 22
BAB 2
LANDASAN TEORI
2.1 Tinjauan Pustaka
2.1.1 Definisi penjadwalan
Secara
umum,
penjadwalan
merupakan
proses
dalam perencanaan
dan
pengendalian produksi yang digunakan untuk merencanakan produksi serta
pengalokasian
sumber
daya
pada
suatu waktu
tertentu
dengan
memperhatikan
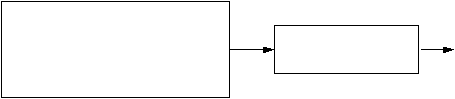
kapasitas sumber daya yang ada. Secara umum penjadwalan dapat dinyatakan
sebagai persoalan seperti pada gambar berikut:
n
buah pekerjaan
m
buah mesin
Ketergantungan
antar
operasi
(routing)
Waktu proses setiap operasi
Penjadwalan
Jadwal
Gambar 2.1 Persoalan Penjadwalan
Definisi penjadwalan menurut:
1. Richard W. Conway
Adalah suatu proses pengurutan pembuatan produk secara menyeluruh pada
beberapa mesin.
|
|
23
2. Martinich (1997)
Penjadwalan
dapat
didefinisikan sebagai keputusan
dalam
penugasan
dan
waktu untuk memulai pekerjaan dengan menggunakan sumber daya seperti
manusia, peralatan, dan fasilitas yang akan digunakan untuk kegiatan proses
produksi.
3. Roger. Schroeder
Adalah proses untuk menentukan:
a. Sequence,
yang
berarti
pengurutan
pekerjaan
yang
akan
dikerjakan
berikutnya.
b. Timing, yang berarti menentukan saat mulai dan akhir setiappekerjaan.
4. Kenneth R. Baker
Menurut Baker, penjadwalan memiliki 2 arti yaitu:
a. Penjadwalan sebagai fungsi dari pengambilan keputusan.
Penjadwalan merupakan proses untuk menentukan sebuah jadwal.
b. Penjadwalan merupakan suatu teori.
Penjadwalan
merupakan kumpulan dari prinsip-prinsip, model, teknik
dan
kesimpulan
logis
dalam pengambilan
keputusan.
Penjadwalan
merupakan bagian dari shop floor control.
Menurut Baker, jika makespan suatu penjadwalan adalah konstan, maka
urutan kerja yang tepat akan menurunkan flow time dan rataan work in proses.
|
|
24
Keputusan
yang
dibuat
dalam penjadwalan
meliputi
pengurutan
pekerjaan
(sequencing), waktu mulai dan waktu selesai pekerjaan (timing),
urutan operasi
untuk suatu pekerjaan (routing). Masalah penjadwalan selalu berkaitan dengan
pengurutan produksi (sequencing)
yang
didefinisikan
sebagai
penentuan
urut-
urutan kedatangan dari bermacam-macam pekerjaan yang harus diselesaikan
dalam
jangka
waktu tertentu. Masalah penjadwalan seringkali
muncul jika
terdapat sekumpulan
tugas secara bersamaan, sedangkan peralatan yang dimiliki
terbatas.
2.1.2 Tujuan Penjadwalan
Penjadwalan memiliki tujuan secara umum, yaitu:
1. Efisiensi pemakaian sumber daya dan meminimasi makespan.
2. Agar lebih responsif terhadap permintaan. Meminimasi rata-rata flowtime atau
rata-rata waktu menunggu (tardiness).
3. Meningkatkan produktivitas mesin dengan jalan
meminimasi waktu menganggur
mesin.
4.
Penjadwalan
menambah kapasitas dan fleksibilitas yang terkait memberikan
waktu pengiriman yang lebih cepat dan dengan demikian pelayanan kepada
pelanggan menjadi lebih baik.
5. Memenuhi
batas
waktu
(due
date),
serta
mengurangi
lateness
atau
keterlambatan.
|
|
25
2.1.3 Kriteria Penjadwalan Proses
Teknik penjadwalan yang benar tergantung pada volume pesanan, ciri operasi,
dan keseluruhan kompleksitas pekerjaan, sekaligus pentingnya tempat pada
masing-masing dari empat kriteria. Empat kriteria itu adalah:
1. Meminimalkan waktu penyelesaian. Ini dinilai dengan
menentukan rata-
rata waktu penyelesaian.
