|
1
BAB 1
PENDAHULUAN
1.1
Latar Belakang
PT.
Inti
Abadi
Kemasindo
(PT.
IAK)
merupakan produsen
penghasil
karung
plastik,
yang antara
lain
digunakan
untuk
tepung
terigu
dan semen. Konsumen utama dari PT. IAK adalah PT. Bogasari Flour Mills
dan PT. Indocement.
Produk berkualitas dengan
harga
bersaing dan pengiriman tepat
waktu
merupakan
tuntutan
dari
setiap
konsumen. Untuk
menghasilkan
produk yang
memenuhi
tuntutan
tersebut,
perusahaan
perlu
memfokuskan
perhatiannya
pada
bagian produksi,
terutama
mesin
dan
operator,
yang
merupakan pendukung utama dalam suatu proses produksi.
Operator
memiliki
peranan
penting
dalam
menjalankan
mesin
dan
pencapaian target
produksi.
Kecepatan
operator
dalam
bekerja
dapat
ditingkatkan dengan
mengamati
langkah
dan
cara
kerja
operator, sehingga
nantinya didapatkan cara kerja yang cepat dan efisien.
Operator
yang
dapat
bekerja
dengan
cepat
dan
tepat tentunya
memiliki produktivitas tinggi, sehingga
target produksi lebih cepat dicapai.
Dengan demikian, operator
telah
membantu perusahaan dalam
memenuhi
|
|
2
tuntutan konsumen akan
pengiriman
tepat
waktu. Meski demikian, secepat
apapun operator bekerja, target produksi tidak akan tercapai jika mesin yang
digunakan sering
rusak,
tidak
berjalan dengan
optimal,
atau
bahkan
tidak
dapat
beroperasi sama
sekali.
Untuk
itu,
sistem
perawatan
mesin
dan
peralatan produksi
harus
terus
dikembangkan, sehingga
mesin selalu dapat
berjalan optimal kapanpun dibutuhkan untuk berproduksi. Kombinasi antara
operator dan
mesin
handal
akan
membantu
perusahaan dalam
memenuhi
tuntutan
konsumen,
yakni
produk
berkualitas dengan
harga
bersaing
dan
pengiriman tepat waktu.
1.2
Identifikasi dan Perumusan Masalah
Identifikasi masalah dalam penelitian ini adalah :
1.
Rendahnya rata – rata pencapaian target produksi harian di mesin SBY
150
untuk tipe karung
AKU
60-11.11-800 yang
hanya
491.84
m
/
shift. Sedangkan target produksi 561 m / shift.
2.
Tingginya frekuensi minor stoppages di tiap mesin, dengan rata – rata
29 kali minor stoppages
/ shift / mesin. Standar yang ditetapkan
perusahaan 15 kali minor stoppages / shift / mesin.
3.
Karena 1 operator menangani empat mesin, maka ketika terjadi minor
stoppages pada beberapa mesin pada saat yang sama, mesin
mengalami idle
(menunggu).
Waktu
tunggu
rata
–
rata
tiap
mesin
cukup tinggi, yaitu 41 detik / mesin / kejadian
minor stoppages.
|
|
3
Perusahaan menginginkan rata – rata waktu tunggu per mesin 10 detik
/
mesin / kejadian minor stoppages.
4.
Rusaknya komponen
tertentu akan berakibat pada
meningkatnya
frekuensi minor stoppages (putus lusi).
Dengan demikian, perumusan masalah dalam penelitian ini
adalah :
1.
Bagaimana cara mengefisienkan gerakan kerja operator dalam
menangani minor
stoppages,
sehingga
waktu
pengerjaannya dapat
berkurang (diminimalkan).
2.
Bagaimana
cara
memprediksi
waktu
yang
tepat
dalam
menentukan
jadwal
perawatan
dan
penggantian komponen
mesin,
agar
jumlah
kerusakan dan lama downtime mesin dapat diminimalkan.
1.3
Ruang Lingkup
Mengingat
keterbatasan kemampuan
dan
waktu
yang
dimiliki,
serta
agar
pembahasan skripsi
ini
dapat
lebih
terarah,
maka
penulis
memberikan ruang lingkup masalah sebgai berikut :
1.
Observasi hanya dilakukan pada
mesin – mesin di divisi
mesin
circular.
