|
BAB 2
LANDASAN TEORI
2.1 Peran Manufaktur Dalam Desain
Memproduksi sebuah desain adalah sebuah hubungan yang kritikal dalam
urutan kejadian yang dimulai dari sebuah ide kreatif dan berakhir dengan produk
yang
berhasil
di
pasar.
Dalam era
teknologi
modern
sekarang
ini,
fungsi
dari
produksi
sudah
tidak
menjadi
sebuah
aktivitas
rutin,
namun
desain, pemilihan
material dan proses telah menjadi sebuah bagian yang tidak dapat dipisahkan
Manufaktur dan desain
sering
kali
dalam organisasi,
dipisahkan
menjadi
dua
buah unit yang berbeda. Rintangan antara
desain
dan
manufaktur
dapat
menghalangi
interaksi kedua
fungsi engineering yang seharusnya saling memberi
masukan (Concurrent Engineering). Saat teknologi semakin
canggih dan
perubahannya cepat, kedekatan hubungan antara orang-orang research, desain dan
manufaktur
sangat
diperlukan. Hal tersebut telah dibuktikan
pada
area
peralatan
elektronik,
yakni
penggunaan
semikonduktor
sebagai
pengganti
dari
tabung
vakum.
Dari setiap proses untuk menghasilkan produk baru, selalu adanya
permasalahan
yang timbul seiring dengan tujuan dalam mencapai tujuan
tertentu
(adanya Trade-Offs). Dalam
mendesain sebuah rancangan
untuk
manufaktur
sebuah
produk baru, dimana
produk
jadi
dibuat
dari
berbagai
bahan
baku
(raw
|
 9
material) yang kemudian diproses dengan menggunakan
tahapan
proses dengan
menggunakan alat bantu serta teknik tertentu sehingga dapat menjadi produk akhir
yang memiliki nilai tambah.
Selama proses tersebut tentu menggunakan waktu dan biaya yang timbul
menjadi sebuah permasalah yang kemudian dipakai untuk menentukan harga
pokok penjualan dari produk yang dibuat tersebut. Dalam menentukan biaya
produk dan perkiraan waktu dalam penyelesaian produk dipengaruhi berbagai
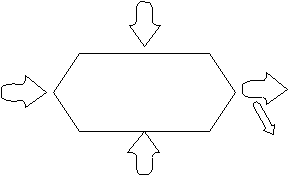
faktor (gambar 2.1).
Informasi
Perlengkapan
(peralatan)
Alat
Bantu
Bahan Baku
Tenaga
kerja
Komponen yang dibeli
Sistem
Manufaktur
(Black
Box)
Produk Barang Jadi
Energi
Servis
Scrap
Pasokan
Gambar 2.1 Model I/O sederhana dari suatu sistem manufaktur
Pada gambar 1.2, terlihat faktor-faktor yang masuk kedalam sebuah kotak besar
yang
bernama
sistem manufaktur.
Kotak
tersebut
merupakan
sebuah black
box
(kotak hitam) mengenai bagaimana proses dalam menyatukan berbagai input yang
masuk sehingga menjadi sebuah produk jadi.
Tahapan proses itulah yang akan
menjadi
sebuah
permasalahan
yang
vital dengan menggunakan input yang ada
sehingga dapat menghasilkan produk sesuai spesifikasi dan dengan biaya
|
 10
manufaktur dan waktu yang optimum. Biaya
dan
waktu selalu
berkaitan dengan
kualitas, manufaktur sesungguhnya berbicara dengan kualitas, apakah produk yang
dihasilkan
sesuai
dengan
spesifikasi
yang
diharapkan
dengan
biaya
dan
waktu
yang telah sesuai dengan perkiraan supaya produk dapat lebih mudah untuk dijual
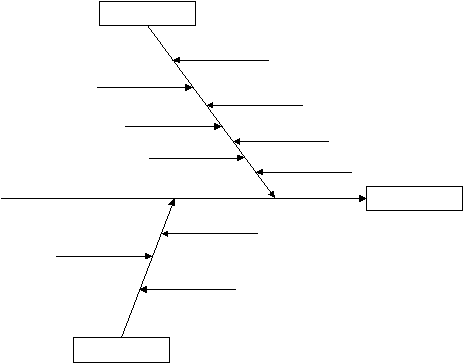
(marketable). Pada Fishbone Diagram di bawah (gambar 2.2) digambarkan
keterkaitan antara biaya, waktu dengan kualitas
Biaya
Peralatan yang dibutuhkan
Jumlah Komponen
Tahapan Proses
Jumlah Tenaga Kerja
Bahan baku
Jumlah Scrap
Energi yang digunakan
Kualitas
Tahapan Proses
Tingkat kesulitan Perakitan
Kualitas Tenaga Kerja
Waktu
Gambar 2.2 Fishbone Untuk Kualitas
Desain untuk manufaktur merupakan tindakan pertama dimana diharapkan
dapat memberikan biaya yang rendah dan waktu yang singkat dengan kualitas
produk yang tepat seperti yang diharapkan atau pun lebih baik. Dari gambar 1.3,
|
|
11
terlihat beberapa komponen faktor yang
mempengaruhi
keduanya
baik
waktu
maupun biaya. Dan sekali lagi tahapan proses merupakan kunci utama disamping
faktor-faktor
lainnya
yang biasanya
dipengaruhi juga oleh tahapan
proses
yang
digunakan.