2. Memaksimalkan utilisasi. Ini dinilai dengan menentukan persentase waktu
fasilitas itu digunakan.
3.
Meminimalkan
persediaan
barang
dalam proses.
Ini
dinilai
dengan
menentukan
rata-rata
jumlah
pekerjaan
dalam sistem.
Hubungan
antara
jumlah pekerjaan dalam sistem dan persediaan barang dalam proses adalah
tinggi. Dengan demikian semakin kecil jumlah pekerjaan yang ada di
dalam sistem, maka akan semakin kecil persediaannya.
4.
Meminimalkan waktu tunggu pelanggan. Ini dinilai dengan menentukan
rata-rata jumlah keterlambatan.
2.1.4 Klasifikasi penjadwalan
Penjadwalan produksi
dapat
berbeda-beda
ditinjau
dari
keadaan
yang
mendasarinya. Beberapa model penjadwalan yang ada pada proses produksi
berdasarkan beberapa keadaan antara lain:
1. Berdasarkan mesin yang digunakan dalam proses, terdiri dari:
a. Scheduling pada mesin tunggal (single machine shop)
|
     26
b. Scheduling pada mesin jamak (m machine)
2. Berdasarkan pola aliran proses, terdiri dari:
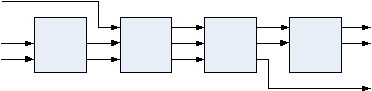
a. Flow Shop
Adalah sebuah proses produksi dengan aliran dari satu mesin ke mesin
lain. meskipun pada flow shop semua tugas akan mengalir pada jalur
produksi yang sama, yang disebut sebagai pure flow shop, tetapi dapat
pula berbeda dalam dua hal. Pertama, jika flow shop dapat menangani
tugas
yang
bervariasi.
Kedua,
jika
tugas
yang
dating ke
dalam flow
shop tidak harus dikerjakan pada semua jenis
mesin. Jenis flow shop
seperti ini disebut general flow shop.
Gambar 2.2 Lintasan Aliran Flow Shop
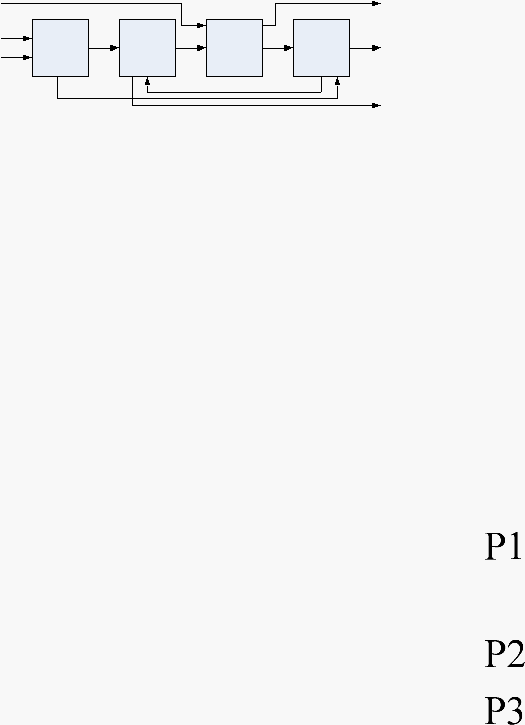
b. Job Shop
Proses produksi dengan aliran job shop
berarti proses pengurutan
pekerjaan untuk lintasan produk yang tidak beraturan atau tidak selalu
sama untuk setiap jobnya. Setiap pekerjaan yang dikerjakan dengan
urutan mesin tertentu sesuai dengan kebutuhan prosesnya. Dengan
demikian pola
alirannya
berbeda-beda, tidak
selalu
dalam satu arah.
|
  27
Keluaran dari setiap mesin untuk jenis job shop biasanya berarti
langsung sebagai produk jadi sehingga dapat juga berarti produk
setengah jadi.
