|
8
BAB 2
GAMBARAN UMUM PERUSAHAAN
2.1.
Sejarah Perkembangan Perusahaan
PT.
Mulia
Keramik
Indah
Raya
berkedudukan di
Jakarta,
didirikan
pada
tanggal
19
April 1990
dengan
nama
PT.
Mulia
Menara
Persada
berdasarkan akta
Nomor
166
dibuat di hadapan Arlanny Lamoon Redjo,
Sarjana
Hukum, Notaris di
Jakarta. Pada tanggal 22 Oktober 1990 diperbaiki dengan akta nomor 93 di hadapan
Sinta Setiawaty Widjaja, Sarjana Hukum penganti Notaris di Jakarta dan Nomor 50
pada
tanggal
21
Januari
1991
dibuat
di
hadapan Notaris
yang
sama,
yang
telah
mendapat
persetujuan dari
Menteri
Kehakiman
Republik
Indonesia
dengan
keputusannya
Nomor
C2 –
394
HT.01.01
TH’91
tanggal
5
Februari
1991,
didaftarkan di kantor pengadilan negeri Jakarta Selatan pada tanggal 11 Maret 1991
dibawah
nomor
158
/
Not
/
1991
/
PN. JKT. SEL,
serta
telah
diumumkan
dalam
berita Negara Republik Indonesia tanggal 18 April 1991 Nomor 31.
PT. Mulia Keramik Indah Raya berstatus PMDN seperti dijelaskan pada surat
Persetujuan Penanaman Modal Dalam Negeri Nomor 270 / I / PMDN / 1991, pada
tanggal 8
April
1990.
Ijin
BKPM
PT.
Mulia
Keramik Indah
Raya
diberikan
berdasarkan surat Nomor 503 / SK / 44.BKPMD / 1992 tanggal 30 April 1992. Pada
awal operasinya, luas lahan yang ditempati 3
hektar untuk Floor
Tile (FT1) dengan
kapasitas produksi 18.000 m2 /
hari. Pada tanggal 29 Mei 1995 dibangun Wall
tile
(WT1) dengan kapasitas produksi 15.000 m2 / hari dan pada tanggal 29 September
|
|
9
1995 dibangun Floor Tile (FT2) dengan kapasitas produksi 24.000 m2 / hari. Tangal
29 Juli 1996 dibangun lagi Wall tile 2 (WT2) dengan kapasitas produksi 23.00m m2 /
hari dan akhir November 1996 dibangun Floor tile 3 (FT3) dengan kapasitas
produksi 23.000 m2 / hari dan Floor Tile 4 (FT4) dengan kapasitas produksi 30.000
m2
/
hari dan di Floor Tile
4
kapasitas produksi
yang
paling besar dan dilengkapi
peralatan (mesin produksi) yang paling canggih.
Luas
lahan
yang
kini ditempati oleh
PT.
Mulia
Keramik Indah
Raya
telah
mencapai lebih
kurang
100
Ha,
terdiri
dari
7
pabrik
yaitu
FT1,
FT2,
FT3,
FT4
(memproduksi keramik lantai), WT1, WT2 (memproduksi keramik dinding) dan 1
Pabrik Granite (tidak beroperasi lagi sejak tahun 1998).
Pada tanggal 2
Januari 1992 berdasarkan perjanjian jual beli saham Nomor
093 / JB-MKIR / I-92 pemegang saham Eka Tjanderanegara menjual 200 saham dan
Joko Tjandra
menjual 150
saham yang mereka miliki di PT. Mulia Keramik Indah
Raya
kepada
PT.
Mulia
Industrindo. Pada
tanggal
2
Januari
1992
berdasarkan
perjanjian jual beli saham Nomor 094 / JB-MKIR / I-92 Gunawan Tjandra menjual
100 saham dan
Djoko Soegiarto Tjandra
menjual 50 saham
yang mereka
miliki di
PT. Mulia Keramik Indah Raya kepada PT. Grahamandala Muliatama.
Lilianti.
SH,
pengganti
dari
Rahmat
Santoso.
SH,
Notaris
di
Jakarta
yang
telah
memperoleh persetujuan Menteri
Kehakiman
Republik
Indonesia
dengan
keputusannya No.
C2
–
972
HT.01.04
Th
93,
tanggal 27
September 1993,
didaftarkan di kantor Pengadilan Negeri Jakarta Selatan pada tanggal 11 November
1993 di bawah Nomor 1521 / NOT / HKM / 1993 / PN.JAK.SEL.
|
|
10
Selanjutnya dalam
waktu
24
bulan
setelah
penawaran
umum
ini
dilaksanakan,
perseroan
merencanakan
untuk
mengambil
alih
kepemilikan seluruh
saham PT. Mulia Keramik Indah Raya untuk pengambilalihan.
PT.
Mulia
Keramik Indah
Raya
memperoleh penghargaan ISO
9002
pada
Desember 1995 dan Sertifikat ISO
9001
:
2000
pada bulan Juli 2001 untuk system
kualitas
manajemen. Didukung
kualitas
dan
dedikasi
tim
manajemen kesuksesan
dibentuk strategi dan mutu kerjasama dengan distributor, OEM, pembeli (buyer) dan
cabang/took (stores). Bekerja sama dengan komitmen akan terus menerus memenuhi
kebutuhan keramik di pasaran.
2.2.
Badan Usaha Perusahaan
PT. Mulia Industrindo Tbk beserta anak perusahaan PT Mulia Keramik Indah
Raya
dan
PT.
Mulia
Glass
diatas
kepemilikan
bapak
Eka
Tjandranegara dengan
bentuk badan usaha berupa Perseroan Terbatas (PT) dan bergerak di bidang swasta.
2.2.1.
Struktur Organisasi Perusahaan
Struktur organisasi yang diterapkan oleh
PT.
