|
7
BAB 2
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Singkat PT. INTIRUB
PT. INTIRUB yang berdomisili di Jl.Cililitan Besar 45, Jakarta Timur adalah
merupakan
sebuah
perusahaan
yang
bergerak
dalam bidang
usaha
produksi
dan
pcnjualan
ban
luar kendaraan.
Berdirinya
pabrik
i
n
i merupakan
suatu
peleburan
dari
dua
pabrik
ban kendaraan bermotor milik negara
yang masing-masing
berkedudukan di Jakarta dan Palembang.
PT. INTIRUB
yang
merupakan kependekan dari
PT. INDONESIAN T I RE
&
RUBBER
W
O
RK
Ltd .,
se mula
ber na ma
NV
(
Naa ml az e
Venootschap) Pabrik
ban
dan
karet
Indonesia
ini
adalah
suatu
perusahaan
m
i
l
i
k
Bank Industri Negara
(sekarang
BAPINDO)
didirikan
di Jakarta
berdasarkan akte Notaris
Raden Meester
Soewandi No.59 tanggal 16 September 1954
di Jakarta yang
diumumkan
dalam
berita negara No. 52 per 1 Juli 1955. Pembangunan pabrik
diawali
dengan
penandatanganan
kontrak
pembelian
mesin-mesin
pabrik dan
kendaraan
bermotor
dengan pihak Techno Export (Czecho-Slovakia) oleh
Bank Industri Negara
tanggal
20 Maret 1956. Setelah itu pada tanggal 17 Maret 1957,
mulai
dilakukan
pembangunan
fisik
pabrik
dan
pemasangan
mesin
oleh
Fraction
Team dari Czecho-
Slovakia.
Pada tanggal 5 September 1958 PT.INTIRUB mulai menghasilkan produk
perdananya berupa
ban
kendaraan bermotor
yaitu
terdiri
dari
jenis
Jeep
dan
Truck
dengan
ukuran
6.00-16. Produksi
normal
dimulai
pada
1
April
1959
dengan
|
|
8
memproduksi ban dengan
ukuran 6.00-16 dan
ukuran 7.50-16 dengan desain
kapasitas 650 pasang.
Pada tanggal 6 Mei 1959 diadakan peresmian pabrik dan penekan tombol, tanda
mulai beroperasinya mesin pabrik tersebut oleh Pejabat Presiden RI Mr Sartono yang
didampingi oleh Menleri Perindustrian Ir.F.J.Ingkirawang. Berdasarkan Peraturan
Pemerintah No. 131 tahun 1961 dan realisai dari pelaksanaan Undang-Undang
No.l9, Perpu
Tahun 1960 (Lembaran Negara Tahun 1960, No.59) dan sesuai dengan
akte Notaris No. 15 tanggal 4 Fcbruari 1955 dari Notaris
Raden
Meester Soewandi,
perusahaan
merubah
namanya
menjadi
PN (Perusahaan
Negara)
INTIRUB.
Pada
tanggal
26 Juli 1971 ditanda-tangani kontrak dalam bentuk "Management Contract"
dan "Technical Service Agreement" antara Pemerintah RI dengan Good
Year Export
SA.
Untuk
merealisasikan Peraturan Pemerintah RI No.42,
tahun 1971 dan Surat
Keputusan Menteri Keuangan RI No. B.952/MK/IV/12/1971 tanggal 15 Desember
1971, sesuai dengan Akte Notaris Soetrono Prawiroatmodjo di Jakarta, No.46 tanggal 8
Mei 1972, PN INTIRUB bcrubah status menjadi PT.INTIRUB (PERSERO).
Penggabungan
Perusahaan
Umum Ban
dan
Karet
Palembang
dengan
PT.INTIRUB
Jakarta
menjadi
satu
dengan nama
PT.INTIRUB (PERSERO),
penambahan
modal
dan
lain-lain,
tertuang
dalam
Akte
Notaris
Ny.
Sri Soetengsoe
Alxloel Sjoekoer SH, No.3 tanggal 9 Januari 1976 di Jakarta dan
Akte Notaris
yang
sama,
No.11
tanggal
27
Februari
1976.
Perubahan
ini
telah
disahkan oleh Menteri
Kehakiman melalui Kepmen RI No. Y.A.5/145/13 tanggal 23 Maret 1976.
|
|
9
Management Contract dengan Good Year Export SA telah berakhir pada
tanggal 31 Desember 1976,
namun
Technical
Service
Agreement
yang
telah berakhir
dilanjutkan lagi selama 2 tahun.
Pada tahun 1979 dimulai pelaksanaan Program Perluasan Peningkatan Mutu
I
(PPM I) di pabrik Jakarta dengan kredit Bank Pembangunan Indonesia. Kapasitas
kedua pabrik (Jakarta dan Palembang) ditingkatkan dari 2400 ban perhari menjadi 4000
ban perhari dan pada tanggal 13 April 1981 diadakan peresmian produksi perdana PPM
I oleh Menteri Perindustrian Ir.A.R. Soehoed.
Pada tanggal 17 Oktober 1983 ditandatangani kontrak "Technical Service
Agreement"
antara
PT INTIRUB
dengan
UNIROYAL
GOODRICH
LICENSING
SERVICE,USA
untuk
jangka
waktu
10
tahun
yang
berlaku efektif
per
25 November
1983. UNIROYAL GOODRICH dikenal dengan produknya yang luar biasa pada ban
radial untuk mobil balap, ban pesawat terbang termasuk untuk pesawat ulang-alik
Colombia. Pada bulan April 1987 ditandatangani kerjasama antara PT.INTIRUB
dengan PT GADJAH TUNGGAL dan pada bulan
Oktober
1989
perjanjian
tersebut
berakhir.
Pada tanggal 24 April 1990, antara Pemerintah RI sebagai pemegang saham
tunggal dengan PT.BIMANTARA CITRA mengadakan perjanjian "Pengikatan Jual
Beli Saham" PT.INTIRUB (PERSERO) sebanyak
7000
lembar
saham
dcngan
nilai
nominal
Rp.
7.000.000.000.
Dan
pengikatan
jual beli
saham
tersebut,
selanjutnya
PT.BIMANTARA
CITRA
menjual
sebagian sahamnya
kepada
PT.ARYALOKA
SENTANA
(ASTRA
GROUP)
yaitu
sebanyak 3250
lembar saham,
dengan
demikian
susunan kepemilikan saham berubah menjadi sebagai berikut:
PT.
