|
1
BAB 1
PENDAHULUAN
1.1.
Latar Belakang Masalah
Pada beberapa perusahaan industri yang berkembang,
seringkali
terdapat masalah dalam pemenuhan pemesanan. Mereka tidak dapat
memenuhi pemesanan
yang sudah diterima
dari pelanggan,
sehingga
menghasilkan backorder.
Jika produk yang ditransaksikan tersebut sangat
penting
bagi pelanggan, pelanggan
sangat mungkin untuk
menuntut denda
atau ganti rugi.
Pada PT.
Denko Wahana Industries,
perusahaan yang
bergerak di
bidang pengolahan metal menjadi produk pendukung, masalah muncul ketika
pemesanan
yang diterima tidak
terpenuhi
sesuai dengan waktu yang
dijanjikan.
Dengan
melakukan interview
dengan beberapa pimpinan divisi,
diketahui bahwa penerimaan pemesanan
yang dilakukan bagian penjualan,
tidaklah mempertimbangkan produksi yang berjalan. Sehingga penjadwalan
jadi tidak teratur, dan akhirnya produksi tidak mampu memenuhi pemesanan.
Dengan
melakukan interview dengan direktur pada PT. Denko Wahana
Industries,
diketahui
bahwa pemesanan
yang diterima memang tidak dapat
ditolak, hal ini dikarenakan pemesanan tersebut sudah masuk kedalam
kontrak bisnis yang dibuat. Dengan demikian, maka munculah permasalahan
tentang kontrak.
|
|
2
Permasalahan kontrak,
terjadi karena pada awal perusahaan mulai
berkembang, proses pembuatan kontrak tidak mempertimbangkan kapasitas
produksi perusahaan.
Hal tersebut mengakibatkan kontrak
yang diterima
melebihi kapasitas perusahaan.
Mengetahui masalah
tersebut,
maka dilakukan tinjauan pustaka. Hasil
tinjauan menunjukan bahwa
metode finite scheduling, rough
cut capacity
planning, backward scheduling,
forward scheduling, dan
dispatch system
mungkin digunakan sebagai solusi.
Dengan metode-metode tersebut,
diharapkan solusi permasalahan
mampu menyelesaikan dan mencegah masalah ketidaktepatan pengiriman.
1.2.
Perumusan Masalah
1.
Apa saja proses bisnis yang mengakibatkan masalah ketidaktepatan
pengiriman?
2.
Apa solusi untuk proses pembuatan kontrak?
3.
Apa solusi untuk proses penerimaan pemesanan?
4.
Apa solusi untuk proses penjadwalan produksi?
5.
Apa solusi untuk proses pengendalian produksi?
6.
Bagaimana solusi diubah menjadi sistem informasi?
7.
Bagaimana sistem informasi yang dibuat dapat membantu mengurangi
masalah ketidaktepatan pengiriman?
1.3.
Ruang Lingkup
Dalam mencari solusi
masalah ketidaktepatan
pengiriman, akan dibuat
beberapa batasan terhadap masalah yang akan dibahas dan dianalisa.
|
|
3
Pada penelitian ini, seluruh solusi yang diberikan hanya mencakup pada
sumber daya mesin yang dimiliki perusahaan. Sehingga variabel lain seperti
ketersediaan tenaga kerja dan bahan baku tidak ikut dimasukan kedalam
perhitungan.
Data yang diperoleh untuk diproses dan analisa antara lain, data historis
pengiriman produksi
yang direncanakan, pengiriman produksi aktual, jumlah
mesin beserta tipe mesin
yang disurvei secara langsung, produk yang
diproduksi, hari kerja yang dijadwalkan, waktu kerja dan jumlah shift, proses
produksi beberapa jenis produk beserta waktu produksi, persentase
penggunaan mesin berdasarkan pengamatan, waktu siklus satu jenis produk
yang disurvei secara langsung, rata-rata persentase defect, proses bisnis yang
disurvei secara langsung dan melalui interview.
Adapun beberapa data yang tidak dicatat, akan diasumsikan untuk
membantu proses perhitungan.
1.4.
Tujuan dan Manfaat
Tujuan dari penelitian ini adalah:
1.
Mencari solusi
yang
dapat menyelesaikan dan mencegah masalah
ketidaktepatan pengiriman.
