|
BAB 1
PENDAHULUAN
1.1.
Latar Belakang Masalah
Pemenuhan kebutuhan manusia yang terus berubah dan semakin beragam
diberbagai aspek pangan, sandang, papan, kesehatan, pendidikan, informasi dan
sebagainya dilakukan dengan menyadari bahwa seiring dengan perkembangan
zaman
maka
seluruh
sektor
kehidupan
semakin
kompleks
untuk
dijalani,
sehingga semakin hari manusia dituntut untuk dapat dengan terampil menjawab
setiap tantangan yang ada untuk dapat bertahan dan tetap mampu menjalankan
siklus kehidupan.
Saat ini dunia industri merupakan bidang yang paling dinamis, responsif
dan
gencar
dalam menjawab
kebutuhan-kebutuhan
manusia
tersebut.
Sehingga
segala upaya yang dilakukan merupakan suatu bentuk usaha bersaing antar
perusahaan untuk dapat memenangkan persaingan itu sendiri. Untuk itu, setiap
perusahaan
dituntut
untuk
memiliki
strategi
yang
baik
dalam menjalankan
usahanya.
Setiap strategi yang tercipta tidak dapat lepas dari sumber daya manusia
sebagai
motor
penggerak
sebuah
perusahaan. Menyadari hal tersebut, penulis
berusaha untuk merancang sistem yang diharapkan dapat membantu kinerja
SDM pada PT. Indofood Sukses Makmur Bogasari Flour Mills khususnya pada
|
|
2
departemen Flour
Silo
Bulk and
Packing
dengan
mempelajari dan
mengalami
secara real masalah yang dihadapi di perusahaan tersebut.
Sesuai dengan
latar belakang pendidikan penulis (program ganda, teknik
industri
dan
sitem informasi)
dan pemahaman
serta keterbatasan
penulis
maka
penulis memilih Quality Control sebagai tema utama skripsi. Namum demikian,
penulis tidak menutup mata untuk masukan –
masukan informasi yang
membangun
dari
pihak
dosen
pembimbing
maupun PT.
Indofood
Sukses
Makmur Bogasari Flour Mills sendiri,
sehingga penulis dapat memperoleh
pemahaman yang lebih berguna yang dapat membantu dalam mengatasi masalah
yang terjadi di PT. Indofood Sukses Makmur
Bogasari
Flour
Mills
khususnya
pada departemen Flour Silo Bulk and Packing.
Setelah hasil pengamatan dan wawancara dengan pihak –
pihak terkait
khususnya karyawan pada bagian Flour Silo Bulk and Packing PT. ISM Bogasari
Flour
Mills, penulis
menemukan
bahwa
perusahaan
memiliki
permasalahan
di
bidang
kualitas
(quality
control) yaitu:
gagal
jahit
dalam penjahitan
kemasan
tepung berupa karung.
Dan
setelah
melakukan
project selection
maka
penulis
memilih
satu
masalah dari beberapa permasalahan yang ada yaitu pada no.3 karung
terjahit
tidak sempurna sebagai bahan perancangan kualitas dengan metode Six Sigma.
|
|
3
1.2.
Ruang Lingkup
Ruang lingkup yang menjadi fokus penulis dalam melaksanakan
perancangan sistem di PT.Indofood Sukses Makmur Bogasari Flour Mills:
Profil singkat perusahaan serta proses produksi secara umum yang
berlangsung di lapangan.
Alur produksi yang cukup spesifik pada departemen Flour Silo Bulk dan
Packaging
(FSBP),
serta
kendala
kualitas
yang
terjadi
berupa
gagal
jahit
pada kemasan karung 25 kg untuk produk tepung.
Data yang digunakan untuk pengolahan adalah data perusahaan yang diambil
pada bulan Mei – juli 2007.
Analisa pengendalian kualitas dengan menggunakan metode Six Sigma.
1.3.
Tujuan dan Manfaat
1.3.1. Tujuan
Tujuan dari penelitian ini adalah :
•
Mengetahui pengendalian kualitas (Quality Control) pada proses pengemasan
di PT. Indofood Sukses Makmur Bogasari Flour Mills khususnya pada
departemen Flour Silo Bulk and Packing.
•
Mengidentifikasikan penyebab dominan kecacatan dengan
menggunakan
metode Six Sigma untuk menuju tingkat kegagalan nol (Zero Defect).
•
Merancang sistem
aplikasi
untuk
mendukung pelaksanaan
kegiatan
pengendalian mutu pada proses pengemasan di PT. Indofood Sukses Makmur
|
|
4
Bogasari Flour Mills khususnya pada departemen Flour Silo Bulk and
Packing.
1.3.2. Manfaat
Manfaat dari penelitian ini adalah :
•
Bagi Akademisi
Bagi Akademisi, hasil
penelitian ini diharapkan dapat memberikan
pemahaman
berkaitan
dengan
hal
–
hal
yang harus
diperhatikan
dalam
melakukan peningkatan dan pengendalian kualitas dengan menggunakan
metode Six Sigma Quality Control.
•
Bagi Perusahaan
Bagi perusahaan, hasil penelitian ini
diharapkan
dapat
membantu
dalam
pengambilan
keputusan
dengan
dibuatnya
sistem “Bogasari
Performance
Management System V1.00” sebagai alat pertimbangan untuk lebih
meningkatkan pengendalian kualitas pada proses produksi, khususnya pada
proses pengemasan.
1.4.
Metodologi
Metodologi yang digunakan penulis dalam merancang sistem di PT.
Indofood Sukses Makmur Bogasari Flour Mills, ini antara lain:
1. Studi Kepustakaan
Penulis
menggunakan
literatur
bahan
kuliah
dan
sumber-sumber
informasi baik dari buku maupun online (internet) sebagai penuntun dalam
|
|
5
mempelajari sistem dan proses produksi serta analisa permasalahan yang terjadi
di perusahaan.
2. Studi Lapangan
Penulis bersentuhan langsung dengan kegiatan lapangan yaitu melalui :
•
Pengamatan lapangan
Penulis terjun langsung ke lapangan untuk memiliki gambaran nyata
mengenai alur proses proses produksi. Dengan demikian penulis memiliki
pemahaman yang
lebih
mendalam atas data
yang diperoleh serta
faktor-
faktor yang mempengaruhinya.
•
Wawancara
Penulis
memperoleh
data
serta
berbagai informasi penunjang dengan
mengajukan pertanyaan-pertanyaan kepada pihak-pihak terkait yang
mendukung analisa pengendalian kualitas tersebut.
1.5.
Definisi Operasional Perusahaan
1.5.1. Sejarah Operasional Perusahaan
Pada tanggal 7 Agustus 1970, secara seksama didirikanlah sebuah perusahaan
dengan
nama
PT.
Bogasari
Flour
Mills
oleh Sudono
Salim,
Sudwikatmono,
Djuhar
Sutanto
&
Ibrahim
Risjad
dengan
basis
pabrik
produksi
tepung
terigu. Pabrik
pertamanya didirikan di wilayah Cilincing, Tanjung Priok, Jakarta dan mulai beroperasi
secara komersial pada tanggal 29 November 1971 yang ditandai dengan berlangsungnya
proses
penggilingan
gandum
untuk
pertama
kali.
Dan
dengan
semangat
yang
tinggi
|
|
6
untuk melebarkan sayapnya, maka di Surabaya dengan resmi sebuah pabrik baru mulai
dioperasikan secara komersial pada tanggal 10 Juli 1972.
Seiring dengan perkembangannya, PT. Bogasari Flour Mills berusaha untuk
menjawab pemenuhan kebutuhan-kebutuhan perusahaan yang ada. Untuk itu pada tahun
1977 Divisi Tekstil yang memproduksi kantong terigu mulai beroperasi guna menyuplai
kebutuhan
kemasan
produk
yang
ada.
