|
BABl
PENDAHULUAN
1.1 Latar
Belakang Masalah
Dengan
makin
berkembangnya industri-industri
jenis
consumer
goods
di
Indonesia,
khususnya
makanan dan
minuman,
maka semakin
bertumbuh
pula
industri-industri
yang
berupa packing
food,
yaitu
industri
yang
bergerak
pada
bidang
pembuatan
kemasan
makanan
dan
minuman
yang tidak
lain adalah
merupakan
komplemen dari
industri
makanan
dan
minuman
itu
sendiri.
Pada
mulanya industri-industri
packing
food ini hanyalab
memproduksi
kemasan
makananlminuman
secara
sederhana
saja, tanpa
memperhatikan
segi
kemudahan
pemakaian
dan bentuk
kemasannya
pun minim
variasi.
Artinya,
dulu
(20-30
tabun
lalu)
industri
kemasan
mak:anan!minuman hanyalab
memprioritaskan
pada
bagaimana
caranya
mengemas
makanan!minuman
secara
aman dan sehat.
Pada
kondisi
saat
ini,
terutama
di
Indonesia
dimana
pola
hidup
masyarakatnya sangat
konsumtif
dan
variatif,
maka keadaan
pasar sudah
berbeda
sama
sekali.
Kemasan
dari
makanan!minuman
menjadi salab satu
daya
tarik awal
bagi
konsumen
untuk
membeli
makananlminuman
tersebut.
Begitu
pentingnya
peran
kemasan
produk
dalam hubungannya
dengan
kepuasan
pelanggan
(customer
satisfaction),
maka
produsen
makananlminuman
akhir-
|
|
2
akhir
ini sangat
selektif
dalam
memilih supplier
untuk
dapat
menyuplai kemasan
produk
makanan/minuman yang tepat dan sesuai dengan kebutuhan mereka.
Industri
plastik
mernpakan
industri
utama
dalam memproduksi
kemasan
makanan!minuman
yang
terbuat
dari
plastik.
Bahan
plastik yang
sangat
sering
digunakan
untuk
membuat
kemasan
makanan/minuman,
menjadikan industri
ini
memiliki
prospek
yang
cerah
di
masa
yang
akan
datang.
Seperti
yang
te!ah
diketahui,
bahan
plastik
merupakan
bahan
yang
sangat
mudah
digunakan,
praktis
serta
ramah
lingkungan.
Hal-hal
inilah
yang
membuat
konsumen
lebih
memilih
kemasan
yang
terbuat dari
bahan
plastik
dibanding
dengan
kemasan
dari
bahan-bahan
lainnya.
Sebagai
salah
satu
pemain
dalam
industri
bisnis
plastik,
PT
Supratama
Aneka
Industri
sangat
berharap
untuk
dapat
memuaskan keinginan
pelanggannya.
Peningkatan produktivitas kerja
dan
kapasitas
produksi
terns
diupayakan
melalui
berbagai
cara,
yang
paling
barn
adalah
dengan
menginvestasikan mesin barn.
Juga
dalam
hal
peningkatan
kualitas
produk,
pernsahaan
selalu
berharap
yang
terbaik
(zero
defect).
Akan
tetapi
perusahaan
mengalami
masalah
dalam
usahanya
untuk
mendapatkan
tingkat
kualitas
terbaik.
Hal
ini
dibuktikan
dengan
masih
cukup
tingginya
tingkat
produk
yang
cacat
(afkir)
pad
a
beberapa
periode
produksi.
Latar
belakang umum
yang
mendasari
masalah
ini
adalah
program
peningkatan
kualitas
yang
ada
di
pernsahaan
saat
ini
masih
tradisional
dengan
orientasinya pada
tindakan
"inspeksilkorektif',
belum
ada
cara-cara
untuk
mengontrol
kinerja
proses
jangka
panjang,
kurangnya
kesadaran
akan kualitas
|
|
3
produk
pada
karyawan pabrik
dan
masih
banyak
lagi
hal-hal
yang
melatarbelakangi
masalah tersebut.