BIMANTARA
CITRA
37,50%
|
 10
PT ARYALOKA SENTANA
32,50%
Pemerintah Indonesia
30,00 %
Dengan adanya perubahan kepemilikan saham tersebut, maka berdasarkan Akte
Notaris B.R.A.Y. Mahyastoeli Notonegoro SH, di Jakarta dengan No. 222 tanggal 16
Mei 1990 diadakan perubahan
Anggaran
Dasar Perusahaan dan sesuai dengan Pasal I
dari
Akte Notaris
ini,
PT.
INTIRUB
(PERSERO)
berubah
status
menjadi PT.
INTIRUB.
Sejak bulan
Desember 1992,
unit pabrik ban di Palembang yang bernama PT.
INDONESIAN RUBBER (PT. INDORUB) resmi tidak beroperasi lagi dan mesin-
mesin dipindahkan ke Jakarta Pada bulan Desember 1992, susunan kepemilikan saham
PT. INTIRUB berubah menjadi sebagai berikut:
PT. MEGA RUBBER FACTORY 40% (16.685
saham)
PT. TRISETIJO MANUNGGAL UTAMA 27% (11.261
saham)
PT.
BIMANTARA
CAKRA
NUSA
MENGUNSAI
12,37%
(5.162
saham)
PT. ARYALOKA SENTANA MENGUNSAI
10,73%
(4.474
saham)
Pemerintah RI
9,90%
(4.129 saham)
Selanjutnya
pada
tanggal
14
Juli
1999
komposisi
pemegang
sahamnya
menjadi:
53,79% PT. Mega Rubber Factory
36,31% PT. Trisetijo Manunggal Utama
9,90% Pemerintah Indonesia
|
 11
2.2
Struktur Organisasi
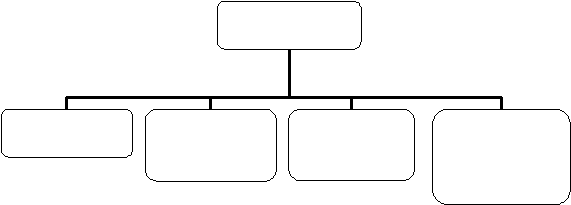
Struktur organisasi PT. INTIRUB secara garis besar terbagi atas empat direktorat
utama, yang dipimpin oleh seorang presiden direktur. Keempat direktorat utama tersebut
yaitu
direktorat
keuangan,
direktorat
produksi
dan
teknik,
direktorat penjualan dan
marketing,
dan
direktorat
human
resources
and
general
affair.
Untuk
lebih jelasnya
dapat dilihat pada gambar struktur organisasi PT.INTIRUB secara umum.
President
Director
Finance
Director
Production &
Technical
Director
Sales &
Marketing
Director
Human
Resources &
General Affair
Director
Gambar 2.1 Struktur orgamisasi PT.INTIRUB
Keempat direktorat tersebut masing-masing
membawahi
beberapa
divisi,
dan
masing-masing divisi terdiri atas beberapa departemen. Dibawah ini struktur organisasi
PT.INTIRUB secara lengkap.
1.
Direktorat Finance (Keuangan)
Secara umum memiliki Tugas sebagai berikut :
•
Menjalankan
dan
mengawasi
hal-hal
yang berhubungan
dengan bidang
keuangan.
•
Menilai
dan
melaporkan
hasil-hasil
yang
telah
dicapai
dalam
bidang
keuangankepada Presiden Direktur.
•
Mengawasi posisi likuiditas
perusahaan dan mengatur
cash flow perusahaan.
|
|
12
Direktorat Keuangan ini membawahi tiga divisi, yaitu :
A. Divisi Finance
Divisi ini memiliki peran dan tanggung jawab sebagai berikut :
-
Mengatur anggaran pendapatan dan pengeluaran perusahaan
-
Menganalisa profit dan lose
-
Menjaga likuiditas dan aliran cash flow perusahaan
-
Mengatur pengelolaan sumber-sumber dana (piutang, pinjaman bank,
investasi, dll) serta penggunaannya.
-
Mengatur sistem penggajian karyawan
-
Mengadakan perangkat keras dan perangkat lunak serta pengawasannya.
B.
Divisi Accounting
Divisi ini memiliki peran dan tanggung jawab sebagai berikut :
-
Mencatat
transaksi ke
dalam
buku
jurnal dan
buku
harian,
mengklasifikasi, mengintrepretasi serta membuat neraca rugi-laba.
-
Membuat faktur dan pencatatannya.
-
Mengkalkulasi biaya-biaya umum perusahaan.
C. Divisi Logistic
Divisi ini memiliki peran dan tanggung jawab sebagai berikut :
-
Melakukan
pembelian (Purchase) bahan-bahan
baik bahan
lokal
maupun
impor
sesuai
kebutuhan
dari
Divisi
Produksi, agar
rencana
operasi dapat terpenuhi dan pembelian atas bahan-bahan pada tingkat harga
|
|
13
yang bersaing.
-
Menjaga ketersediaan bahan bakn dan bahan jadi yang dibutuhkan sewaklu-
waktu.
-
Mengawasi pemakaian dan
melakukan
pencatatan sistematis terhadap
masuk keluarnya bahan, baik bahan jadi dan bahan baku.
-
Mengeliminasi investasi atau meningkatkan perputaran bahan.
|
 DEPT,
'
•
•
•
•
DEPT.
I
FillAliCE
D R E CTOR
IR E CTOR
t
•
FIN.ONCE
.OCCOUNTING
LOGISTIC
01'¥1SION
DI'¥1SION
01'¥1SION
t
TP.EA::UP.E
neAeuftl!
TftEA.:::URE
oosr
G
EN
EP.Al
P
IOCUP.EUENT
PUI'lC:HA.:ING
V\'AftfHOUC:E
DI!PT.
DEPT.
.l+.Ccoutmtc
.:.CCOUNTING
DEPT.
oen.