Mulia
Keramik
Indah Raya
adalah
struktur
organisasi
yang
berbentuk
fungsional karena
pembagian
organisasinya
berdasarkan
fungsinya
masing-masing seperti
bagian
umum
dan
personalia, bagian keuangan, dan bagian produksi dimana masing-masing bagian ini
saling
berkaitan satu
dengan
yang
lain.
Hal
ini
terlihat
bahwa
wewenang mengalir
dari
puncak pimpinan ke
pimpinan dalam bidang
tertentu dibawahnya, dan setiap
|
|
11
pimpinan
dalam
bidang
tertentu
ini
mempunyai wewenang
untuk
memberikan
perintah
kepada
semua
pekerja
bawahannya dan
dapat
meminta
pertanggungjawabannya.
Untuk lebih jelasnya,
struktur
umum
maupun
keseluruhan
dari PT.Mulia
Keramik Indah Raya dapat dilihat pada halaman lampiran.
2.2.2.
Tugas dan Tanggung Jawab
Tugas dan tanggung jawab masing-masing bagian dalam struktur organisasi
tersebut dapat dijelaskan secara rinci sebagai berikut:
1. General Manager
Perusahaan ini
dikelola
oleh
seorang
General
Manager
yang
secara
umum
bertanggung jawab
atas
tercapainya
tujuan
perusahaan
yang
telah
ditetapkan
selaku penanggung jawab kegiatan perusahaan.
2. Manufaturing Manager
Manufacturing Manager
secara
umum
bertanggung
jawab
kepada
General
Manager
atas
tercapainya hasil
produksi
yang
telah
ditetapkan dengan
memanfaatkan sumber daya pabrik yang tersedia secara optimal.
Untuk itu yang menjadi tugas dan tanggung jawabnya antara lain:
1.1. Berdasarkan
pengarahan
General
Manager,
menyusun
sasaran,
rencana,
kebijakan, strategi dan prosedur dibidang produksi dan hal-hal lainnya yang
berhubungan dengan pabrik.
|
|
12
1.2. Menganalisa laporan-laporan periodik, mutu produk, pelayanan pabrik, riset
dan
pengembangan produk
serta
memberikan
evaluasi
tentang
masalah
pabrik, untuk disampaikan kepada General Manager.
3. Production Manager
Production Manager secara umum bertanggung jawab atas pelaksanaan produksi
sesuai dengan jadwal produksi dan metode produksi yang telah ditentukan.
4. Laboratorium Manager
Laboratorium Manager
bertanggung
jawab
untuk
melakukan
percobaan-
percobaan pembuatan
formula
terhadap
bahan-bahan
mentah,
pembuatan
body
keramik dan glaze keramik.
5. Maintenance Manager
Maintenance Manager bertanggung jawab terhadap segala bentuk pemeliharaan
seperti : pemeliharaan mesin dan alat-alat produksi, pemeliharaan gedung, tanah
dan sebagainya sehingga dapat menjamin kesinambungan jalannya operasi.
6. Engineering Manager
Engineering
Manager
bertanggung
jawab
atas
pengoperasian mesin,
memperbaharui
peralatan-peralatan, suku
cadang,
dan
memperhatikan
lingkungan.
7. Warehouse Manager
Warehouse Manager bertanggung jawab atas bahan-baku yang baru
datang dari
supplier maupun
stok
bahan
baku
yang
masih
tersisa
di
gudang
supaya
tidak
terjadi kekurangan bahan baku saat proses produksi sedang berlangsung.
|
|
13
8. Purchasing Manager
Purchasing
Manager secara
umum
bertanggung jawab atas
pembelian
barang-
barang yang diperlukan dalam
jumlah, mutu, harga dan waktu penyerahan yang
tepat.
9. Accounting Manager
Accounting Manager bertanggung jawab atas pengawasan dana
yang digunakan
untuk pembelian bahan baku maupun pengeluaran-pengeluaran rutin maupun non
rutin.
10. Personal dan Administrasi Manager
Personal
dan Administrasi Manager
bertanggung jawab
terhadap kesejahteraan
karyawan, pemberian gaji, kenaikan jabatan dan merekrut karyawan baru.
11. Planning Production and Inventory Control Manager
Planning Production and Inventory Control Manager bertanggung jawab terhadap
perencanaan dan pengendalian produksi
yang dapat menjamin tersedianya bahan
baku dan keramik yang selesai diproduksi pada tingkat yang dapat dipertanggung
jawabkan.
12. Marketing and Product Design Development Manager
Marketing and Product
Design
Development
Manager
bertanggung
jawab
atas
pelaksanaan pengelolaan perusahaan di bidang penjualan dan
menciptakan suatu
desain produk keramik yang menarik dan sesuai trend.
|
 14
13. Quality Control Manager
Quality Control Manager bertanggung jawab terhadap mutu nilai dari bahan baku
setengah jadi dan jadi.
2.2.3.
Waktu Kerja Karyawan
PT. Mulia
Keramik
Indah
Raya
menerapkan waktu kerja dengan sistem
shift, non shift dan day shift. Sistem shift dibagi menjadi 3 bagian yaitu shift 1, shift
2
dan shift 3. Untuk
hari kerja, seluruh karyawan yang bekerja dengan sistem shift
mempunyai hari
kerja selama 7
hari
dalam seminggu dan
berganti shift tiap
2
hari
sekali
dan
dua
hari
libur. Sedangkan untuk
yang
non
shift
bekerja
selama
5
hari
selama
seminggu dan
masuk pada
hari
sabtu
tiap
1
kali dalam 1 bulan.
Untuk day
shift bekerja selama 6 hari dalam seminggu.
Untuk lebih jelasnya dapat dilihat pada tabel dibawah ini.
