|
BAB 1
PENDAHULUAN
1.1
Latar Belakang
Perkembangan industri
di
bidang
manufaktur di
kota
Jakarta
dan sekitarnya
telah
mengalami
perkembangan yang
sangat
pesat.
Hal
ini
dapat
dilihat
dengan
munculnya beberapa
perusahaan baru
yang
berskala
kecil,
menengah, dan
besar.
Untuk
itu,
setiap
perusahaan
berupaya
mengoptimalkan kemampuan
produksinya
sehingga dapat bertahan di saat pertumbuhan ekonomi sekarang yang memburuk.
Agar
dapat
mengikuti
perkembangan industri,
maka
perusahaan
perlu
melakukan
tindakan
yang dianggap
perlu untuk meningkatkan
efisiensi
dan
efektifitas. Tindakan
yang diambil
adalah
melakukan perancangan tata
letak pabrik
agar
produksi
yang
dilakukan
dapat
berjalan dengan
lancar,
perencanaan produksi
dan inventory
control
sehingga
setiap
proses
produksinya tidak terhambat (delay)
karena
menunggu
material
(parts)
yang
akan
digunakan, dan
maintenance
guna
memperkecil kerusakan mesin saat proses produksi sedang berlangsung.
Setiap
perusahaan baik
yang
berskala kecil,
menengah maupun
yang
besar
akan
menghadapi persoalan
di
dalam
tata
letak
pabrik
secara
keseluruhan. Dapat
diketahui bahwa kelangsungan hidup dan perkembangan diri suatu perusahaan hanya
mungkin dapat diperoleh bila perusahaan berhasil beroperasi secara efisien dan
|
|
2
efektif.
Tingkat
keefisienan
produksi
merupakan
kunci
dari
keberhasilan suatu
kegiatan
produksi
di
dalam
suatu
perindustrian
yang
juga
tidak
lepas
dari
faktor-
faktor
yang
menungjangnya, seperti
mesin-mesin,
pekerja,
sistem
produksi
dan
fasilitas lainnya, sehingga hasil yang dicapai dapat semaksimal mungkin.
Perancangan tata
letak
pabrik
yang
efisien
terkait erat
dengan
perencanaan
produksi. Yang tidak terlihat tidak efeisien, pada PT. Tirta Intimizu Nusantara, adalah
sempitnya
lahan
yang
tersedia,
sehingga
menyebabkan
penempatan
line
produksi
yang tidak sesuai dengan aliran proses produksinya. Dan area
yang semestinya telah
ditetapkan
menjadi
line
produksi
misalnya,
dialihfungsikan menjadi
depo
(gudang
penyimpanan produk
setengah
jadi),
karena
depo
produksi
yang
ada
saat
ini sudah
tidak mampu menampung produk setengah jadi yang ada.
Selain
itu,
banyaknya
permintaan
dari pelanggan
menyebabkan peningkatan
kapasitas
produksi
pada
perusahaan ini,
sehingga
secara
otomatis
mesin
yang
digunakan dalam proses produksi juga harus ditambah sesuai dengan jumlah produksi
yang diinginkan. Banyaknya jumlah mesin inilah yang kemudian akan menyebabkan
penempatan aliran proses produksi yang tidak seimbang karena mengingat sempitnya
lahan yang tersedia untuk proses produksi.
Perencanaan produksi dan inventori kontrol sendiri juga sangat penting dalam
peningkatan efisiensi dan
efektifitas produksi.
Dimana setiap
penjadwalan produksi
akan
berpengaruh dari
ketepatan
waktu
produksi,
sampai
biaya
atau
tempat
penyimpanan.
Dengan
perencanaan
produksi
yang
tepat
keterlambaran jadwal
produksi dapat dihindari.
|
|
3
Setiap
mesin-mesin yang ada
memerlukan perhatian khusus,
sehingga dalam
kelangsungan
proses
produksi
tidak
akan
terhenti karena adanya
kerusakan
mesin.