Manufaktur secara konvensional dibagi menjadi lima yakni:
a. Process Engineering
b. Tool Engineering
c. Work Standar
d. Plant Engineering
e. Administration and Control
Process Engineering adalah pengembangan tahap demi tahap dari operasi untuk
produksi. Keseluruhan produk dibagi menjadi bagian
yang terdiri dari komponen
dan
subassembly, serta langkah yang diperlukan
untuk
memproduksi
setiap
komponen
diatur
dalam urutan
yang
logikal.
Parameter
vital
dalam process
engineering adalah tingkat produksi dan biaya manufaktur.
Tool
Engineering
berhubungan
dengan
desain
peralatan, jigs,
fixtures
dan
pengukur.
untuk
memproduksi
bagian produk. Jigs adalah alat
yang digunakan
untuk memegang benda kerja dan menuntun peralatan selama manufaktur,
sedangkan fixtures memegang bagian yang akan disambung, dirakit atau dimesin.
Tools atau peralatan digunakan untuk permesinan atau pembentukan. Pengukur
untuk menentukan apakah dimensi dari bagian kerja sudah sesuai spesifikasi.
|
|
12
Work Standars adalah nilai waktu yang dikelompokkan menurut setiap operasi
produksi. Selain itu juga ada tool standar dan material standar. Plant Engineering
berkaitan dengan penyediaan fasilitas pabrik
(kegunaan,
ruang, transportasi,
gudang dll) untuk mendukung proses manufaktur. Administration and control
adalah perencanaan produksi, penjadwalan dan pengawasan untuk memastikan
bahwa material, peralatan, mesin dan manusia tersedia pada saat dan jumlah yang
sesuai untuk memproduksi suatu produk.
2.2 Jenis Proses Manufaktur
Proses Manufaktur mengkonversikan material menjadi produk jadi. Dalam
sebuah proses manufaktur diperlukan 3 faktor utama yaitu energi, material dan
informasi. Aliran energi digunakan untuk materialdapat bergerak dan berubah
bentuk. Aliran informasi yang mengandung bentuk dan sifat material, proses yang
digunakan dll., baik
itu mekanik, kimia atau
termal, karakteristik peralatan
yang
digunakan dan gerakan material relatif terhadap peralatan.
Secara
alami,
ratusan
proses
manufaktur
terdiri
dari
2
yaitu mass conserving
dan mass reducing. Pada proses untuk mass conversing , massa dari material awal
hampir sama dengan massa di akhir proses. Biasanya tidak ada pengikisan material,
seperti
halnya pada
injection
molding dan casting.
Untuk
mass reducing biasanya
ada pengikisan material sehingga massa material pada saat awal dan akhir tidak
sama (berkurang). Hal ini terjadi karena pemotongan, pegeboran dll.
Kita bisa mengklasifikasikan berbagai proses yang digunakan dalam
manufaktur menjadi 8 kategori, yakni:
|
|
13
1. Proses Pencetakan : seperti plastik, kaca dan logam
2. Proses Deformasi : seperti tempa, ekstrusi, rolling dll.
3. Proses Permesinan : pemotongan, gerinda, bubut
4. Proses Polimer : injection molding
5. Proses Bubuk (powder) : keramik, logam dengan menggunakan tekanan
6. Proses Penyambungan : solder, las, keling
7. Proses Perlakuan Panas dan Permukaan: penggunaan panas untuk perbaiki
sifat mekanik
8. Proses Perakitan: penggabungan bagian-bagian menjadi bentuk jadi.
2.3 Definisi DFM
Design For Manufacture (DFM) merupakan
sebuah
metodologi
desain
yang
telah
terbukti dapat
diaplikasikan
pada semua ukuran
perusahaan.
Teknik-teknik
DFM digunakan untuk mengoptimumkan kemampuan manufaktur, kualitas,
reliabilitas,
kemampuan
pemeliharan, biaya,
waktu
pemasaran
dan
kepuasan
pelanggan.
Secara
definitif,
DFM
adlah
pertimbangan
mengenai
apakah
produk
tersebut
dan
bagaimana
produk
tersebut
dibuat,
dalam upaya
untuk
menjamin
kualitas,
meminimasi biaya dan
memaksimasikan fleksibilitas. Jika didefinisi
lebih dalam,
DFM berpusat pada
beberapa
hal
seperti toleransi berulang (memastikan
bahwa
sebuah komponen
tidak
didesain
terlalu presisi
sehingga
tidak
dapat
diproduksi
dalam jumlah besar), kemudahan perakitan (misalnya pengurutan operasi-operasi
yang
“dapat
dilakukan”
secara
efisien)
dan
kemampuan
adaptasi
terhadap
|
 14
automasi yang berkecepatan tinggi. (yang mungkin dapat meningkatkan biaya dan
kualitas pada jumlah produksi yang tinggi).