Gambar 2.3 Lintasan Aliran Job Shop
3. Berdasarkan Pola kedatangan Job, terdiri dari:
a. Penjadwalan Statis
Pengurutan pekerjaan terbatas pada pesanan yang ada atau datang
secara bersamaan dan siap untuk dikerjakan pada mesin yang tidak
bekerja (menganggur). Dengan demikian, pekerjaan yang baru tidak
akan mempengaruhi pengurutan pekerjaan yang telah dibuat.
b. Penjadwalan Dinamis
Pengurutan pekerjaan, dimana proses
kedatangan
pekerjaan
tersebut
tidak menentu, baik itu dari jumlah maupun kedatangannya.
4. Berdasarkan sifat informasi yang diterima, terdiri dari:
a. Penjadwalan Deterministik
Informasi yang diperoleh sudah diketahui dengan pasti, misalnya
informasi tentang pekerjaan dan mesin seperti waktu kedatangan
dan waktu prosesnya.
|
|
28
b. Penjadwalan Stokastik
Informasi
yang
diperoleh
belum diketahui
dengan
pasti,
oleh
karena itu perlu memperkirakannya dengan menggunakan
distribusi probabilitas.
5. Berdasarkan product positioning, terdiri dari:
a. Make to Order
Jumlah dan jenis produk yang dibuat berdasarkan permintaan dari
konsumen, biasanya salah satu tujuannya adalah untuk mengurangi
biaya simpan.
b. Make to Stock
Jumlah dan jenis produk terus-menerus dibuat untuk disimpan
sebagai persediaan (inventory).
2.1.5 Istilah-istilah dalam Penjadwalan Produksi
Istilah-istilah yang sering digunakan dalam penjadwalan adalah:
?
Flow Time (Fi)
Adalah
waktu antara
suatu
saat
di
mana
suatu
pekerjaan
dapat diproses
dengan suatu saat, dimana pekerjaan tersebut telah selesai dikerjakan.
?
Lateness (Li)
Adalah perbedaan antara waktu penyelesaian suatu pekerjaan dengan
tenggat waktunya.
|
|
29
?
Tardiness (Ti)
Adalah pengukuran dari lateness yang positif. Jika suatu pekerjaan lebih
dahulu
selesai,
pekerjaan
tersebut
memiliki lateness yang
negatif
tapi
tardinessnya yang negatif.
?
Earliness (Ei)
Adalah penyimpangan waktu penyelesaian terlalu awal yaitu sebelum due
date. Earliness disebut juga lateness negatif.
?
Completion Time (Ci)
Adalah
jangka
waktu antara
permulaan bekerja
pada
pekerjaan
pertama,
dimana
waktu
tersebut
ditunjukkan oleh
t
=
0,
dan
waktu
pada
saat
pekerjaan I selesai.
?
Processing Time (ti)
Merupakan
perkiraan
berapa
lama waktu
yang
akan
dibutuhkan
untuk
menyelesaikan suatu pekerjaan.
?
Slack Time (Si)
Adalah waktu sisa yang tersedia bagi suatu job.
?
Due Date (di)
Adalah batas waktu akhir suatu job harus diselesaikan.
?
Makespan (M
s
)
Adalah jangka waktu untuk menyelesaikan seluruh
order yang telah
dijadwalkan dapat diselesaikan oleh lantai produksi.
|
|
30
?
Waiting Time (W
i
)
Adalah waktu menunggu antara waktu suatu proses selesai hingga dimulai
operasi berikutnya dari pengerjaan tiap operasi pada order i. Pekerjaan
pertama dalam jadwal akan mempunyai waktu
tunggu nol dan pekerjaan
kedua
akan
mempunyai
waktu
tunggu selama
waktu
proses
pekerjaan
pertama terselesaikan.
2.1.6 Kendala-kendala dalam Penjadwalan
Dalam pelaksanaannya, penjadwalan proses produksi di tingkat shop floor
akan mengalami gangguan atau hambatan-hambatan. Dengan adanya hambatan-
hambatan
ini
dapat
mengganggu
jalannya proses
produksi.
Berikut
adalah
hambatan-hambatan yang dapat terjadi, antara lain:
a. Mesin Rusak (Kerusakan Mesin)
Pada saat mesin rusak, maka operasi-operasi yang akan menggunakan
mesin tersebut tidak dapat dikerjakan dan harus menunggu sampai
mesin
selesai
diperbaiki.