Selain itu
juga,
pada
tahun
yang
sama
Divisi
Maritim lahir untuk menjamin pengadaan dan pengangkutan gandum.
Sukses dengan produk dalam bentuk tepung, PT. Bogasari Flour Mills merambah
usahanya
dengan
menghasilkan
produk
baru
dengan bahan dasar tepung
terigu
yaitu
berupa spagetti dan makaroni melalui pendirian Pabrik Pasta pada Desember 1991.
Kemudian setahun kemudian tepatnya 28 Juli 1992, perusahaan tersebut diakuisisi dan
disebut sebagai PT. Indocement
Tunggal Prakarsa Bogasari Flour Mills Division. Lalu
30 Juni 1995 kembali diakuisisi dengan nama PT. Indofood Sukses Makmur Bogasari
Flour Mills.
Pada
November 1996,
PT
Bogasari
Flour
Mills
mempengaruhi
sertifikat
ISO
9002 sebagai pengakuan atas mutu dan pada 2002 PT Bogasari Flour Mills mendapatkan
sertifikat
HACCP
(Hazard
analysis
and
Critical
Control
Point). Pada 3 Maret 2003
didirikan
Bogasari
Internasional
(BSI)
di
kawasan
industri
Tuas
Avenue,
Singapura
yang menjadi pabrik peracikan tepung.
|
 7
Gambar 1.1
Sertifikasi ISO 14001
:
2004
•
Tahun 1996 (Oktober)
ISO 9002
•
Tahun 2002
ISO 9001
•
Tahun 2002 (Januari)
HACCP
•
Audit SNI setiap tahun
•
Lain-lain : SMK3, OHSAS 18001, ISO 14001, SJH
Gambar 1.2
Co-branding Manufactures Bogasari
|
|
8
1.5.2. Visi dan Misi Perusahaan
Visi dan Misi dari PT Bogasari Flour Mills sebagai berikut :
Visi Perusahaan
”Menjadi
industri
pangan
berbasis produk
pertanian dan jasa
terkait
yang
bertaraf dunia”.
Misi Perusahaan
1. Memproduksi, mendistribusikan dan menjual pangan, bahan pangan serta
pakan
yang
bermutu
dan
bernilai tambah
berbasis
pertanian
guna
meningkatkan kesejahteraan dan kemakmuran pelanggan, mitra usaha,
masyarakat, karyawan dan para pemegang saham.
2.
Menyediakan
/
menjual
produk
dan
jasa terkait,
antara
lain
:
kemasan,
angkutan
serta
penyimpanan
dan
pengemasan biji –
bijian (grain
terminal).
3. Memperkuat daya saing dengan cara menerapkan yang cepat, melakukan
diversifikasi
produk
dan
jasa,
serta
mengembangkan
sumber
daya
manusia seutuhnya.
|
|
9
1.5.3. Nilai – Nilai Falsafah PT Bogasari Flour Mills
Ada Lima nilai
–
nilai
falsafah
PT Bogasari Flour
Mills
yang
disebut
dengan
”Panca Bhakti Bogasari”, yaitu :
1. Integritas
Setiap insan Bogasari menjalankan pekerjaannya dengan itikad baik, tulus,
jujur, bertanggung jawab dan penuh pengabdian kepada pelanggan, mitra
usaha, masyarakat, karyawan dan para pemegang saham.
2. Keunggulan
Setiap insan Bogasari selalu memberikan yang terbaik kepada pelanggan,
mitra usaha, masyarakat, karyawan dan para pemegang saham.
3. Kepedulian
Bogasari merupakan bagian yang tidak terpisahkan dari kehidupan
masyarakat banyak. Oleh karena itu,
setiap insan Bogasari senantiasa
memperhatikan kepentingan pelanggan, mitra usaha, masyarakat, karyawan
dan para pemegang saham.
4. Kebersamaan
Manusia saling membutuhkan untuk dapat bertahan hidup dan tumbuh
bersama.
Dalam berinteraksi
terhadap
sesama,
setiap
insan
Bogasari
menjunjung tinggi harkat dan martabat, kesetiakawanan dan bergotong
royong.
5. Keterbukaan
Setiap insan Bogasari senantiasa membangun komunikasi dua arah dan selalu
berpikir positif dalam
memberikan dan menerima setiap informasi, saran
kritik demi kebaikan dan kemajuan bersama.
|
|
10
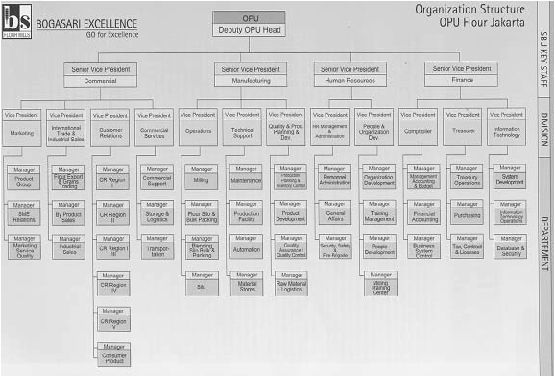
1.5.4. Struktur Organisasi PT Bogasari Flour Mills
Pemegang
perusahaan
tertinggi dipegang oleh Kepala Deputi OPU yang
bertanggung jawab terhadap kebijakan perusahaan secara keseluruhan, dimana dalam
pelaksanaan tugasnya dibantu oleh senior vice president yang memiliki tanggung jawab
berbeda untuk setiap tugas yang dibebankan.
a. Senior Vice President bidang Commercial, yang membawahi :
Vice President Marketing
Manager Product Group
Manager SME Relation
Manger Marketing Service Quality
Vice President International Trade and Industrial Sales
Manager Flour Export and Grains Trading
Manager By Product Sales
Manager Industrial Sales
Vice President Customer Relations
Manager CR Religion I
Manager CR Religion II
Manager CR Religion III
Manager CR Religion IV
Manager CR Religion V
Manager Consumer Product
Vice President Commercial Service
Manager Commercial Support
|
|
11
Manager Storage and Logistic
Manager Transportation
b. Senior Vice President bidang Human Resource, yang membawahi :
Vice President HR Management and Administration
Manager Personnel Administration
Manager General Affairs
Manager Security, Safety and Fire Brigade
Vice President People and Organization Division
Manager Organization Development
Manager Training Management
Manager People Development
Manager Milling Training Center
c.
Senior Vice President bidang Finance, yang membawahi :
Vice President Comptroller
Manager Management Accounting and Budget
Manager Financial Accounting
Manager Business System Control
Vice President Treasurer
Manager Tresury Operations
Manager Purchasing
Manager Tax, Contract and Licenses
Vice President Information Technology
|
|
12
Manager Sistem Development
Manager Information Technology Operations
Manager Database and Security
d. Senior Vice President bidang Manufacture, yang membawahi :
Vice President Operation
Manager Milling
Manager Flour Silo and Bulk Packing
Manager Blending Silo Bulk Packing
Manager Silo
Vice President Technical Support
Manager Maintenance
Manager Production Facility
Manager Automation
Manager material Store
Vice President Quality and Production Planning and Division
Manager Production Planning and Inventory Control
Manager Product Development
Manager Quality Assurance / Quality Control
Manager Raw Material Logistics
|
 13
Gambar 1.3
Struktur Organisasi PT ISM Bogasari Flour Mills
|
 14
1.5.5. Profil Umum PT. ISM Bogasari Flour Mills Jakarta
Gambar 1.4
PT. ISM Bogasari Flour Mills Jakarta
Nama Perusahaan
: PT. Indofood Sukses Makmur Bogasar Flour Mills
Bidang Usaha
:
Pengolahan gandum menjadi tepung terigu dan produk
sampingannya
Lokasi Pabrik
: Jalan Raya Cilincing No. 1, Tanjung Priok, Jakarta Utara 14110
Luas Wilayah
: 291,316 sqm
Telepon
: 021-43920061
1.5.6. Profil Khusus Divisi FSBP PT. ISM Bogasari Flour Mills
FSBP
(Flour Silo
Bulk and Packing)
merupakan
salah
satu
divisi di Bogasari
yang
tak
kalah
penting.
