mesin
bubut,
3
mesin
gerinda,
1
mesin
potong, 1
mesin polishing, 2
mesin
grafir,
6
mesin platting tembaga, 3 mesin platting chrome dan 2 mesin platting nikel.
Untuk
proses
pengendalian
kualitas, PT. Royalindo
Engraftama
melakukan
proses
pengendalian kualitas yang dapat dikatakan sangat ketat.
Hal ini dapat
dilihat dari proses pengendalian kualitas
yang
meliputi dua tahapan.
Dua tahapan
itu adalah :
•
Proses pengendalian kualitas dalam pembuatan desain.
Setelah
bagian
desain
telah selesai
membuat
desain
dalam
bentuk
template, maka template tersebut akan dikirimkan kembali ke pihak
|
|
10
konsumen untuk disetujui oleh pihak konsumen. Setelah disetujui oleh
pihak konsumen maka
pihak perusahaan akan langsung menggrafir
silinder berdasarkan pesanan pelanggan.
•
Proses pengendalian kualitas dalam produk jadi ( rotogravure ).
Setelah silinder selesai digrafir sesuai dengan pesanan pihak konsumen,
maka rotogravure tersebut akan diuji pada mesin cetak plastik yang
tersedia
di
dalam ruang
pengendalian
kualitas.
Apabila
plastik
yang
tercetak
telah
sesuai
dengan template dari
bagian
desain
yang
telah
disetujui oleh pihak konsumen. maka rotogravure tersebut dapat
dikatakan
telah
”layak”
dan
siap untuk
diantarkan
kepada
pihak
konsumen.
PT. Royalindo Engraftama juga dapat dikatakan sangat peduli terhadap
lingkungan
sekitar.
Hal
ini
dapat
dilihat
dari
adanya tempat pengolahan
limbah
cair,
dimana
limbah
cair,
yang dihasilkan dari proses
platting dan proses
pengendalian kualitas, akan dinetralkan terlebih dahulu sehingga tidak berbahaya
bagi lingkungan sekitar. Limbah cair yang telah melalui tempat pengolahan limbah
cair
akan
berubah
menjadi
air
biasa
yang
dipergunakan
oleh
Bapak
Ir.
Taufik
untuk
memelihara ikan di kolam yang
terletak di samping pabrik sedangkan
hasil
endapan dari pengolahan limbah cair tersebut akan dijual ke industri batu bata.
Sedangkan limbah padat hasil dari pemotongan, pembubutan dan sebagainya akan
disimpan
dan
dijual
kepada
industri kecil
untuk
digunakan
dalam
membuat
perlengkapan cuci piring yang biasanya dikenal dengan nama
”sambuk” ( Lihat
gambar 1.1 ).
|
 11
Gambar 1.1. Limbah padat atau sambuk
1.5.2. Produk Perusahaan
Produk jadi yang dihasilkan oleh PT.
Royalindo
Engraftama
merupakan
rotogravure
(
silinder cetak
).
Gambar produk
jadi
ini dapat dilihat pada
gambar 1.2. Sedangkan produk setengah jadi yang dihasilkan oleh PT. Royalindo
Engraftama adalah silinder yang belum digrafir namun telah dilapisi oleh tembaga.
Gambar produk setengah jadi ini dapat dilihat pada gambar
1.3. Produk-produk
setengah
jadi
yang
dihasilkan
oleh PT.
Royalindo
Engraftama
hanya
memiliki
variasi
produk
dalam ukuran
keliling
silinder,
sedangkan
untuk
ukuran
panjang
silindernya
sendiri
tidak
memiliki
variasi. Semua
silinder
yang diproduksi
mempunyai
panjang
satu
meter.
Sedangkan lima
variasi ukuran keliling silinder
yang diproduksi adalah 400 mm, 500 mm, 600 mm, 700 mm, dan 800 mm.
|
 12
Gambar 1.2. Rotogravure
Gambar 1.3. Proses buffering
|
 13
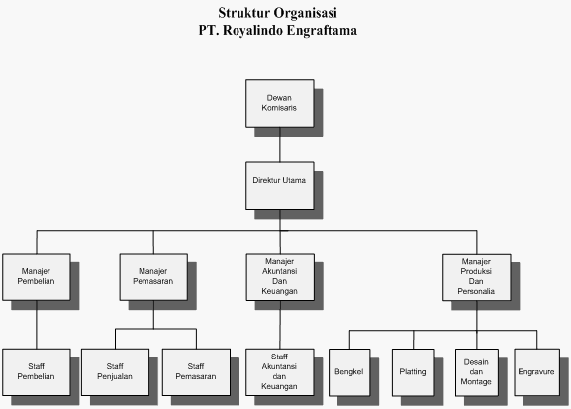
1.5.3. Struktur Organisasi
Struktur Organisasi dari PT.