Untuk
itu, diperlukan maintenance
yang dilaksanakan secara rutin. Sehingga
mesin-
mesin
tersebut
dapat
beroperasi
secara
optimal.
Untuk
menentukan prioritas
yang
terjadi
dalam
perusahaan
itulah,
akan
dilakukan
dengan
menggunakan matriks
perbandingan berpasangan (pairwise comparison matrix).
1.2
Identifikasi dan Perumusan Masalah
Seperti
yang
telah
disinggung pada
latar
belakang
masalah,
maka
pokok
permasalahan yang muncul dalam aktivitas produksinya di perusahaan ini adalah:
1. Masalah apa yang sering terjadi pada perusahaan?
2. Dari
masalah yang ada
tersebut,
masalah
mana
yang
menjadi prioritas bagi
perusahaan untuk segera ditindak lanjuti?
3. Bagaimana cara untuk meningkatkan efektifitas dan efisiensi perusahaan?
|
|
4
1.3
Ruang Lingkup
Ruang
lingkup
digunakan supaya
penelitian
yang
akan
dilakukan
tidak
menyimpang dari
pokok
permasalahan yang
akan
dikerjakan.
Untuk
itu,
masalah-
masalah akan dibatasi pada:
1. Penelitian hanya dilakukan pada lantai produksi, dan
gudang pompa air,
karena masalah yang terjadi pada bagian ini.
2. Penelitian hanya dilakukan dengan menggunakan contoh produk tipe PS-
128 BIT.
3. Perancangan layout
yang
dilakukan
mencakup area
lantai
produksi
dan
gudang pompa air.
4. Di
dalam
perancangan
layout
yang
baru,
tidak
dihitung
biaya
pembangunannya yang harus dikeluarkan oleh perusahaan.
5. Reliabilitas mesin, persentase skrap dan efisiensi pabrik telah ditentukan
sebelumnya oleh perusahaan.
6. Pemilihan
prioritas
masalah
dilakukan
dengan
menggunakan
pola
pendekatan AHP.
7. Perhitungan layout dihitung dengan menggunakan aplikasi Fuzzy.
8. Perancangan layout
yang dibuat dibatasi
hanya pada
lantai produksi per
line, susunan dan jumlah mesin tidak termasuk di dalamnya.
9. Di dalam membuat perancangan layout
lantai produksi dan gudang,
menggunakan Microsoft Visio 2000 Technical.
|
|
5
1.4
Tujuan dan Manfaat
Tujuan dari penulisan tugas akhir ini adalah:
1. Menentukan prioritas permasalahan pada perusahaan
2. Memberikan usulan perancangan tata letak dengan logika fuzzy.
Manfaat yang diharapkan dihasilkan dalam penelitian ini adalah:
1. Memberikan masukan bagi perusahaan mengenai
permasalahan yang terjadi
pada perusahaan.
2. Memberikan usulan efisiensi plant layout.
1.5
Gambaran Umum Perusahaan
1.5.1
Sejarah Perusahaan
PT. Tirta Intimizu Nusantara merupakan divisi dari Miyako Group, salah satu
perusahaan yang sukses
yang bergerak di bidang industri rumah tangga, yang mulai
berkembang
pada
awal tahun 1995 dan
mulai
memproduksi pompa air
pada
tahun
tersebut.
Perusahaan
ini
dibangun
berdasarkan pengalaman
dan
pengetahuan
profesional dari
personel
industri
pengolahan pompa
air
LG
Electronic.
Dengan
jangkauan International dari bisnis dan kesempatan dengan banyak Negara asia
yang
lain dan
negara-negara
di
Asia,
maka
PT.
Tirta Intimizu Nusantara
tampil
untuk
|
|
6
dalam partisipasi global khususnya dalam industri pengerjaan proses pompa air yang
menguntungkan.
Sejarah
berdirinya
PT.
Tirta
Intimizu
Nusantara berawal
dari
kerja
sama
dengan
pihak
Korea,
yaitu
LG
Electronics. Pada
tahun 1995-1998,
LG
Electronic
menggabungkan
diri
dengan PT.