Setelah
melalui
berbagai
macam proses
pengolahan
pada
akhirnya tepung akan sampai ke divisi ini. Selain sebagai tempat penampungan tepung,
FSBP juga berfungsi sebagai tempat pengemasan hingga menjadi produk jadi yang siap
untuk dipasarkan.
|
 15
1.5.6.1. Struktur Organisasi Divisi FSBP
Departemen FSBP sendiri memiliki struktur organisasi sebagai berikut:
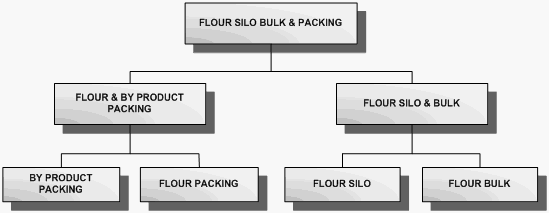
Gambar 1.5
Struktur Organisasi Departemen FSBP
Secara singkat, struktur diatas menggambarkan
bahwa
departemen
FSBP
terbagi menjadi 2 subdepartemen yang masing-masingnya mengurusi penyimpanan
dan pengemasan baik produk berupa tepung maupun berupa by-product. Volume
kemasan tepung terigu yang tersedia di FSBP sendiri ialah 25 kg, 200 kg dalam
bentuk karung PP (Poly
Propilen) dan bulk (curah) berupa truk dengan wadah
muatan berbentuk kapsul dengan kapasitas
20-25
Mton.
Sedangkan
pemenuhan
kebutuhan
produk
dalam bentuk
consumer
pack
sendiri
dilakukan
oleh
sebuah
departemen terpisah yaitu BSBP (Blending Silo Bulk and Packing) yang menangani
penyimpanan
tepung
sementara
serta blending
tepung
spesial
untuk
pengemasan
berukuran 0,5 kg, 1 kg, 2 kg dan packing export.
|
|
16
Awalnya kedua departemen tersebut merupakan satu kesatuan departemen
yang berfungsi sebagai tempat penyimpanan dan pengemasan produk akhir, namun
karena
perusahaan
semakin
berkembang
maka
tanggung
jawab
divisi
FSBP
semakin besar sehingga
untuk
menjaga agar setiap proses
terpantau
dengan
baik
maka perusahaan melakukan pemecahan divisi dengan demikian tanggung jawab
yang
ada
dapat
lebih
fokus
realisasinya. Karena pembatasan
ruang
lingkup
yang
telah dilakukan sebelumnya maka kedepannya penulis hanya akan membahas
produk tepung terigu pada divisi FSBP saja.
1.5.6.2. Job Descriptions Sub Divisi FSBP
Sesuai
dengan pembagian
tanggung
jawab pada
struktur
organisasi
diatas,
berikut ialah Job Description dari Departemen FSBP:
Kepala
Departemen FSBP
: Memimpin,
mengarahkan, merencanakan,
mengorganisasi dan
mengendalikan seluruh aktivitas di Departemen FSBP
dengan mengelola sumber daya secara efektif dan efisien.
Folur Silo
:
Merencanakan,
mengarahkan,
mengkoordinasikan,
mengendalikan
operasional flour silo sesuai dengan standar kualitas perusahaan untuk menjamin
terlaksanaya flexible manufacturing, flour blending system dan silo management
yang efektif.
Flour
Packing
:
Merencanakan,
mengarahkan,
mengkoordinasikan,
mengendalikan seluruh aktivitas pengemasan tepung sesuai dengan RTP
(Rencana Target Produksi) atau pengemasan yang ditetapkan untuk menjamin
konsistensi mutu, ketepatan dan kecepatan layanan serta efisiensi biaya.
|
 17
Flour
Bulk
Packing
&
Jumbo
:
Merencanakan,
mengarahkan,
mengkoordinasikan, mengendalikan seluruh aktifitas loading flour bulk dan
jumbo sesuai dengan RTP atau pengemasan
yang
ditetapkan
untuk
menjamin
konsistensi mutu, ketepatan dan kecepatan layanan serta efisiensi biaya.
By
Product
Packing
:
Merencanakan,
mengarahkan,
mengkoordinasikan,
mengendalikan seluruh aktivitas pengemasan by product sesuai dengan RTP
atau pengemasan yang ditetapkan untuk
menjamin
konsistensi
mutu,
ketepatan
dan kecepatan layanan dan efisiensi biaya.
1.5.6.3. Jam Kerja dan Shift
Ø
Bagian Office :
Senin-Jumat : 08.00
-
17.00 WIB
Ø
Bagian Pabrik :
Senin-Sabtu : Shift Segitiga Biru
08.00 - 16.00 WIB
Shift Kunci Biru
16.00 - 24.00 WIB
Shift Cakra Kembar
24.00 - 08.00 WIB
Ketiga shift pada bagian pabrik tersebut mengalami sistem rolling tiap
minggunya.
1.5.7. Five Force Porter PT Bogasari Flour Mills
1.5.7.1. Persaingan dalam Industri
PT Bogasari Flour Mills merupakan pabrik penghasil tepung yang pertama
dan terbesar di Indonesia,
hal ini
menggambarkan bahwapersaingan antar
industri
|
|
18
PT Bogasari Flour Mills dalam industri penghasil
tepung bukanlah merupakan
hal
yang sulit dikarenakan pesaing
yang berproduksi dalam
bidang industri
ini
masih
berada dibawah kekuatan PT Bogasari Flour Mills. Sedikit sekali perusahaan dan
pabrik lain yang sanggup untuk menyaingi kemampuan PT Bogasari Flour Mills
yang memiliki kapsitas produksi sebesar 3,6 ton pertahunnya. Selain memiliki
pabrik
yang besar,
PT
Bogasari
Flour
Mills
juga
memiliki
tempat
penyimpanan
bahan
baku utamanya
yaitu
gandum,
serta
memiliki
darmaga
yang
modern
dan
terpadu di Jakarta dan Surabaya.
Selain memproduksi tepung , PT Bogasari Flour Mills juaga memiliki
divisi-divisi lain, yaitu :
Divisi pasta yang menghasilkan pasta untuk pasar ekspor.
Divisi kemasan yang memproduksi kebutuhan kantong terigu.
Divisi maritim untuk pengoperasian pelayaran antar pulau.
PT
Bogasari
Flour
Mills
juaga
memiliki
pabrik
peracikan tepung
terigu
(mixing
plant) di Singapura
dengan
nama
Bogasari
International
yang
berada
di
kawasan
industri
Tuas
Avenue
yang berkapasitas
produksi 12
ton perjam tepung
yang dicampur dengan bahan seperti gula, ragi, essence. Beberapa perusahaan
sebagai pesaing PT Bogasari Flour Mills dalam industri tepung adalah :
Tepung Terigu
•
PT Eastern Pearl Flour Mills dengan merk dagang Gunung dan Kompas.
Tepung Tapioka
•
PT Budi
Acid Jaya
TBK dengan
merk dagang Rose Brand dan Gunung
Agung.
|
|
19
Tepung Beras
•
PT Wira Aksara dengan merk dagang Wayang.
•
PT Budi Makmur Perkasa dengan merk dagang Rose Brand.
Sagu Tani
•
Ud Puri Pangan Sejahtera dengan merk dagang Alini.
Sagu Aren
•
PT Wira Aksara dengan merk dagang Wayang.