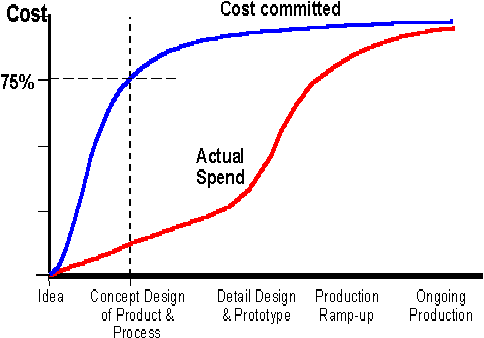
Lebih dari 70% biaya manufaktur sebuah produk (biaya bahan baku, proses dan
perakitan) ditentukan
dengan
keputusan desain,
sedangkang
keputusan produksi
(seperti perencanaan proses atau pemilihan mesin) hanya
berpengaruh sebesar
20%. Dengan mengaplikasikan prinsip-prinsip
DFM pada awal perancangan
produk, penggunaan material dan proses yang optimum akan tercapai, perubahan
akan semakin mudah dan murah dan pengeluaran keseluruhan berkurang.
Grafik 2.1 Biaya Daur Hidup Produk Selama Proses Perkenalan Produk
|
|
15
2.4 Elemen Kunci DFM
DFM memiliki 3 elemen kunci yaitu :
1. Seleksi Proses
Seleksi proses
meliputi baik
material
maupun
metode proses untuk setiap
individu komponen (didasarkan pada asumsi) :
a. Kriteria Kritis dari Performansi (konduktivitas, kekuatan, friksi,
panas dll)
b. Toleransi
c. Komplesitas Komponen
d. Biaya
Penyetelan
dan
Peralatan
(baik
biaya
tetap
ataupun
biaya
variabel)
e. Volume Produksi
f.
Keahlian dan Kemampuan
2. Mengurangi Tahapan Proses
a. Mengurangi berbagai
tahapan proses yang tidak perlu
melalui
serangkaian alternatif strategi
b. Meminimalisasi jumlah komponen
c. Mengkombinasikan tahapan-tahapan
d. Proses/permesinan satu arah untuk mengurangi waktu penyetelan
3. Mendesain Proses
Ada berbagai macam panduan dalam mencapai detail desain yang optimum
untuk mengatasi kesulitan proses-proses produksi yang spesifik. Panduan
|
|
16
ini membantu perancang dalam mengekploitasi keuntungan dan mengenali
batasan dari proses sambil mencegah kesalahan dasar. Banyak panduan
yang dipublikasi, namun beberapa perusahaan cenderung mengembangkan
panduan mereka sendiri. Contoh-contoh panduan meliputi panduan
permesinan, pembentukan, injeksi, penggabungan, panduan mengenai
adhesif dll.
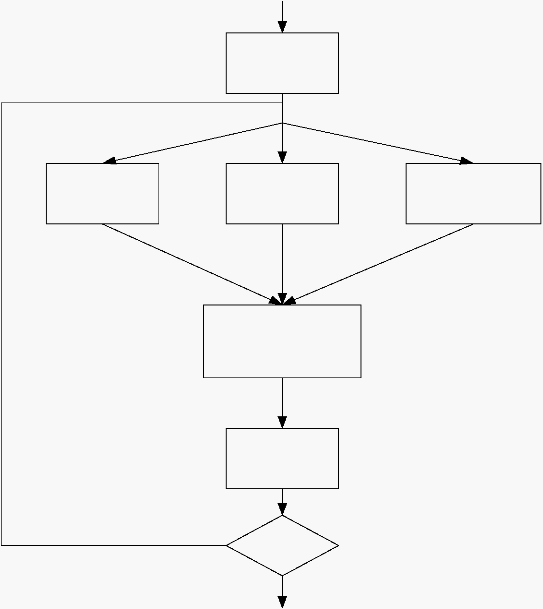
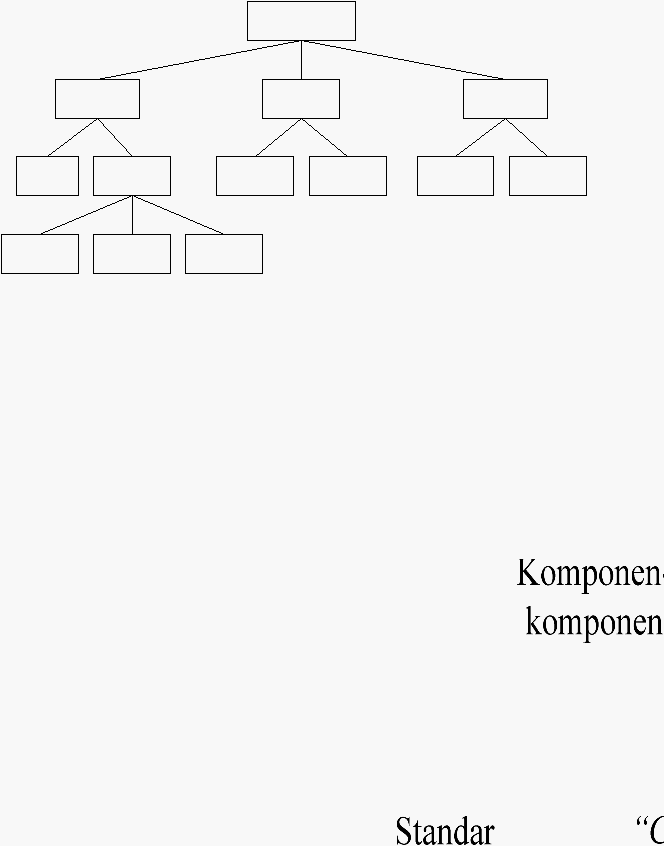
2.5 Tahapan DFM
Metode DFM menurut Ulrich dan Eppinger digambarkan pada gambar 2.3.