Royalindo Engraftama dapat dilihat pada
gambar 1.4 berikut ini :
Gambar 1.4. Struktur organisasi
Berikut ini penulis akan membahas dan menjelaskan tentang tugas-tugas dan
wewenang dari struktur organisasi pada PT. Royalindo Engraftama :
1) Dewan Komisaris
Dewan komisaris merupakan
pemegang kekuasaan tertinggi
dalam PT. Royalindo Engraftama. Beberapa tugas dan wewenang dari
dewan komisaris antara lain :
•
Mengangkat dan memberhentikan direktur utama.
•
Melakukan pengawasan dari kinerja perusahaan.
|
|
14
•
Mengambil keputusan-keputusang penting yang menyangkut
masa
depan
perusahaan secara
keseluruhan
(
misalnya
:
merger
dengan perusahaan lain dan sebagainya ).
•
Memberikan arahan kepada pihak
manajemen
perusahaan
baik
secara
lisan ataupun
tulisan
sehingga
kinerja
perusahaan
dapat
berjalan sesuai dengan yang diharapkan.
2) Direktur Utama
Direktur utama yang saat ini dijabat oleh Pak Yahya merupakan
orang yang ditunjuk oleh dewan komisaris untuk memimpin
perusahaan
dalam menjalankan
kegiatan bisnis
sehari-harinya.
Beberapa tugas dan wewenang dari direktur utama antara lain :
•
Mengambil keputusan-keputusan dalam menjalankan proses
bisnis perusahaan sehari-hari.
•
Membuat rencana anggaran perusahaan dalam periode tertentu.
•
Mengolah
informasi dan data-data dari
laporan
manajer sehingga
dapat mengambil keputusan dan strategi bisnis yang baik bagi
perusahaan.
•
Mengawasi jalannya perusahaan secara global dalam proses bisnis
sehari-hari.
3) Bagian Pembelian
|
|
15
Bagian pembelian terdiri dari
manajer pembelian dan staff
pembelian. Manajer pembelian membawahi beberapa staff pembelian.
Beberapa tugas dari manajer pembelian adalah antara lain :
•
Membuat laporan pembelian untuk direktur utama.
•
Menseleksi
suplier bahan baku
yang terbaik
untuk perusahaan (
baik dalam segi kualitas bahan baku maupun harga ).
•
Membeli
bahan
baku
dari
suplier
dengan
berkoordinasi
dengan
manajer bagian produksi dan personalia beserta manajer bagian
akuntansi dan keuangan.
•
Bertanggung jawab atas kinerja dari staff pembelian.
Sedangkan beberapa tugas dari staff pembelian antara lain :
•
Mengawasi kualitas bahan baku yang dipesan agar sesuai dengan
standar quality control perusahaan.
•
Melakukan pembelian bahan baku dengan cara berhubungan
langsung dengan pihak suplier.
•
Membuat
laporan
pembelian bahan
baku
dalam
periode
tertentu
beserta harganya untuk diserahkan kepada manajer pembelian.
Dimana laporan ini nantinya akan dikoordinasikan dengan bagian
keuangan untuk mengurus pembayarannya.
4) Bagian Pemasaran
Bagian pemasaran terdiri dari manajer pemasaran, staff
pemasaran
dan
staff
penjualan. Manajer
pemasaran
membawahi
|
|
16
beberapa staff penjualan dan beberapa staff pemasaran. Beberapa
tugas dari manajer pemasaran adalah :
•
Membuat laporan pemasaran dan penjualan untuk direktur utama.
•
Bertanggung jawab atas kinerja staff pemasaran dan penjualan.
•
Menerima dan memeriksa laporan pemasaran maupun laporan
penjualan dari staff.
•
Merencanakan,
menganalisa,dan
mengevaluasi
program
pemasaran dan penjualan untuk periode tertentu.
Sedangkan beberapa tugas dari staff pemasaran antara lain :
•
Memperluas jaringan pemasaran dengan cara melakukan promosi
mengenai produk dan perusahaan.
•
Membina hubungan yang baik dengan konsumen.
•
Melakukan segmentasi dan positioning pasar.
Sedangkan beberapa tugas dari staff penjualan antara lain :
•
Mengurus transaksi penjualan yang terjadi dengan konsumen.