Tetapi
untuk
pembahasan dibatasi
pada
mesin
dengan
pencapaian
target produksi terrendah serta memiliki frekuensi
kemunculan minor stoppages yang tinggi.
|
|
4
2.
Perhitungan
frekuensi
minor stoppages
hanya
dilakukan pada
mesin
dengan pencapaian target produksi terrendah serta dilakukan pada shift
A
(pagi) saja.
3.
Kualitas
dari
benang
yang
digunakan
dalam
observasi
diasumsikan
selalu sama.
4.
Pengamatan dan pembahasan dalam penanganan minor stoppages
hanya dilakukan pada dua jenis minor stoppages dengan frekuensi dan
waktu pengerjaan tertinggi. Operator yang diamati
hanya satu dengan
kemampuan rata – rata.
5.
Data downtime
dihitung pada saat terjadi kerusakan mekanik.
Berhentinya
mesin
yang
disebabkan
rusak
elektrik, checklist,
dan
penggantian konstruksi
(mengubah
diameter
karung)
tidak
diperhitungkan.
|
|
5
1.4
Tujuan dan Manfaat
Beberapa tujuan dari penelitian ini adalah :
1.
Mengetahui
jenis
mesin dengan pencapaian target
produksi
terrendah
dan frekuensi minor stoppages tertinggi.
2.
Mengurangi
waktu
pengerjaan minor stoppages dan
menentukan
waktu baku pengerjaannya.
3.
Mengetahui komponen mesin yang akan mempengaruhi frekuensi
kemunculan minor
stoppages tertentu,
jika
komponen
tersebut rusak
secara tiba – tiba ketika mesin sedang beroperasi.
4.
Menentukan selang waktu penggantian komponen kritis.
5.
Menentukan selang waktu pemeriksaan optimal pada komponen kritis.
Sedangkan manfaaat dari penelitian skripsi ini adalah :
1.
Bagi Perusahaan
Hasil
penelitian
ini
dapat
bermanfaat bagi PT.
IAK, sebagai
bahan
masukan dan pertimbangan dalam pengembangan sistem produksi dan
pembuatan kebijakan – kebijakan di masa mendatang.
2.
Bagi Universitas
Hasil penelitian
ini dapat
menambah daftar pustaka bagi Universitas
Bina Nusantara, khususnya jurusan Teknik Industri.
|
|
6
3.
Bagi Penulis
Penelitian
ini berguna
untuk
menambah pengetahuan,
wawasan, dan
pengalaman penulis dalam
menerapkan ilmu dan teori
yang diperoleh
selama perkuliahan ke sistem kerja yang sesungguhnya.
1.5
Gambaran Umum Perusahaan
1.5.1
Lokasi Perusahaan
PT.
Inti
Abadi
Kemasindo (IAK)
merupakan perusahaan
yang
bergerak di
bidang
pengolahan
biji
plastik
menjadi
karung
plastik.
Perusahaan ini berada di kawasan industri Citeureup Jl. Muhara, Kecamatan
Citeureup, Kabupaten Bogor, Propinsi Jawa
Barat,dengan
luas keseluruhan
pabrik Å 82.054 m²
.
1.5.2
Sejarah Perusahaan
PT.
Indofood Sukses
Makmur
(ISM)
Bogasari
Flour
Mills
Divisi
Packaging didirikan
pada
tanggal
2
januari
1977
dengan
nama
PT.
ISM
Bogasari Flour Mills Textile Division, dengan tujuan
memenuhi kebutuhan
akan
kemasan
berupa
kantong.
PT.
ISM
Bogasari Flour
Mills
Divisi
Packaging berbentuk perseroan dan bersifat penanaman modal dalam negeri
(PMDN).
Letak
perusahaan di
desa
Muhara,
Kecamatan
Citeureup,
Kabupaten Bogor, Propinsi Jawa Barat.
|
|
7
Semenjak berdirinya
pabrik tepung terigu pada bulan November
1971 di Tanjung Priok dan tahun 1974 di Surabaya, kebutuhan akan
kantong
terigu
yang berbahan
baku
kain
blacu
masih
dipasok
dari
pabrik
tekstil yang terdapat di sekitar Jakarta, Jawa Tengah dan Jawa Timur.
