|
1
BAB 1
PENDAHULUAN
1.1 Latar Belakang
PT. Jaya Pandu Nusantara yang berdiri sejak 20 Oktober 1994 dengan
luas area 2.040 m²
yang sampai dengan saat ini dipimpin oleh Bapak Alex
Santoso merupakan perusahaan yang bergerak di bidang stamping parts process
untuk manufacturing Automotive. Pada PT. Jaya Pandu Nusantara terdapat 1
mesin pemotong (shearing), 7 mesin welding, 1 robot welding,
dan 15 mesin
pressing, yang 2 diantaranya mesin pressing 315 TN. Proses-proses yang
terdapat pada PT. Jaya Pandu Nusantara adalah sebagai berikut: cutting,
pressing, blanking, piercing, bending, dan proses stamping
lainnya. Mayoritas
hasil produksi PT. Jaya Pandu Nusantara dikirimkan ke PT. Yamaha Motor
Indonesia (72%), selebihnya dikirimkan ke pelanggan-pelanggan lainnya seperti
PT. Sakura Java Indonesia (8%), Inti Pantja Press Industri (5%), dan PT. Suzuki
Indomobil Motor (2%).
Untuk mendukung jalannya
material
agar proses
produksi berjalan lebih baik, PT. Jaya Pandu Nusantara menggunakan KHP
(Kartu Hasil Produksi) sejak Maret 2009 sebagai tanda mengalirnya material
mentah dari proses pertama sampai dengan proses terakhir barang jadi (finished
goods) dan siap di packing lalu dikirimkan ke pelanggan. KHP digunakan pada
seluruh proses produksi. Adapun KHP dirancang untuk mengendalikan efisiensi
proses, mengetahui posisi barang dari proses awal hingga proses akhir yang
disebut dengan mampu telusur, dan dapat mengendalikan perencanaan produksi
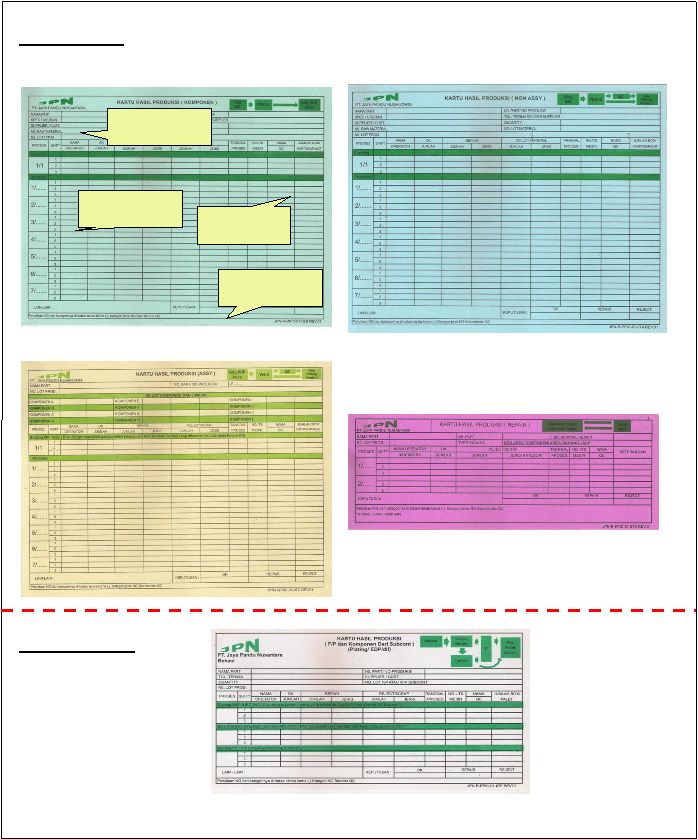
per hari atau per jam. KHP terdiri dari 5 macam kartu, yaitu : Hijau,
Biru,
Kuning,
Putih dan Merah (Gambar 1.1). Terdapat 2 jenis KHP, yaitu internal
dan eksternal. KHP internal terdiri dari KHP Assy, Non Assy, dan Repair,
dengan penjelasan sebagai berikut: KHP hijau merupakan KHP Assy
yang akan
dilanjutkan oleh KHP kuning. KHP kuning berisi komponen-komponen yang
akan dirakit ke produk yang dihasilkan oleh KHP hijau. KHP biru merupakan
KHP Non assy, dimana pada KHP ini tidak terjadi perakitan dengan komponen
|
|
2
lain. Sedangkan KHP merah merupakan KHP yang diperuntukan bagi produk-
produk yang cacat, yang masih dapat diperbaiki. Keempat KHP tersebut
merupakan KHP internal, KHP yang berapa didalam lantai produksi perusahaan
saja. Sedangkan KHP putih merupakan KHP eksternal, KHP yang berhubungan
dengan pihak subkontrak. Dengan demikian, KHP putih tidak dibahas dalam
penelitian ini karena penelitian akan difokuskan terlebih dahulu kepada KHP
internal.