•
Melakukan perhitungan jumlah produk yang terjual.
•
Menerima keluhan tentang produk dari konsumen.
•
Mengurus retur-retur barang ( apabila ada ).
5) Bagian Akuntansi dan Keuangan
Bagian akuntansi dan keuangan terdiri dari manajer beserta staff
akuntansi
dan
keuangan.
Beberapa tugas
dan
tanggung
jawab
dari
manajer akuntansi dan keuangan antara lain :
•
Membuat laporan keuangan kepada direktur utama.
|
|
17
•
Bertanggung jawab atas kinerja staff akuntansi dan keuangan.
•
Memeriksa dan
mengawasi
laporan
keuangan
yang
dibuat
oleh
staff.
•
Memeriksa dan menyetujui laporan pembelian bahan baku
sehingga pembayaran kepada pihak suplier dapat dilakukan.
Sedangkan beberapa tugas dari staff
akuntansi dan keuangan antara
lain :
•
Mencatat seluruh transaksi keuangan yang terjadi ,baik pembelian
ataupun penjualan, oleh pihak perusahaan.
•
Membuat laporan keuangan per periode.
•
Melakukan pembayaran bahan baku kepada suplier.
•
Mengurus pajak yang harus dibayar oleh pihak perusahaan.
•
Mengurus pembayaran gaji karyawan.
6) Bagian Produksi dan Personalia
Bagian
produksi
dan
personalia
terdiri
dari
manajer
produksi
dan personalia serta beberapa divisi bagian produksi yaitu : bengkel,
platting,
desain
dan
montage
,dan
engravure. Beberapa tugas dan
wewenang dari manajer produksi dan personalia adalah :
•
Membuat laporan produksi dan personalia kepada direktur utama.
•
Bertanggung jawab atas seluruh staff, mesin-mesin, dan kegiatan
yang terjadi di bengkel.
|
|
18
•
Berkoordinasi
dengan
manajer
akuntansi
dan
keuangan
beserta
manajer pembelian dalam mengurus pembelian bahan baku untuk
produksi.
• Menseleksi dan melakukan perekrutan pegawai.
•
Mengurus
penjadwalan
kerja,
cuti
pegawai,
absensi
dan
sebagainya.
• Memberhentikan pegawai yang ”nakal”.
Sedangkan
pembahasan
lebih
dalam mengenai
tugas
dan
tanggung
jawab divisi-divisi yang ada di dalam bagian produksi dan personalia
akan dibahas di bawah ini :
o
Divisi Bengkel
Memiliki tugas dan tanggung jawab sebagai berikut :
•
Melakukan pemeliharaan mesin-mesin yang terdapat di
bengkel.
•
Melakukan proses produksi
yang terjadi di bengkel seperti
pembubutan, pemotongan, polishing, grinding dan
sebagainya.
o
Divisi Platting
Memiliki tugas dan tanggung jawab sebagai berikut :
•
Bertanggung
jawab
atas
pemeliharaan
seluruh
mesin-
mesin platting yang ada di PT. Royalindo Engraftama.
•
Melakukan
seluruh
proses
platting
dalam
produksi
rotogravure.
|
|
19
•
Mengurus stok bahan kimia yang digunakan dalam proses
platting.
o
Divisi Desain dan Montage
Memiliki tugas dan tanggung jawab sebagai berikut :
•
Menggambar desain dengan menggunakan komputer
sesuai dengan keinginan dari konsumen.
•
Mencetak dan mengirimkan desain yang telah di print
kepada manajer untuk diteruskan ke bagian pemasaran
kemudian ke konsumen untuk disetujui.
•
Melakukan separasi warna.
o
Divisi Engravure
Memiliki tugas dan tanggung jawab sebagai berikut :
•
Melakukan pemeliharaan terhadap mesin grafir.
•
Melakukan
proses
grafir
pada silinder sesuai dengan
desain yang telah diperoleh dari divisi desain dan
montage.
1.5.4. Proses Produksi Rotogravure
Proses produksi rotogravure secara rinci adalah sebagai berikut ini :
1.5.4.1.Proses Pemotongan
Pada proses pemotongan ini, bahan baku pipa baja yang
berukuran panjang 6 meter diambil dari gudang bahan baku dan
dipotong dengan menggunakan mesin potong sesuai dengan ukuran
panjang standar yaitu 1 meter.
|
|
20
1.5.4.2.Proses Brilling dan Pemasangan Pelat
Setelah pipa
baja dipotong,
maka kedua ujung pipa tersebut
akan dipasangkan pelat baja dengan cara menggunakan proses yang
disebut
dengan
brilling.