Bangunlindo
kemudian
lahirlah
PT.
LG
Bangunlindo Electronic, yang berlokasi di daerah Cikupa. Dan pada saat
itu, pompa
air
yang
dihasilkan masih
memakai
merk
LG.
Setelah
tahun
1998,
terjadi
krisis
moneter yang menyebabkan pembubaran perusahaan tersebut.
Tahuh 1999, pihak investor lokal mulai membangun kembali perusahaan yang
telah bubar pada
tahun sebelumnya. Perusahaan
tersebut kemudian diberi
nama
PT.
Tirta
Intimizhu
Nusantara.
Perusahaan
ini
kemudian
memproduksi pompa
air
yang
diberi
nama
Shimizu,
yang
berasal
dari
bahasa
Jepang
yang
artinya
pure
water.
Lokasi pabrik pada saat itu masih bertempat Cikupa sampang dengan tahun 2000.
Pada tahun 2000, pihak perusahaan memutuskan untuk merelokasi perusahaan
ke lokasi yang lebih besar karena melihat kondisi perkembangan perusahaan tersebut.
Tahun 2002, pembangunan pabrik baru
yang
bertempat di
Balaraja Barat selesai di
bangun.
Maka,
seluruh
kegiatan
produksi
yang
tadinya
bertempat di
Cikupa
dipindahkan ke Balaraja.
Sejak
berkerja sama
dengan
pihak Korea,
pompa air
yang
dihasilkan
modelnya bertambah. Kemudian setelah berpisah, pihak perusahaan mengembangkan
sendiri pompa air
yang
ada.
Pertama
kali,
pompa
air
yang
dikembangkan
adalah
|
|
7
pompa
air
model
Jepang.
Kemudian
secara
perlahan-lahan
baru
mulai
dikembangkanlah pompa air model Italy.
Pompa
air
yang dihasilkan oleh PT.
Tirta Intimizu Nusantara ini
merupakan
salah
satu perusahaan
yang
produksinya
banyak
dilakukan
di
in-house.
Baik untuk
pompa air model Italy maupun pompa air model Jepang.
1.5.2
Jumlah Tenaga Kerja dan Aturan Jam Kerja
Jumlah tenaga kerja yang terdapat di PT. Tirta Intimizu Nusantara pada tahun
2008 seluruhnya berjumlah 562 orang. Dengan perincian sebagai berikut:
|
 8
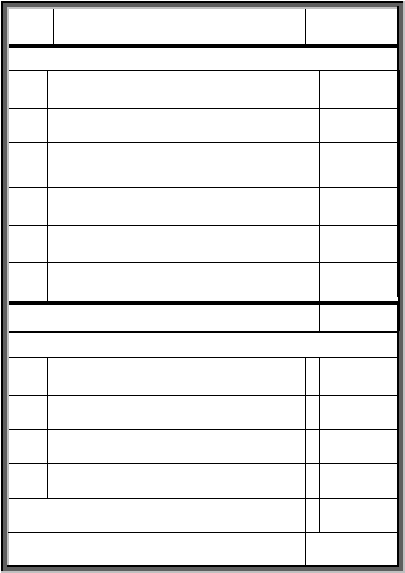
Tabel 1.1 Komposisi Tenaga Kerja pada Tahun 2008
No.
Jenis Pekerjaan
Jumlah
Karyawan Perkantoran
1.
Plant Manager
1
2.
Departemen Personalia
5
3.
Departemen Administration,
Purchasing & PPIC, Warehouse
35
4.
Departemen Quality Control
45
5.
Departemen Techical Supporting
25
6.
Departemen Produksi
18
Total Karyawan Perkantoran
129
Karyawan Non-Perkantoran
1.
Operator
104
2.
Operator Magang
278
3.
Petugas Keamanan
16
4.