1.5.7.2. Kekuatan Tawar Menawar Suplier
PT Bogasari Flour Mills menggunakan jenis gandum triticum aestivum dan
triticum dulum, nama jenis gandum berbeda-beda berdasarkan karakteristik dan asal
tempat tumbuhnya. Untuk bahan baku gandum, PT Bogasari Flour Mills
mengimpor dari berbagai negara penghasuil gandum, antara lain :
Australia
•
Jenis
hard wheat,
nama
gandum
:
Australian Prime
Hard,
Australian
Durum.
•
Jenis soft wheat, nama gandum
:
Australian Premium White, Australian
Soft.
Canada
•
Jenis hard wheat,
nama gandum
: Canadian Western
Red Spring,
Canadian Western
Amber Durum, Canadian Western Extra Strong,
Canadian Western Red Winter.
|
|
20
•
Jenis
soft
wheat,
nama gandum
: Canadian
Praire
Spring,
Canadian
Western Soft White Spring.
Argentina
•
Jenis hard wheat, nama gandum : Hard Wheat Spring Wheat.
•
Jenis soft wheat, nama gandum : Argentina Wheat.
USA
•
Jenis hard wheat, nama gandum : Hard White Winter, Hard Spring, Hard
White Spring.
•
Jenis hard wheat, nama gandum : Soft Red Winter, Soft Red Spring, Soft
White Winter, Soft White Spring, Dark North Spring.
Arab Saudi
•
Jenis soft wheat, nama gandum : Saudi Arabian Wheat.
1.5.7.3. Kekuatan Tawar Menawar Konsumen
Konsumen besar PT Bogasari Flour
Mills di Indonesia adalah perusahaan
dan pabrik yang bergerak dibidang industri makanan dengan bahan dasar utama
adalah
tepung, selain itu PT Bogasari
Flour Mills juga mengekspor tepung ke
negara :
Singapura dengan merk Orange Triangle, Brown Triagle, Red Triangle
(high protein), Blue Triangle (medium protein), Green Triangle dan Pink
Triangle (low protein).
Malaysia dengan merek Yellow Kangoroo (medium protein).
|
|
21
Brunei dengan
merk Golden Grest (high protein), Par Blue (medium
proteinTaj Mahal (low protein).
Jepang dengan merk Merit 11,12,13 dan Udon (low protein).
Selain
tepung
oleh
PT
Bogasari Flour
Mills
menghasilkan
pasta
yang
dikemas dengan
merk “Bogasari” dan “ LaFonte” untuk konsumen indonesia dan
pasta dengan
private
label
seperti Tirreno untuk
konsumen
Australia
dan
Chewy
untuk pasar di Hongkong.
1.5.7.4. Ancaman Barang Substitusi
Walaupun produk utama PT Bogasari Flour Mills merupakan tepung yang
menjadi kebutuhan makanan pokok memiliki banyak barang pengganti lain yang
sejenis, namun pasar untuk kategori ini telah dipegang oleh PT Bogasari Flour Mills
dimana produk
tepung
lain
yang beredar di pasar
merupakan home industry
yang
diproduksi terbatas. Produk pengganti lainnya seperti tepung beras, tepung kue,
tepung
jagung
(meizena),
tepung
singkong
(tapioca) dan
sebagainya
merupakan
produk dengan
skala
kecil.
PT
Bogasari Flour Mills juga memproduksi berbagai
macam jenis
tepung dengan kriteria
yang berbeda dari
yang
terendah
hingga
yang
berkualitas tinggi dengan kegunaan maupun fungsi yang berbeda-beda.
1.5.7.5. Ancaman Pendatang baru
Seperti
telah
diketahui bahwa
PT
Bogasari
Flour
Mills
merupakan
pabrik
penghasil
tepung
terbesar
maka
ancaman pendatang
baru
yang
bergerak
dalam
bidang ini dipastikan sedikit bahkan tidak ada karena kekuatan untuk bersaing
dipasar yang telah dipegang oleh PT Bogasari Flour Mills bukanlah hal yang
|
|
22
mudah. Meskipun demikian kemungkinan akan hadirnya pesaing dari luar
Indonesia,
hal
ini
dapat
diatasi
dengan peningkatan
kualitas
mutu
terus
menerus
yang
menjadi
kenyakinan
pasar, serta
komoditi
impor
memungkinkan
harga
yang
lebih
tinggi
akan
menjadi
pertimbangan
pesaing
dari
luar
indonesia
untuk
menembus pasar yang telah ada.
1.5.8. Bahan Mentah dan Produk Hasil Olahan
Bahan
penyusun
produk
tepung
terigu
ialah
gandum dengan berbagai
jenisnya
sesuai
dengan kebutuhan
kandungan
zat
yang diinginkan.
Meskipun terkenal
sebagai
negara agraris, lahan di Indonesia kurang mendukung dalam
penyediaan gandum.
Dengan demikian Bogasari melakukan kerjasama dengan negara-negara penghasil
gandum, yaitu:
Penghasil utama
: USA, Kanada, Australia, Argentina, European
Union.
Penghasil lain
: Eropa Timur (Rusia, Kazakhstan, Polandia, Ukraina),
Cina, India, Pakistan, Arab Saudi.
Tiap-tiap
negara
menghasilkan jenis
gandum
yang berbeda sesuai dengan
keadaan iklimnya. Beragamnya jenis gandum yang ada dapat dikelompokkan menjadi:
1. Hard Wheat
-
Kulit berwarna “merah”
-
Bijinya keras
-
Daya serap air tinggi
2. Soft Wheat
-
Kulit berwarna “putih”
|
 23
-
Bijinya lunak
-
Daya serap air rendah
3. Durum Wheat
-
Endosperm berwarna kuning
-
Bijinya keras
-
Kadar protein tinggi
-
Sebagai bahan baku pembuatan pasta
Gandum yang
beragam ini
kemudian
diolah
untuk
mendapatkan
tepung
sesuai
dengan karakteristik yang dibutuhkan. Jenis tepung yang dihasilkan dari proses produksi
gandum tersebut ialah:
1.
Terigu protein tinggi ( High Protein Flour) mengandung protein minimal 12%,
produk yang dihasilkan diantaranya:
• Cakra Kembar Emas
• Cakra Kembar
•
Fsa
Gambar 1.6
Produk Tepung Protein Tinggi
|
 24
2.
Terigu protein sedang (Medium Protein Flour) mengandung protein 10 – 11%,
produk yang dihasilkan diantaranya:
• Pena Kembar
•
Tajmahal
• Kastil
• Segitiga Bi®u
• Piramida
Gambar 1.7
Produk Tepung Protein Sedang
3. Terigu protein rendah (Low Protein Flour) mengandung protein 8 – 9%, produk
yang dihasilkan diantaranya:
• Kunci Mas
• Kunci Biru
•
Lencana Merah
Gambar 1.8
Produk Tepung Protein Rendah
Produk serupa juga dihasilkan oleh pabrik Bogasari yang berlokasi di Surabaya.