Sedangkan
apabila masalah
ini di
biarkan
terns
berlanjut
maka
implikasinya terhadap
bisnis
adalah
perusahaan
akan
kehilangan
pelanggannya
dan perusahaan
akan
mengalami kekalahan
dalam
persaingan
global, baik sesama pemain
lokal
atau dengan
pemain asing
nantinya.
Untuk
itulah
topik kajian
yang
berupa
usulan
penerapan
metode
Six
Sigma
untuk
minimalisasi reject
dirasakan
perlu
bagi
perusahaan
bukan hanya dalam
hal
usaha-usaha
peningkatan
kualitas dan
penurunan
reject
rate,
tetapi
lebih dari
itu
metode
peningkatan
kualitas
six sigma juga dapat memberikan
kemampuan
pada perusahaan
untuk dapat memonitor (dan
mengontrol)
kinerja proses
internal dalam jangka panjang,
menghemat
pengeluaran,
memaksimalkan
kepuasan
pelanggan
dan
menjaga
perusahaan
untuk
tetap bertumbuh
(Growth)
dalam persaingan lokal dan
global.
1.:2
Identifikasi Masalah dan Pemmusan Masalah
Terdapat
masalah
yang
dihadapi
oleh
perusahaan
dalam
hubungannya
dengan
usaha-usaha
untuk
mendapatkan
kualitas
produk
menjadi
yang terbaik.
Masalah
ini diidentifikasikan
setelah dilakukan
observasi
awal,
berupa
wawancara dan
pengumpulan
serta
pengolahan
data
awal
dan
dengan
melihat/membandingkanya
dengan
target
pencapaian
tingkat
kualitas
Six Sigma
yang ada pada studi
literatur/landasan
teori, adapun
perumusan
masalah
tersebut
secara
makro:
|
|
4
o
Masih
cukup
tingginya
tingkat
produk
yang cacat
(afkir)
untuk
suatu
tipe
produk
pada
suatu
siklus periode
produksi
(yang diarnati)
pada
suatu proses,
yang
berimbas
pula pada
menurunnya
kualitas
produk
dan
meningkatnya
biaya-biaya
kualitas
tersebut
untuk
periode-
periode
produksi
selanjutnya (Jangka
Panjang).*
1.3
Ruang Liugknp Pembal:ms:m
Ruang Lingkup kajian
ini hanya
dibatasi pada
hal-hal dibawab
ini:
1. Produk
yang
akan di
teliti dalam
laporan
ini adalah
merupakan
produk
unggulan
atau
main product
dari
perusahaan,
yaitu
CUP dengan
tipe
PU-195,
yang kemudian
merniliki merek
dagang
FRUTANG
di
pasaran
luas (customer:
PT
Tang
Mas) serta
merniliki
kontribusi
terbesar
terhadap
jumlah
cacat untuk seluruh
tipe
produk
CUP (ada
tiga
tipe)
yang di
produksi
oleh perusahaan
selama dua tabun terakhir
belakangan
(2003
dan
2004).
2.
Area Penelitian
hanya di fokuskan pada
Departemen
Thermoforming
saja,
mengingat
proses
ini
paling berkontribusi
terhadap
cacat
pada
produk
cup,
penjelasan
tentang
hal ini dapat dilihat pada
project
statement
di
bab 4. Sedangkan
penelitian
juga hanya di
fokuskan
pada
• Masalah yang diidentiflkasi disini
merupakan masalah kronis
dan bukan
masalah sporadis,
karena
masalah ini
merupakan tipe masalah yang berulang/menahnn dan
menghasilkan efek
dalam jangka
panjang, bnkan
masalah sporadis yang
mnncul secara mendadak tanpa pola
yang jelas dan tak
dapat
diprediksi kejadiannya, untnk lebih jelasnya dapat dilihat pada Bab 4 bagian Project Statement.
|
|
5
mesin 1,2 dan 3
saja, sebeb
mesin-mesin
inilah yang memproduksi
jenis
cup
PU-195.
3.
Data
yang
akan
digunakan
adalah data
discrete,
bukan data
continue.
Ukuran
kinerja
yang dipakai
pada tahap
analisa adalah
kategori
kualitas
appearance
pada
produk,
dengan
beberapa kategori
CTQ
yang
dianggap paling
signifikan dalam
mempengaruhi kualitas produk.