Office Boy & Girl
35
Total Karyawan Non-Perkantoran
433
Total Karyawan
562
Dalam
upaya
untuk
meningkatkan produksi
dan
produktifitas
kerja
para
karyawan,
maka
berbagai
upaya
di dalam
meningkatkan kesejahteraan keluarga dan
lingkungan
terus
dilaksanakan, dan
hal
ini
adalah
merupakan salah
satu
cara
yang
paling efektif.
|
|
9
Upaya-upaya tersebut antara lain meliputi:
1. Penyediaan sarana perumahan.
2. Pelayanan kesehatan.
3. Pendidikan.
4. Koperasi
5. Olahraga dan kesenian.
6. Oraganisasi karyawan/keluarga karyawan.
Adapun jam kerja yang terdapat di PT Tirta Intimizu Nusantara terbagi
menjadi tiga, yaitu:
A. Jam kerja pada karyawan kantor:
Senin s/d Jumat
:
Pukul 08.00 – 17.00 WIB
Istirahat
:
Pukul 12.00 – 13.00 WIB
B. Jam kerja pada operator:
Senin s/d Sabtu
:
?
Shift 1
:
Pukul 07.00 – 15.00 WIB
Istirahat
:
Pukul 12.00 – 13.00 WIB
?
Shift 2
:
Pukul 15.00 – 23.00 WIB
Istirahat
:
Pukul 18.00 – 19.00 WIB
?
Shift 3
:
Pukul 23.00 – 06.30 WIB (Tergantung Kondisi)
Istirahat
:
Pukul 03.00 – 03.30 WIB
|
 10
1.5.3
Visi dan Misi
Visi Perusahaan
Menjadi produsen pompa air terbesar di Indonesia.
Misi Perusahaan
Melakukan pengembangan-pengembangan dan
inovasi-inovasi pada
produk
pompa air yang diciptakan untuk terciptanya kepuasan pelanggan.
1.5.4
Letak Geografis
Lokasi perusahaan PT Tirta Intimizu Nusantara adalah sebagai berikut:
Office
SASTRA GRAHA 6th Floor
Jl. Raya Perjuangan No.21
Kebon Jeruk - Jakarta 11530
Phone: (62-21)5331646
Fax: (62-21)5331649
Email: pttin@cbn.net.id
Factory
Jl. Raya Serang Km 28 Blok B No.11 TR 6/3
Desa Sentul – Kampung Tobat
Balaraja – Tanggerang 15610 – Indonesia
Phone: (62-21)59450155
Fax: (62-21)59450160
|
 11
1.5.5
Hasil, Jenis Produk dan Pemasaran
PT
Tirta
Intimizu
Nusantara bergerak
secara
khusus
untuk
memproduksi
pompa air.
PS-128
BIT
adalah salah satu dari
produk
yang
dihasilkan oleh
perusahaan untuk kategori sumur dangkal. Produk ini sendiri merupakan produk yang
paling
laris
untuk
kategorinya, dikarenakan harga
yang
ekonomis
dan
iklim
yang
cocok
untuk
daerah
Asia.
Produk
ini
juga
yang
akan
dibahas lebih
lanjut
dalam
penelitian ini.
Untuk
sumur dangkal,
inovasi
terbaru Shimizu
menghadirkan keistimewaan
pompa
air
keluarga
dengan
type
sumur
dangkal
yang
memiliki
kemampuan
daya
hisap hingga 11 m. Total head hingga 40 m dan hemat listrik, sehingga sangat cocok
untuk rumah para pelanggannya yang berlantai dua.
Gambar 1.1 Daya Kerja Pompa Sumur Dangkal
|
 12
Berikut
ini dapat dilihat beberapa contoh dari produk untuk sumur dangkal
dari Shimizu.
Gambar 1.2 Produk Shimizu untuk Sumur Dangkal
Untuk sumur dalam, dapat dikategorikan menjadi 2 kategori, yaitu gaya Italy
dan Gaya Jepang.
Shimizu
juga
menghadirkan pompa air
keluarga type sumur
dalam
dengan
gaya
Italy
yang memiliki kemampuan daya
hisap
hingga 50
m.