Tidak ada perbedaan yang mendasar, hanya sebatas penggantian nama brand
yang
disesuaikan dengan budaya setempat. Brand tersebut diantaranya :
|
 25
•
Angsa Kembar
•
Semar
•
Gunung Bromo
•
Kendi
•
Kereta Kencana
•
Roda Biru
Gambar 1.9
Produk Tepung Bogasari Surabaya
Selain untuk memenuhi kebutuhan lokal, Bogasari juga menghasilkan
produk ekspor, antara lain:
•
Orange Triangle
•
Brown Triangle
•
Red Triangle
•
Blue Triangle
•
Green Triangle
•
Pink Triangle
•
Yellow Triangle
•
Yellow Kangaroo
•
Par Blue
•
Tajmahal
•
Golden Crest
•
Merit 11,12,13 (udon)
Gambar 1.10
Produk Tepung Ekspor
|
 26
Berikut hasil olahan lain gandum baik berupa variasi lain tepung maupun
diversifikasi produk setengah jadi yang siap saji:
Gambar 1.11
Variasi Produk Bogasari
Pengolahan bulir
gandum
menjadi
tepung
terigu
memberikan
bahan-bahan
sisa
yaitu kulit (lapisan luar) gandum yang juga dimanfaatkan oleh Bogasari sebagai produk
sampingan (by product) berupa :
Bran
Pollard
Pellet (bran + pollard)
IF (Industrial Flour)
Gambar 1.12
Produk Sampingan Gandum
|
 27
By product
yang
digunakan
untuk
pakan
ternak sekaligus
untuk
industri
lem
tersebut tersedia dalam beberapa brand diantaranya Anggrek dan Angsa.
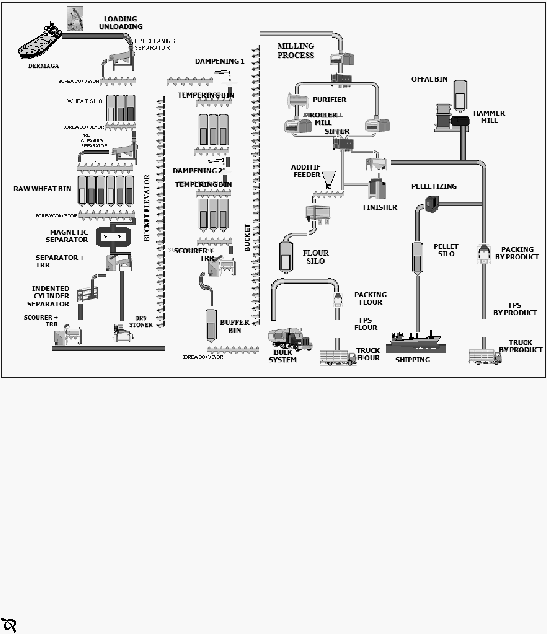
1.5.9. Alur Proses Produksi PT. ISM Bogasari Flour Mills
Gambar 1.13
Proses Produksi PT. ISM Bogasari Flour Mills
Kegiatan produksi
utama
yang berlangsung pada PT ISM Bogasari Flour Mills
berupa
proses
pengolahan
gandum
pilihan
menjadi
produk
tepung
terigu
yang
berkualitas
tinggi. Secara
garis besar, berikut penjelasan singkat mengenai alur proses
produksi berdasarkan divisi-divisi yang ada di pabrik sesuai dengan deskripsi kerjanya:
Jetty
Berlokasi di pelabuhan Tanjung Priok, PT. ISM Bogasari Flour Mills menerima
bahan baku produksi berupa gandum impor dari Jetty—pelabuhan tempat sandaran
|
 28
kapal
bermuatan
gandum,
tempat
pengeluaran
(unloading)
gandum dari
kapal
untuk
ditransfer ke gudang gandum (wheat silo) sekaligus tempat pengisian (loading) pellet ke
kapal.
Gambar 1.14
Kapal Jetty A
Gambar 1.15
Kapal Jetty B
Ada 2 Jetty yaitu Jetty A dan Jetty B. Jetty A merupakan pelabuhan penerimaan
gandum yang pertama berdiri. Kemudian untuk melayani kapasitas permintaan
konsumen
yang semakin bertambah
yang mengakibatkan kebutuhan akan tempat yang
lebih luas dan tidak dangkal sebagai tempat berlabuh kapal-kapal yang berukuran
lebih
besar dan berbobot lebih berat maka dibukalah Jetty B.
Jetty
A
menyuplai
gandum untuk
silo
A
sedangkan
jetty
B
dapat
mensuplai
gandum untuk silo A dan B, hal ini dikarenakan kapasitas Jetty A (± 30.000 ton) lebih
kecil dari Jetty B (± 80.000 ton). Proses pembongkaran gandum dari palka kapal sampai
penyimpanannya didalam wheat silo terdiri atas tiga tahap yaitu penyedotan biji gandum
dari palka kapal, transfer gandum menuju wheat silo dan input gandum ke dalam wheat
silo.
Negara penyuplai
gandum
biasanya
mencantumkan
keterangan
jenis dan kadar
baik
protein
maupun
moisture
gandum yang
dikirim.
Namun
pengujian
kualitas
tetap
dilakukan oleh pihak QC sebelum gandum dikeluarkan dari kapal, hal ini untuk
mencegah pengolahan
gandum
yang
tidak
sesuai
dengan
ketentuan
yang
ada
dimana
|
|
29
kadar moisture mungkin berubah akibat perjalanan yang jauh dan lama. Penyedotan
gandum juga dilakukan jika cuaca cerah sehingga jika cuaca
mendung maka aktivitas
tersebut
dihentikan
guna
menghindari
gandum terkena
air
hujan
yang dapat
merusak
kualitas gandum.
Wheat Silo
Gandum yang berasal dari Jetty ditransfer ke wheat silo dengan berbagai fasilitas
transportasi. Gandum yang dihisap
sucker melalui pemampatan udara yang dilakukan
oleh blower dari palka kapal kemudian masuk ke dalam filter yang memisahkan gandum
dari udara hisapan. Gandum yang terpisah dari udara masuk kedalam airlock, lalu turun
kebawah dengan menggunakan belt conveyor untuk mencegah terhisap kembali. Setelah
itu
gandum diangkat
keatas dengan
bucket
elevator
lalu
melewati
magnetic
separator
yang berguna
untuk
memisahkan
gandum dari besi-besi (alat-alat panen, serpihan atau
terkelupasnya part penyusun kapal dsb) yang mungkin terikut.
Terbebas
dari
unsur
besi,
gandum dibawa
oleh
belt
conveyor
menuju
hopper
timbangan
dengan
kapasitas
4
ton.
Lalu
masuk
kedalam rotary
separator
untuk
memisahkan
gandum
dari
kotoran
seperti batu, kulit
luar gandum, biji selain
gandum
dsb. Kemudian gandum ditransfer ke bagian top silo (atas silo) dengan bucket elevator,
baru
setelah
itu
gandum
masuk
ke dalam
silo
menggunakan
chain
conveyor
sesudah
slide gate dibuka dengan maksimal penyimpanan gandum ialah selama 3 bulan.
|
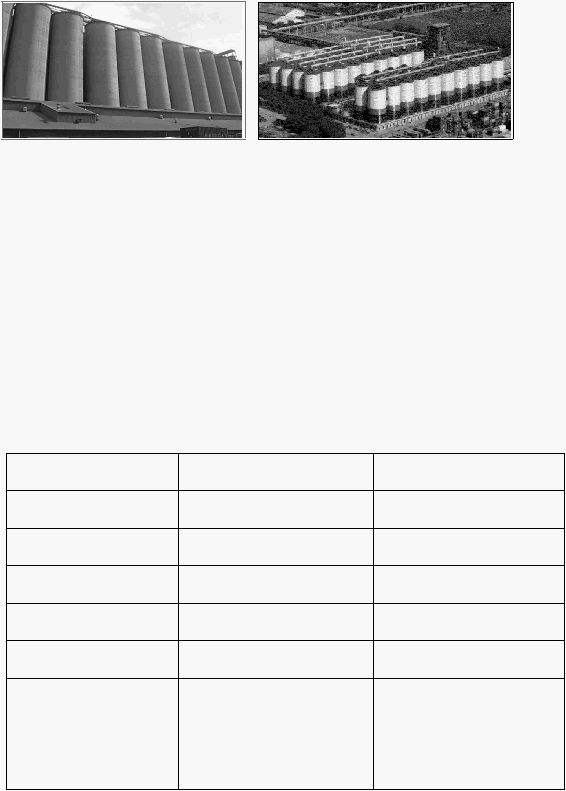 30
Gambar 1.16
Wheat Silo A
Gambar 1.17
Wheat Silo B
Bogasari
memiliki
dua jenis
wheat
silo
yaitu A
dan
B.