4.
Data
awal
yang dipakai
dan diolah
untuk
membuat
problem
statement
adalah
data produksi
dan cacat pada
produk
cup PU-195,
selama
periode Januari 2003 s/d
Desember 2004.
5.
Data
yang dipakai
dan diolah untuk
menghitung
kinerja
saat
ini
adalah
data pada
bulan
Maret
2005, yang
diamati selarna
31
hari
penuh.
6.
Laporan
ini
ditujukan
untuk
memecahkan
masalah
yang
ada
di
perusahaan,
dengan cara menerapkan
metode
Six
Sigma pada proses
produksi
bagian Thermoforming
(applied
method), bukan
merancang
metode barn
(design
method).
1.41
Tll!jmm dan Manfa:d
Tujuan
yang akan atau ingin di capai pada
topik kajian yang dibahas
di
dalarn
penulisan ini adalah:
1. Metode Six Sigma dapat
mengukur secara
detail (kuantitatif)
kinerja
produk/proses yang
ada
saat
ini (current status) dan biaya
COPQ.
|
|
6
2. Metode
Six Sigma dapat
menemukan
jenis cacat apa saja
yang paling
banyak
mempengaruhi
kua!itas
suatu produk
secara keseluruhan.
3. Untuk
mendapatkan
solusi-solusi
yang
akurat
dan
dapat
diimplementasikan
oleh
perusahaan
dengan
benar, sehingga
masalah
yang telah
dirumuskan
diatas
(masih cukup
tingginya
defect
rate)
dapat
diatasi
secara
bertahap
dan perusahaan
mendapatkan
keuntungan
sebagai
imbasnya,
baik
berupa
reduksi
dari
jumlah
produk yang
cacat
ataupun
penghematan
biaya-biaya kualitas buruk
4.
Metode
Six Sigma
dapat dijadikan
suatu
inisiatif
untuk
melakukan
pemonitoran
dan
pengontrolan
proses
dalam
jangka
panjang,
agar setiap
peluang akan
adanya kesalahan
dapat di minimalisir.
Adapun
manfaat-manfaat
yang dapat diambil,
antara
lain
ialah:
I. Perusahaan mengetahui secara detail kondisi kualitas
produk/prosesnya
saat
ini
sebagai
bahan perbandingan
dan memahami
jenis-jenis
cacat
mana
yang
paling
vital.
2.
Perusahaan
dapat
mengurangi
peluang
angka
jumlah
produk
yang cacat
(defect
rate)
berdasarkan
ukuran
seperti
DPMO
dan
Level Sigma dengan
cara
menerapkan
solusi-solusi
yang telah
dibuat,
sehingga
dapat
meningkatkan kualitas produknya,
lalu
memuaskan
pelanggannya.
3.
Perusahaan
dapat mengurangi
biaya akibat
kualitas
yang
buruk
(cost
of
poor quality)
yang berarti penghematanlkeuntungan bagi
perusahaan.
|
|
7
4.
Kinerja
proses
stabil
dan
terkontrol
dalam
jangka
panJang,
karena
metode
Six Sigma
memiliki
pendekatan
yang terstruktur
dalam
menyelesaikan
masalah
yang
ada,
kbususnya
dalam
melakukan tindakan
pencegahan
terhadap
berbagai
kemungkinan
terjadinya kesalahan
(mistakes).
1.5 Gambaran
Umum Perusabaan
PT
SAI
atau
PT
Supratama
Aneka
Industri
adalah
sebuah
perusahaan
industri
plastik
(plastic
industry)
yang
telah
cukup
lama
berdiri
yaitu
pada
tahun
1990
dengan
nama
PT
Poly
Unggul.
Pada
tahun
1995
perusahaan
ini
memisahkan
diri
menjadi
satu
perusahaan
mandiri
dengan
nama
PT SAL
Perusabaan
ini
bergerak
dibidang
pembuatan
bahan-bahan
dari
plastik,
terutama
memproduksi
gelas
cup
yang
terbuat
dari
plastik,
sekaligus
sebagai
pemasok
untuk industri
air
minum
dalam
kemasan
(AMDK).