Tabel 2.1. Waktu Kerja Karyawan
Hari Kerja
Waktu Kerja (WIB)
Shift 1
Shift 2
Shift 3
Non Shift
Day Shift
Senin - Jumat
07:00 - 15.00
15:00 - 23:00
23:00 - 07:00
08:30 - 17:00
07:00 - 15:30
Sabtu
07:00 - 15.00
15:00 - 23:00
23:00 - 07:00
07:00 - 15:30
Minggu
07:00 - 15.00
15:00 - 23:00
23:00 - 07:00
Untuk
menciptakan
suasana
yang adil
bagi
seluruh karyawan,
PT.
Mulia Keramik
Indah
Raya
menerapkan sistem
pemutaran
shift. Jadi
karyawan
masuk
selama
dua
hari dengan shift satu lalu dua hari kemudian masuk dengan shift 2 dan dua hari lagi
masuk dengan shift 3. Dua hari berikutnya libur dan dua hari kemuadian kembali lagi
|
|
15
ke
shift 1
dan begitu
seterusnya sehingga seluruh karyawan
merasakan sistem shift
yang
sama.
Apabila
karyawan
yang
bersangkutan
pada
shift
tersebut
sedang
off
tetapi
dia
masuk
maka
karyawan tersebut
akan
dianggap
lembur
dan
mendapat
tambahan uang lembur sesuai dengan aturan yang berlaku.
Untuk
karyawan non
shift
memiliki
waktu kerja
lima
hari
dalam seminggu tetapi
dalam
satu bulan
harus
masuk
satu
kali
pada
hari
sabtu
selama
setengah
hari
dan
sudah diatur oleh Super Intendent departemen yang bersangkutan.
2.3.
Lokasi PT. Mulia Keramik Indah Raya
PT.
Mulia
Keramik
Indah
Raya
terletak di
Jalan
Raya
Tegal
Gede,
Kec.
Lemah Abang, Kab. Bekasi, Cikarang – Bekasi. Jawa
Barat. Luas Tanah PT. Mulia
Keramik Indah Raya secara keseluruhan adalah sebesar 100 Ha, yang terdiri dari 6
Plant yaitu 4 Plant Floor Tile (FT) dan 2 Plant Wall Tile (WT). PT. Mulia Keramik
Indah
Raya
terdapat dalam kawasan Mulia Industrindo dimana terdiri dari 4 pabrik
antara
lain Mulia Keramik
yang
memproduksi Keramik
Lantai dan Keramik
Dinding, Mulia Float Division yang
memproduksi kaca lembaran, Mulia Container
Division, yang memproduksi botol dan Mulia Safety yang memproduksi kaca mobil.
2.4.
Proses Produksi
Proses pembuatan keramik di Floor Tile 4 terdiri dari dua macam yaitu proses
untuk
keramik
Single
Firing
dan
Double
Firing.
Untuk
proses
produksi
Double
Firing terdiri dari tujuh proses
yaitu : Body Preparation, Pressing,
Biscuit Firing,
|
|
16
Glaze Preparation, Glaze Application, Glost Firing, Sorting & Packing. Sedangkan
pada proses
Single
Firing,
proses
produksinya tidak
melalui
proses
Biscuit
Firing
tetapi langsung menuju proses Glaze Application.
2.4.1.
Body Preparation
Body Preparation adalah proses paling awal dari proses pembuatan keramik.
Dalam
proses
ini
terjadi
beberapa proses
lagi
yang
mengolah bahan baku
mentah
menjadi
powder
yang
merupakan
bahan
baku
dari
keramik.
Bahan
baku
mentah
disini berupa beberapa material yang kemudian diolah menjadi adonan seperti bubur
yang disebut sebagai slip. Dalam proses body preparation ini juga dipakai sejumlah
mesin
untuk
pembuatannya yaitu
mesin
grinding,
miling
dan
drier.
Selain
itu
dilakukan juga beberapa pengujian laboratorium untuk mendapatkan keadaan sesuai
yang diinginkan.
2.4.1.1. Persiapan Bahan Baku
Bahan baku
utama yang digunakan untuk proses pembuatan keramik di
PT.
Mulia Keramik Indah Raya antara lain adalah sebagai berikut :
1. Material Plastis (Clay)
Material
Plastis
berupa
clay
terdiri dari dua
macam yaitu
BJ
2
dan
MG2.
Clay
merupakan suatu
tanah
yang
berbentuk
tanah
liat
dengan
struktur
kimia
Al2O3.2SiO3
.
Clay
digunakan
untuk
pembuatan keramik
yaitu
terdiri
dari
beberapa macam. Berdasarkan sifatnya dapat dibedakan menjadi :
|
|
17
a. Plasticity
Sifat
semacam ini
muncul
karena
adanya
perbedaan
dasar
atau
besar
dan
kecilnya molekul penyusun
clay itu
sendiri. Sifat
ini
terdiri dari tiga bagian
antara lain :
• Plastis
• Semi Plastis
•
Non Plastis
b. Warna Clay
Adanya
warna
clay
ini
disebabkan
karena
adanya
perbedaan
unsur
logam
yang terkandung didalamnya, antara lain :
• Merah
• Putih
• Abu-abu
PT.
Mulia
Keramik
Indah
Raya
mendatangkan clay
dari
daerah
Bangka
Belitung,
Bogor,
Cikarang.
Di
Floor
Tile 4,
clay
khusus
didatangkan dari
Belitung
dengan
spesifikasi
warna
putih. Clay
dalam
industri kermaik juga
disebut
bahan
inti
yang
berfungsi juga
sebagai
bahan
mayoritas dalam
pembuatan keramik.
2. Silica Sand
Silica
Sand
atau
pasir
silica
sering
disebut juga
dengan
pasir
kuarsa
yang
merupakan bagian
untuk
penguat
keramik
agar
keramik
lebih
keras
dan
kuat.