Hal
ini mengakibatkan
terhentinya
proses
produksi dan penjadwalan produksi yang semula telah dijadwalkan tidak
dapat
terpenuhi.
Oleh
karena
itu, perlu
dilakukan
penyesuaian
pada
jadwal semula sehingga diperoleh kembali jadwal produksi yang fisibel.
Penjadwalan ulang ini dikenal dengan istilah reschedulling.
|
|
31
Prinsip
yang
dapat
digunakan untuk
pengembangan
algoritma
penjadwalan ulang untuk kasus mesin rusak telah dikembangkan oleh
Santoso, yaitu:
-
Penjadwalan ulang dilakukan dari titik waktu terjadinya gangguan.
-
Operasi-operasi
yang
telah selesai dikerjakan
sebelum
titik
waktu
terjadinya gangguan, tidak diperhatikan lagi.
-
Setelah mengidentifikasi mesin yang rusak, penjadwalan ulang
dilakukan dengan mengundur waktu operasi sesuai dengan lama
waktu perbaikan mesin.
-
Penjadwalan ulang dilakukan untuk operasi-operasi yang belum
dikerjakan.
-
Operasi
yang
sedang
dikerjakan
pada
saat
terjadi
gangguan
tidak
mengalami perubahan.
b. Penambahan Order Baru
Pada
saat
produksi
berjalan, tidak tertutup
kemungkinan akan
terjadi
penambahan order baru. Hal ini mengakibatkan pelaksanaan
penjadwalan yang belum memperhitungkan pesanan baru tersebut akan
mengalami
gangguan atau
kekacauan. Oleh karena
itu
perlu
dilakukan
reschedulling dengan mempertimbangkan oder baru.
Prinsip yang telah dikembangkan
Santoso untuk algoritma
penjadwalan ulang untuk kasus masuknya order baru, yaitu:
-
Penjadwalan ulang dilakukan dari titik waktu terjadinya gangguan.
|
|
32
-
Operasi-operasi
yang telah selesai dikerjakan sebelum titik
waktu
terjadinya gangguan, tidak diperhatikan lagi.
-
Penjadwalan ulang dilakukan untuk operasi-operasi yang belum
dikerjakan.
-
Operasi yang
sedang dikerjakan
pada
saat
terjadi
gangguan tidak
mengalami perubahan.
c. Perubahan Prioritas
Perubahan prioritas pembuatan suatu
produk
akan
mempengaruhi
penjadwalan yang telah ditentukan. Prinsip yang telah dikembangkan
Santoso untuk algoritma penjadwalan ulang untuk kasus perubahan
prioritas sama dengan prinsip yang digunakan untuk kasus adanya
penambahan order baru.
d. Perubahan Due Date
Perubahan due date ada dua macam, yaitu due date semakin maju atau
due date semakin mundur. Penjadwalan produksi yang semakin mundur
tidak
akan
mengubah
penjadwalan produksi dan tidak akan
mengakibatkan perubahan pada performansi penjadwalan semula.
Tetapi, perubahan
due date yang semakin maju akan mengubah
penjadwalan produksi awal agar kriteria performansi yang dipilih dapat
tetap dipertahankan dengan adanya perubahan due date tersebut.
|
|
33
2.1.7
Aturan Prioritas
Aturan prioritas memberikan panduan urut-urutan pekerjaan yang harus
dilaksanakan. Aturan prioritas mencoba
untuk mengurangi waktu
penyelesaian,
jumlah
pekerjaan
dalam sistem,
dan
keterlambatan
kerja
sementara penggunaan fasilitas bisa maksimum. Ada beberapa cara penentuan
prioritas yang dapat digunakan sebagai simulasi untuk menetapkan pedoman
dispatching prioritas yang terbaik. Beberapa pedoman atau metode yang dapat
digunakan adalah sebagai berikut:
1. FCFS (First Come First Serve)
Adalah metode yang melakukan urutan penyelesaian waktu proses
produksi
berdasarkan
urutan
kedatangannya,
dimana
job
yang
datang pertama akan dilayani dahulu.