Perusahaan
ini
terletak
di
wilayah
Tanggerang,
dengan
area
pabrik
yang
cukup
luas. Produk
yang
dihasilkan oleh
perusahaan ini
adalah:
=>
Plastic Cup
dengan
tipe
utama
yang
merupakan
main
product
adalah S
250, PU 195 dan GF
85.
=>
HDPE
Sheet,
berupa
lembaran
plastic
yang
dipakai
pada
industri
mobil.
HDPE
sendiri
adalah singkatan
dari
High
Density
Poly
Etilene.
=>
HBS Sheet.
|
 8
Kapasitas
produksi
untuk cup dapat
mencapai
25 juta
pieces/bulan,
sedangkan
untuk
sheet
dapat
mencapai
800-1000
ton sheet/bulan
yang dihasilkan.
Tetapi
angka
diatas
hanyalah
merupakan
data
historis perusahaan
semata,
bukan
berarti
dapat
dijadikan
acuan sebab
banyaknya
produksi
tergantung
dari
banyaknya
pesanan
pelanggan
(make
to order).
Omset perusahaan
ini
dapat mencapai
angka
6-7
milliar
setiap bulannya dari
hasil penjualan
total tentunya.
Saat
ini jumlah
karyawan
yang
ada diperusahaan
berjumlah
kurang
lebih
200-an
orang.
Untuk
saat
ini perusahaan
memiliki
beberapa
mesin
yang
saling terintegrasi
untuk produksi
dari
mulai
mesin
mixer
berjumlah
4 mesin,
sheet extruder
4
mesin,
sarnpai 8 mesin
Thermoforming
buatan pabrik mesin di Eropa.
Dibawah ini adalah rinciannya:
No
TIPE
PRODUK
1
MD 125
HOPE Sheet, HBS Sheet, PP Sheet
2
MD 125
PP Sheet (Transparan)
3
T
190
PP Sheet White
4
T
120
PP Sheet (Transparan)
Tabel 1.1
Mesm Sheetmg dan
Spes1fikasmya
No
TIPE
PRODUK
1
745
CUP PU 195
2
F745
CUP PU 195
3
F745
CUP PU 195
4
!TAL
IN
30-100
5
!TAL
CUP P
62
6
M91
CUP GF
85
7
KTR4
CUP S250
8
FTV550
CUP P78
Tabel 1.2
Mesm Thermoformmg dan
Spes1fikasinya
Dengan
mesin-rnesin yang ada diatas PT SAl
dapat
memproduksi
sheet
dengan
ketebalan
dari
200
sampai
3000 mikron
dengan berbagai
bahan
baku
yang
|
|
9
diperlukan,
seperti
Polypropylene
(PP),
Polystyrene
(PS),
High
Density Polyetilene
(HDPE)
dsb.
Adapun
material!bahan baku
yang
dipakai
antara
lain
adalah
bijih
plastik
(Polypropylene),
zat
tambahan
LDPE
Cosmothene,
maupun
zat pewarna
yaitu Master
Batch.
Sejauh
ini
PT SAl
selain menjual
cup,
tetapi juga menjual
sheet
(15
%
dari
total
produksi
sheet).
Pelanggan
tetapnya
ialah
antara lain PT Tang Mas, PT Garuda
Food,
PT Amnots
Indonesia, PT Inoac d!L Sedangkan
supplier
tetap
adalah PT Poly
tama dengan
bahan
baku
merek PP
Masplene,
PT
Trypolyta
dengan
bahan
baku PP
Trielene,
PT Peny dengan
bahan baku
untuk
HDPE
merek Penylene
dan PT
Risjad
Brasaly
Industry
dengan bahan baku
untuk HBS dengan merek
Arbelac.
Sistem
kerja
di PT SAl juga diatur sedernikian rupa dipisab menjadi 3
shift (pagi, sore dan
malam)
untuk
menghindari
lelahnya para
karyawan.
Selama satu minggu hari
keija penuh,
tetapi
untuk
karyawan
kantor
hanya
lima
hari kerja efektif Dalam
faktor
lingkungan
kerja dalam pabrik terdapat
ventilasi-ventilasi
untuk
menjaga
agar
temperatur
di
dalam pabrik tetap sesuai dengan kondisi produksi.