Silica Sand juga berfungsi untuk mengurangi susut dan
menurunkan plastisitas.
|
|
18
Silica Sand
mempunyai komposisi
yang
cukup
besar dalam
pembuatan
sebuah
badan
keramik
karena
pada
pembakaran Silica
Sand
dengan
kapur
akan
menghasilkan suatu kerangka atau badan yang mempunyai titk lebur yang tinggi.
Silica Sand mempunyai struktur kimia SiO2
3. Dolomit
Dolomit
merupakan
suatu
batu-batuan
dari
pegunungan kapur
yang
telah
mengalami
metamorfosis
dari segi
morfologinya.
Dolomit
mempunyai
struktur
kimia CaCo3
.Mg.Co3. Dolomit yang ada di Floor
Tile 4 didatangkan dari daerah
Pati, Jawa Tengah.
4. U5
U5
juga berupa batuan
gunung,
tetapi
jika dihancurkan bentuk serbuknya
lebih
kasar
dibanding dolomit
dan
warnanya
coklat
muda.
U5
ini
berasal
dari
Pati,
Jawa Tengah.
Selain dari bahan-bahan yang disebutkan diatas, terdapat juga bahan baku pembantu
yang digunakan dalam pembuatan keramik, antara lain :
•
Water Glass (Na2SiO3
)
Water
Glass
merupakan
bahan pengencer
yang berfungsi
untuk
mengencerkan
clay.
•
Air
•
Pigmen / Stain
Untuk
material
Non
Plastis (Hard)
dihaluskan
dengan
mesin
HMG
(Hard
Material
Grinding),
hasilnya ditimbang dan disaring kemudian ditampung di suatu
|
|
19
Silo
yang
diberi
nama
PDM
yang
kemudian diolah
dan
dihomogenkan di
Miling
Time Continous (MTC).
Untuk
material
yang
tidak
lolos
saringan
akan
dihancurkan kembali,
sedangkan untuk material plastis dihancurkan dengan alat yang bernama PMG
(Plastic
Material
Grinding), kemudian
ditimbang
sesuai
dengan
formula
dan
ditampung untuk kemudian diolah di Turbo Blunger.
2.4.1.2. Turbo Blunger
Turbo
Blunger
adalah
suatu
mesin
untuk
mencampurkan material
plastis
(Clay)
dengan bahan baku pembantunya adalah Water Glass dan air. Water Glass berfungsi
untuk mengencerkan clay. Pada mesin ini material diaduk dan dicampur rata selama
+
2
Jam. Water Glass yang digunakan hanya sekitar 2,23% dari total volume 14 – 20
gram /
liter.
Hasil dari campuran
ini adalah berupa suatu
adonan yang disebut clay
slip
dengan
kandungan air
+
35%.
Clay
slip
ini
disarin
terlebih
dahulu,
dengan
saringan MESH 16, sebelum ditampung di Clay Slip Tank yang ada dibawah tanah
(kapasitas 18.000 liter). Setelah ditampung di Clay Slip Tank, Clay Slip ini dialirkan
melalui
pipa
dibantu
oleh
pompa
wellden
menuju
Miling
Time
Continous, untuk
diolah
lagi
dan
menjadi
homogen
bersama
dengan
hard
material yang
sudah
dihaluskan.
|
|
20
2.4.1.3. Miling Time Continous (MTC)
Miling
Time
Continous
adalah
suatu
alat
untuk
mencampurkan clay
slip
dengan
material hard. Terdapat dua
buah alat MTC yang
ada
di
Floor
Tile
4.. MTC
terdir
dari tga ruangan dengan dibatasi oleh ruang diafragma. Tiap-tiap ruangan berisi batu-
batu (ballstone) dengan berbagai ukuran, yang digunakan untuk menghancurkan dan
mengaduk material dan clay slip dengan air. Ruangan pertama terdapat batu dengan
ukuran terbesar dengan diameter 10 cm – 12 cm. Fungsi dari batu-batuan ini adalah
untuk
menghancurkan material
yang
lebih
besar
karena
material
ini
yang
masuk
pertama. Ruangan yang kedua terdapat batu-batuan dengan ukuran diameter 4 cm – 6
cm,
memiliki
fungsi
yang
sama
yaitu
menghancurkan material-material
yang
tidak
dapat
hancur
pada
ruangan pertama. Kemudian
yang
terahir
adalah
ruangan yang
ketiga
terdapat batu-batuan dengan diameter 2 cm – 4 cm. Pada ruangan ketiga ini
fungsi hanya sebagai penghalus sisa-sisa material yang tidak dapat seluruhnya
hancur di ruangan pertama dan kedua.
MTC bekerja selama + 2 Jam untuk sekali proses dengan kapasitas maksimum 20 ton
/
jam.
Hasil
dari
proses
ini
kemudian disebut
dengan
body
slip.
Body
slip
ini
kemudian disaring terlebih dahulu dengan saringan pertama 18 MESH dan saringan
yang kedua 80 MESH. Setelah itu hasil saringan ini ditampung kedalam body tank.
Untuk saringan
80
MESH
terdapat
sebanyak
5
buah.
Untuk
saringan
18
MESH,
residu
yang
ada
dibuang,
sedangkan untuk
saringan
80
MESH,
residu
yang
ada
dimasukkan ke MTC untuk diolah kembali.
|
|
21
Body Slip yang telah disaring dan ditampung kemudian ditransfer dengan hydraulic
pump
untuk
ditampung
di
service
tank.
Sebelum ditampung,
body
slip
tersebut
disaring kembali dengan
saringan MESH
80.
Body
Slip
yang telah
ditampung
di
service tank dipompa ke atas dengan hydraulic pump untuk diolah di Spray Drier.
