 BAB I
PENDAHULUAN
1.1 Latar Belakang
PT PAKO GROUP adalah perusahaan manufaktur yang bergerak di bidang
pembuatan Komponen otomotif yang ber gerak dalam pembuatan Velg wheel
kendaraan roda 4 berbahan material steel mau pun allumunium.Untuk kendaraan
kategor y II – III (Truk & Bus) di produksi oleh PT.PALINGDA NASIONAL
produk (Velg) ukuran kecil 15 Inch memiliki berat 23Kg / Pcs setelah di assembly
(Rakit), Sedangkan untuk material terbesar 20 Inch Memiliki Berat 35 Kg / Pcs
Setelah Di Assembly.
Pada industri ini untuk proses material yang menggunakan bahan steel (Plat
Besi) memiliki 4 Plant yang terdiri dari plant proses rim, plant proses disc, plant
proses assembly (Penggabungan Material hasil proses rim dan disc dengan cara di
las) dan Proses CED (Cationic Electro Deposition) untuk kemudian dilakukan
tahapan p engecatan produk.Seiring perkembangan teknolo gi dan tuntutan untuk
melakukan effisiensi & meningkatkan performance kerja, adanya upaya untuk
penyesuaian (Balanced) Cycle Time(Waktu Proses) dari 4 plant proses untuk
pembuatan velg. untuk menjaga kualitas baran g dan menin gk atkan performance
kerja, Engineering Process melakukan improvement (Pengembangan) pada station
welding di lini assembly serta sistem transfer unloading material dari plant assembly
ke Proses C ED karena dilihat dari Layout Industri proses inilah yan g memungkinkan
untuk di improve agar prosesnya lebih efektif dan effisien. Dari hasil analisa dan
pengamatan ditemukannya ketidak sesuaian waktu produksi (Cycle Time) antar
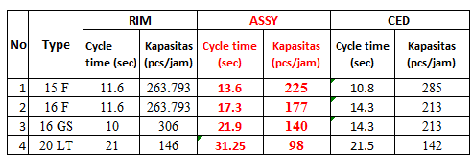
proses dalam pembuatan velg. Berikut tabel hasil pengamatan actual pada cycle time
dari 3 plant proses yang diambil pada 20 mei 2013:
Tabel 1 Analisa Cycle Time Balancing RIM – Assy – CED
Dari Tabel 1, dilihat bahwa dari 3 plant yang d ilakukan pengamatan untuk
Balanced Cycle Time yaitu, plant proses Rim, Assembly d an CED, bahwa ke 3 nya
memiliki waktu proses yang berbeda yang seharusnya dapat sama. Dilihat dari
Bottleneck (Waktu Terlama) prosesnya terjadi di plant assembly.
1
|
|
2
Upaya improvement untuk meningkatkan performance dan effisiensi dalam
bekerja, Engineering Process melakukan analisa efektifitas jumlah mesin yan g
welding yang ada pada lini assembly dengan target waktu proses yang sama dengan
lini yang lain dan membuat sistem Unloading (Handling Material) dari proses
assembly ke p roses CED yang awaln ya banyak mengandalkan MP (Man Power).
manual handling dengan tenaga manusia dinilai tidak efektif pada proses ini karena
material yang akan diangkat memiliki berat 23 Kg – 35 Kg / Pcs.
Maka dibuatlah sebuah alat material handling berupa motor konveyor tanpa
melibatkan MP sebagai alat untuk menghandling materia
Konveyor ini di design
sebagai alat penghubung antar 2 proses yaitu : Assembly da
CED. Yang awalnya
setelah proses assembly terdapat 2 MP sebagai unloadin
proses untuk mengangkat
material dengan berat antara 23Kg –
35Kg ke pallet basket denga
Quantity masing
masing pallet seb anyak 50pcs/Pallet, dan kemudian pallet yan
telah terisi 50Pcs di
tarik menggunak an handlift menuju ke area WIP (Work I
Process) / Store area
CED.
1.2 Perumusan Masalah
Berdasarkan pada latar belakang diatas maka penulis merumuskan masalah
dengan dasar perhitungan cycle time pada lini rim, assembly dan CED ini maka
langkah selanjutn ya dapat dibuat suatu layout yang tepat yang dapat diaplikasikan
untuk meningkatkan performance dan efficiency pada proses produksi. yaitu
bagaimana cara melakukan pemerataan beban kerja tiap pekerja yang dapat
meminimalkan waktu menunggu pekerja (idle time) sehingga dapat meningkatkan
efisiensi line dan produktifitas pekerja.
1.3 Tujuan Penelitian
Tugas akhir ini diharapkan dapat membantu PT.PALINGDA NASIONAL
dalam hal :
1. Menyeimbangkan beban kerja antar proses.
2. Mengurangi waktu yang terbuang (idle time) untuk meningkatkan
efficiency di lini assembly dan CED.
3. Melakukan perencanaan tata letak pabrik yang mengacu
kepadakeseimbangan produksi dan mempraktekkan has
line balancing
ini pada lini assembly dan CED dan membandingka
antara kondisi awal
dengan kondisi setelah dilakukan perbaikan.
1.4 Metode Penelitian
Metode penelitian yang digunakan dalam menyusun tugas akhir ini adalah :
1. Observasi Lap angan
Yaitu proses pengambilan data dengan pengamatan secara langsung
dilapangan,mempelajari dan menganalisa keadaan di lapangan, serta
menemukan permasalahandan mengolah data permasalahan untuk
mendapatkan solusi dari permasalahan tersebut serta analisis perhitungan
matematis dalam perhitungan cycle
time, sehingga dapat dihitung kapasitas
mesin dan menggabungkan pergerak an orang/operator mesin dalam
menghasilkan output.
|
|
3
2. Pengemb angan dan Pen gujian Sistem
Yaitu proses penetapan kondisi station kerja pada lini assembly dari
kondisi yang sebelum dilakukan pengembangan sampai ditetapkannya
kondisi ideal untuk station kerja pada lini assembly.
3. Metode yang tepat digunakan dalam perencanaan line balancing ini
adalah den gan metode Largest Candidate Rules.
4. analisis line balancing (Keseimbangan Lintasan)sehingga dapat diperoleh
keseimbangan beban antarproses.
1.5 Sistematika Penulisan
BAB I Pendahuluan
Bab ini terdiri atas latar belakang, rumusan masalah, tujuan penelitian, masalah
penelitian, dan sistematika penulisan. Bab ini secara keseluruh an memuat d asar-dasar
dilakukannya penelitian.
BAB II L andasan Teori
Merupakan bab yang menyajikan b erbagai macam pemikiran da
landasan teori yang
digunakan dan terkait dalam penelitian ini.
BAB III Metode Penelitian
Terdiri dari objek penelitan , tempat penelitian, sumber data pe
elitian, variabel
penelitian dan definisi operasional variabel, populasi dan sampe
jenis dan sumber
data, metode analisis perencanaan penerapan. Bab ini memberika
penjelasan secara
terperinci mengenai hal-hal yang terkait pelaksanaan penelitian.
BAB IV Hasil dan Analisis
Merupakan bab yang menyajikan p engolahan data has
penelitian, dan pembahasan
lain yang terkait. Bab ini terdiri dari dari deskripsi obje
penelitian, analisis data, dan
interpretasi hasil.
BAB V Penutup
Merupakan bab yang menyajikan k esimpulan dari hasil penelitia
yang telah
dilakukan dan juga memberikan saran-saran kepada pihak yan
berkepentingan
dalam penelitian.
|
|
4
|