2. EDD (Earliest Due Date)
Adalah metode yang melakukan urutan penyelesaian waktu proses
produksi
berdasarkan
tanggal
dimana barang
harus
diselesaikan.
Diurutkan berdasarkan due date yang terkecil.
3. SPT (Shortest Processing Time)
Adalah sebuah metode yang mendahulukan penyelesaian proses
produksi berdasarkan waktu proses yang tercepat.
4. LPT (Longest Processing Time)
Adalah sebuah metode yang mendahulukan penyelesaian proses
produksi berdasarkan waktu proses yang paling lama.
|
|
34
5. LS (Least Slack)
“Waktu Longgar” didefinisikan sebagai waktu tersisa sampai tanggal
penyelesaian dikurangi dengan waktu pemrosesan. Pekerjaan dengan
waktu longgar paling kecil atau nol akan diproses terlebih dahulu.
6. PCO (Preferred Customer Order)
Adalah sebuah metode yang memilih pekerjaan berdasarkan pada
prioritas pentingnya langganan bagi perusahaan.
7. RS (Random Selection)
Pekerjaan berikutnya yang akan diproses dipilih secara acak.
8. HEP (Highest Expected Profitability)
Pekerjaan yang mempunyai tingkat prfitabilitas tertinggi akan
diproses terlebih dahulu.
9. CR (Critical Ratio)
Aturan
ini
akan
mengurutkan
pekerjaan dengan menghitung waktu
sisa sampai dengan batas waktu pengerjaannya.
Pada umumnya aturan prioritas hanya dibahas jika menggunakan satu mesin
saja, namun jika menggunakan dua atau lebih mesin maka aturan prioritas
pekerjaan tersebut dapat dibantu dengan menggunakan metode Johnson’s rule
atau CDS (Campbell, Dudek, and Smith).
|
|
35
2.1.8
Aturan Johnson
Tahap selanjutnya adalah kasus dimana pekerjaan
n
(dimana
n
adalah 2 atau
lebih) harus dilakukan dengan dua mesin atau pusat-pusat pekerjaan di
urutkan yang sama. Ini disebut dengan problem N/2.
Aturan Johnson ini bisa digunakan untuk meminimasi waktu pemrosesan
untuk mengurutkan suatu kelompok pekerjaan melalui dua fasilitas. Aturan
Johnson juga meminimasi total waktu mengganggur pada mesin. Aturan
Johnson meliputi empat tahap/langkah:
1. Semua pekerjaan harus dicantumkan dan masing-masing waktu yang
dibutuhkan oleh sebuah mesin harus ditunjukkan.
2. Pilihlah pekerjaan
dengan
waktu aktivitas
yang paling
pendek.
Jika
waktu
yang
paling pendek terdapat pada mesin pertama,
maka pekerjaan
dijadwalkan pertama kali. Jika waktu yang paling pendek terdapat pada mesin
kedua, pekerjaan dijadwalkan paling akhir. Kemacetan dalam waktu aktivitas
bisa dibagi-bagi secara arbitrer.
3. Sekali suatu pekerjaan telah dijadwalkan, sisihkanlah pekerjaan itu.
4. Terapkan tahap 2 dan 3 ke pekerjaan yang masih tersisa, bekerja ke arah pusat
urutan itu.
2.1.9
Algoritma CDS (Campbell, Dudek, and Smith)
Metode penjadwalan N-job M-mesin menggunakan
metode CDS.
Metode CDS adalah pengembangan aturan Johnson untuk membuat m-1
|
|
36
jadwal
yang mungkin dan memilih jadwal
terbaik yang akan digunakan. Jika
pada
aturan Johnson
yang
digunakan
sebagai
dasar
pemilihan
ialah
waktu
terkecil di mesin pertama atau waktu terkecil di
mesin m-2, sedangkan pada
algoritma CDS digunakan t*i,1 dan t*2,2.
Dan demikian modifikasi aturan
Johnson untuk digunakan pada prosesor seri yang jumlahnya lebih dari dua
atau lebih dikenal dengan sebutan algoritma N-job M-mesin atau algoritma
Campbel.
Langkah-langkah penjadwalan dengan algoritma CDS adalah sebagai berikut:
1. Ambil mesin 1 dan mesin M (mesin lain dianggap tidak ada). Lakukan aturan
Johnson, diperoleh sequence 1 dan hitung makespannya.