DEPT,
DEPl.
t
I
I
L
HAOow.o:J ¹ "'"""••• 1
I
LOCAL
I
I
1.11POI\T
|
|
15
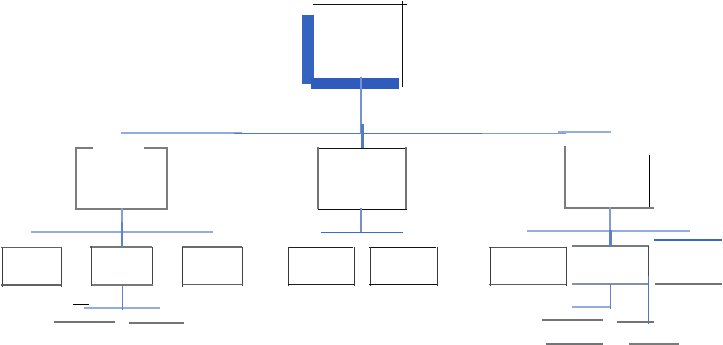
2.
Direktorat Production and Technical (Produksi dan Teknik)
Secara umum direktorat ini memiliki tugas sebagai berikut :
•
Bertanggung jawab atas kelancaran produksi mencakup perencanaan proses
produksi, persediaan, dan pengadaan, penggunaan kapasitas mesin dan
pemanfaatan sumber daya manusia.
•
Bertanggung
jawab
atas
kelancaran
jalannya
pengendalian
dan
pengawasan
agar rencana
dapat berjalan
terlaksana
dan bila terjadi
penyimpangan dapat
segera dikoreksi sehingga tidak menganggu pcncapaian target produksi .
•
Bertanggung jawab atas kelancaran dalam penggunaan sember daya.
Direktorat Produksi dan Teknik ini membawahi tiga divisi, yaitu :
A. Divisi Teknologi
Divisi ini memiliki peran dan tanggung jawab sebagai berikut :
-
Bertanggung
jawab
atas
peningkatan
kualitas
produk
melalui
pengembangan teknologi
-
Bertanggung jawab atas pegembangan bahan baku
-
Mendesain produk dan menetapkan spesifikasi produk yang mencakup mutu
-
Pengawasan
atas
penerimaan
bahan-bahan
yang
masuk
yang
memerlukan pengawasan laboratorium
-
Menetapkan spesifikasi produk, proses dan peralalan produksi untuk
dijadikan standar acuan bagi Divisi Plant dan Divisi QA
|
|
16
B. Divisi Produksi (Plant)
Divisi ini memiliki peran dan tanggung jawab sebagai berikut :
-
Membuat perencanaan produksi dan breakdown materialnya
-
Mengawasi dan mengendalikan jalannya proses produksi dan melakukan
antisipasi bila terjadi kemacetan
-
Mengatur ketersediaan bahan jadi dan setengah jadi sehingga stock tetap
terjaga
-
Mengawasi dan mengendalikan peralatan dan mesin, baik yang utama
maupun sebagai penyuplai/pendukung proses produksi
-
Melakukan maintenance atau perawatan terhadap fasilitas produksi dan
perbaikannya bila ada kerusakan
C. Divisi Quality Assurance
Divisi ini memiliki peran dan tanggung jawab sebagai berikut :
-
Melalukan pemeriksaan terhadap kualitas dari bahan baku dan bahan pembaku
sebelum proses dilakukan sesuai spesifikasi dari divisi teknologi
-
Mengawasi proses pembuatan ban yang sedang berjalan
-
Memeriksa kualitas
dari
ban
yang
sudah
jadi
dengan
melakukan
pengujian / serangkaian test.
|
 Gambar 2.3 Struktur Organisasi Direktorat Produksi dan Teknologi
|
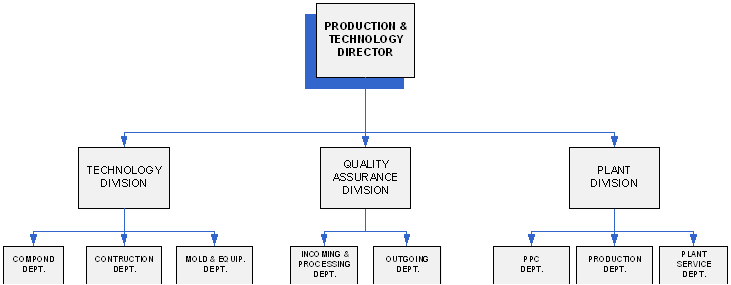
 3.
Direktorat Sales and Marketing (Penjualan dan Pemasaran)
Secara umum direktorat ini memiliki tugas sebagai berikut :
•
Mengatur dan menetukan berapa jumlah produksi bulanan dan target
penjualan yang ingin dicapai.
•
Melaksanakan riset pasar agar dapat mengetahui luas market share dari
produknya
•
Menentukan target penjualan untuk daerah tertentu.
Direktorat Penjualan dan Pemasaran ini membawahi tiga divisi, yaitu :
A.
Divisi Penjualan
B.
Divisi Sales Administrator
C. Divisi Marketing
Gambar 2.4 Struktur Organisasi Direktorat Sales and Marketing PT. INTIRUB
|
|
19
4.
Direktorat Human Resources and General Affair
Secara umum direktorat ini memiliki tugas sebagai berikut :
•
Menyiapkan
dan
mengatur
besar
kecilnya
jumlah
karyawan
sesuai
kapasitas mesin.
•
Mempersiapkan
dan
mengatur
tenaga
kerja
/
karyawan
sehingga
dicapai
efisiensi kerja.
Direktorat Human Resources and General Affair ini membawahi tiga divisi, yaitu:
A. Divisi Human Resources
Divisi ini memiliki peran dan tanggung jawab sebagai berikut :
-
Mengatur
pengalokasian
sumber
daya
manusia
sesuai
kebutuhan
dan
kemampuannya.
-
Melaksanakan
training
untuk
meningkatkan
kualitas
dan
kapabilitas
karyawan.
-
Bertanggung jawab atas hal-hal yang bersifat umu di perusahaan.
B.
Divisi General Affair dan Legal
Divisi ini memiliki peran dan tanggung jawab sebagai berikut :
-
Menjalin
hubungan
yang
baik
dengan
supplier
dan
agen-agen
/
konsumen sehingga kontinuilas dan target penjualan terpenuhi.
-
Mengadakan
sistem Keamanan
untuk
mengawasi
dan
mengantisipasi
keadaan yang dapat merusak dan mengganggu kelancaran perusahaan.
|
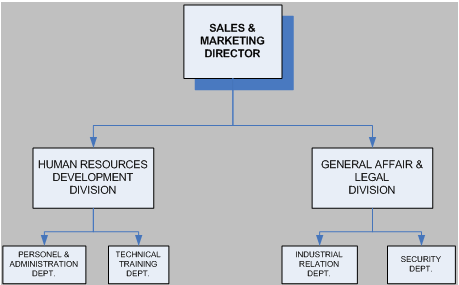 Gambar 2.5 Struktur Organisasi Direktorat Human Resource & General Affair PT.