Meskipun
memiliki
perbedaan, keduanya memiliki fungsi yang sama yaitu merupakan tempat penampungan
gandum sementara yang berasal dari kapal sebelum mengalami proses pengolahan lebih
lanjut. Berikut perbedaan antara wheat silo A dan wheat silo B:
Tabel 1.1 Tabel Perbedaan Wheat Silo A dan B
Wheat Silo A
Wheat Silo B
Komponen Penyusun
Semen / Beton
Baja
Total Unit
60
80
Daya Tampung
3.000 ton/unit
2.800 ton/unit
Tinggi/Diameter (m)
51/10
22/13,5
Sistem Operasi
Manual, Semi-Automatic
Komputerisasi
Mekanisame
Pengeluaran Gandum
FIFO (First In, First Out)
karena ada caping (bentuk
kerucut pintu keluar)
LIFO (Last In, First Out)
karena tidak ada caping
Sumber : Operator Wheat Silo A dan B
|
|
31
Gandum yang berada dalam wheat silo juga
mengalami pengujian kualitas oleh
QC yaitu bilama pada sampel
yang diuji terdapat kutu atau telur maka dengan segera
dilakukan tindakan fumigasi.
Dengan demikian berikut ialah fungsi dan tugas Wheat Silo Departement:
•
Menyimpan gandum pada tempatnya
•
Mendata stok gandum (inventory) di silo, meliputi jumlah (mton), jenis gandum
dan lokasi (nomor silo)
•
Up-date status inventory gandum secara berkala
•
Mentransfer gandum dari silo ke mill dengan TEPAT
•
Memastikan transfer berjalan dengan baik
•
Bertanggung jawab atas penanganan gandum di Raw Wheat Bin
•
Untuk masa depan fungsinya semakin berkembang ke arah blending/mixing
gandum.
Mill
Gandum dari wheat
silo
dikelurkan
dengan
membuka
slide
gate
bagian
bawah
silo.Gandum
tersebut
dibawa
dengan
menggunakan belt
conveyor,
chain
conveyor,
bucket
elevator, chain conveyor
dan kembali
diteruskan oleh bucket
elevator
untuk
melewatkan
gandum ke vibro separator guna pemisahan dengan offal.
|
 32
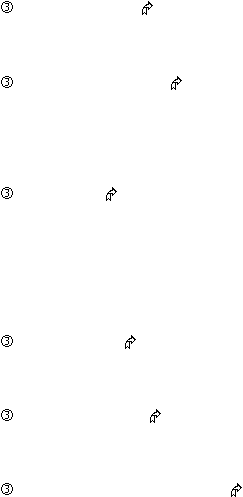
Gambar 1.18
Gedung Mill
Sebelum mengalami pengolahan lebih lanjut, gandum yang sampai ke mill
dikenai tindakan pembersihan (cleaning) yaitu:
•
Precleaning
Gandum yang
sampai
ke
mill
di
masukkan
ke
RWB
(Raw
Wheat
Bin)
guna
memisahkan gandum dari impurities baik berukuran besar dan kecil seperti batu
berukuran
besar,
kayu,
benda
logam
bahkan
sandal
dan
sepatu boot
untuk
mencegah kerusakan mesin pengolahan berikutnya.
•
First Cleaning
Gandum yang disimpan dalam RWB dikeluarkan melalui proses penakaran
untuk
memudahkan
dalam melakukan
pencampuran
(gristing)
gandum
yang
sesuai
dengan
komposisi
yang
diinginkan.
Kemudian
gandum tersebut dibawa
dengan
menggunakan screw
conveyor
yang
sekaligus
berfungsi
sebagai
alat
pencampur gandum sehingga campuran bersifat homogen. Lalu gandum
|
|
33
ditransfer
lagi
melalui bucket elevator untuk masuk kedalam magnet separator
guna
memisahkan
gandum
dengan
logam yang
bersifat
magnetik.
Kemudian
masuk ke hopper
lalu
timbangan dan kembali dilakukan pengayakan oleh vibro
separator, TRC (Tarrara Clasifier), dry stoner dst untuk menghasilkan gandum
yang lebih murni dan tidak mengandung unsur-unsur lain.
•
Dampening
Dengan menggunakan bucket elevator, gandum dibawa menuju dampening unit.
Proses yang terjadi ialah gandum mengalami proses pembasahan oleh air sesuai
dengan
kadar
yang
telah
ditentukan.
Lalu
gandum didiamkan
beberapa
saat
(wheat
conditioning)
sehingga
air
meresap.
Hal
ini bertujuan agar gandum
menjadi cukup lembab sehingga memudahkan pengelupasan kulitnya guna
mendapat endosperm murni.
•
Second Cleaning
Gandum
yang
telah diconditioning
diangkut
dengan
menggunakan
bucket
elevator
untuk
melalui
proses cleaning dimana terjadi proses
gesekan antara
gandum dengan ayakan serta gesekan antara gandum dan pemukul (beater) yang
berfungsi untuk memisahkan offal dan debu yang masih menempel pada gandum
dengan menggunakan alat yang disebut tarrara.
Setelah itu gandum siap untuk digiling untuk mendapatkan tepung dengan
ekstraksi
tinggi dan kadar abu
yang rendah sehingga
menghasilkan tepung dengan
kualitas tinggi. Secara umum urutan proses yang terjadi berikutnya ialah :
|
 34
breaking process
memisahkan endosperm dari bran atau germ, terdiri dari 5
tingkat yaitu first, second, third, fourth dan fifth break.
pengayakan (shifting)
untuk
memisahkan produk berdasarkan ukuran. Produk
yang yang telah diayak dan masih kasar akan digiling kembali sedangkan yang
sudah halus akan dibawa ke purifier untuk dimurnikan.
purification
untuk
memisahkan middling
(partikel
–partikel
endosperm
yang
sudah agak halus) dan semolina (partikel – partikel endosperm yang masih besar
dan kasar) dari bran supaya lebih bersih sehingga tepung dengan ekstraksi tinggi
dapat lebih mudah dihasilkan.
sizing process
untuk
memipihkan
bran
dan
semolina
agar
bisa
dipisahkan
antara keduanya sehingga ekstraksi tepung pada tahap ini tidak terlalu banyak
reduction
process
untuk
mereduksi
middling
menjadi
tepung
yaitu
terjadi
proses pengecilan granulasi endosperm hasil proses pemecahan menjadi tepung.
pemisahan tepung dari bran
untuk memisahkan endosperm yang masih
melekat pada bran menjadi tepung dan middling.
|
 35
Mill Departement sendiri terbagi menjadi Mill A, B, C, D, E, F, G, H, I, J, K, L,
M, N, O.
Pelletizing Plan
Gambar 1.19
Gedung Pelletizing Plant
Seluruh bran dan pollard sebagai sisa dari pengolahan gandum di mill ditampung
untuk kemudian dijual atau diproses lebih lanjut menjadi pellet.