2. Ambil mesin 1, mesin 2 dan mesin M, mesin M-1. Gabungkan waktu proses
antara mesin 1 dan 2 juga mesin
M dan M-1. Lakukan Aturan Johnson,
diperoleh sequence 2 dan hitung makespannya.
•
K
i
= M
1i
+
M
2i
•
L
i
= M
Mi
+
M
M 1i
-1i
3. Ambil mesin 1,2,3 dan mesin M, M-1, M-2. Gabungkan waktu proses antara
mesin
1, 2
dan
3
juga
mesin M,
M-1
dan
M-2. Lakukan
Aturan
Johnson,
diperoleh sequence 3 dan hitung makespannya.
•
P
i
= M
1i
+
M
2i
+
M
3i
•
Q
i
=
M
Mi
+
M
M 1i
-1i
+
M
M 2i
-2i
|
|
37
4. Lakukan
terus sampai setiap mesin
teranalisa makespan, tardiness, dan
earlinessnya. Gambarkan dalam diagram Gantt untuk lebih jelasnya.
5. Pilih makespan yang terkecil. Urutan pengerjaan dari makespan tersebut yang
dipilih untuk dijadikan jadwal.
2.1.10 Algoritma Heuristic Pour
Hamid davoud Pour (2001)
mengembangkan algoritma heuristik baru dalam
menyelesaikan
penjadwalan
flowshop dengan
tujuan
meminimalkan
makespan yaitu berdasarkan pendekatan kombinasi. Hal ini dilakukan dengan
cara
mengganti
setiap job
dengan
job
yang
lainnya
dalam urutan
sampai
ditemukan kombinasi urutan yang dapat memenuhi kriteria tujuan.
Dalam metode ini diasumsikan bahwa semua job diproses secara terpisah dan
independent untuk setiap mesinnya. Berikut adalah notasi yang digunakan:
a.
P
ij
= waktu proses dari job i pada mesin j
b.
C
ij
=
rentang waktu antara saat job i pada mesin j dimulai (t = 0)
sampai job itu selesai.
c.
C
i
= sum of completion time untuk job i pada semua mesin.
d.
F
imax
=
rentang
waktu
antara
saat
pekerjaan
tersedia
atau
dapat
dimulai sampai pekerjaan itu selasai (makespan).
|
|
38
Langkah-langkah pengerjaan Algoritma Heuristic Pour:
1. Memilih job secara acak sebagai urutan pertama sementara dalam urutan
pengerjaan.
2. Menempatkan job-job lain (selain job yang sudah dipilih sebagai urutan
pertama) pada urutan yang berikutnya.
3. Memilih waktu proses terkecil untuk setiap masing-masing mesin.
4. Melakukan penambahan
waktu proses
secara
increasing time pada
P
ij
yang
lain, selain P
ij
paling minimal yang terpilih sebelunnya.
5. Menghitung sum of completion time ( C
i
) untuk setiap job yang ada.
6. Mengurutkan
C
i
dengan aturan increasing order untuk diletakkan pada
urutan setelah job yang sudah dipilih untuk urutan pertama sementara.
7. Setelah sidapatkan urutan sementara, maka hitunglah F
imax
nya
8. Melakukan
ulang
langkah 1-7
untuk
setiap job yang
ada sampai didapatkan
F
imax
yang paling minimal, yang akan ditempatkan sebagai urutan yang
pertama dari urutan job.
9.
Melakukan
ulang
langkah 1-8
sampai semua
job
berada pada
urutan
pengerjaan.
2.1.11 Gantt Chart
Gantt Chart merupakan alat bantu
visual
yang sangat berguna dalam
pembebanan dan penjadwalan. Nama diagram ini diambil/berasal dari Hanry
|
 39
Gantt
yang
membuat
diagram ini
pada
akhir
tahun
1800.
Diagram ini
membantu melukiskan penggunaan sumber daya, seperti pusat pekerjaan dan
lembur. Pada saat digunakan dalam pembebanan, diagram Gantt menunjukan
waktu
pembebanan dan
waktu
mengganggur
dari
beberapa
departemen
seperti,
mesin-mesin
atau
fasilitas. Diagram ini
menampilkan
beban
kerja
relatif
di dalam
sistem
sehingga para
manajer bisa
tahu penyesuaian seperti
apa yang tepat.