INTIRUB
|
|
21
2.3
Training yang dilakukan PT.INTIRUB
Untuk
meningkatkan
kemampuan
serta
keahlian
karyawan
yang dimiliki,
PT.INTIRUB
melakukan
pelatihan-pelatihan terhadap karyawannya.
Pelaksanaan
Training sendiri didalam PT.INTIRUB lerdiri dari 2 bagian, yakni:
1.
In House Training
Training ini dilaksanakan dalam PT.INTIRUB sendiri, dan biasanya lebih
bersifat
teknis.
Misalnya,
training untuk
bagian
produksi
saja,
atau
training
bagi
karyawan keuangan saja.
Biasanya,
training
diadakan
berdasarkan
permintaan dari tiap bagian yang
diajukan
kepada
Bagian Training
unluk
mengatur
dan
mengorganisir
pengadaannya.
Training
karyawan baru
juga termasuk In House Training, contohnya karyawan baru
bagian produksi akan ditraining oleh bagian produksi sendiri sesuai dengan
pengaturan bagian Training. Adapun follow-up nya dilakukan penilaian oleh Kepala
Bagian
sendiri
terhadap
kemajuan
dan
adaptasi
dari
karyawan
tersebut,
jadi lebih
merupakan penilaian subyektif
berdasarkan
pengalaman
dan
intuitif Kepala
Bagian
tersebut.
2.
Ex House Training
Ex House Training
adalah
Training
yang
dilakukan
dengan
mengirim
karyawan
mengikuti training diluar perusahaan,
lebih bersifat
umum dan
menambah
wawasan. Training ini sudah dibunt programnya selama sctahun dan bagian training
yang
mencari
siapa
yang
menjadi
Trainernya /
Lembaga
yang
memberikan Training.
Training ini bisa disebut Insidental Training.
Contoh Insidental Training adalah :
|
|
22
-
Achievement Motivation Training (AMT)
Sampai
saat
ini
AMT
sudah
dilakukan
sampai
level 4
atau
sudah
sampai
level Manajer, untuk level dibawah manajer belum dilaksanakan.
-
Training Produktivitas
-
Training K3 (keamanan dan keselamatan kerja)
-
Training Administrasi dan Accounting
-
Training ISO 9001
Diadakan oleh BVQI (Beareau Veritas Quality International), yakni lembaga
resmi yang mengeluarkan ISO 9001 kepada PT.INTIRUB
-
Training Hukum ( Perusahaan dan Ketenagakerjaan )
Biasanya, training dilakukan berdasarkan penawaran-penawaran yang
dilakukan kepada
PT.INTIRUB,
yang
kemudian
diseleksi
sesuai
kebutuhan
PT.INTIRUB. Biasanya
trainer yang d i p i l i h
berasal dari
LPPM
( Lembaga
Pendidikan dan Pengembangan Manajemen).
Saat
ini
perusahaan
memiliki
kurang
lebih 832
karyawan,
dimana
225
diantaranya merupakan tenaga kontrak. "Tenaga kontrak ini umumnya untuk operator
mesin. Bagian Personalia yang mengatur tentang kontrak kerja serta penyediaan tenaga
kerja yang dibutuhkan oleh bagian Produksi, biasanya. Hal ini dilakukan mengingat
mesin-mesin yang ada masih konvensional dan memerlukan operator yang cukup
banyak sementara laju produksi juga tidak tentu, sehingga sistem kontrak masih
dilakukan untuk penghematan biaya.
|
|
23
2.4
Spesifikasi Produk
2.4.1
Pengenalan Ban
Untuk
mempermudah
dalam
memahami
produk
ini terlebih
dahulu
dijelaskan
pengertian, fungsi, dan komponen-komponen penyusun ban.
2.4.2
Pengertian Ban
Ban adalah lapisan penutup berbentuk bundar yang sebagian besar terbuat dari
karet dan digunakan untuk melapisi permukaan roda / velg
2.4.3
Fungsi Ban
Fungsi ban terdiri dari dua
fungsi utama,
yaitu
fungsi secara teknis dan
fungsi
secara artistik.
Fungsi Ban Secara Teknis :
• Menahan berat kendaraan beserta muatannya
• Memisahkan roda (velg) dengan permukaan jalan
• Mempermudah manuver kendaraan
• Memindahkan
gaya dari
motor penggerak
menjadi
gerakan
maju
ataupun mundur
• Meredam getaran dari jalan terhadap kendaraan
• Memberikan jaminan keselamatan kepada penumpangnya (untuk ban
khusus dan baik perancangannya)
•
Memberikan perasaan nyaman terhadap penumpang
Fungsi Ban Secara Artistik :
•
Menambah keindahan pada kendaraan
•
Menimbulkan daya tarik terhadap mobil
|
 24
2.4.4
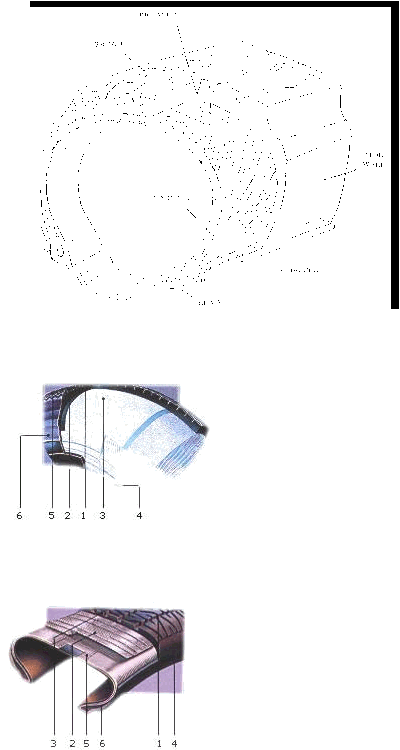
Komponen Penyusun Ban
Gambar 2.6 Sketsa bagian-bagian ban
A.