Total head
hingga
100m dan hemat listrik, sehingga sangat cocok untuk rumah para pelanggannya yang
bertingkat tiga dan daerah kering.
|
 13
Gambar 1.3 Daya Kerja Pompa Sumur Dalam Gaya Italy
Berikut ini dapat dilihat beberapa contoh dari produk untuk sumur dalam gaya
Italy dari Shimizu.
Gambar 1.4 Produk Shimizu untuk Sumur Dalam Gaya Italy
Selain gaya Italy, Shimizu juga menghadirkan pompa air keluarga type sumur
dalam gaya Jepang yang memiliki kemampuan daya hisap hingga 30
m.
Total Head
hingga
60 m dan hemat
listrik,
sehingga
sangat
cocok
untuk
rumah
para
pelanggannya yang bertingkat tiga dan daerah kering.
Gambar 1.5 Daya Kerja Pompa Sumur Dalam Gaya Jepang
|
 14
Berikut ini dapat dilihat beberapa contoh dari produk untuk sumur dalam gaya
Jepang dari Shimizu.
Gambar 1.6 Produk Shimizu untuk Sumur Dalam Gaya Jepang
Adapun keunggulan dari pompa air Shimizu adalah sebagai berikut.
1.
24
Jam
non-stop,
dapat
digunakan terus-menerus
24
jam
sehari,
seperti
untuk kolam.
2.
Garansi motor 3 tahun, memberikan kemudahan karena suku cadang
terjamin di seluruh Indonesia.
3.
Suara halus, dibuat dengan teknologi khusus sehingga suaranya halus.
4.
Circuit breaker, dilengkapi dengan circuit breaker pemutus arus otomatis
bila
terjadi kelebihan beban
atau panas
sehingga
mencegah terbakarnya
motor.
5.
Motor, motor didesain khusus dengan Ball Bearing lebih besar,
menghasilkan tenaga
motor
yang
lebih
besar
serta
dilengkapi
curcuit
breaker.
6.
Saklar otomatis, terbuat dari bahan-bahan khusus berkualitas
tinggi,
mempunyai usia pakai yang lebih panjang.
|
|
15
7.
Impeller, alur air,
impeller dan impeller cover menggunakan bahan
kuningan, lebih kuat dan tahan lama.
8.
Anti karat, bagian dalam tangki dilapisi dengan bahan cat khusus (power
paint) yang tahan terhadap goresan dan karat.
9.
Small
tank,
orisinil
dengan
karet
membrane
bahan
khusus
di dalamnya,
membuat kinerja saklar otomatis lebih stabil sehingga usianya lebih tahan
lama.
10.
Seal,
mechanical
seal
lebih
besar
serta
terbuat
dari
bahan
karbon
dan
keramik yang tahan terhadap gesekan dan panas.
1.5.6
Struktur Organisasi Perusahaan
Struktur
organisasi
dapat
menjelaskan susunan-susunan
dalam
suatu
perusahaan secara
garis besar dan dapat
menggambarkan hubungan antar bagian
dalam
perusahaan tersebut
secara
umum.
Struktur
organisasi
menunjukkan
wewenang dari masing-masing bagian dari perusahaan.
Struktur
organisasi yang
digunakan pada
PT.
Tirta
Intimizu
Nusantara
adalah
struktur
organisasi
fungsional. Dimana
sekelompong
orang
dalam
satu
departemen
atau
saling
bekerja
bersama-sama untuk
memenuhi
kebutuhan
perusahaan. Tanggung
jawab
akan
suatu
pekerjaan
dapat
terlihat
jelas
karena
pembagian tugasnya sangat jelas, dan hal ini akan membantu para pegawai lebih
fokus
dalam
pekerjaannya. Sehingga,
diharapkan
pekerjaan
yang
dihasilkan
mendapatkan hasil yang maksimal.
|
 16
Kelebihan struktur organisasi ini antara lain:
Kemudahan dalam mengendali dan mengawasi kinerja karyawan.