Tepung
terigu
merupakan salah
satu
dari
sembilan
bahan
pokok,
maka menjelang hari raya
lebaran, Natal dan Tahun Baru, permintaan akan
tepung
terigu
meningkat,
berarti
kebutuhan
akan
kantong terigu
juga
meningkat. Di
lain
pihak,
kebutuhan akan
sandang
juga
mengalami
peningkatan.
Pada
saat
itu,
memproduksi bahan
sandang
lebih
menguntungkan daripada
memproduksi
kain
blacu
untuk
kantong
terigu,
sehingga
pabrik –
pabrik
pemasok
kantong terigu
untuk
Bogasari
mengurangi produksi kain blacunya. Akibatnya, stock blacu berkurang dan
harga
blacu
menjadi
tidak
stabil.
Karena
alasan
tersebut
maka didirikan
pabrik
kain
blacu
PT.
Bogasari
Flour
Mills Textile Division
di
Citeureup
dengan jumlah mesin 1.000 unit.
Pada bulan Agustus 1992, PT. Bogasari Flour Mills Textile Division
diakuisi
masuk dalam PT.
Indocement Tunggal Prakarsa sehingga
menjadi
PT.
Indocement
Tunggal
Prakarsa (ITP)
Bogasari
Flour
Mills
Textile
Division.
Juni 1995,
PT.
ITP
Bogasari
Flour Mills Textile
Division
diakuisi
masuk dalam PT. Indofood Makmur sehingga menjadi PT. Indofood Sukses
Makmur (ISM) Bogasari Flour Mills Textile Division.
|
|
8
Pada tahun 1999, PT. ISM Bogasari Flour Mills Divisi Packaging
selain memproduksi kantong blacu juga menghasilkan karung plastik.
Pada tanggal 1 Januari 2003 kegiatan usaha PT. ISM Bogasari Flour
Mills Divisi Packaging dialihkan menjadi PT. Inti Abadi Kemasindo (IAK)
sampai saat ini.
1.5.3
Visi, Misi, dan Nilai-Nilai Perusahaan
1.
Visi Perusahaan
Menjadi 5
besar
produsen kemasan
dengan
bahan
baku
Polyprophylene/Polyethylene (PP / PE) terbaik untuk Industrial Product
di ndonesia pada tahun 2009.
2.
Misi Perusahaan
?
Menghasilkan
kemasan
dengan
bahan
baku
PP
/
PE
/
kain
untuk
industrial
product dengan
harga
bersaing,
mutu
terjamin,
dan
pengiriman tepat waktu.
?
Memperkuat daya saing dengan
menggunakan teknologi tepat guna,
pengembangan produk baru dan meningkatkan sumber daya manusia
seutuhnya.
|
|
9
3.
Nilai Perusahaan
a. Integritas
Setiap
insan
IAK
melaksanakan
pekerjaanya dengan
itikad
baik,
jujur,
bertanggung
jawab,
dan
penuh
pengabdian kepada
pelanggan,
mitra
usaha,
masyarakat, sesama karyawan, dan para
pemegang saham.
b. Keunggulan
Setiap insan IAK memberikan yang terbaik kepada pelanggan,
mitra
usaha,
masyarakat,
sesama karyawan,
dan para pemegang saham.
c. Kepedulian
Perusahaan
merupakan bagian
yang tak
terpisahkan dari
kehidupan
masyarakat banyak.
Oleh
karena
itu
setiap
insan
IAK
senantiasa
memperhatikan kepentingan pelanggan, mitra
usaha, masyarakat,
sesama karyawan,
dan
para pemegang saham,
serta
lingkungan
hidup.
d.
Kebersamaan
Manusia
saling
membutuhkan untuk
dapat
hidup
dan
tumbuh
bersama.
Dalam
berinteraksi terhadap
sesama, setiap
insan
IAK
menjunjung tinggi
harkat,
martabat,
kesetiakawanan,
dan
gotong
royong.
|
|
10
e. Keterbukaan
Setiap
insan IAK
senantiasa berupaya
membangun komunikasi
dua
arah
dan
selalu
berpikir
positif
dalam
memberi dan
menerima
informasi,
saran,
kritik demi kebaikan dan kemajuan bersama.
1.5.4
Struktur Organisasi
Organisasi merupakan kesatuan (entity) sosial
yang dikoordinasikan
secara sadar, dengan sebuah batasan
yang relatif
dapat diidentifikasi, yang
bekerja
atas
dasar
yang relatif
terus-menerus
untuk
mencapai
suatu tujuan
bersama
atau
sekelompok tujuan
(Stephen
P.