Section
of
diagonal
tire
with
breaker:
1. Grooves depth
2. Breaker
3. Carcass
4. Bead
5. Tread
6. Sidewall
B. Section of a radial tire:
1. Grooves depth
2. Belt
3. Tread
4. Sidewall
5. Carcass
6. Bead
|
 25
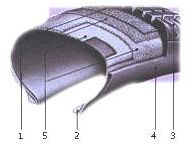
C. Section of a belted diagonal tire:
1. Belt
2. Bead
3. Tread
4. Sidewall
5. Carcass
Gambar 2.7 Penampang bagian penyusun ban
Komponen-komponen yang menyusun suatu ban ada 6 komponen, yaitu
1. Tread (telapak)
Adalah bagian yang kontak langsung dengan permukaaan jalan. Dibuat dengan
kompon khusus. Memiliki sifat tahan terhadap gesekan (High Abrassion Resistance)
dan tidak mudah aus.
2. Carcass ( Kerangka Ban )
Lapisan-lapisan ply ( Fabric Bertegangan Putus Tinggi ). Berfungsi untuk menahan
tekanan pompa dan tahan panas ( Heat Build Up ).
3. Sidewall ( Dinding Samping )
Lapisan-lapisan ply dan lapisan kompon pada bagian luar. Menahan benturan
akibat goncangan-goncangan. Memiliki sifat tahan sobek ( High Tear Resistance )
dan tahan retak akibat lenturan ( Flex Cracking Resistance ).
4. Bead
Susunan
kawat
yang
terbungkus
ujung ply. Berfungsi
agar
ban
kuat
duduk pada
peleg dan tidak mudah lepas dari peleg.
|
|
26
5. Chaffer
Lapisan akhir pembungkus bead,
untuk melindungi carcass dari gesekan langsung
dengan velg..
6. Breaker atau Belt
Seperti ply, hanya terletak pada bagian tengah ban. Berfungsi untuk membentuk
ban, memperkuat daerah Tread dan meredam getaran.
Semua komponen ban diatas masing-masing mengandung kompon, yakni
suatu senyawa atau campuran homogen antara karet dengan bahan-bahan kimia
tertentu dan
mempunyai sifat-sifat tertentu, dimana kompon tersebut berfungsi sebagai
perekat dari
material sehingga mudah
untuk
dirakit. Membuat kompon
biasanya di
Banburry Mixer atau di Mill dengan tekanan, temperatur dan waktu tertentu. Untuk
mendapatkan campuran kompon yang baik, perlu pentahapan memasukkan bahan-bahan
pada Banbury Mixer atau Mill. Homogenitas kompon adalah penting untuk mendapatkan
senyawa
yang sempurna dan dapat
menghasilkan sifat
f
i
s
i
k
a dan
kimia
yang
dikehendaki dan untuk memperolehnya dikenakan tekanan tertentu, waktu tertentu
dan temperatur tertentu.
Bahan
jadi
kompon
untuk
membuat.ban
ada
bermacam-macam
jenis
dan
tiap jenis mempunyai silat yang berlainan, tergantung dimana kompon tersebut
ditempatkan. Sebagai pedoman untuk memudahkan
pembuatan
dan
pengendalian
kompon tersebut dibuatlah
standar atau ketentuan sifat-sifat kompon
tersebut.
Sebagai contoh, sifat kompon Tread (telapak) harus tahan aus tahan panas dan
tahan benturan. Kompon Carcass
harus tahan
tekukan / flexing dan kompon Bead
harus keras, tahan gesekan dengan kawat dan mengikat kuat kawat tersebut.
|
 27
Berikut ini adalah komposisi bahan-bahan dalam membentuk suatu ban utuh.
• Karet alam/ sintetis
±
52 %
• Carbon Black
±
26 %
• Benang Nylon
±
1%
• Kawat baja
±
3%
• Bahan-bahan kimia
±
1
0
%
2.4.5
Klasifikasi Ban
Produk yang dihasilkan oleh PT. INTIRUB adalah berbagai jenis ban untuk
kendaraan bermotor antara lain ban Radial, ban Passanger, ban Mini Light Truck, ban
Ultra Light Truck, ban Light Truck dan ban Truck Bus. Adapun klasifikasi secara
lengkap berdasarkan ukuran adalah sebagai berikut:
Radial
Passanger
Min Light Truck
i Light Truck
Ultra Light Truck
Light Truck
Truck Bus
155
SR 12 SABRE
155
SR 12 SABRE 6
155
SR 12 SABRE 8
155
SR 13 FAL
165
SR 13 F PASS
165
SR 13 FAL
6
165
SR 13 FAL
8
165
SR 13 MRG RY
175
RR 14 FAL
6
175
SR 14 FAL
8
175
SR 12 MRG RY
175
SR 13 MRG RY
185
SR 14 FAL
PASS
185
SR 14 FAL
6
185
SR 14 FAL
8
185
SR 14 FAL
8C
185
SR 13 MRG RY
185
SR 14 MRG RY
195
SR 14 MRG RY
235
SR 15 MRG RY
560-13
RM
4
700-15
SR 8
H78-15 SR
6
600-16
EG 6
760-15
EG 6
500-12 S M 6
500-12 S M 8
500-10 S M 8
550-13 E M 8
550-13 S M 8
600-13 S M 6
600-14 S M 8
640-13 S M 6
640-13 S M 8
650-14 S M 8
650-14 S M 10
700-14
S
M
8
650-15 S M 8
700-15 S M 8 454
700-15 S M 10 454
700-15 S M 12 454
750-15 PBY
12
750 -15
S
M
14 454
700-16 ESG
10
700-16 ESG
14
700-16 SM 10
700-16 SM 14
750-16 DRT
10
750-16 DRT
12
750-16 DRT
14
750-16 DRT
14
750-16 ESG
12
750- 16 ESG
14
750-16 S M 12 454
750-16 S M 14
825-20
PBY 14
750-20
PBY 14
825
-20 ESG
14
900-20
SM 14
900-20
PBY 14
900-20
ESG 14
1000-20 PBY
16
1000-20 PBY
16N
1000-20 S M 14
1000-20 SM
16
1000-20 SM 16N
1000-20 DRT 16
1000-20 J L 16
1000-20 U G 16
1100-20 S M 16
1100- 20 S
M
18
1100-20 U G 16
1100-20 U G 18
1200-20 U G 18
Tabel 2.1 Klasifikasi ban di PT. INTIRUB
|
 28
Gambar 2.8 Sampel ban di PT. INTIRUB
|
|
29
2.5
Proses Produksi
2.5.1
Mesin, Peralatan dan Perlengkapan Yang Dipergunakan
Mesin,
peralatan,
dan
perlengkapan
yang
digunakan
dalam
proses
perakitan
ban luar di PT. INTIRUB adalah :
•
Mesin Compressor
•
Mesin Diesel dan Generator
•
Mesin Banbury Mixer
•
Mesin Extruder Tread
•
Mesin Bead Extruder
•
Mesin Bias Cutter
•
Mesin TRC
•
Mesin Tire Curing
•
Mesin Building
•
Resiliometer
•
FVM (Force Variation Machine)
Untuk penyusunan peralatan produksi dilakukan berdasarkan fungsi dalam
proses produksi, yaitu peralatan yang sama dikelompokkan pada tempat yang sama.