Untuk
sistem
distribusinya
adalah
dengan menyewa
truk untuk
dapat
menyalurkan
produk
jadi
berupa
cup
ataupun
sheet
kepada
pelanggan
atau
agen-agen
yang
membutuhkan.
Saat
ini PT SAl
memilik:i satu
Marketing
Branch
di
Jakarta
dan
satu
Branch
Office
di Surabaya
untuk
membantu
memasarkan
produk
kepada
pelanggan.
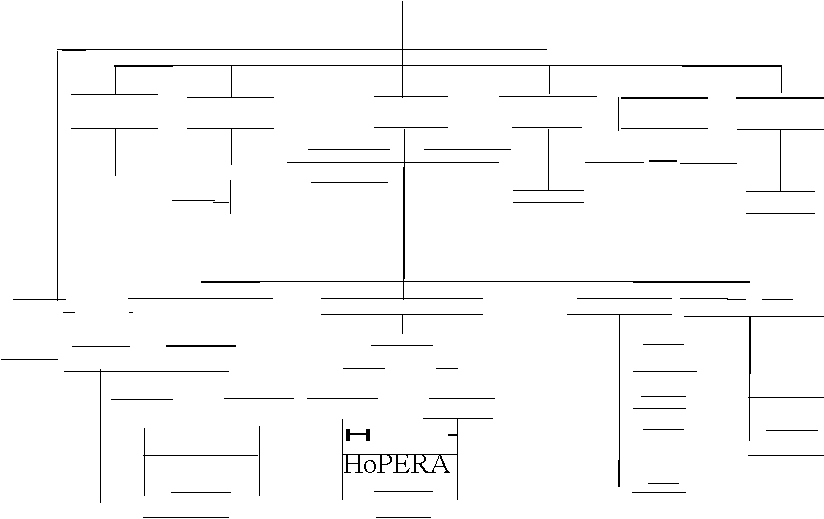
Berikut
ini akan
diperlihatkan
bagan
struktur
organisasi
di
PT SAl,
juga
beserta
keterangannya
masing-masing.
|
 OPERATOR
r
l
M IFT
IFT
I
I
KA SHIFT
I
I
!ANAGING
DIRECTOR
I
I
IT STAF
SEKRETARIS
I
PURCH
I
I
I
SALES
PLANT
I
I
I
I
P&GA
I
I
F&A
MANAGER
I
I
MARKETING
I
MANGER
MANAGER
MANAGER
MANAGER
MANAGER
I
STAF PPIC ¹
-
f--[
SEKRETARIS
I
ACCSTAF
STAF
I
FCCSTAF
FCCSTAF
I
I
ADMIN PPIC
I
PAYROLLSTAF
I
I
MARKETING
I
EXPORT
STAF
TRADING
I
I
[sUP E R VISi
ORQA
I
I
SUPERVISOR PROD
SHEET
I
I
SUPERVISOR
PROD.THERMO
I
I
SPVS
WORKSHOP
I
I
SPVS
GUDANG
I
I
[_ DMIIN
OA
;
I
KA
SHIFT
PROD
PROD
-i_
INVENTARIS
J
PEK
I
KEPALA REGU
!
PALA REGU
I I KEPALA REGU I
I
KEPALA REGU
I
H
TEKNISI
H
s
u
I
INSPEK
--1OPERATOR
r-
H
TEKNISI
Y a";; ,
I
INSPEK
ciEJ--
---i
OPERATO
--1
TEKNISI
INSPEK
----1
OPERATOR
'--1
OPERATOR
Gambar
1.1
Struktur
Orgaoisasi
PT
SAl
|
|
11
Deskripsi
tugas (job description) dari masing-masing
jabatan
adalah
sebagai
berikut
ini:
1.
Managing
Director,
bertugas
untuk
mengawasi
kelancaran
sistem
perusahaan
secara
umum dan membuat
perencanaan
strategis jangka
panjang
perusahaan,serta
membuat keputusan-keputusan
yang
sifatnya global.
2.
Sekretaris,
bertugas
sebagai asisten
direktur
yang melakukan
aktivitas
administrasi.
3.
Staf
IT, bertugas
untuk
mengatur
sistem
IT
diperusahaan
dan membuat
program
untuk
memudahkan proses
administrasi.