Robbins,
1994).
Struktur
organisasi menetapkan bagaimana tugas akan dibagi, siapa
melapor kepada
siapa, dan mekanisme koordinasi yang formal serta pola interaksi yang akan
diikuti.
Struktur
organisasi
yang
digunakan
PT.
IAK
adalah
sistem
organisasi garis
dan
staff
dimana
dalam
kegiatan
operasionalnya bawahan
bertanggung jawab langsung kepada atasan dan manajer
mendapat bantuan
dari staff dalam menjalankan tugas.
Disusunnya
struktur
organisasi
yang
terdapat
didalam PT.
IAK
bertujuan untuk
menjalin
suatu
koordinasi
yang
baik
dalam
pelaksanaan
tugas
pada
setiap bagian fungsional,
sehingga setiap
anggota
organisasi
dapat bekerja secara efektif dan efisien. Oleh
sebab itu, penetapan struktur
organisasi
memegang peranan penting dalam pelaksanaan kegiatan
|
 11
perusahaan, yaitu
untuk
menjaga kelancaran dan
untuk
mencapai sasaran
serta tujuan perusahaan yang telah ditetapkan sebelumnya.
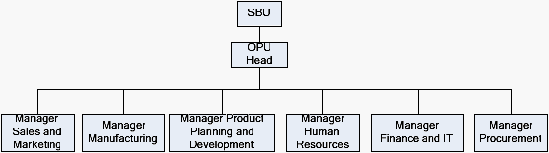
PT. IAK merupakan Strategic Bussines Unit (SBU) packaging yang
dipimpin oleh Operating Profit Unit (OPU) Head
yang
membawahi enam
departemen,
yaitu Sales and
Marketing, Manufacturing, Product Planning
and Development, Human
Resources,
Finance and IT,
dan
Procurement.
Setiap departemen dipimpin oleh seorang manajer. Struktur organisasi PT.
IAK dapat dilihat pada Diagram berikut :
Gambar 1.1
Struktur Organisasi PT. Inti Abadi Kemasindo (PT. IAK)
(Sumber : Arsip Perusahaan)
Peranan dari masing-masing pimpinan dijelaskan sebagai berikut :
1.
OPU ( Operating Profit Unit ) Head
Tujuan dan Peran :
Merencanakan,
mengorganisasikan, mengendalikan,
dan
mengevaluasi
perencanaan
strategi
dan
pelaksanaan keseluruhan
operasi
OPU
(Operating Profit Unit) serta untuk memastikan
kelancaran dan
|
|
12
perkembangan
usaha
sesuai
perencanaan secara
konsisten, efisien,
dan
tepat waktu.
2.
Manager of Sales and Marketing
Tujuan dan Peran :
Merancanakan,
mengorganisasikan,
mengawasi,
mengkoordinasikan,
dan mengevaluasi pengembangan, pemasaran, penetapan harga jual, dan
jaringan pemasaran, serta untuk menjamin tercapainya target penjualan.
3.
Manager of Manufacturing
Tujuan dan Peran :
Merancanakan,
mengorganisasikan, melakukan
koordinasi
dengan
bagian-bagian
lain
yang
terkait,
mengawasi,
mengendalikan, dan
mengevaluasi pelaksanaan
keseluruhan
proses
produksi,
serta
memastikan
tercapainya
target produksi yang sesuai dengan standar
mutu yang telah ditentukan secara konsisten, efisien, dan tepat waktu.
4.
Manager of Product Planning and Development
Tujuan dan Peran :
Merencanakan,
membuat,
mengorganisasikan, memonitor,
mengendalikan,
dan
mengevaluasi
pengembangan
produk.
Mengontrol
kualitas produk,
sistem
mutu, perencanaan produksi, dan penyimpanan
barang
serta
menjamin
terlaksananya proses
perencanaan dan
pengembangan produk
secara
akurat
sesuai dengan
perencanaan
marketing serta menjaga efisiensi.
|
|
13
5.