Hal ini disebut juga process layout atau departement by equipment.
|
|
30
2.5.2
Proses Pembuatan Ban
Proses
produksi pembuatan
ban
luar
secara
garis
besarnya
terbagi
menjadi
4
tahap, yaitu :
1. Tahap Persiapan (Pre-operation)
Dilakukan
pembuatan
dan
penyediaan seluruh
komponen-komponen
dari
Ban
Kompon (campuran karet dcngan bahan-bahan kimia), ply (untuk kerangka), Tread
(telapak ban), Bead (bagian tumit ban), dan Iain-lain.
2. Tahap Pembuatan Ban Mentah (Green Tire Building)
Tcrjadi
proses assembling
dan
komponen-komponen
tersebut
dalam
suatu
proses
yang disebut Tire Building. Masing-masing dipasang dan disusun menurut ketentuan
spesifikasi construction sehingga
dihasilkan
ban
mentah
yang
berbentuk
silinder
untuk ban bias dan menyerupai ban jadi untuk ban radial.
3.
Tahap Pemasakan (Curing)
Merupakan proses pemasakan untuk pembentukan ban yang menggunakan tekanan ±
24
kg/cm
dan
waktu
yang
ditentukan
oleh spesifikasi
masing-masing
ukuran
ban.
Panas diperoleh dan Boiler dcngan steam dan hot water. Ban dimasak dengan diberi
tekanan dari hot water ± 24 kg/cm2 dengan temperatur 182°C dengan waktu sesuai
spesifikasi dan diset sccara otomatis pada mesin curing. Setelah saatnya, akan
terbuka sendiri dan ban dikeluarkan dari cetakan (mold) serta langsung di PCI (Post
Curing Inflation) untuk ban bias.
4.
Tahap Inspeksi (Inspection)
Inspeksi dilakukan pada keseluruhan tahapan proses sampai ban masuk ke gudang
barang jadi.
|
|
31
Secara garis besar, pembuatan ban di PT.INTIRUB dapat dijabarkan sebagai berikut :
1. BANBURY MIXER
-
Merupakan proses
pencampuran Karet, karbon
dan
minyak
yang dimixer
sehingga mencapai temperatur 100°C untuk UC dan 95°C untuk PC.
-
Hasil
penggilingan
/
mixer
pertama
kali
disebut
Kompon
C,
yang
kemudian
harus didinginkan sampai dengan temperatur ban sama dengan temperatur ruang,
sebelum masuk ke proses berikutnya.
-
Kompon UC
dimixer
lagi
dengan
tambahan
formula
/
chemical tertentu
sesuai
formula
dan
menghasilkan
Kompon
PC
yang siap didistribusikan ke bagian /
proses-proses selanjutnya, karena kompon merupakan bahan utama dan dipakai
didalam semua bagian (3RC, EXTRUDING dan BEAD EXTRUDER)
-
Ada spec tertentu yang
harus
mengalami proses UC 2 kali, jadi Kompon
UC
pertama dimixer dengan bahan tambahan, lalu didinginkan sehingga
temperaturnya
sama dengan
temperatur ruang dan disebut
sebagai Kompon
UC
kedua,
sebelum dimixer
dengan
formula
tambahan
lainnya
untuk
menjadi
Kompon PC.
2. CALENDERING
-
Disebut juga Three Roll Calender (3RC)
-
Bahan-bahan : Benang Nylon dan Kompon Carcass
-
Proses pelapisan (Rubberizing) melalui celah Roll Calender pada temperatur dan
tebal tertentu sesuai spesifikasi.
-
Hasil : Treatment digulung dalam liner dimana panjang treatment ± 300 m
dengan lebar 140 cm.
|
|
32
3. BIAS CUTTING
-
Bahan : Treatment dari Calendering
-
Proses pemotongan Treatment dengan sudut dan lebar tertentu
-
Hasil : Chaffer
-
Bagian-bagian tersebut digulung dan distock.
4. BEAD EXTRUDER
-
Bahan : Kawat Baja dan Kompon Bead
-
Proses melapis kawat dengan kompon pada temperatur tertentu
-
Hasil: Half Bead
5. EXTRUDING
-
Bahan : Kompon Tread
-
Kompon Tread yang dilunakkan di MILL (dimana jumlah MILL ± 4 buah) dan
kompon dimasukkan ke mesin extruder untuk dilunakkan dengan temperatur
tertentu dan keluar sesuai dengan spesifikasi yang dibutuhkan.
-
Hasil: Tread (telapak ban )
-
Distock satu-satu dalam Bear Trap agar tidak terjadi overlap dan terkontaminasi.
6. TIRE BUILDING
-
Bahan : komponen-komponcn ban seperti Ply, Bead dan Tread
-
Disusun dan dibentuk dialas mesin Building sesuai dengan spesiflkasi.
-
Hasil
berupa Green
Tire berbentuk
silinder
untuk ban
bias dan
menyerupai
bentuk ban untuk GT radial.
-
Green tire distock selama beberapa jam
sebelum
dimasak agar bahan-bahan
penolong seperti Texin, alkohol dan lainnya menjadi kering.
|
|
33
7. RUBBER GOOD
-
Bahan : Kompon rubber hasil Banbury Mixer, terbuat dasi campuran
Cholobutyle dan Karet Alam
-
Dipakai dalam bentuk Bladder atau flap
-
Contoh pemakaian : untuk tire building
radial dimana bladder
merupakan
balon
karet
membantu
pembentukan
Green tire, yaitu saat tekanan angin
diberikan untuk turn up ply.
8. TIRE CURING
-
Bahan : Green Tire,angin. Air panas dan Steam.