2.
Menghasilkan sistem yang mampu membantu menyelesaikan dan
mencegah masalah ketidaktepatan pengiriman.
Manfaat dari penelitian ini adalah:
1.
Bagi perusahaan, dapat menyelesaikan dan mencegah
masalah
ketidaktepatan pengiriman yang dialami.
|
|
4
2.
Bagi mahasiswa, menyelesaikan tugas akhir dan,
lebih mampu
mengaplikasikan kemampuan yang sudah dipelajari, pada keadaan aktual.
3.
Bagi mahasiswa, menyelesaikan jenjang pendidikan S-1.
1.5.
Gambaran Umum Perusahaan
PT Denko Wahana Industries merupakan perusahaan industri penghasil
produk pendukung
Proses produksi dilakukan dengan mengolahan metal
sesuai dengan permintaan pelanggan secara murah dan cepat,
yang biasanya
dikenal dengan mass customization
(Heizer & Render, 2006:339). Beberapa
produk dari PT. Denko Wahana Industries anatara lain speaker net, metal
plate dan metal part.
Strategi
desain proses manufakturing
pada PT. Denko Wahana
Industries adalah strategi
job shop.
Sedangkan, strategi respons terhadap
permintaan pelanggan yang digunakan
oleh PT. Denko Wahana Industries
adalah gabungan antara strategi design-to-order dan make-to-order.
Berdasarkan informasi pada situs yang dimiliki PT. Denko Wahana
Industries (www.denkowahana.com, 2010), disebutkan bahwa kebijakan
kualitas yang dimiliki oleh PT. Denko Wahana Industries adalah,
mengutamakan kepuasan pelanggan.
Pada situs tersebut juga disebutkan, untuk mempertahankan ISO 9001 ;
2000 yang dimiliki oleh PT. Denko Wahana Industries, kebijakan kualitas
dari perusahaan akan terus diawasi dan dikembangkan dengan cara antara
lain:
1.
Mengembangkan produktivitas dan efisiensi pada seluruh departemen,
dengan pelatihan pekerja.
|
 5
2.
Mengurangi keluhan dari pelanggan dan pemasok,
melalui pencegahan
kerusakan pada produk yang dikerjakan,
dan pengendalian kualitas
produk.
3.
Meningkatkan nilai saing dan reputasi perusahaan pada dalam dan luar
negeri.
Berikut ini, diberikan gambaran proses bisnis pada PT. Denko Wahana
Industries.
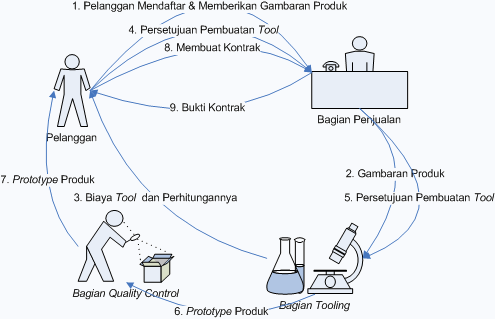
Gambar 1.1 Proses bisnis PT. Denko Wahana Industries
Proses bisnis dimulai ketika pelanggan memberikan gambar dari produk
yang ingin di produksi kepada PT. Denko Wahana Industries. Kemudian
bagian tooling
akan merancang tool yang diperlukan
untuk memproduksi
produk tersebut, dan memberikan perhitungan biaya pembuatan tool tersebut
kepada pelanggan.
|
 6
Jika pelanggan
menyetujui, maka bagian tooling akan membuat tool
yang diperlukan, dan membuat sebuah contoh produk dari tool tersebut.
Produk akan diperiksa oleh bagian quality control, dan jika sudah mendapat
persetujuan dari bagian quality control, maka produk akan diberikan kepada
pelanggan.
Jika
pelanggan
menyetujui kualitas produk
tersebut, tool
dinyatakan
sesuai.
Kemudian pelanggan dapat
melakukan
pembuatan kontrak untuk
memesan produk yang dibuat menggunakan tool tersebut.