Manager of Human Resources
Tujuan dan Peran :
Merencanakan,
mengelola,
mengawasi,
dan
mengevaluasi kegiatan
pengembangan dan
konseling
karyawan
dengan
mengakomodasi
kepentingan perusahaan, tantangan
bisnis
eksternal,
serta
kebutuhan
karyawan,
merancang
sistem
pelaksanaan
penilaian
dan
compensation
and
benefit
yang
adil
bagi
karyawan,
merencanakan serta
mengendalikan upaya
sosialisasi
dan
implementasi
visi,
misi,
dan
peraturan perusahaan serta untuk menjamin tercapainya kualitas Sumber
Daya Manusia ( SDM) yang kompeten dan mampu menjawab tantangan
perkembangan bisnis perusahaan.
6.
Manager of Finance and IT
Tujuan dan Peran :
Merencanakan,
mengkoordinasikan,
mengendalikan,
dan
mengevaluasi
pelaksanaan sistem
dan
kegiatan keuangan
seluruh
departemen
untuk
menjamin
sistem
keuangan
dan
penggunaan dana
dilakukan
secara
efisien dan
efektif
serta
penyediaan
sistem
aplikasi
IT
dan
untuk
menjamin sistem aplikasi IT yang tepat guna dan handal.
7.
Manager of Procurement
Tujuan dan Peran :
Merencanakan,
mengorganisasikan, dan
mengendalikan
kegiatan
pengadaan barang
dan
jasa
serta
untuk
memastikan
terpenuhinya
|
|
14
kebutuhan barang dan jasa secara efisien dan tepat waktu dengan
mengikuti standar dan prosedur yang berlaku.
1.5.5
Proses Pengolahan Produksi
PT. IAK memproduksi beberapa jenis produk, diantaranya :
1.
Polyprophylene (PP), mulai tahun 1999
2.
PP Laminating / Sandwich industri semen, mulai tahun 2000
3.
Caligo Bags,
mulai tahun 1977 jenis produk
ini
sudah tidak diproduksi
lagi,
mengingat harga bahan baku untuk
membuat jenis karung ini
lebih
mahal dan sulit didapat dari bahan baku plastik.
PT.
IAK
merupakan sebuah
perusahaan pembuat
kantong
karung
plastik dengan bahan baku utama berupa biji plastik polyprophylene 34605
dan campuran bahan yang disebut haipet 60 p. Dari campuran tersebut dapat
dibuat bermacam – macam jenis karung, yaitu : ST 8.900, BSF 12.950, IDC
9.900, EXPO 12.900.
|
 15
Tabel 1.1
Jenis karung yang dihasilkan serta target dan satuanya
(Sumber : Arsip Perusahaan)
JENIS
KARUNG
LEBAR
BENANG
(mm)
MESH/DINIER
DINIER
TARGET
PRODUKSI
100%
TEBAL
BENANG
(mm)
ST 8.900
3.2
8x8/900
STD 900
199kg/jam
1
1,595 kg/shift
BSF 12.950
2.3
12x12/950
BSF 950
302
kg/jam
1
2,418 kg/shift
IDC 9.900
2.8
9x9/900
IDC 900
233
kg/jam
1
1,861 kg/shift
EXPO 12.900
2.3
12x12/900
EXPO 900
307
kg/jam
1
2,457 kg/shift
Spesifikasi
penggunaan
bahan baku
dan jenis karung yang
akan
digunakan yaitu :
?
High plastic strength dengan
menggunakan ST 8.900 digunakan untuk
bahan karung Bogasari.
?
High plastic strength dengan menggunakan BSF 12.950 digunakan
untuk bahan karung Bogasari.
?
High plastic strength dengan menggunakan IDC 9.900 digunakan untuk
bahan karung Polos.
?
High plastic strength dengan
menggunakan EXPO 12.900 digunakan
untuk bahan karung mijo (karung plastik untuk diekspor).
|
 16
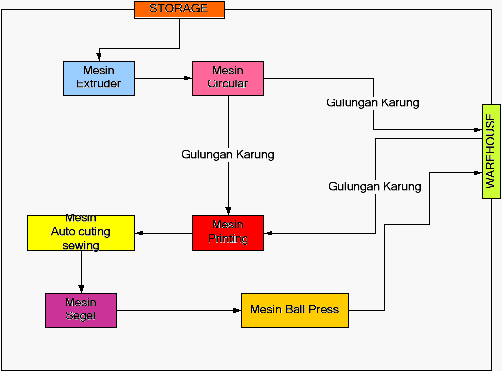
PT.