2.4.1.4. Spray Drier
Spray
Drier adalah alat yang digunakan untuk mengubah body slip menjadi powder
dengan
menggunakan proses
pengeringan
dan
pemanasan.
Body
slip
yang
telah
masuk di spray drier disemprotkan oleh nozzle yang ada di dalam spray drier dengan
tekanan 20 – 30 Bar. Body slip tadi kemudian dikeringkan dengan suhu 400 – 600 C
dan dengan panas
yang
merata.
Udara panas
yang dihasilkan spray drier adalah +
120 C dan dibuang keatas
melalui
sebuah cerobong. Setelah keluar dari spray drier
maka
body slip tersebut
akan
berupa
powder. Powder yang
dihasilkan
ada dua
macam
yaitu
powder
satuan
besar
dan
powder
satuan
kecil.
Sebelum sampai
ke
konveyor belt,
keduanya
telah
tercampur.
Powder
tersebut akan
disaring
sebanyak
tiga
kali
melalui
konveyor belt
lalu
ditampung
di
silo
dan
siap
untuk
proses
selanjutnya
yaitu proses Pressing. Silo
yang ada di Body Preparation ini
untuk
silo
powdernya ada 10 buah. Stok maksimum dalam 1 silo adalah 190.000 m2.
2.4.2.
Pressing
Proses Pressing
merupakan proses
yang
dilakukan
setelah
Body Preparation.
Pada
dasarnya proses Pressing
ini adalah proses
yang membuat biscuit tile dari powder
|
|
22
yang dihasilkan dari body preparation. Output yang dihasilkan dari proses
ini adalah
suatu
biscuit
tile
yang
disebut green
tile.
Green
Tile
ini
merupakan
bentukan
dari
suatu powder sehingga kekuatannya pun
masih belum sempurna dikarenakan masih
banyaknya kadar air yang tersimpan di dalam tile.
Ada tiga tahap dalam Proses Pressing yaitu :
1. Proses transfer powder (dari Body Preparation ke Pressing)
Powder ditransfer dari silo powder
yang terdapat pada Body Preparation dengan
menggunakan konveyor, menuju proses silo press. Sebelum ditampung dilakukan
penyaringan sebanyak satu kali yaitu saringan 50 Mesh. Setelah itu powder akan
ditransfer ke plotting grid dan filler box. Plotting grid dan filler box akan
bergerak
maju
mundur
untuk
mengisi lower
die
box
dengan
powder
sampai
cetakan penuh.
2. Proses pressing pada mesin press.
Proses Pressing pada FT 4 dilakukan 2 kali yaitu :
•
Press untuk
membentuk kepadatan dan
mengeluarkan udara dalam
lower die
box pada saat punch turun. Besarnya tekanan yang diberikan + 30 Bar.
•
Press 2
merupakan press yang sebenarnya, yaitu dilakukan untuk
memadatkan
green
tile
yang
terbentuk
sehingga
akan
lebih
kuat.
Tekanan
yang diberikan lebih besar dari yang pertama, yaitu sebesar + 280 Bar.
Besarnya
tekanan
yang
diberikan
pada
press
tergantung pada
besarnya
ukuran
tile
yang akan dibuat. Cetakan biscuit
yang akan digunakan tidak sama dengan
ukuran
tile
yang
sebenarnya. Ini dimaksudkan karena
akan
terjadi
shringkage
|
|
23
pada
proses pembakaran. Toleransi
yang
diberlakukan adalah sebesar 2 –
3
cm
dari ukuran tile yang sebenarnya.
3. Proses finishing tile.
Setelah
pada
proses
pressing
dihasilkan green
tile
yang
kemudian akan
dimasukkan ke kompensator,
yaitu tempat penampungan
sementara sebelum
green tile masuk ke kiln.
Dalam
perjalanan
menuju
kompensator,
green
tile
mengalami proses
scrapper,
yaitu
untuk
membersihkan sisi-sisi dari
green
tile
yang masih
tajam. Kemudian
brushing untuk bagian atas dan bawah juga untuk membersihkan dari kotoran.
Setelah
ketiga
proses tersebut
dilakukan,
kemudian
green
tile akan
di cek
terlebih
dahulu sebelum masuk ke proses pembakaran. Pengecekan tersebut dilakukan secara
visual
yaitu dengan cara melihat secara kasat mata
apakah green tile
tersebut cacat
atau tidak. Jenis cacat yang dilihat adalah cacat yang terjadi pada fisik tile dan sudah
mempengaruhi bentuk
tile.
Pengecekan
ini
dilakukan
setiap
2
jam
sekali
dan
dilakukan
juga
pengecekan
terhadap
ukuran
masing-masing
sisi
dan
ketebalannya.
Apabila terjadi penyimpangan yang cukup signifikan dan terjadi terus menerus maka
Supervisor
Pressing
berhak
untuk
menghentikan proses
sementara
untuk
mengkonfirmasikan
ke
pihak
Body
Preparation.
Untuk
green
tile
yang
dianggap
cacat tidak langsung
dibuang
tetapi akan digunakan
lagi sebagai
powder untuk
dipakai pada Body Preparation.
|
|
24
2.4.3.
Biscuit Firing
Proses
Biscuit
Firing
merupakan proses
pembakaran Green
Tile
menjadi
biskuit dengan
menggunakan mesin
kiln.
Proses
ini
juga
ditujukan
untuk
membuat
biskuit
tile
lebih
kuat
dari
green
tile,
karena
dalam
pembakaran kadar
air
yang
terdapat dalam green tile terserap sehingga membuat biskuit tile lebih kuat dari green
tile.