Metode itu terdiri dari 5 langkah:
1.
Memperkirakan biaya manufaktur
2.
Mengurangi biaya komponen
3.
Mengurangi biaya perakitan
4.
Mengurangi pendukung produksi
5.
Mempertimbangkan pengaruh keputusan DFM pada faktor-faktor lainnya.
|
 17
Gambar
2.3 Metode
Perancangan
Untuk Proses
Manufaktur
|
|
18
2.6 Biaya Manufaktur
Biaya manufaktur merupakan penentu utama dalam keberhasilan ekonomis dari
produk. Dalam istilah sederhana, keberhasilan ekonomis tergantung dari marjin
keuntungan dari tiap penjualan produk dan berapa banyak yang dapat dijual oleh
perusahaan. Marjin keuntungan merupakan selisih antara harga jual pabrik dengan
biaya pembuatan produk. Jumlah unit yang dijual dan harga jual sangat ditentukan
oleh kualitas produk
secara keseluruhan. Secara ekonomis, rancangan
yang
berhasil tergantung dari jaminan kualitas produk yang tinggi, sambil
meminimasi
biaya manufaktur. DFM merupakan salah satu metode untuk mencapai sasaran ini.
Pelaksanaan DFM
yang efektif
mengarahkan pada biaya
manufaktur
yang rendah
tanpa mengorbankan kualitas produk. DFM menggunakan informasi dari beberapa
tipe, termasuk diantaranya :
1) Sketsa, gambar, spesifikasi produk, dan alternatif-alternatif rancangan;
2)
Suatu pemahaman detail tentang proses produksi dan perakitan, serta
perkiraan
biaya
manufaktur,
volume produksi, dan
waktu
peluncuran
produk.
|
 19
Gambar 2.4 Elemen Biaya Manufaktur Dari Suatu Produk
Cara lain untuk membagi biaya manufaktur adalah dengan menggunakan biaya
tetap dan biaya variabel. Biaya tetap adalah biaya yang tercangkup dalam jumlah
yang telah ditentukan sebelumnya, tanpa menghiraukan berapa banyak unit
produksi yang dibuat. Biaya variabel adalah biaya
yang tercangkup dalam
proporsi
langsung dari
jumlah
unit
yang dihasilkan.
Kolom
pada
BOM
(suatu
daftar tiap komponen produk) menunjukkan perkiraan biaya yang terurai menjadi
biaya tetap dan biaya variabel. Biaya komponen standar diperkirakan dengan:
1) Membandingkan tiap komponen dengan komponen yang sama yang pernah
dihasilkan atau dibeli perusahaan dalam volume yang diperbandingkan atau
2) Mendapatkan harga dari penjual keliling atau pemasok
Komponen pesanan, yaitu komponen-komponen yang dirancang secara khusus
untuk produk, dibuat oleh pabrik atau oleh pemasok, diperkirakan dengan
menambahkan biaya meterial mentah, pemrosesan, dan peralatan. Biaya perakitan
|
 20
manual dapat diperkirakan dengan menjumlahkan waktu yang diperkirakan untuk
tiap operasi perakitan dan dikalikan dengan jumlah tenaga kerja. Pelaksanaan
perakitan membutuhkan waktu yang berbeda tergantung dari ukuran komponen,
kesulitan operasi, dan jumlah produksi. Memperkirakan biaya-biaya overhead
untuk
produk
baru
secara
akurat
sangatlah
sulit, dan kenyataannya di industri
tidaklah memuaskan. Dengan demikian total biaya perunit dapat dihitung dengan
menggunakan humus dibawah ini:
Total biaya per unit = Biaya Tetap + Biaya Variabel
Volume
2.7 Pengurangan Biaya Manufaktur
2.7.1 Mengurangi Biaya Komponen
Beberapa strategi untuk meminimasi biaya-biaya tersebut:
•
Memahami Batasan-batasan proses dan Dasar-dasar Biaya
Proses-proses yang memiliki kemampuan yang tidak mudah dijelaskan,
strategi terbaik adalah dengan bekerja langsung dengan orang-orang
yang
sangat
mengetahui
proses produksi
yang
dimaksud.
Ahli-ahli
manufaktur
ini
umumnya
akan memiliki
banyak
ide
mengenai
bagaimana merancang ulang komponen untuk mengurangi biaya
produksi.
|
|
21
•
Merancang
Ulang
Komponen
Untuk
Mengurangi
Langkah-langkah
Pemrosesan
Kecermatan rancangan
yang diusulkan akan mengarahkan pada usulan
rancangan yang dapat menghasilkan penyederhanaan proses produksi,
yang pada umumnya memberikan hasil pengurangan biaya.
•
Pemilihan Skala Ekonomi Yang Sesuai Untuk Pemrosesan Komponen
Biaya
manufaktur
untuk
suatu produk biasanya turun bila
volume
produksi meningkat. Gejala ini dinamakan skala ekonomi. Skala
ekonomi
untuk
suatu
komponen
yang
dibuat
terjadi
karena
dua
alasan
berikut: 1) biaya tetap dibagi di antara
lebih banyak
unit dan 2) biaya
variabel
menjadi
lebih
rendah
karena
perusahaan
dapat
mempertimbangkan penggunaan proses-proses dan peralatan
yang lebih
luas dan efisien.