-
Proses pemasakan berlangsung dalam mesin Press. Green Tire dimasukkan
dalam press pencetak ban (mold) yang dilengkapi dengan bladder untuk diisi hot
water dengan tekanan ± 24 kg/cm² dan temperatur 182`C dengan waktu sesuai
spesifikasi.
-
Hasil: ban yang langsung di PCI untuk ban bias sedangkan ban radial langsung
ditransfer ke bagian trimming
9. FINISHING
-
Proses
Pendinginan,
yakni
dalam
keadaan
panas
(berlangsung
setelah
dimasak)
ban
diberi
angin
(inflated)
dengan
tekanan
dan
waktu
tertentu
sesuai
ukuran
masing-masing
-
Tujuan : untuk memberikan tegangan kepada benang-benang ban guna
mendapatkan bentuk yang sempurna dan menambah sifat-sifat kekuatan ban.
-
Penyempurnaan ban, yakni pembersihan dan membuang kelebihan kompon-
kompon dari permukann ban ( Trimming )
-
Inspeksi : Visual, Static, dan Dynamic Balance
|
 34
Gambar 2.9 Ban yang telah selesai akan diangkat dengan menggunakan forklift. Hati-hati, forklift
disini menggunakan kecepatan penuh, dapat dilihat dari bekas ban di jalan.
2.5.3
Proses Perakitan Ban
Proses perakitan ban atau biasa disebut dengan Tire Building merupakan tahap
yang paling menentukan dan sermgkali merupakan penyebab dan adanya cacat.
Karena itu, pemahaman mengenai proses perakitan ban sangat diperlukan untuk
mencari penyebab permasalahan cacat
yang diakibatkan dari proses
ini
sehingga bisa
dilakukan langkah-langkah perbaikan secara nyata.
Langkah pertama adalah dengan menyusun
ply sejumlah tertentu menurut
spesifikasi dari ban yang hcndak dirakit pada drum. Lalu bead juga dipasang pada pada
kedua
sisi
tempat bead. Posisi drum 1 merupakan posisi awal dari drum dimana ply
dan bead dipasang. Lain dilakukan Blow Up, yakni penekanan oleh Bladder yang juga
|
|
35
membesar dikedua belah sisi drum sehingga ply meregang ke posisi drum 3. Penekanan
terus berlanjut dimana terjadi Turn Up Bladder sampai posisi drum 4 dan ply melipat.
Saat ply dilipat oleh gerakan Turn Up Bladder i n i l a h sering terdapat
udara
yang
terperangkap dan mengakibatkan cacat TAO Ply (Trap Air on Ply). Bersamaan dengan itu,
Roll
yang terpasang pada bagian
mesin perakit bergerak
menuju titik
tengah Ply dan
menempelkan Belt
dan Tread
berturut-turut
sesuai
spesiflkasi.
Tekanan diberikan
sehingga perakitan berlangsung sempurna dan seluruh komponen ban saling
menempel.
Karena mesin perakitan ini masih bersifat semi otomatis dimana peran operator
cukup besar, Maka kontrol terhadap setting mesin, material dan selama proses berjalan
harus
diperhatikan dengan
teliti. Keterampilan
dan
pengalaman
operator
cukup
menentukan hasil perakitan.
2.6 Sistem Produksi
Pelaksanaan produksi
dilakukan berdasarkan
Master Production Chart, yang
kemudian
dibreakdown
dalam
form-form
schedule
untuk
setiap
jenis
dan
tipe
dari
ban, juga
untuk setiap tahapan proses
yang dilakukan. Master Production Chart dibuat
setelah
menerima
permintaan dari
pihak
Marketing,
sesuai dengan
forecast
penjualan
yang dilakukan.
Master
Production
Chart
juga
dibreakdown
dalam bentuk
Raw
Material
Breakdown
(RMBD) untuk
menentukan
banyaknya
bahan
baku.
Setelah
diketahui
banyaknya
bahan
baku
yang
dibutuhkan,
departmen Technical
yang membuat
RMBD ini menyerahkan hasil kalkulasinya kepada Departemen Purchasing yang akan
|
|
36
segera melakukan pemesanan / pembelian bahan yang dibutuhkan. Setelah dipurchase,
bahan baku tersebut masuk kedalam warehouse / gudang bahan baku.
Departmen
PPC
melakukan
perencanaan
produksi
dengan melakukan
pengambilan barang dari warehouse bahan baku untuk diproses dalam proses produksi
selanjutnya.
Proses
produksi
dilakukan
harus
sesuai dengan standar spesifikasi.Slandar
spesifikasi ada 3 macam yakni:
1.
Spesifikasi untuk Kompon
Spesifikasi ini meliputi komposisi raw materialnya, kadar oksidasinya, titik
didihnya, PR1, PO/PA, kadar abu, sifat-sifat
teknis dan mekanis dari bahan, dan
sebagainya.
2. Spesifikasi Construction
Meliputi ketebalan bahan, diameter, berapa lapisan yang dipergunakan, berapa
sudut pemotongannya, teknik pengoperasiannya ataupun teknik buildingnya.
3.
Spesifikasi Equipment
Meliputi spesifikasi mesin dan peralatan bantu lainnya yang akan digunakan, suhu
yang dipakai, tekanan udara, waktunya, dan lain sebagainya.
Keseluruhan spesifikasi ini pada dasarnya sudah ada dan merupakan hasil riset
bertahun-tahun. Setiap
ada penemuan / hasil riset baru, spesifikasinya masih dicatat
dalam
Lembar Spec namanya , berwarna
merah apabila masih dalam tahap Trial dan
bila sudah
layak
untuk produksi
pcrcobaan
selama setahun
lembar
spec-nya bcrwana
kuning, yang artinya sudah lolos dari tahapan Trial. Bila sudah melewati setahun
dan
tidak ada keluhan
yang
berarti,
maka spesifikasi
ini
dinyatakan
sudah
memenuhi
|
|
37
untuk
standarisasi,
pengesahan
dilakukan
oleh
seluruh
manajer
Divisi
dan
Lembar
Spec-nya berwarna putih, yang artinya sudah standar dan bisa untuk produksi masal.
Lembar Spec berbeda untuk
tiap kompon dan tiap
jenis ban. Lembar ini
yang
dijadikan
acuan
dalam proses
produksi.
Departemcn
PPC
memberikan
breakdown
jumlah produksi harian kepada Departemen Plant / Produksi yang berisikan jenis ban
yang akan diproduksi dan jumlahnya, beserta
dengan
Lembar
Spec
sesuai
jenis
ban
tersebut.