Green Tile
tidak
boleh
mengandung
air
mekanis >
8%
dari
berat
kering
dan
moisture contentnya tidak boleh lebih dari 5,5 %. Proses Biskuit Firing ada 4 tahapan
yaitu :
-
Driying
-
Pre Heating
-
Firing
-
Colding
Di FT 4 terdapat 4 mesin kiln untuk biscuit firing ini. Untuk tile single firing tidak
melewati proses ini, namun hanya proses drier saja.
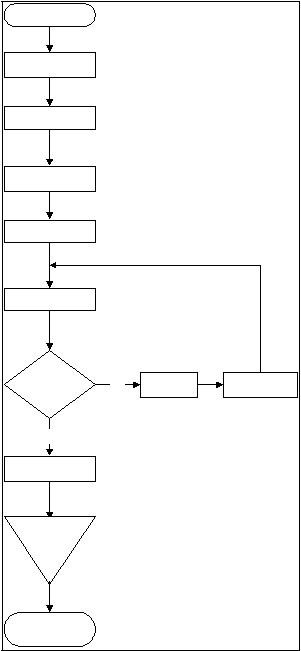
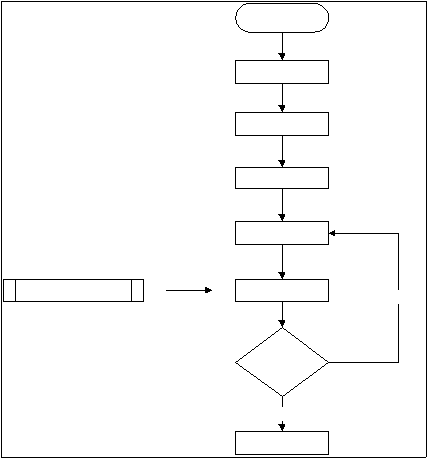
Berikit ini adalah alur proses Biscuit Firing dari awal sampai selesai.
|
 25
START
Green Tile
Drier
Biscuit Firing
Biscuit Tile
Pengecekan
Decision
No
Scrap
Turun Pallet
Yes
Loading Chematic
Storage
Biscuit
Tile
FINISH
Gambar 2.1. Diagram Alir Proses Biscuit Firing
Pada proses biskuit firing, terdapat beberapa urutan proses sebelum menjadi biskuit
tile. Urut-urutan proses pemanasan tersebut adalah :
|
 26
a. Drying
Proses drying merupakan awal dari proses biscuit firing. Pada proses ini
green tile
disemprot dengan udara
panas
pada
suhu 200°
–
250° C. Proses
ini
dilakukan selama + 17 menit dari total proses biscuit firing dengan panjang jalur
35,7 m. Untuk tile dengan single
firing
tidak
melalui proses
ini
tetapi langsung
menuju
Glaze
Application lalu baru dibakar
pada
Glost
Firing.
Diatas
drying
terdapat burner (bahan bakar dari gas LNG). Disamping burner
terdapat recycle
fan
yang
berfungsi
menghisap
udara
luar
lalu
dialirkan
ke
burner
dan
disemburkan ke dalam dryer yang terdapat green tile.
b. Pre Heating
Proses
Pre
Heating adalah proses
dimulainya
green
tile
akan
dibakar.
Proses
pre
heating
diperlukan karena
tidak
mungkin
green
tile
langsung diberi
suhu yang sangat panas karena akan mengakibatkan green tile patah/pecah. Suhu
yang digunakan pada proses ini adalah + 800° – 1000° C.
c. Firing
Proses
selanjutnya adalah
firing. Ini
merupakan hal
utama dari
biscuit
firing. Disini green tile dibakar dengan suhu yang paling tinggi untuk menyerap
kadar air agar berkurang sebanyak mungkin. Pada proses firing ini menggunakan
suhu sebesar 1010° - 1058° C.
d. Colding
Colding
merupakan proses
kebalikan
dari
drying.
Disini
yang
disemprotkan adalah udara dingin yang berfungsi untuk menurunkan suhu tinggi
|
|
27
yang
ada
pada biscuit tile.
Udara
panas dihisap
keluar,
sebagai
gantinya
udara
dingin
dihembuskan
oleh
cold
air
fan.
Udara
dingin
ini
akan
membuat
suhu
biscuit
tile
turun
menjadi
650° - 450° C.
Kemudian
biscuit
tile
yang
keluar
ditaruh di storage untuk kemudian diangkut untuk proses selanjutnya.
2.4.4.
Glaze Preparation
Proses
Glaze
Preparation ini
merupakan
proses
awal
sebelum
Glaze
Application.
Proses ini
bertujuan
untuk
mempersiapkan
bahan-bahan
yang
dibutuhkan untuk membuat permukaan depan tile yang bermotif atau memiliki suatu
corak
tertentu.
Bahan-bahan
tersebut
adalah
untuk
mempersiapkan
engobe,
glasur,
dan
pasta
yang
akan
digunakan
pada
proses
Glaze
Application. Formulasi
untuk
engobe, glasur, dan pasta akan diproses di laboratorium.
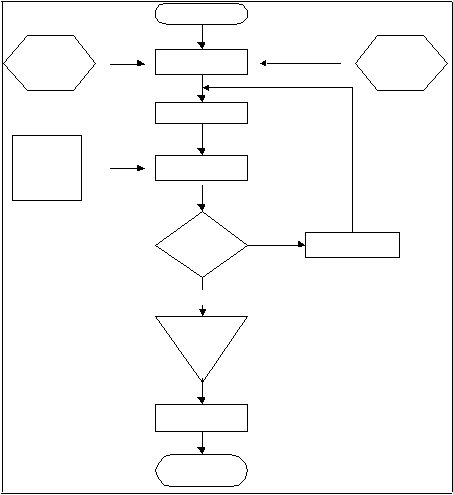
Berikut ini akan digambarkan diagram alir proses pada Glaze Preparation.
|
 28
ST ART
Storage
Powder
Weiging
Formula
Glaze
Mi li ng
Dens i ty
Viscosity
Res idu
Color
Pengec ekan
Dec is on
i on
StopPros es
Yes
Storage
Biscuit
Tile
T
rans fer To GA
FINISH
Gambar 2.2. Diagram Alir Glaze Preparation
2.4.4.1. Engobe
Engobe berfungsi
untuk menghubungkan dan
menyatukan antara body
dengan
glasur,
diletakkan pada
lapisan pertama.