•
Menstandarkan Komponen-komponen dan Proses-proses
Prinsip skala ekonomis juga digunakan dalam pemilihan komponen dan
proses. Untuk volume
produk yang diharapkan,
manfaat
diperolehnya
volume komponen yang lebih tinggi dapat dicapai melalui penggunaan
komponen standar.
•
Mengikuti Black Box Pengadaan Komponen
Pada pendekatan ini, tim memberikan
pemasok
dengan
hanya
uraian
komponen
berupa
‘black
box’,
yaitu
uraian
mengenai
apa
yang
harus
|
|
22
dilakukan oleh komponen, dan bukannya bagaimana untuk mencapai hal
tersebut. Spesifikasi semacam ini memungkinkan penjual keliling/eceran
untuk mendapatkan kemungkinan ruang
gerak
yang
paling
lebar
untuk
merancang atau memilih komponen unutk biaya minimum. Kelebihan
tambahan dari pendekatan ini adalah mengurangi tanggung jawab tim
internal untuk merancang komponen. Usaha pengembangan black
box
yang
berhasil
membutuhkan
perancangan
tingkat
sistem yang
hati-hati
dan definisi fungsi yang sangat jelas, media dan interaksi dari tiap
komponen.
2.7.2
Mengurangi Biaya Perakitan
Beberapa strategi untuk mengurangi biaya perakitan
•
Menyimpan Angka
Boothroyd
dan Dewhurst (1989)
menganjurkan
untuk
memelihara
perkiraan biaya perakitan yang sedang berjalan. Sebagai tambahan untuk
angka mutlak
ini,
mereka
mengusulkan konsep efisiensi perakitan.
Indeks DFA ditujukan dengan rumus sebagai berikut :
Indeks DFA =
jumlah komponen min imum teoritis × 3 det ik
Perkiraan waktu total
Angka 3 detik mencerminkan waktu
minimum teoritis
yang dibutuhkan
untuk menangani dan menyisipkan suatu komponen yang dengan
sempurna sesuai untuk perakitan.
|
|
23
•
Mengintegrasikan Komponen
Integrasi komponen memberikan beberapa manfaat :
¾
Komponen yang terintegrasi tidak harus dirakit.
¾
Komponen
yang
terintegrasi sering lebih murah untuk diolah
dibandingkan komponen terpisah.
¾
Komponen
yang
terintegrasi
memungkinkan keterkaitan di antara
bentuk
geometris di antara bentuk
geometris kritis
untuk
dikendalikan oleh proses pembuatan komponen dibandingkan
dengan suatu proses perakitan.
•
Memaksimumkan Kemudahan Perakitan
Karakteristik ideal dari komponen untuk suatu perakitan adalah
(disesuaikan dari Boothroyd dan Dewhurst, 1989) :
¾
Komponen dimasukkan dari bagian atas rakitan
¾
Komponen lurus dengan sendirinya
¾
Komponen tidak harus diorientasikan
¾
Komponen hanya membutuhkan satu tangan untuk merakit
¾
Komponen tidak membutuhkan peralatan
¾
Komponen dirakit dengan gerakan linier, dan tunggal
¾
Komponen terkunci dengan segera setelah penggabungan
|
|
24
•
Mempertimbangkan Perakitan Oleh Pelanggan
Pelanggan mungkin sabar melengkapi beberapa produk rakitannya
sendiri, khususnya jika dengan mengerjakan hal tersebut memberikan
keuntungan
lain,
seperti
membeli
dan
menangani
produk
kemasan
dengan lebih mudah.
2.7.3 Mengurangi Biaya Penunjang Produksi
Beberapa cara untuk mengurangi biaya penunjang produksi
•
Meminimasi Kerumitan Sistematik
Kerumitan
timbul
karena
berbagai input, output dan
proses
perubahan.
Banyak
sistem manufaktur
melibatkan
ratusan
pemasok,
ribuan
komponen
yang berbeda, ratusan orang, lusinan tipe produk dan lusinan
tipe proses produksi.
•
Proses Pembuktian Kesalahan (Error Proofing)
Satu tipe mode kegagalan disebabkan karena memiliki komponen yang
berbeda yang dapat dengan mudah membingungkan.
2.8 Mempertimbangkan Pengaruh DFM Terhadap Faktor Lain
Beberapa pengaruh DFM terhadap Faktor Lain
•
Pengaruh DFM Pada Waktu Pengembangan
Waktu pengembangan dapat menjadi sangat berharga. Untuk suatu proyek
pengembangan mobil, waktu adalah sangat berarti seperti ratusan ribu dolar
perhari. Karena alasan inilah, keputusan DFM harus dievaluasi untuk melihat
|
|
25
pengaruhnya pada waktu pengembangan, seperti pengaruhnya juga pada biaya
manufaktur.
•
Pengaruh DFM Pada Biaya Pengembangan
Biaya pengembangan sangat simetris dengan waktu pengembangan. Maka,
perhatian yang sama mengenai keterkaitan antara kerumitan dan waktu
pengembangan digunakan untuk biaya pengembangan. Bagian dari fenomena
ini meningkatkan korelasi di antara manajemen proyek praktis yang baik dan
aplikasi metode semacam DFM.