Pada masing-masing KHP terdapat informasi yang harus diisi oleh
pihak yang bertanggung jawab
saat proses produksi dilakukan, informasi yang
dimaksud seperti Nama Part, No. Produksi, Nama Proses, Nama Operator,
Quantity barang, Jumlah barang yang di repair atau Not Good, dan Pemeriksaan
Barang oleh QC.
Kelima KHP
tersebut memiliki alur dan fungsi yang berbeda, tetapi
saling berkaitan satu
dengan yang lain (Gambar 1.2). Keterisian KHP
kuning
sangan bergantung pada kelengkapan isi KHP hijau. Apabila KHP hijau tidak
terisi dengan lengkap, maka KHP kuning juga tidak akan terisi dengan lengkap.
Sedangkan, tujuan pengisian KHP ini adalah untuk memudahkan operator dalam
memeriksa jumlah produk yang dihasilkan (finished goods), serta
mengetahui
apabila terdapat produk yang cacat (defect/reject) atau hilang.
|
 3
(KHP Internal)
a. KHP Hijau
b. KHP Biru
c. KHP Kuning
d. KHP Merah
(KHP Eksternal)
e. KHP Putih
Gambar 1.1 Kartu Hasil Produksi (KHP) PT. Jaya Pandu Nusantara
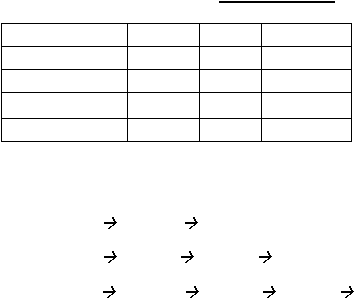
Diisi oleh Operator
Raw Material
Diisi oleh Operator
Mesin (Produksi)
Diisi oleh
Quality Control
Diisi oleh Operator
Finished Part
|
 4
Gambar 1.2 Flow Kartu Hasil Produksi (KHP)
|
 5
Observasi dilakukan dalam waktu 1 minggu (10-15 September 2012)
untuk mendapatkan 30 sampel
dalam
setiap jenis kartu. Seperti yang telah
disebutkan sebelumnya, dari KHP internal yang dapat dijelaskan bahwa KHP
kuning yang berpengaruh terhadap keterisian KHP hijau, sedangkan KHP merah
bergantung pada semua KHP. Jadi, hanya KHP hijau dan biru yang dibahas pada
penelitian ini.