Selain
itu,
engobe
juga
berfungsi
untuk penahan
air yang datang dari bagian belakang tile
sehingga tidak tembus ke
bagian depan. Engobe ada juga yang dipakai di bawah tile yang biasa disebut E.U.T
|
|
29
(Engobe
Under Tile). E.U.T berfungsi
untuk
menjaga
tile agar tidak
lengket pada
roller kiln dalam proses pembakaran.
Formula dasar untuk Engobe antara lain :
•
Sodium Feldspar
•
Clay
•
Zircobit
•
Kaolin
•
Bentoinite
•
Silica
•
Frit
2.4.4.2. Glasur / Glaze
Glasur merupakan bahan yang melapisi keramik dan sebagai warna dasar dari
keramik,
serta
mengatur tingkat kilapan
dari
keramik.
Bahan
untuk
glasur banyak
mengandung
frit.
Bahan dasar
frit
adalah
silica, sehingga
tidak
mudah
larut
dalam
air. Untuk
memberi warna pada glasur, dapat dilakukan dengan mesin ball mill atau
pada tangki.
Formula dasar pada glasur antara lain :
•
FAB 41704
•
FJ 328
•
FAT 40477
•
Zircobit dan Kaolin SFF
|
|
30
2.4.4.3. Pasta
Pasta digunakan untuk memberikan warna pada motif yang digunakan. Pasta
dibuat dengan mesin mikronet untuk rotocolor + ½ jam. Sedangkan untuk printing +
2 jam.
Formula dasar dalam pembuatan pasta antara lain :
•
FLT 567
•
PS 98
•
Kaolin SFF
•
Bentoinite
•
Stain / Pigmen
•
Inkoil / Minyak
Formula dasar tersebut tinggal ditambah zat pewarna dengan komposisi tertentu.
2.4.4.4. Ball Mill
Bagian
laboratorium
mempersiapkan
formula
dari
glasur
/
engobe
/
pasta
yang
akan
dibuat
dan
memberikannya pada
operator
produksi
untuk
ditimbang.
Bahan-bahan yang telah ditimbang kemudian dimasukkan ke ball mill untuk digiling
selama 10
–
13
jam.
Namun
proses
ini
dapat
lebih lama
bila
spesifikasi
belum
tercapai.
Penggilingan dilakukan dengan batuan alubit seperti yang terdapat pada ball
mill, body preparation, dengan kecepatan tertentu. Kemudian dicampur dengan air
|
|
31
sebanyak 32 % dari total berat kering material. Batu alubit berbentuk bola dengan 3
macam ukuran kecil (25 %), sedang (50%), dan besar (75 %).
Pada FT 4 terdapat 23 buah ball mill dengan spesifikasi :
•
Ball mill 6000 kg = 7 buah
•
Ball mill 2000 kg = 6 buah
•
Ball mill 800 kg = 2 buah
•
Ball mill 300 kg = 2 buah
•
Ball mill 200 kg = 2 buah
•
Ball mill 200 kg = 2 buah
•
Ball mill 150 kg = 2 buah
•
Ball mill 100 kg = 2 buah
Jika spesifikasi dari
glasur/engobe/pasta dicapai sesuai formula (densitas, viskositas,
residu,
dan
warna
untuk
pasta),
maka
ditransfer ke
tangki
storage
menggunakan
pompa (wellden pump) yang
menggunakan tenaga angin serta selang yang panjang.
Ball mill dibersihkan setelah pemakaian. Untuk glasur 2 – 6 kali pemakaian, engobe
4 – 8 kali, dan pasta 6 – 10 kali.
2.4.4.5. Pengecekan
Pengecekan yang
dilakukan
untuk
gkasur,
engobe,
dan
pasta
meliputi
pengecekan terhadap
density,
viscosity,
residu
serta
pengecekan
secara
visual.
Pengecekan density
menggunakan piknometer 200
cc dengan standar sebagai
berikut:
|
|
32
•
Untuk Engobe
:
1800 – 2000 gram / liter
•
Untuk E.U.T
:
1100 – 1500 gram / liter
•
Untuk Glasur
:
1800 – 2000 gram / liter
•
Untuk Pasta
:
1600 – 2000 gram / liter
Selain pengecekan diatas, dilakukan
juga pengecekan
yang dilakukan oleh
central
laboratory yang meliputi : fusin flow, gallenkamp spindle, ?E, ?H.
?E dan ?H merupakan pengecekan terhadap kecocokan pewarna dari pasta terhadap
standar yang telah ditetapkan. Standar < 0,5.
Pada
proses
kerja
Glaze
Preparation setelah dimiling di
ball
mill
dilakukan
pengecekan, antara lain :
•
Color
Pengecekan color dilakukan dengan alat yang bernama chronometer.
•
Surface
Pengecekan surface
atau
cacat
permukaan
dilakukan
dengan
kasat
mata,
misalnya cacat pinhole (lubang jarum).
•
Glossiness
Pengecekan glossiness/kemengkilapan dilakukan dengan alat glossymeter.
•
Autoclaf
Pengecekan
autoclave
(autoclave) adalah
pengecekan
apakah
keramik
tersebut
mempunyai ketahanan
cuaca
yang
baik.
Ini dilakukan dengan
alat
autoclave. Alat ini untuk menguji cacat retak rambut (crazing).
|
|
33
2.4.5.