Dimana
dalam proses
brilling,
salah
satu
ujung pipa baja dipanaskan sampai dengan suhu tertentu sehingga
ujung
pipa
tersebut
memuai.
Kemudian,
dalam
kondisi
ujung
pipa
baja yang memuai dan masih panas, pekerja langsung memasang
pelat baja tersebut. Setelah ujung pipa tersebut sudah agak dingin atau
sudah kembali ke ukuran semula, maka proses yang sama akan
dilakukan pada ujung pipa baja yang satunya. Sehingga di akhir
proses kedua ujung pipa baja akan tertutup oleh pelat baja.
Pelat baja yang dipasang ini memiliki lubang di tengah-
tengahnya yang nantinya akan digunakan untuk memasang
rotogravure ke
mesin pencetak.
Pelat
baja
ini
tidak
diproduksi
oleh
PT. Royalindo Engraftama, dan didapat dengan cara membelinya dari
perusahaan
lain
yang
sudah
menjalin kerja sama sejak lama dengan
PT.
Royalindo
Engraftama. Pelat-pelat
baja tersebut
yang disimpan
dalam gudang pelat baja dapat dilihat pada gambar 1.5 berikut ini.
|
 21
Gambar 1.5. Pelat-pelat baja
1.5.4.3.Proses Bubut
Setelah silinder telah dipasang pelat baja pada kedua
ujungnya, maka selanjutnya akan dibawa ke bagian bengkel untuk
dilakukan proses bubut kasar. Proses bubut kasar
ini dilakukan
dengan cara membuang bagian luar pipa baja sebanyak 1 mm. Hal ini
dilakukan dengan maksud untuk membuang kotoran dan karat-karat
yang menempel pada bagian luar pipa baja. Namun proses bubut
kasar ini tidak 100% dapat membersihkan semua kotoran dan karat-
karat yang menempel pada bagian luar pipa baja sehingga selanjutnya
akan dilakukan proses bubut
yang
kedua yang
lebih dikenal dengan
nama proses bubut halus.
Dalam proses bubut halus, bagian luar pipa baja akan dibubut
kembali sebanyak 0.5 mm. Hal ini dimaksudkan untuk membuang
sisa-sisa kotoran dan karat-karat yang masih
tersisa pada saat
dilakukan proses bubut kasar. Sehingga setelah dilakukan proses
|
|
22
bubut halus maka permukaan luar pipa baja akan halus dan bebas dari
kotoran dan sisa-sisa karat.
1.5.4.4.Proses Platting Nikel
Setelah
permukaan
luar
pipa
baja sudah menjadi halus dan
bebas dari kotoran dan karat-karat,
maka
yang
akan
dilakukan
selanjutnya adalah proses
platting
nikel.
Pipa
baja
yang
permukaannya telah
halus tersebut akan dimasukkan ke dalam mesin
platting nikel, yang telah dituangkan cairan larutan nikel, dan
didiamkan untuk beberapa waktu sehingga terbentuk lapisan nikel
yang
melapisi
permukaan
luar
pipa baja. Pelapisan nikel ini
dimaksudkan agar pipa baja memiliki daya tahan yang kuat pada saat
proses grafir dan untuk melindungi permukaan pipa baja pada saat
akan digrafir. Larutan nikel yang dipergunakan dalam proses ini
terdiri dari : nickel sulfur, aquadest dan nickel clorida.
1.5.4.5.Proses Platting Tembaga
Setelah proses platting nikel sudah selesai, maka selanjutnya
pipa baja yang telah dilapisi nikel tersebut akan didiamkan dulu untuk
beberapa saat. Setelah itu pipa baja tersebut akan dimasukkan ke
dalam mesin platting tembaga, yang telah dituangkan larutan
tembaga, agar terbentuk lapisan tembaga di luar lapisan nikel. Proses
pelapisan tembaga ini dimaksudkan agar mempermudah proses grafir
karena pada saat proses grafir, yang akan digrafir adalah lapisan
tembaga dari pipa baja. Hal ini karena tembaga sendiri memiliki sifat
yang mudah untuk dibentuk atau digrafir. Larutan tembaga yang
|
 23
dipergunakan dalam proses platting tembaga ini terdiri dari : copper,
copper
sulfat, asam
sulfat
dan
aquadest.
Gambar
mesin-mesin
platting tembaga ini dapat dilihat pada gambar 1.6.