IAK dalam
kegiatan proses
produksinya menggunakan sistem
continuous
process
(proses
pemesinan
yang
terus menerus)
untuk
dapat
memenuhi banyaknya kebutuhan customer akan kantung karung terigu.
Diagram 1.1
Aliran Proses Produksi
|
 17
1.5.5.1
Proses di Mesin Extruder
Gambar 1.2
Mesin Extruder
Pada
mesin extruder,
biji plastik diolah
menjadi
gulungan benang
plastik (bobin), yang berupa (bobin) benang pakan dan (bobin) benang lusi.
Proses pada mesin ini dibagi ke dalam beberapa tahapan, yang akan
dijelaskan sebagai berikut.
1.
Proses Pemompaan
Gambar 1.3
Proses Pemompaan pada Mesin Extruder
|
 18
Dalam proses
ini,
dua
bagian
bahan
yaitu
berupa
bahan
polypropylyne dan bahan
Haipet
60
p, yang
berada
di
dalam
bak
yang
terpisah,
dipompa
untuk
dilakukan
pencampuran kedua
bahan
tersebut
sesuai dengan komposisi dari masing -
masing campuran tersebut. Proses
pencampuran
menggunakan
motor listrik
(Auto louders.)
dengan
daya
1900W, dengan voltage 380 V, dan frekuensi 50-60 Hz.
(Sumber : Arsip Perusahaan)
Gambar 1.4
Biji Plastik (Pelet)
Berikut
langkah –
langkah
yang
dilakukan
pada
proses
pemompaan :
?
Kedua
bahan
tersebut
dipompa
masuk ke
dalam hopper
kemudian
dihaluskan dengan pisau mixer.
?
Setelah bahan setengah halus langsung turun ke timbangan (Dosing)
|
 19
?
Setelah takaran sesuai kemudian bahan tersebut masuk ke dalam
barrel,
yang terdapat scru di dalamnya dengan temperatur
maksimal
280
0
C.
?
Setelah
itu bahan
tersebut
disaring
dengan
plat
baja dengan
panjang
yang telah ditentukan.
?
Setelah disaring, masuk ke dalam mulut dies, dengan temperatur
270
0
C.
?
Setelah masuk ke dalam
mulut dies dengan temperatur
270
0
C
bahan
tersebut turun
ke
dalam
bak
air,
dengan
tujuan
pendinginan dan
pembentukan lembaran plastik yang disebut film.
Gambar 1.5
Tahapan Proses Pemompaan di Mesin Extruder
(Sumber : Arsip Perusahaan)
|
 20
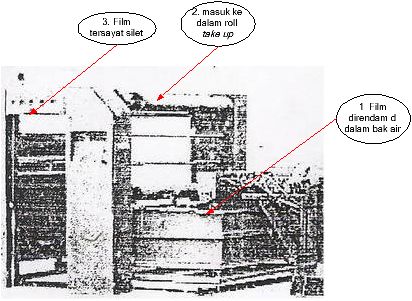
2.
Proses Pengepresan
Pada
proses
ini,
pengepresan
bahan
dilakukan dengan
menggunakan roll karet dan roll besi, yang merupakan bagian dari
traction unit, tujuannya adalah supaya permukaan bahan rata.
?
Film
yang
sudah
terendam
air
kemudian
dilanjutkan
dengan
pengerolan melalui roll penyangga.
?
Setelah
masuk ke
dalam roll penyangga kemudian
masuk ke
dalam
roll take up berupa roll karet dan besi.
?
Kemudian dihubungkan dengan roll penghubung yang terpasang silet
pada roll, guna memotong lembaran film menjadi helaian benang.
Gambar 1.6
Traction Unit
(Sumber : Arsip Perusahaan)
|
 21
?
Kemudian
masuk ke dalam roll besi dan roll karet untuk mengepres
bagian film yang telah terpotong tersebut.
?
Semuanya
digerakkan
menggunakan
motor
listrik
yang
mempunyai
daya 13,500 Watt dengan kecepatan 40 m/menit.
3.