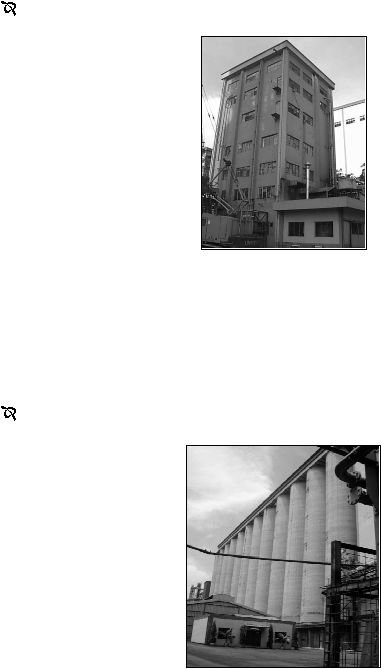
Pellet Silo
Gambar 1.20
Gedung Pellet Silo
Pellet silo merupakan wadah penyimpanan pellet sebelum dikelurkan sesuai
dengan pesanan pelanggan. Terdapat dua lokasi pellet silo yaitu pellet silo A yang terdiri
|
 36
dari 45
unit dengan tinggi 42 meter dan pellet silo
B
yang terdiri dari 24
unit dengan
tinggi 7 meter yang masing unitnya memiliki kapasitas 23 ton pellet.
Flour Mixing Plant (Feeding After Mill)
Gambar 1.21
FAM
Merupakan
tempat
persinggahan
sementara
tepung
untuk
diberi
perlakuan
khusus yaitu berupa pencampuran tepung dengan beberapa zat tertentu untuk
menghasilkan tepung khusus sesuai pesanan pelanggan.
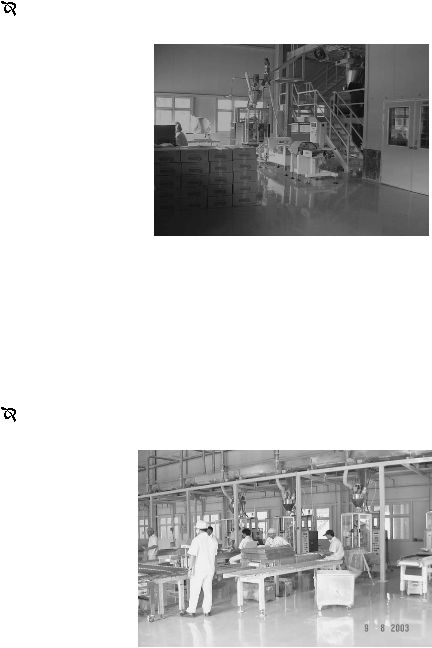
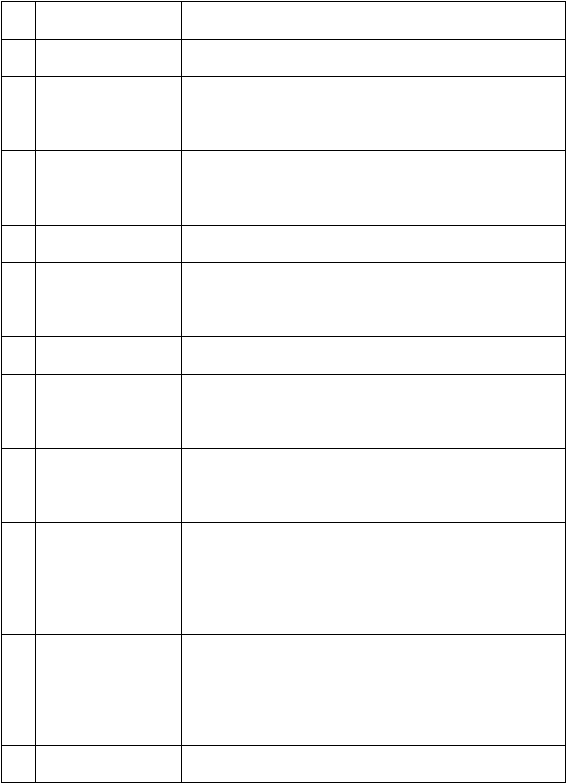
Consumer Packing
Gambar 1.22
Departemen Consumer Packing
Pecahan
divisi
FSBP
yang
khusus
menjalankan
kegiatan
pengemasan
tepung
kemasan 0,5 kg, 1 kg, dan 2 kg. Pengemasan dilakukan menggunakan kemasan berupa
|
 37
plastik PP yang secara garis besar kegiatannya dijalankan oleh mesin. Merupakan divisi
yang memiliki lingkungan kerja yang paling tenang sehingga sering menjadi tempat
persinggahan tamu atau pengunjung baik dari pelanggan lama maupun calon pelanggan.
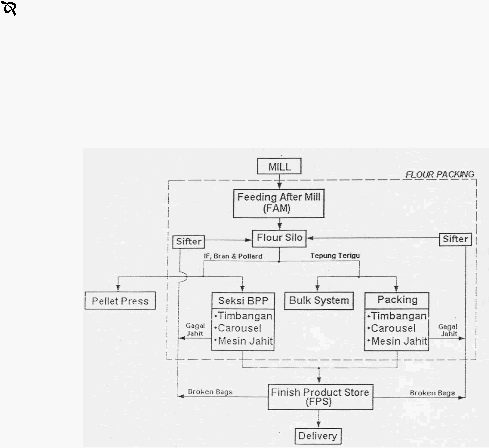
FSBP (Flour Silo Bulk and Packing)
Secara
garis
besar
proses
yang
terjadi di
FSBP
digambarkan
melalui diagram
dibawah ini:
Gambar 1.23
Diagram Alur Proses Produksi Tepung di FSBP
|
 38
Peralatan yang digunakan di FSBP untuk mengemas ialah :
Tabel 1.2 Tabel Peralatan yang Digunakan di FSBP
No
Nama Alat
Fungsi
1
Flour Silo
Tempat menampung tepung sebelum dikemas
2
Blower
Alat transportasi tepung dengan tenaga angin/udara yang
ditiupkan dengan tekanan tinggi
3
Silo
Tempat/ wadah yang digunakan untuk menampung
tepung sebelum di packing
4
Carrousel
Mesin untuk pengemasan tepung ke dalam kantong
5
Mesin Jahit
Alat untuk menjahit kantong-kantong tepung yang telah
diisi
6
Cyclone
Alat pemisan udara dengan tepung
7
Airlock
Alat yang berfungsi sebagai pengunci udara dan
membawa produk ke outlet
8
Screw Conveyor
Alat transportasi dengan menggunakan blade spiral yang
digerakkan dengan motor
9
Bucket Elevator
Alat transportasi tepung secraa vertikal dengan
menggunakan mangkok-mangkok yang dikaitkan pada
belt
10
Extractor
Alat transporatsi dengan sistem conveyor spiral yang
berfungsi mengeluarkan tepung dari dalam silo dengan
rpm tertentu
11
Weigher
Timbangan yang digunakan untuk menimbang tepung
|
 39
yang akan dikeluarkan dari carrousel
12
Rebolt hifter
Alat pengayak tepung yang berasal dari torn bag dan
gagal jahit dengan ukuran shifter ±335 mikron
13
Chain Conveyor
Alat transportasi tepung secara horizontal dengan
menggunakan dorongan rantai
Sumber : Operator FSBP
FSBP menerima produk siap kemas dari FAM yang dialirkan melalaui pipa
sebanyak 4 line dengan alat berupa chain conveyor. Produk
tersebut dialirkan menuju
silo yaitu tempat penampungan tepung sementara yang terbagi menjadi 4 grup (A, B, C
dan D) dengan masing-masing grup
memiliki 14 silo dimana tiap silo-nya mempunyai
kapasitas 186 ton. Dengan total
volume maksimal 10416 ton dari 56
silo tersebut,
produk dialirkan melalui lalu lintas 4 line chain conveyor menuju FSBP yang dijelaskan
oleh tabel berikut ini:
Tabel 1.3 Tabel Aliran dari FAM Menuju FSBP
No.
Jenis Line
Kapasitas Muatan
Daerah Suplai
Tujuan
1
Line E
40 ton/jam
Flour Silo A1-A4
Flour Silo A&B Genap
2
Line F
90 ton/jam
Flour Silo Semua A&B
3
Line G
180 ton/jam
Flour Silo A&B Genap
Flour Silo C&D Ganjil
4
Line H
180 ton/jam
Flour Silo Semua C&D
Sumber : Operator FSBP
|
|
40
Setelah tepung terigu sampai di silo maka berlanjut ke proses pengemasan.