•
Pengaruh DFM Pada Kualitas Produk
Sebelum melakukan keputusan DFM, tim seharusnya mengevaluasi pengaruh
keputusan pada kualitas produk. Di bawah kondisi ideal ini, tindakan untuk
mengurangi biaya manufaktur akan juga memperbaiki kualitas produk.
Tindakan untuk mengurangi biaya manufaktur
juga
dapat
memberikan
pengaruh buruk pada kualitas produk, sehingga disarankan tim tetap menjaga
dimensi kualitas yang penting untuk produk.
•
Pengaruh DFM Pada Faktor-faktor Eksernal
¾
Komponen yang digunakan kembali: Dengan mengambil waktu dan
uang untuk mendapatkan komponen dengan biaya rendah yang
mungkin berguna untuk tim lain yang merancang produk yang sama.
|
|
26
¾
Biaya umur pakai: Melalui daur hidup produk, produk-produk tertentu
mungkin
mengakibatkan
beberapa perusahaan atau
biaya
yang
tidak
dihitung untuk biaya manufaktur.
2.9 Manufaktur Produk Elektronik
Secara
umum proses manufaktur untuk electronics assembly
terdiri dari 3 tahap
yakni:
1. Component Manufacture
2. Printed Circuit Board (PCB) Manufacture
3. Electronic Assembly Process
Karena komponen elektronik seperti resistor, kapasitor, transistor, Intergrated
Circuit (IC) merupakan komponen yang biasanya dibuat oleh pabrik komponen
yang memang khusus membuat komponen tersebut untuk dijual ke pasar. Disini
lebih ditekankan akan proses manufaktur PCB dan perakitan elektronik.
2.9.1 Komponen-komponen Elektronik
Dalam
membuat alat elektronik,
sering
dijumpai
beberapa komponen
yang
dipakai untuk menghasilkan fungsi yang diinginkan dari alat tersebut. Beberapa
komponen itu adalah:
1. Resistor
Resistor atau tahanan (R) merupakan komponen elektronika yang
berfungsi untuk menghambat arus listrik sehingga dapat membatasi
jumlah arus yang mengalir dalam rangkaian. Resistor yang biasa
|
|
27
dikenal umumnya berbentuk tabung dengan 2 kakidari tembaga dikiri-
kanannya. Pada badannya terdapat
lingkaran
berbentuk
gelang
berwarna yang merupakan kode warna untuk memudahkan pemakai
mengetahui besar hambatan (ohm) tanpa harus mengukurnya dengan
ohmmeter dterlebih dahulu. Resistor menurut macamnya terbagi dua
yakni resistor tetap dan resistor variabel (tidak tetap).
Saat memilih ukuran resistor untuk sikuit elektronik, perhitungan
penghilang panas dalam watt harus dipertimbangkan secara hati-hati.
Ini
dikarenakan
PCB
dimana
resistor
itu terpasang, relatif
mengandung logam yang sedikit kandungan udara seperti besi dan
alumimium. Bila arus yang melawati (benda bekerja untuk waktu yang
cukup lama) sirkuit, dapat meyebabkan permukaan PCB terbakar
sehingga terjadi malfungsi.
2. Kapasitor/Kondensator
Merupakan komponen elektronik yang fungsinya untuk menyimpan
muatan listrik. Namun bedanya dengan baterai kering atau aki,
kapasitor
menyimpan
muatan
listrik tanpa
terjadi
reaksi
kimia.
Kapasitor
(C)
memiliki
struktur
yang
terbuat
dari
plat besi
dan
dipisahkan oleh suatu bahan dielektrik. Bahan-bahan dielektrik
tersebut misalnya udara vakum, keramik, gelas dll. Konduktor juga
terdiri dari dua jenis yakni tetap dan variabel.
|
|
28
3. Dioda
Dioda yang disingkat dengan lambang D ialah suatu komponen
elektronika yang terbuat dari
bahan semikonduktor yang saling
dipertemukan. Dioda sebenarnya
merupakan
tahanan arus
searah
karena
hanya
dapat
melakukan
arus
listrik
dengan
satu
arah.
Oleh
sebab
itu
dioda
sering digunakan
dalam rangkaian penyearah.
Dioda
memiliki 2 kutub yakni kathoda (negatif ) dan anoda (positif).
4. Transistor
Transistor merupakan dioda dengan dua sambungan. Sambungan itu
sedemikian rupa sehingga membentuk transistor PNP maupun tipe
NPN (N=negatif, P= positif). Ujung-ujung terminalnya berturut-turut
disebut emitor, base dan kolektor. Base selalu terletak ditengah-tengah
antara
emitor dan
kolektor.
Transistro demikian disebut bipolar,
karena
struktur
dan
prinsip kerjanya
sangat tergantung
dari
perpindahan elektron di kutub negatif yang mengisi lubang elektron di
kutub positf.
5. Intregated Circuit (IC)
Komponen IC juga merupakan komponen semikonduktor. Pemakaian
IC sudah sangat luas dan dalam ilmu komputer sering disebut dengan
CHIP. Keuntungan memakai IC adalah dapat membuat rangkaian
menjadi lebih praktis dan tidak memerlukan tempat yang lebar. Pada
umumnya, bentuk dari IC adalah persegi panjang dengan pin-pin
|
|
29
(kaki) di
sampingnya. Secara
garis besar IC
ada
dua
jenis
yaitu IC
digital
dan
IC
linear.