Hot Streching Oven
Proses
kerja
mesin hot
stretching
oven
adalah
dengan
cara
memanaskan benda
kerja,
panas
di
dalam
mesin hot
stretching
oven
di
usahakan merata ke seluruh permukaan film. Film tersebut disimpan
diatas oven agar
mendapatkan pemanasan yang optimal,
film yang sudah
terpotong masuk ke dalam boiler daya yang dibutuhkan harus
mencukupi
yaitu 15,000 Watt dengan temperatur
275
0
C semuanya itu digerakan
dengan motor listrik yang mempunyai 79,200 Watt dan mempunyai berat
2.5 ton.
Gambar 1.7
Hot Streching Oven
(Sumber : Arsip Perusahaan)
|
 22
4.
Streching Fixing Unit
Proses
dengan
menggunakan Streching
Fixing
Unit
bertujuan
untuk
proses
pengolahan
benang
dari
elastis
menjadi plastis
dan
getas
dengan cara penarikan melalui roll-roll yang dilalui benang, dengan
tujuan supaya benang tersebut kuat dan tidak lentur (getas).
Gambar 1.8
Streching Fixing Unit
5.
Tafe Winder
Proses dengan menggunakan mesin Tafe Winder bertujuan untuk
proses penggulungan benang plastik pada poros yang terpasang pada
motor listrik spindle.
?
Daya yang dibutuhkan untuk memutarkan poros dengan kekuatan 180
Watt.
?
Kecepatan tafe winder yang berputar dengan jarak 280 m/menit,
?
Diameter maksimal 160 mm.
?
Waktu yang dibutuhkan untuk menggulung benang selama 50 menit.
|
 23
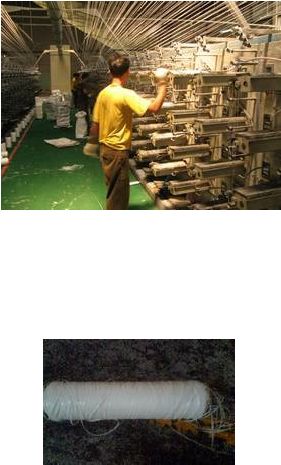
Gambar 1.9
Tafe Winder
Gambar 1.10 Gulungan Benang (Bobbin) yang Direject
1.5.5.2
Proses di Mesin Circular
Pemrosesan dengan
menggunakan
mesin
circular
bertujuan
untuk
merajut
helaian-helaian benang
plastik
menjadi
karung
dengan
menggunakan
motor
listrik
melalui
V-belt
yang
dihubungkan pada
pully
utama
atau
roda
gila
yang
berputar
menggerakan konekting,
ring,
bot
konekting bergerak,
dan
tiang
gun.
Benang
pakan
yang
akan digunakan
|
 24
harus disiapkan terlebih dahulu,
lusi
yang terpasang harus memenuhi syarat
(bobin lusi besar dipasang di rak bobin lusi besar, bobin
lusi kecil dipasang
di rak bobin lusi kecil), motor listrik harus stabil, dan peralatan mesin harus
diperiksa terlebih dahulu.
Gambar 1.11 Proses pada Mesin Circular
(Sumber : Arsip Perusahaan)
|
 25
Gambar 1.12 Mesin Circular
(Sumber : Arsip Perusahaan)
Faktor – faktor yang perlu diperhatikan pada mesin Circular:
Lebar karung
Pengaturan
lebar
karung
berdasarkan
ring
circular
yang
digunakan,
lebar
karung merupakan setengah keliling ring circular.
Pelumas
Pelumas
digunakan adalah
white
oil
yang
berfungsi
untuk
mengurangi
gesekan antara
benang
dengan
bagian
mesin,
dan
antar
benang, standar
pemakaian 8 – 12 tetes/menit.
|
 26
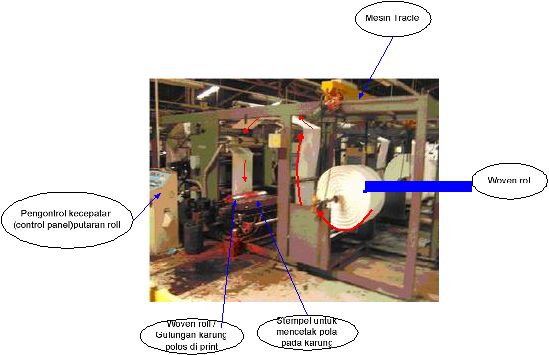
1.5.5.3
Proses Printing di Mesin Roll to Roll
Proses
dengan
menggunakan
mesin roll
to
roll
bertujuan untuk
mencetak
bahan
dari
karung
polos (berupa
gulungan
karung
polos
yang
belum
dicutting)
dengan
roll
print.