4.
Manajer
Pembelian,
bertugas
untuk
melakukan
keputusan
untuk
membeli
bal1an baku dan berhubungan
dengan
supplier.
5.
Staf Pembelian,
bertugas
membantu
manajer
pembelian
dan
memberi
masukan atau pertimbangan.
6.
Manajer
Penjualan,
bertugas
unhtuk
mengawas1
penjualan
produk
dan
memberi arahan kepada
tenaga
penjual.
7.
Sales, bertugas
untuk
menjual produk
yang ada kepada
pelanggan,
terdiri
antara
lain cup sales, export sales
specialist, dan
trading sales.
8.
Manajer
Pabrik,
bertugas
untuk mengawasi
jalannya
proses
produksi
di
lapangan
dan
memberi instruksi.
9.
Staf PPIC,
bertugas
untuk
merencanakan
jadwal
produksi
maupun
pembelian
bahan baku.
|
|
12
10.
Administrasi PPIC,
bertugas membantu staf
PPIC
dan
mengawasi perputaran
bahan
baku.
11.
P&GA
Manajer
atau
manajer
SDM,
bertugas
untuk
mengatur
dan
membuat
kebijakan
tentang
karyawan
di
perusahaan.
12.
Payroll staf,
bertugas membantu manajer SDM.
13. Manajer Keuangan dan
Akuntansi, bertugas untuk mengatur sistem keuangan
dan pencatatannya serta bertanggung jawab kepada Direktur.
14.
Staf
Keuangan
dan
Akuntansi,
bertugas membantu
manajer
keuangan dan
akuntansi.
15.
Manajer
pemasaran,
bertugas
untuk
mengkoordinasi
kegiatan
pemasaran
produk dan
membangun hubungan
dengan
pelanggan.
16.
Staf
Pemasaran,
bertugas
untuk
melakukan
promosi
produk
terhadap
pelanggan
potensial.
17.
Supervisor
Gudang,
bertugas
untuk
mengawas1
kegiatan
di
gudang bahan
baku atau
gudang
barang
jadi.
18. Administrasi
gudang,
bertugas
untuk
membantu
supervisor
gudang
menjalankan tugasnya.
19.
Staf gudang
bahan
baku,
bertugas
untuk
mengatur
keluarnya
bahan
baku
di
dalam
gudang.
20.
Staf
gudang
barang
jadi, bertugas untuk
mengatur
keluarnya
barang
jadi
di
dalam gudang.
|
|
13
21.
Supervisor
Workshop,
bertugas untuk
menjaga
dan
mengatur
kegiatan
di
bagian
gudang
maintenance
dan
pera!atan.
22.
Inventaris,
bertugas
untuk
menginventarisasikan
alat-alat
dan
tools
pendukung
untuk produksi.
23.
Teknisi, bertugas
untuk
memperbaiki
adanya
alat-alat
produksi
yang rusak
dan
melakukan perawatan
mesin secara rutin.
24.
Supervisor
Bagian
Thermoforming,
bertugas
untuk
mengawasi
jalannya
produksi di
bagian thermoforming.
25.
Supervisor
Bagian
Sheeting
Line,
bertugas
untuk
mengawasi
jalannya
produksi di
bagian sheet
extrusion.
26.
Supervisor
QA,
bertugas
untuk
mengawasi
kualitas
produk
jadi
dan
membuat
sejumlah
kebijakan
penting tentang
kualitas.
27.
Kepala
Shift
Produksi,
bertugas
untuk
mengawasi
para
karyawan
pabrik
yang
bekerja dan
membuat
laporan
harian pertanggungan jawab kepada
supervisor.
28.
Kepala Shift QA, berugas untuk membantu supervisor QA
menjalankan
tugasnya.
29.
Administrasi
QA,
bertugas
untuk
mencatat
hasil-hasil
pengamatan
terhadap
kualitas.
30.
Inspek
QA,
bertugas
untuk
melakukan
pengawasan
secara
rutin
terhadap
produkjadi.
31.
Kepala Regu,
bertugas
untuk
mengkoordinir para
operator
yang
be1iugas
mengoperasikan mesin.
|