Dalam pemasangannya, IC
harus
diperhatikan
karena
merupakan
komponen
aktif
dan
tidak
tahan
panas.
Sehingga
kita perlu memperhatikan suhu dari solder yang digunakan dan
pemasangan pin-pin IC ke dalam PCB secara tepat agar tidak terjadi
kerusakan terhadap rangkaian elektronik tersebut. IC diproduksi dalam
bentuk, skala kecil, medium, besar dan sangat besar.
2.9.2 Printed Circuit Board (PCB)
PCB untuk electronic
assemblies
adalah substrat yang memberikan
dukungan mekanis sama
seperti hubungan listrik. Terbuat dari substrat yang
keras atau flesibel dengan lapisan konduktor tunggal atau banyak yang dipisah
dengan penyekat. PCB sering dikenal juga dengan nama Printed Wiring
Board (PWB). PCB pertama kali ditemukan
di
Amerika
Serikat,
sehingga
dalam ukurannya dipakai satuan non-SI seperti in, mil dan oz. Dimensi papan
atau board dalam satuan inchi (1 in = 2,54 cm), ketebalan dielektrik dan lebar
konduktor dalam satuan mil (1 mil = 25,4
µ
m), konduktor, biasanya tembaga,
ketebalan
dalam oz.
Berat
logam
konduktor dalam
satuan
luas
(square
feet)
dari material khususnya tembaga adalah 0,5 oz (17,5
µ
m), 1oz (35
µ
m), 2 oz
(70
µ
m).
|
 30
Secara umum spesifikasi dimensi dari PCB adalah:
•
Ketebalan akhir: Standar (31mil, 39 mil dan 62 mil) ; Non-standar (untuk
pesanan dengan volume tinggi, ketebalan antara 10 sampai 125 mil)
•
Dimensi maksimum 16in X 20in
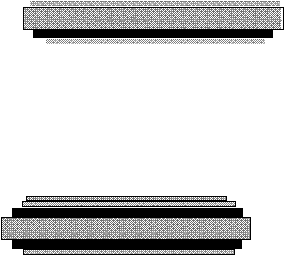
2.9.3 Kontruksi PCB
PCB terdiri dari beberapa lapisan
dimana lapisan terluar adalah lapisan
tembaga. Penyusunan lapisan dilakukan secara vertikal dengan porosnya
untuk
menghindari
ketegangan
mekanik di dalam papan saat
proses
termal.
Pada gambar 2.5 dan 2.6 dapat dilihat kontruksi dari PCB satu
sisi dan dua
sisi.
Silkscreen
Board
Solder layer copper
Solder
layer
solder-mask
Gambar 2.5 PCB Single Sided
Silkscreen
Component
Layer solder-mask
Component
Layer copper
Board
Solder
layer copper
Solder layer solder-mask
Gambar 2.6 PCB Double Sided
|
|
31
Bahan untuk
membuat
lapisan penyekat PCB adalah bahan dielektrik. Bahan
yang
biasa
digunakan adalah Fiberglass
Epoxy-resin (FR-4)
karena
mudah
didapat dan relatif murah, struktur yang keras dan tahan panas hingga 130
0
C.
Bahan yang lain adalah CEM, Polymide dan Teflon. Standar ketebalan untuk
lapisan inti (core) adalah 5, 8, 10, 14, 20, 40 mil. Sedangkan untuk lapisan
prepreg 4 mil.
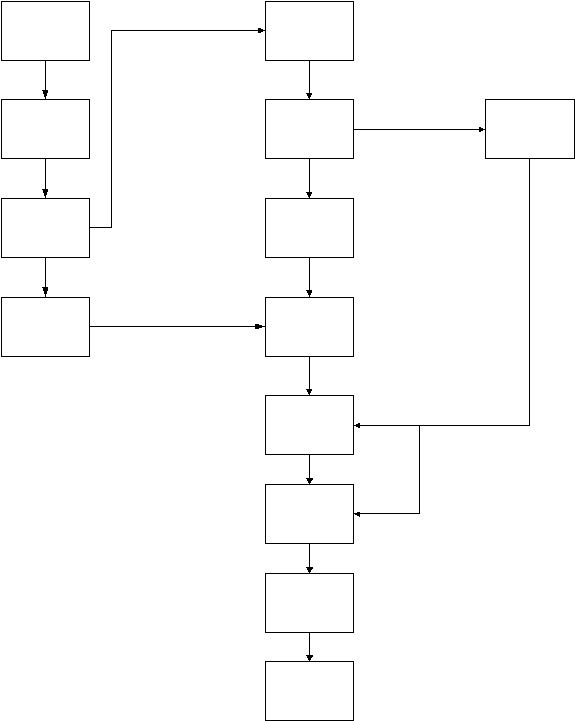
2.9.4 Proses Manufaktur PCB
Secara umum proses manufaktur untuk PCB single layer dengan manual
dapat
dilihat pada gambar 2.7. Untuk pembuatan PCB tersebut, diperlukan
keahlian yang cukup serta penanganan khusus karena berhubungan dengan
bahan kimia yang berbahaya seperti soda api (FeCl3). Untuk pembuatan PCB
multilayer, biasanya
untuk
produk-produk
yang
lebih canggih seperti
handphone,
televisi, motherboard
untuk
PC
dll.