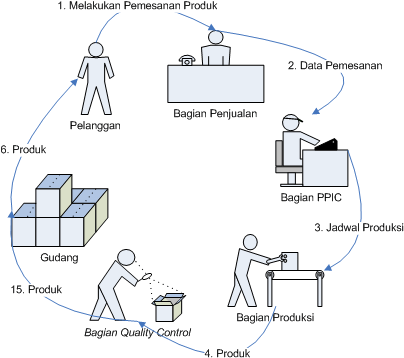
Berikut ini, diberikan gambaran proses bisnis, setelah kontrak dibuat.
Gambar 1.2 Proses bisnis PT. Denko Wahana Industries (lanjutan)
Pelanggan melakukan pemesanan produk yang telah dibuat kontraknya.
Data pemesanan kemudian akan digunakan oleh bagian PPIC untuk
menjadwalkan produksi.
|
 7
Jadwal produksi tersebut kemudian dijalankan
oleh bagian produksi.
Setelah produksi
dilakukan, sampel
produk diperiksa oleh bagian quality
control, dan
jika sesuai dengan kriteria, akan disimpan.
Terakhir, produk
yang disimpan kemudian dikirimkan kepada pelanggan.
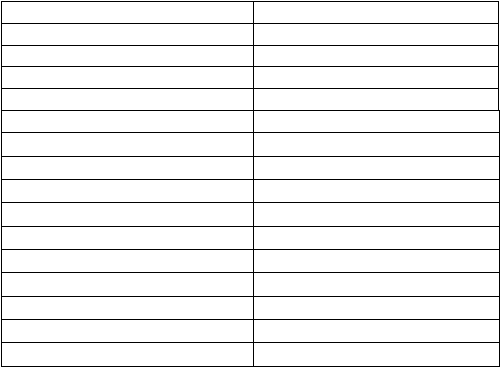
Jumlah mesin yang ada pada PT. Denko Wahana Industries adalah
sebagai berikut.
Tabel 1.1 Data mesin
Tipe Mesin
Jumlah
Mesin perforating
6
Mesin stamping 16T
9
Mesin stamping 25T
3
Mesin stamping 40T
4
Mesin stamping 45T
1
Mesin stamping 63T
6
Mesin stamping 100T
2
Mesin stamping 110T
7
Mesin stamping 160T
2
Mesin stamping 200T
1
Mesin degreasing
1
Mesin spraying
1
Mesin printing
2
Mesin roll
3
Mesin tapping
7
Berdasarkan hasil interview, perusahaan seharusnya bekerja selama 6
hari dalam 1 minggu, 3 shift 1 hari dan 7 jam 1 shift.
1.6
Tinjauan Pustaka
Penjadwalan dan perhitungan kapasitas adalah masalah umum yang
dihadapi oleh perusahaan manufaktur.
|
|
8
Kedua masalah tersebut dijawab pada jurnal “Understanding and using
the capabilities of finite scheduling” karya Dumond, E.J. (2005). Pada jurnal
tersebut Dumond membahas tentang kegunaan finite scheduling.
Dengan menggunakan finite scheduling, proses penerimaan permintaan
akan memiliki due dates
yang disesuaikan
dengan kapasitas yang dimiliki
oleh perusahaan. Dengan menyesuaikan permintaan
dengan kapasitas,
Dumond memberikan jawaban untuk permasalahan kapasitas yang biasa
dihadapi oleh perusahaan make-to-order. Penjadwalan, di sisi lain, tentu saja
dapat diselesaikan dengan metode finite scheduling.
Pada karyanya, Dumond juga mengatakan bahwa finite scheduling
memiliki banyak keuntungan. Salah satu keuntungan dari finite scheduling
adalah,
dengan menggunakan sistem finite scheduling
dengan benar, data
yang digunakan akan semakin membaik dan sesuai dengan keadaan aktual.
Sehingga pada akhirnya, hasil penjadwalan dan perhitungan kapasitas akan
semakin mendekati keadaan aktual.
Menurut Dumond, finite scheduling bukan hanya dapat digunakan
untuk melakukan penjadwalan produksi saja, namun dapat digunakan
menjadi sebuah alat manajemen yang efektif.
Pada penutupan jurnal tersebut, Dumond menyebutkan bahwa walaupun
finite scheduling merupakan metode yang sudah lama
ada. Seiring
perkembangan
teknologi, potensi dari finite scheduling tersebut
menjadi
semakin optimal.
|