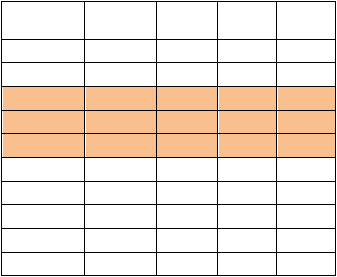
Dari hasil observasi tersebut, didapatkan 7 tipe proses yang dilakukan
oleh PT. Jaya Pandu Nusantara dan jumlah proses yang sering terjadi adalah 3
proses (86,5%), 4 proses (77,5%), dan 5 proses (93%) (Tabel 1.1). Dari 3 proses
yang paling sering terjadi seperti yang telah disebutkan, dapat disimpulkan,
85,5% KHP Hijau dan Biru tidak terisi dengan lengkap (Tabel 1.2).
KHP yang berlaku di PT. Jaya Pandu Nusantara menggunakan sistem lot.
Penjadwalan pemesanan material dilakukan berdasarkan stock card. Dengan
demikian, untuk dapat memperbaiki kelancaran jalannya produksi, masalah
perlu di telusuri lebih dalam mengenai apakah sistem KHP sudah baik, karena
berdasarkan penelitian saat ini pada PT. Jaya Pandu Nusantara tingkat keterisian
KHP yang sangat rendah.
Tabel 1.1 Jumlah kartu berdasarkan proses yang paling banyak terjadi
TIPE
PROSES
HIJAU
BIRU
S
%
1
1
1
2%
2
3
6
9
15%
3
12
10
22
37%
4
8
5
13
22%
5
5
7
12
20%
6
1
1
2
3%
7
1
1
2%
8
0%
9
0%
TOTAL
30
30
60
100%
|
 6
Tabel 1.2 Jumlah KHP yang tidak selesai diisi
Keterangan Tabel 1.2:
3 Proses = Blanking
Bending
Piercing
4 Proses = Blanking
Bending
Piercing
Trimming
5 Proses = Drawing
Trimming
Bending
Piercing
Burring
1.2 Identifikasi dan Perumusan Masalah
Berdasarkan uraian pada latar belakang di atas, penelitian dilakukan pada
lantai produksi PT. Jaya Pandu Nusantara. Adapun permasalahan utama pada
pembahasan ini adalah 85,5% KHP
Hijau dan Biru
tidak selesai diisi oleh
operator. Dengan demikian, ketidakselesaian pengisian kartu ini akan berakibat
pada waktu pencarian yang cukup panjang (25 menit sampai 3 jam dalam 1
kartu) untuk menyelidiki setiap barang yang hilang.
Dengan demikian, dapat dirumuskan dari permasalahan ketidakterisian
KHP yang muncul adalah :
1.
Apakah faktor penyebab ketidakterisian KHP yang terlalu tinggi?
2.
Seperti apakah sistem KHP yang lebih baik?
3.
Bagaimanakah desain KHP yang mudah dioperasikan?
TIPE PROSES
HIJAU
BIRU
Rata-rata
3 Proses
83%
90%
86,5%
4 Proses
75%
80%
77,5%
5 Proses
100%
86%
93%
Rata-rata
86%
85%
85,5%
|
|
7
1.3 Ruang lingkup
Agar pembahasan masalah lebih fokus, penelitian ini memiliki ruang
lingkup sebagai berikut :
1.
Penelitian dilakukan pada PT. Jaya Pandu Nusantara, Delta Silicon Lippo
City Cikarang pada Departemen PPIC
2.
Penelitian dilakukan selama 3 bulan dari 6 Agustus 2012 - 6 November 2012.
(Gantt chart kegiatan dapat dilihat pada Lampiran Tabel 5)
3.
Penelitian difokuskan pada KHP Hijau dan Biru.
1.4 Tujuan dan Manfaat
Adapun tujuan dan manfaat dari penulisan tugas akhir ini adalah :
1.
Menganalisa masalah ketidakterisian KHP
2.
Menentukan sistem KHP yang lebih baik.
3.
Mengusulkan kartu yang mudah dioperasikan (user friendly) agar operator
dapat meminimumkan terjadinya
kesalahan penulisan pada kartu dan
meningkatkan jumlah keterisian KHP.
|