Tahapan
tersebut
lebih
kompleks dan menggunakan beberapa mesin seperti CNC.
|
 32
R
angkaian
pertinacs sesuai
ukuran
Layout atau
m
aal
M
em
bersihkan
pertinacs
S
oda api
Layout diatas
kertas grafik
M
elapsi pertinacs
isi pertinacs
dengan positif 20
M
em ndahkan
indahkan
Layout ke atas film
positif
M
enem pelkan film
positif ke atas
pertinacs
P
enyinaran
pertinacs
P
elarutan dengan
soda ap
i
P
engeringan
setelah dcuci
icuci
Finishing
P
C
B
dan
pem
buatan
lubang
Gambar 2.7 Bagan Pembuatan PCB secara manual
|
|
33
Pertama-tama yang
harus dilakukan dalam
membuat
PCB,
mrancang
pola-
pola
yang akan
dibuat,
kemudia baru
setelah kita persiapkan
terlebih
dahulu
segala keperluan-keperluan yang bersangkutan dengan pembuatan PCB.
Selembar
board
atau pertinacs sebagai tahap awal pembuatan PCB. Ada dua
jenis pertinacs, yang pertama telah terdapat lubang
kecil yang memang telah
dibuat sedimikian rupa oleh pabrik. Yang kedua, berupa lembaran dengan
permukaan
tertutupdan
dilapisi
dengan
sejenis
logam yang
tipis
pada
permukaannya. Logam lapisan itu biasanya terbuat dari tembaga dengan
ketebalan
0,002
mm.
Yang
dipakai
adalah jenis
kedua
karena
untuk
jenis
pertama untuk mengghubungkan antar komponen diperlukan kabel sedang
untuk yang keduia tidak karena akan dicetak jalurnya pada papan.
Tahap
selanjutnya
adalah
rencana
desain
atau
rancangan
tata
letak dari
komponen. Rancangan
ini dibuat diatas
lembaran ebonit
yang disebut Cooper
Clad. Namun untuk menggambarnya harus dilakukan dengan terbalik dari tata
letak yang sebenarnya karena nantinya akan dicetak keatas papan. Untuk bagian
atas papan merupakan tempat letak komponen
yang bersangkutan
dan
bagian
bawahnya merupakan jalur sambungan kaki komponen. Selanjutnya gamabar
rangkaian dari Cooper Clad itu akan dipindahkan ke atas papan dengan
pembuatan
film positifnya.
Bila
film positif
telah
selesai,
langkah slanjutnya
adalah
menyemprotkan
cairan
kimia
positf 20
sampai
rata
betul
di
seluruh
permukaan
yang
nantinya
akan ditempeli
fil
positif.
Keringkan
dan
lakukan
penyinaran
seperti
melakukan proses afdruk
foto di kamar
gelap.
Pemakaian
|
|
34
lampu dan lama penyinaran mempengaruhi hasil akhirnya. Setelah kering,
tinggal dibersihkan dengan soda api untuk melepaskan tembaga yang tidak
terpakai sehingga hanya tertinggal jalur menurut film positif tadi.
Lapisi
PCB
dengan
thinner
supaya
tidak
mengalami
oksidasi.
Kemudian
baru didrill
untuk menghasilkan lubang yang nantinya akan dipasangkan kaki
dari komponen-komponennya.
Ada cara
lain selain
menggunakan penyinaran dengan UV. Cara
ini secara
garis besarnya sama, hanya saja dalam mencetak gambar jaringan ke atas PCB
menggunkan teknik screening. Hal ini lebih cocok untuk membuat PCB dalam
jumlah banyak karena cetakan dapat menghemat waktu dan tidak banyak
menggunakan cairan kimia.
2.9.4 Electronic Assembly Process
Perakitan barang elektronik yang memiliki kesamaan kerja hanya berbeda di
penggunaan
alat
bantu.
Cara
perakitan
alat
elektronik yang
terdiri
dari
komponen-komponennya
seperti
resitor, kapasitor , IC, transistor dll, untuk
dipasang pada PCB ditentukan beberapa faktor seperti volume produksi, jenis
PCB yang digunakan dan ukuran komponen serta kepresisian pemasangan.
Untuk perakitan alat elektonik sederhana biasa
digunakan tangan (manual)
dalam peletakan
komponen
tersebut
keatas
PCB
dan
penyambungannya
(soldering) menggunakan
hand
soldering
namun
adapula
teknologi
SMT
(Surface Mount Technology) yang memungkinkan
komponen-kompenen
diperkecil
hingga tiga per
empat
ukuran
aslinya dengan
harga
sekitar
satu
|
|
35
setengah dari ukuran normal. Karena itu peletakannya menggunakan mesin
pick and place untuk memudahkan pemasangan dan tingkat presisi yang
tinggi. Karena komponennya yang kecil
maka
penyambungannya
langsung
dipatri di permukaan dengan menggunakan reflow soldering.
Secara umum perakitan elektronik dibagi menjadi beberapa tahap yaitu:
•
Pemasangan komponen
•
Penyambungan (soldering)
•
Pemeriksaan secara visual
•
Electrical testing (ATE)
|