Pembagian tugas yang jelas.
Adanya potensi
untuk
meningkatkan keterampilan karyawan
agar
lebih
ahli dibidangnya.
Komunikasi lebih lancar.
PRESIDENT
DIRECTOR
PLANT MANAGER
Personal
Administration,
Purchasing & PPIC,
Warehouse
Quality Control
(IQC,LQC,OQC)
Technical
Supporting
Production
Gambar 1.7 Struktur Organisasi PT. Tirta Intimizu Nusantara
Departemen dalam PT. Tirta Intimizu Nusantara adalah sebagai berikut:
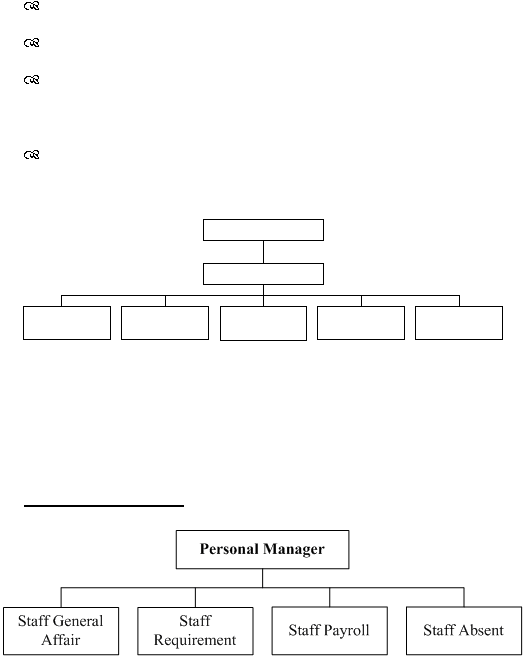
1. Departemen Personalia
Gambar 1.8 Struktur Organisasi Departemen Personal
|
 17
Departemen ini bergerak di bidang operasional. Mulai dari staff general affair
yang
bertugas
mengurus
perizinan, reparasi
gedung
dan
service AC serta
tugas-tugas umum
lainnya.
Staff
Requirement
yang
bertugas
menangani
perekutan tenaga
kerja,
baik
tenaga
kerja
langsung
dan
tenaga
kerja
tidak
langsung. Staff Payroll yang bertugas
mengurusi
upah dan pembayaran upah
karyawan. Staff Absent yang bertugas mengawasi absensi para karyawan.
Jadi secara umum tugas departemen ini adalah sebagai berikut.
Mengawasi mutu tenaga kerja.
Mencari dan memecat tenaga kerja.
Mewawancarai tenaga kerja yang hendak bekerja di perusahaan.
Mencari
tahu
kriteria-kriteria
yang
cocok
untuk
pekerjaan
di
perusahaan ini.
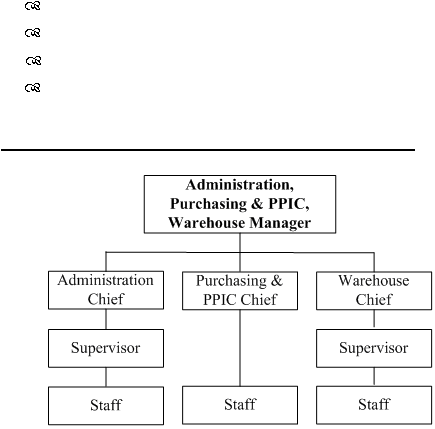
2. Departemen Administration, Purchasing & PPIC, Warehouse
Gambar 1.9 Struktur Organisasi Departemen Administrasi, Purchasing & PPIC,
Warehouse
|
 18
Departemen
ini
bergerak
di
bidang administration,
purcahing
&
PPIC,
dan
warehouse.
Dimana
masing-masing sub-departemen
memiliki
tugas
dan
wewenangnya
masing-masing.
Untuk
sub-departemen
admistration
bertugas
mengeluarkan
uang
untuk
keperluan
proses
produksi
dan
membuat
laporan
keuangan
yang
kemudian
akan di serahkan
ke
head
office.