Tujuan
dari
proses
pengemasan
ini
adalah untuk
melindungi tepung
terigu
dari
kerusakan, memenuhi keinginan konsumen
dan
untuk
mempermudah
pemasaran.
Berdasarkan beratnya, kemasan produk tepung Bogasari yang menjadi tanggung jawab
divisi FSBP dibedakan menjadi :
25 kg
50 kg
75 kg
200 kg (jumbo)
20-25 ton (bulk)
Keseluruhan jenis muatan produk ini (tanpa bulk) hanya menggunakan plastik PP
sebagai material kemasannya. Semula Bogasari sempat memberdayakan bahan Calico
untuk produk seberat 25 kg, namun karena alasan ekonomis maka diganti menjadi bahan
platik PP—biaya 50% lebih murah. Selain itu, terdapat juga kemasan khusus berupa
paper bag yang digunakan untuk mengemas tepung ekspor.
Tepung yang ada tersimpan di silo dikeluarkan
melalui
jalur
extractor
yang
memiliki
kapasitas
25
ton/jam dengan
menggunakan
screw
conveyor
dengan
tujuan
menjaga
tepung
dalam keadaan
homogen
yang
kemudian
disatukan
dalam chain
conveyor. Setelah itu tepung dialirkan dengan bucket elevator lalu ke rebolt shifter yang
merupakan CCP (Critical Control Point)—pengayakan untuk pemisahan benda asing
guna lulus packing--menuju chain conveyor kemudian ke hopper lalu ke carousel yang
memiliki
2
timbangan
(weigher)
yang
bekerja
secara
bergantian. Tiap
grup silo
dilengkapi
dengan
7
buah carousel yang
masing-masing
terdiri dari
6
corong
packer.
Kantung yang akan diisi disiapkan dicorong packer
lalu
mengalami proses penyedotan
|
 41
udara yang terdapat pada kantung guna memampatkan kantung sehingga pengisian
tepung dapat menjangkau keseluruhan ruang kantung. Kemudian tepung dalam kantung
tersebut dihentakkan sebanyak satu sampai tiga kali tergantung pada jenis tepung yang
akan
dikemas
guna
memadatkan
isi
kantung
tepung
sehingga
tidak
terdapat
banyak
udara yang menghabiskan ruang kantung.
By Product Packing
Gambar 1.24
Area By Product Packing
Berada dibawah divisi FSBP yang mengurusi pengemasan by product berupa:
•
IF ( Industrial Flour)
merupakan tepung
industri yang
memiliki kandungan serat
sangat tinggi. Kandungan patinya dimanfaatkan oleh industri pembuatan
lem pada
kayu lapis juga sebagai bahan campuran pada pembuatan pakan ikan.
•
Bran
kulit
gandum
yang
memiliki
tekstur
kasar
dan
besar.
Banyak
digunakan
sebagai bahan penambah protein dan serat pada roti whole wheat juga sebagai bahan
baku feed mill (produsen pakan ternak).
|
 42
•
Pollard
kulit ari gandum
yang
halus, mempunyai kandungan serat dan protein
yang
tinggi.
Digunakan
untuk
meningkatkan kandungan
serat
pada
makanan
(terutama pada roti whole wheat) dan juga dapat dijadikan pakan ternak.
•
Pellet
merupakan
pakan
ternak
yang terbuat
dari
campuran
bran
dan
pollard
dicetak
berbentuk
silinder
dengan
diameter
8
mm
dan
panjang
3-4
cm. Pellet
ini
tidak dikemas kedalam suatu wadah kemasan tetapi menggunakan sistem bulk curah.
Keempat bentuk by product tersebut diperoleh dari sisa-sisa proses milling, serta
tepung terigu yang sudah tidak layak konsumsi karena jatuh ke lantai atau disebabkan
oleh broken bag.
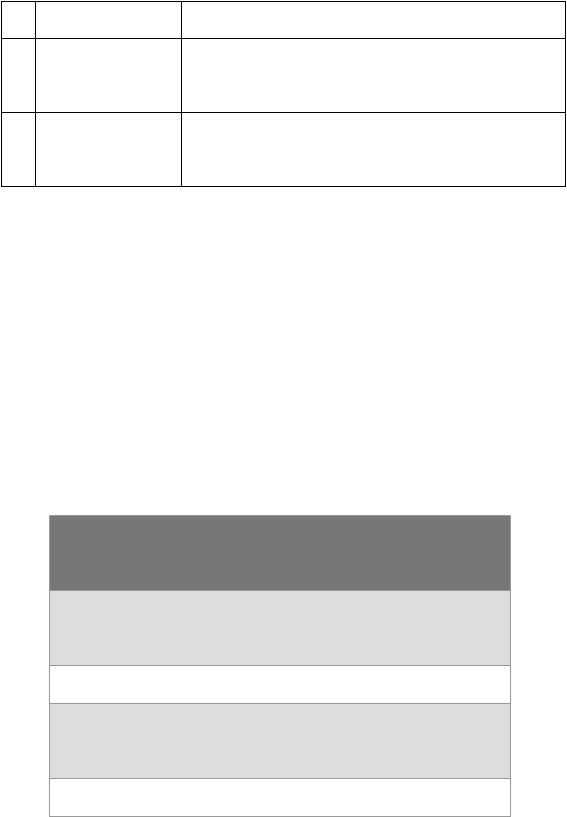
Finish Product Store
Gambar 1.25
Gudang Barang Jadi
Disebut juga
Gudang
Barang Jadi (GBJ). Merupakan tempat
menampung
hasil
utama dan sampingan pengolahan yaitu tepung dan by product.
|
|
43
1.6.
Sistematika Penulisan
Penulisan skripsi ini akan dibagi atas 5
(lima) bab
yang akan saling
mendukung dan secara singkat dijabarkan sebagai berikut:
Bab I : Pendahuluan
Bab ini berisi gambaran umum mengenai penulisan skripsi, yang
menjelaskan latar belakang penulisan dan permasalahan – permasalahan yang
berhubungan
dengan
topik
dalam perusahan.
Dalam
bab
ini
juga
akan
dijelaskan ruang lingkup,
tujuan
dan
manfaat,
metodologi,
definisi
operasional perusahaan dan juga sistematika penulisan.
Bab II : Landasan Teori
Bab
ini
berisi
dasar
teori
yang berkenaan
dengan
konsep
pengendalian
kualitas, diantaranya pengertian kualitas berikut aspek-aspeknya dan
pemaparan metode Six Sigma.
Bab III : Metodologi Penelitian
Bab ini berisi analisa dari metode yang digunakan untuk pengendalian
kualitas jahitan pada kemasan karung 25 kg untuk produk tepung terhadap
data
yang
terkumpul
berikut faktor-faktor
pendukunganya
dengan
menggunakan metode Six Sigma.
Bab IV : Hasil dan Pembahasan
Bab ini berisi tentang pengolahan terhadap data yang terkumpul baik yang
dilakukan secara pengamatan
langsung maupun sumber dari data yang
|
|
44
dimiliki
perusahaan. Pada
bab
ini
juga
akan
ditampilkan hasil
dari
perancangan
sistem informasi
berupa
tampilan
dari
software
program
“Bogasari Performance Management System V1.00”.
Bab V : Kesimpulan dan Saran
Bab
ini
merupakan
kesimpulan
atas
keseluruhan
perancangan
sistem dan
berisi saran
–
saran
yang
dikemukakan
pada
perusahaan
yang
dapat
membantu mengatasi
masalah Quality Control pada FSBP departemen
packing.
|