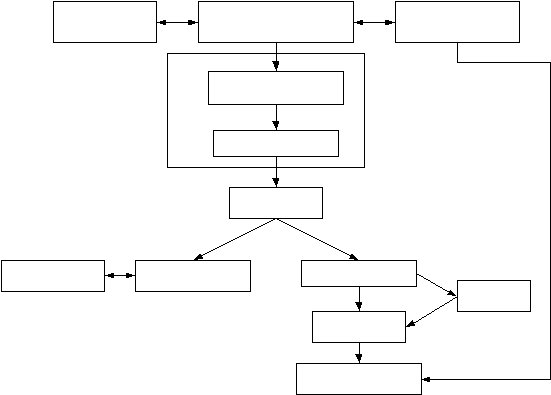
2.2
Kerangka Pikir
Bill Of Material
Material Requirement Planning
Inventories and Order
Shop
Status
Material
Requirement Planning
Capacity Planning
Shop Flow Management
Dispatching
Tool and Maintenance
Shop Floor
Control
Purchasing
Vendor
Receiving
Finish Stores
Gambar 2.4 Kerangka Pikir
|
|
40
Material Requirement Planning (MRP) berhubungan dengan Bill Off Material
(BOM)
dan persediaan
material
yang
ada, karena pada
BOM akan
terlihat dengan
jelas material apa saja yang dibutuhkan untuk membuat
suatu produk sehingga
nantinya kebutuhan
akan
material akan
direncanakan dalam MRP. Untuk
membuat
perencanaan akan bahan baku yang dibutuhkan untuk membuat suatu produk,
persediaan
yang masih ada harus diperhatikan juga, hal ini dilakukan untuk
mengurangi biaya simpan. Setelah melakukan perencanaan bahan baku dan bahan
baku yang dibutuhkan untuk melakukan proses
produksi telah cukup, maka tahap
berikutnya yaitu membuat jadwal produksi.
Untuk
membuat
suatu
penjadwalan
yang ada di lantai produksi, perlu
diperhatikan pola aliran produksi yang ada. Hal ini bertujuan agar dapat
meminimalisasikan waktu penyelesaian dalam mengerjakan pekerjaan atau job
yang
masuk. Pola aliran yang ada pada PT. Harapan Widyatama pertiwi adalah pola Flow
Shop,
sehingga
metode
yang dapat
digunakan
antara
lain
yaitu
metode
Algoritma
CDS (Campbell,
Dudek, and Smith) dan Algoritma Heuristik
Pour. Adapun tahap-
tahap atau langkah-langkah yang ada pada tiap metode ini, dan langkah-langkah dari
tiap metode ini dapat dilihat pada 2.1.9 untuk metode CDS dan 2.1.10 untuk metode
Heuristik Pour.
Dari setiap metode ini, dapat ditentukan makespan atau waktu penyelesaian
yang dibutuhkan untuk menyelesaikan pekerjaan-pekerjaan tersebut. Dari dua metode
yang ada ini, dapat ditentukan metode yang
terbaik
dengan
melihat
waktu
penyelesaian
yang
lebih
kecil.
Dengan
memilih
metode
yang
memiliki makespan
|
|
41
yang
terkecil
sebagai
metode
yang
terbaik, maka
perlu
dibandingkan
lagi
dengan
sistem yang digunakan oleh perusahaan pada saat sekarang ini, apakah metode yang
dipilih tersebut sudah merupakan metode yang terbaik atau justru metode yang
digunakan saat ini lebih baik.
Setelah
membandingkan
dengan
metode
sistem
yang
sedang
berjalan
pada
saat ini, maka dapat dibuat suatu kesimpulan dari hasil perbandingan ini berdasarkan
dari hasil analisa yang telah dilakukan. Dari sanalah, dapat disimpulkan metode mana
yang terbaik, apakah metode usulan merupakan yang
terbaik atau metode yang
digunakan oleh perusahaan adalah metode yang terbaik.
|