Sub-departemen
purchasing & PPIC bertugas
membuat
perencanaan
produksi berdasarkan
data peramalan
yang
diberikan marketing
(head
office)
dan
juga
melakukan
pembelian atas barang-barang yang diperlukan dalam proses operasional dan
proses
produksi
itu
sendiri.
Sub-departemen warehouse
bertugas
mengatur
segala
sesuatu
yang keluar/masuk
gudang,
menyiapkan space
untuk
bahan
baku
yang
akan
masuk
pada
saat
itu dan
untuk
produk
hasil
produksi
pada
saat itu.
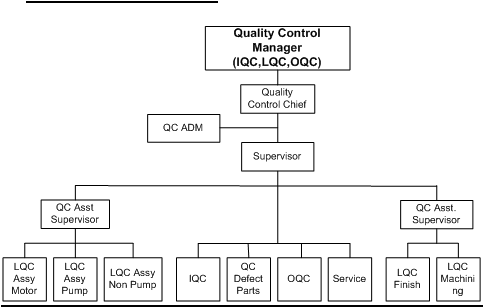
3. Departemen Quality Control
|
 19
Gambar 1.10Struktur Organisasi Departement Quality Control
Departemen
ini
bergerak di
bidang pengendalian
kualitas.
Baik bahan
baku
maupun produk
jadi. Departemen
ini akan
dipisah
lagi
menjadi IQC
(Incoming Quality Control), LQC (Line Quality Control), dan OQC
(Outgoing Quality Control). IQC bertugas
memeriksa kualitas barang-barang
yang
masuk
dalam packing
list.
LQC bertugas
memeriksa kualitas
produk-
produk
setengah
jadi
yang
sedang
diproses
pada
masing-masing
line.
OQC
bertugas melakukan pemeriksaan kualitas produk jadi.
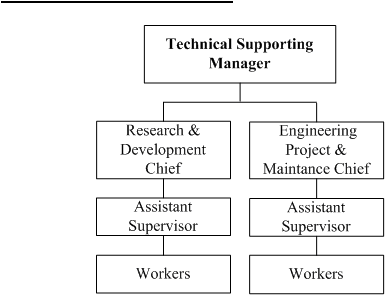
4. Departemen Technical Supporting
Gambar 1.11 Struktur Organisasi Departemen Technical Supporting
Departemen
ini
bergerak di bidang technical
supporting,
yaitu
bertanggung
jawab menyediakan segala peralatan yang diperlukan dalam proses produksi,
|
|
20
melakukan penggambaran tata letak pabrik, melakukan perawatan mesin serta
melakukan perbaikan saat terjadi kerusakan mesin.
|
 21
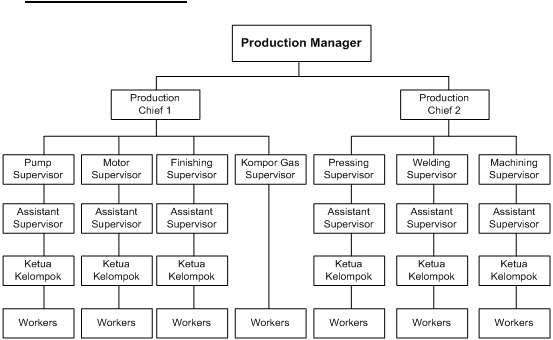
5. Departemen Production
Gambar 1.12 Struktur Organisasi Departemen Production
Departemen ini
bergerak
di
bidang
proses
produksi.
Departemen ini
bertanggung
jawab dalam
melaksanakan
request
untuk
produksi
yang
telah
direncanakan departemen
PPIC,
merencanakan
jadwal
produksi
harian,
dan
meminta persediaan barang untuk kebutuhan produksi pada saat itu ke
bagaian gudang
sehari
sebelum produksi dilakukan. Jika request
yang
diajukan pihak produksi
diterima oleh pihak gudang, maka jumlah produksi
itu dapat dilakukan.
|