Gambar 1.6. Mesin platting
1.5.4.6.Proses Grinding dan Polishing
Proses yang akan dilakukan selanjutnya adalah proses
grinding dan polishing. Dalam proses grinding, pipa baja
yang telah
dilapisi
oleh
tembaga
akan
diletakkan
di
mesin grinding
untuk
dihaluskan dan diratakan permukaannya.
Setelah proses grinding selesai, proses yang akan dilakukan
selanjutnya adalah
proses
polishing.
Dimana
dalam proses
ini,
pipa
baja yang telah selesai digerinda akan diletakkan di mesin polishing.
Tujuan dari
proses polishing
ini adalah
untuk
memoles,
melicinkan,
mengkilatkan serta membersihkan kotoran dari permukaan tembaga
pipa baja.
|
|
24
1.5.4.7.Proses Buffering
Proses
selanjutnya
yang
akan dilakukan adalah proses
buffering.
Dimana
proses
buffering
ini
dilakukan
di
dalam ruang
buffering. Dalam proses
buffering
ini,
pipa
baja
yang
telah dilapisi
tembaga
dan
sudah
melewati
proses grinding dan polishing akan
disimpan
di
dalam
ruang
buffering
yang
memiliki
pendingin
udara.
Hal ini dimaksudkan untuk mendinginkan lapisan tembaga yang telah
digrinding dan polishing agar lapisan tembaga pada pipa baja tersebut
menjadi
keras
kembali.
Setelah
pipa
baja
tersebut
telah
dingin
dan
siap untuk digrafir, maka dapat dikatakan bahwa pipa baja tersebut
telah
menjadi
produk
setengah
jadi
yang
disebut
dengan silinder.
Proses buffering ini dapat dilihat pada gambar 1.3.
1.5.4.8.Proses Engravure
Proses engravure atau lebih dikenal dengan nama proses
grafir.
Dalam
proses
ini,
silinder
akan
diambil dari
ruang
buffering
dan
kemudian
diletakkan
di
dalam mesin
engravure
untuk
digrafir
sesuai dengan gambar atau cetakan yang diinginkan oleh pelanggan.
Gambar atau cetakan yang diinginkan oleh pelanggan
sebelumnya akan dibuat dulu oleh bagian desain. Setelah bagian
desain telah selesai mendesain, maka desain tersebut akan dikirimkan
ke
pelanggan
untuk
disetujui
terlebih dahulu. Setelah mendapat
persetujuan
dari
pelanggan,bagian desain
akan
memasukkan
data
gambar tersebut ke mesin engravure sehingga proses engravure dapat
|
 25
segera dijalankan.
Gambar
proses
engravure
dapat dilihat
pada
gambar dibawah ini ( Gambar 1.7 ).
Gambar 1.7. Mesin engravure
1.5.4.9.Proses Platting Chrome
Setelah silinder telah selesai digrafir sesuai dengan gambar
yang
diinginkan
oleh
pelanggan, maka
silinder
tersebut
akan
diletakkan
di
mesin
platting chrome,
yang telah dituangkan larutan
chrome, dan didiamkan untuk beberapa lama. Tujuan dari proses ini
adalah untuk melapisi silinder tersebut dengan chrome
sehingga
lapisan tembaga yang digrafir tidak mudah rusak atau cacat. Gambar
dari
hasil
proses
ini
dapat dilihat pada
gambar 1.2.
Larutan chrome
yang
dipergunakan
dalam proses
platting
chrome
ini
terdiri
dari
:
chrome, aquadest,
chrome
acid
dan asam sulfat.
Setelah proses
ini
selesai, dapat dikatakan bahwa silinder tersebut telah menjadi produk
jadi yang disebut dengan rotogravure.
|
|
26
1.5.4.10.Proses Buffering
Setelah rotogravure
dilapisi
oleh
chrome,
maka
selanjutnya
akan dibawa ke dalam ruang buffering yang telah dilengkapi oleh
pendingin udara
untuk kembali didinginkan. Proses ini dimaksudkan
untuk
mendinginkan
kembali
lapisan chrome
yang
terdapat
di
luar
rotogravure. Proses buffering ini terjadi di dalam ruang buffering.
1.5.4.11.Proses Packaging
Proses yang terakhir adalah proses packaging, dimana
rotogravure akan dibungkus dengan kardus-kardus yang berbentuk
tabung dan siap untuk dikirimkan ke pelanggan yang memesan.
Proses packaging ini dilakukan di dalam gudang karton.
|