Glaze Application
Proses
glaze
application ini
merupakan proses
pengaplikasian
glasur/engobe/pasta
pada
biscuit
tile.
Glasur/engobe/pasta
yang
digunakan berasal
dari
glaze
preparation.
Biscuit
tile berasal
dari
biscuit
kiln
yang ditampung pada
biscuit storage. Pada proses single firing dilakukan secara direct yaitu setelah biscuit
tile
keluar
dari
mesin
press
langsung masuk
ke
mesin
drier
lalu
keluar daru
drier
masuk ke glazing line. Itu semua dalam line / jalur yang menggunakan conveyor. Di
FT 4 terdapat 12 line untuk aplikasi ini. Line 3, 4, 13, dan 14 digunakan untuk Single
Firing, sisanya untuk Double Firing. Line 3 dan 4 terhubung dengan mesin press dan
kiln
jumbo
dengan
kapasitas
yang
lebih
banyak.
Single
firing
dipergunakan
untuk
tile berukuran 30 x 30. Sedangkan Double firing untuk ukuran 40 x 40, 45 x 45, 40 x
60.
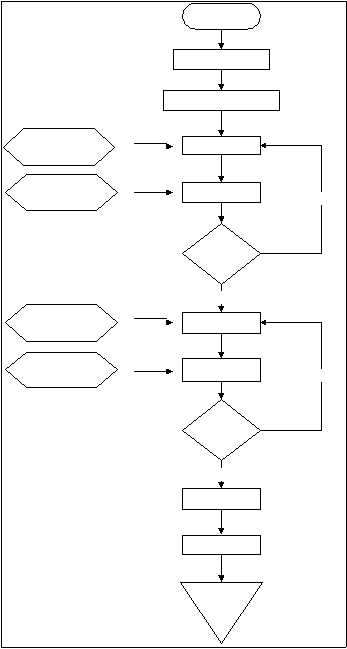
Berikut ini adalah alur proses pada Glaze Application
|
 34
START
BISCUIT
TRANSFER
UNLOADING BISCUIT
Standard
Application Lab
ENGOBE
Density,
Viscosity,
Weight
PENGECEKAN
No
Sesuai
Kriteria
Standard
Application Lab
Ya
Glazing
Density,
Viscosity,
Weight
Pengecekan
No
Sesuai
Kriteria
Ya
Glaze
Fettling
Loading
Stored
Gambar 2.3. Diagram Alir Glaze Application
2.4.6. Gloss Firing / Kiln
Proses
gloss
firing
ini
merupakan proses
yang
paling penting karena pada
tahapan inilah proses pembentukan keramik yang sesungguhnya terjadi. Proses
gloss
|
|
35
kiln
adalah proses
pembakaran tile
yang
telah
diaplikasi
untuk
mematangkan
glasur.
Temperatur
dan
lamanya
pembakaran akan
sangat
mempengaruhi kualitas
tile
yang
dihasilkan. Pembakaran terjadi di roller kiln, yang terbagi atas 43 tahap, panjang 90,3
meter,
lebar 2,5
meter dengan cycle /
lama
pembakaran 36 menit.
Bahan bakar yang
digunakan
berupa
gas alam
cair yang dialirkan
melalui
pipa, tetapi gas alam
itu
disaring terlebih dahulu supaya
tidak ada kotoran
masuk ke dalam kiln. Pembakaran
dilakukan dari dua arah yaitu atas dan bawah dari green tile.
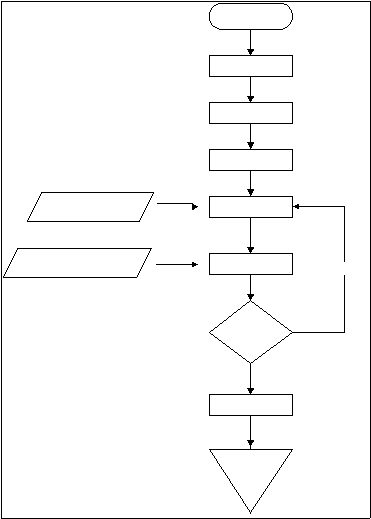
Berikut adalah diagram alir proses gloss firing / kiln
|
 36
START
Glaze Tile Storage
Transfer Car
Unloading
Standard
Application Lab
Firing
Temperature,
Cycle, Visual Defect
Checking
No
Decision
Loading
Storage
Fired
Tile
Gambar 2.4. Diagram Alir Proses Gloss Firing
2.4.7.
Sorting and Packing
Proses ini
merupakan proses
inspeksi dan kemudian finishing terakhir dari
tile
sebelum
dikirim
ke
konsumen dan
pasar.
Disini
sudah
tidak
dilakukan
pembenaran produk
melainkan hanya pelaporan jika terjadi defect yang terlalu fatal
untuk mencegah terjadinya lagi untuk produk selanjutnya.
Berikut adalah gambar diagram alir untuk Sorting and Packing
|
 37
START
Stored
Fired Tile
Unloading
Sorting
Packing
Visual Defect Shading
Checking
No
Decision
Yes
Strapping
Gambar 2.5. Diagram Alir Sorting and Packing
2.5.
Sistem Informasi Pengendalian Kualitas
PT. Mulia
Keramik
Indah Raya
belum
menerapkan
sistem
informasi
untuk
melakukan analisa
pengendalian
kualitas.
Di
bagian
Quality
Control
sendiri,
para
staff
hanya
menggunakan software
jenis
excel
untuk
menginput dan
mengolah data
yang masuk. Sementara untuk kinerja di lapangan sama
sekali
tidak
menggunakan
sistem
informasi.
Semua
pencatatan
dan kejadian-kejadian selama proses produksi
dicatat
secara
manual
oleh
operator
untuk
kemudian diinput
oleh
staff
QC
yang
bertugas pada hari itu
|