Terdapat
dua
fungsi
penyetelan,
yaitu
penyetelan
manual dan penyetelan electrical. Penyetelan manual dilakukan
dengan bantuan
operator,
dimana
peletakan
gulungan
karung
dan
pengaturan posisi
karung
dilakukan
oleh
operator.
Penyetelan
electrical,
mulai
dari
meletakan gulungan
karung
dibantu
oleh
mesin
pengangkat
(mesin Tracle) mengatur kecepatan dan posisi dengan control panel.
Selain proses printing seperti di atas, ada pula proses printing
manual
yang dilakukan secara satu
persatu
oleh operator,
dengan
bahan
baku berupa karung yang telah melalui proses cutting.
Gambar 1.13 Printing Manual
(Sumber : Arsip Perusahaan)
|
 27
Gambar 1.14 Mesin Printing Roll to Roll
(Sumber : Arsip Perusahaan)
1.5.5.4
Proses di Mesin Cutting Sewing
Proses dengan
menggunakan
mesin cutting sewing bertujuan untuk
memotong dan
menjahit
karung,
baik
gulungan
karung
yang
telah
selesai
diprint
oleh mesin roll to roll,
maupun gulungan karung polos dari
mesin
circular.
|
 28
Gambar 1.15 Mesin Cuting Sewing
(Sumber : Arsip Perusahaan)
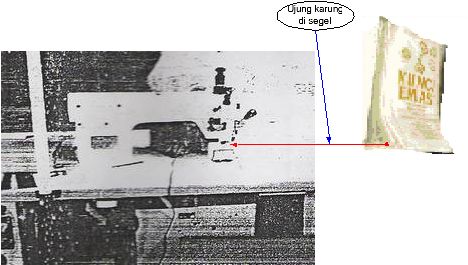
1.5.5.5
Proses di Mesin Segel
Suatu
prooses
dengan
menggunakan
mesin
segel bertujuan
untuk
menyegel
karung
yang
sudah
jadi
supaya
produk
dari
perusahaan
tidak
dapat ditiru
oleh
pihak
lain,
juga sebagai
tanda
(identitas) bahwa produk
tersebut betul – betul diproduksi oleh PT. IAK.
|
 29
Gambar 1.16
Mesin Segel
(Sumber : Arsip Perusahaan)
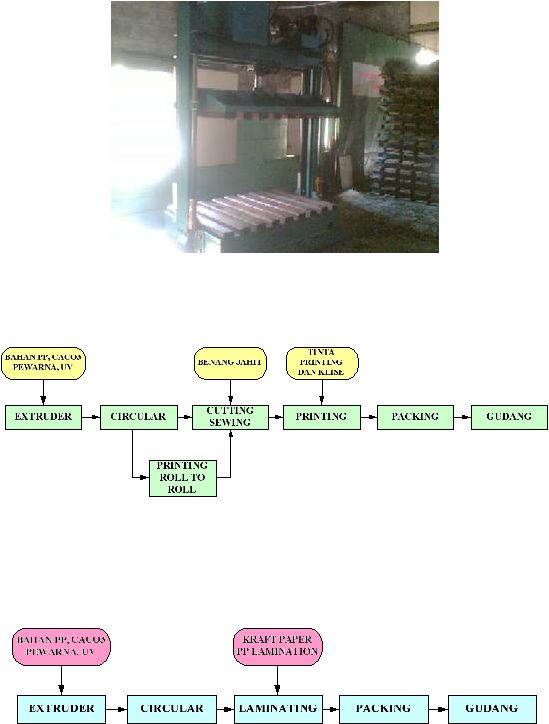
1.5.5.6
Proses di Mesin Ball Press
Proses
dengan
menggunakan
mesin ball
press
bertujuan untuk
mengepres produk
yang
sudah
jadi
untuk
disetorkan
ke
gudang
dan
kemudian dikirim ke pelanggan, setelah
itu karung yang telah dipress diikat
dan dirapikan oleh operator untuk disetorkan ke bagian pengepakan.
|
 30
Gambar 1.17 Mesin Press
Diagram 1.2
Flowchart Proses Produksi PP Bags
Diagram 1.3
Flowchart Proses Lamination
|