Jadi,
setiap
jenis
ban
memiliki
RMBD
(Raw
Material BreakDown), yakni
susunan material dari ban tersebut lengkap dengan bobot dan standar ukurannya. Untuk
memproduksi jenis tersebut, diperlukan komponen
material dengan spec
tertentu dan
spec konstruksi serta equipment tertentu pula.
Dari setiap tahap proses produksi yang dilakukan, inspeksi yang
dilakukan
umumnya secara manual / visual. Khusus unluk ban radial mengalami inspeksi
mesin selain visual. Ban radial adalah ban yang dirancang untuk tingkat
kenyamanan dan tingkat elastisitas tinggi,baik dalam kecepatan rendah maupun tinggi.
Ban
radial
atau
tubless ,yang
berarti
,tidak
memerlukan
ban
dalam karena
memiliki
rancangan dalam. yang dilapis dengan compound clorobutyl sehingga tahan terhadap
tekanan dan elastisitas tinggi sehingga dapat menggantikan fungsi ban dalam.
Pengecekan yang
dilakukan
adalah mengamati
penampakan
secara
visual,
apakah tcrdapat ketidakscsuaian bentuk, ukuran, adanya
kotoran
yang
mengganggu,
dan
sebagamya.
Pengecekan
adanya
gelembung udara yang
terperangkap
sehmgga
meninbulkan
benjolan
yang
mempengaruhi
kualitas ban
dilakukan dengan menggunakan alat sensor khusus.
Inspeksi yang dilakukan pada bahan setengah jadi, yakni pada UC
(Unproduction Compound) dan PC (Production Compound) hasil Banbury Mixer
|
|
38
dilakukan secara visual terhadap setiap sampel. Satu sheet memiliki panjang bisa
sampai 12 m dengan lebar dan tebal sesuai spesifikasi komponnya, dan
pengecekan dilakukan dengan cara
diambil potongan sebanyak 2 bagian dari tempat
yang
berbeda
dan
dicek
oleh laboratorium,
misalnya
dari ujung kiri
dan
kanan
agar
hasilnya lebih akurat. Hasilnya dinyatakan sudah mewakili kualitas seluruh bagian dari
sheet tcrsebut. Setiap sheet menerima perlakukan yang sama dalam inspeksi ini.
Khusus untuk
drum
test
&
field
test, inspeksi
tidak
dilakukan
secara
keseluruhan, hanya dilakukan secara random sampling, 1 dari 1000 atau 1 dari 6000.
Pengecekan i n i dilakukan oleh Divisi Teknologi dan QA, dimana kualitas produk
dicocokkan dengan standar SNI
atau dengan spesifikasi dari PT INTIRUB.
Perbandingan
dengan
kompetitor
hanya
sebagai
alat
kontrol. Bila
ternyata
kualitasnya tidak sesuai, tugas Teknologi sebagai pengganti
dari R&D
untuk mencari
penyebab
dan
solusi
perbaikannya.
Standar
kualifikasi
ban
yang
diperbolehkan
diatur
oleh APBI (Asosiasi Produk Ban Indonesia), yakni suatu organisasi produsen ban yang
mengatur kerjasama, kualitas dan dan standarisasi dari tiap jenis ban. APBI juga yang
mengatur
hak
patent
dari
tiap
jenis
ban,
contohnya
adalah
paten
pada branding
/
trading atau kembang unluk i s t i l a h pasarnya. Tiap produsen ban yang sudah
mendaftarkan bentuk kembangnya, tidak boleh ditiru oleh produsen yang lainnya.
Disini,
pengawasan
dilakukan
pada saat
setiap produk ban baru
diwajibkan
untuk
mempresentasikan bannya kepada APBI sebelum diijinkan unluk dilaunching. APBI
yang
melakukan
pengetesan terhadap standar
kualitas
(kekuatan,
ketahanan,dll)
,terhadap bentuk kembang, brand name, dll
|
|
39
Divisi
Teknologi
merupakan
pcnggabungan
dengan
Divisi Research &
Technology. Disini, riset yang dilakukan mengacu pada tujuan utama perusahaan yakni
meraih profit
sebesar-besarnya
dengan
cost
sekecil-kecilnya.
Jadi,
semua
perbaikan
performance terhadap kualitas yang ada sekaligus perbandingannya dengan kompetitor
harus
memberikan benefit
berupa
kualitas
meningkat,
profit
meningkat
atau
cost
menurun. Misalnya, perubahan konstruksi ply (lapisan benang) dari 1
mm
menjadi
1,1 mm akan memberikan efek penambahan kekuatan
namun
juga
berarti
penambahan material dan kenaikan cos.t B i l a t i d a k ada benefit lainnya ataupun
penurunan cost
disisi
lain
seperti perubahan metode
yang
mengikuti
perubahan
konstruksi, maka perbaikan performance
tersebut
tidak
bisa dilakukan,
karena
tidak
memberikan profit bagi perusahaan. Harus dilakukan riset yang lebih mendalam lagi.
Saat
in i research yang
dilakukan
masih
sangat
terbatas,
yang
baru
saja
dilaunching
adalah
Radial
Sabre
12
inch pada Februari 2001.
Rata-rata
diperkenalkan hasil riset 1 kali dalam setahun. Hal ini disebabkan selain
keterbatasan
dana
untuk
riset
juga
karena
proses
menuju
Launching
cukup
panjang.
Tahapan dalam pengembangan produk ban pada PT.INTIRUB, yaitu :
1.
Kalkulasi
Konstruksi Ban,
disini konstruksi dan
model ban
diukur
secaradelil
beserla kalkulasinya
Kalkulasi
disini
juga
menyangkut target
pasardan segmen pasarnya. Proses ini memakan waktu 2 - 3 bulan
2.
Presentasi
Konstruksi
dihadapan
APBI ,
disini
APBI
melakukan
penilaiandan pengukuran, memenuhi standar kualitas atau tidak (kekuatan
tonase, kekualan rata-rata, konstruksinya baik atau tidak, milleagenya
|
|
40
bagaimana, pengecekan
kembang
apakah
sudah
ada
yang
memiliki,
namenya juga dicek. Proses ini juga memakan waktu 2–3 bulan.
3.
Proses produksi percobaan (Trial), setelah memperoleh persetujuan dari
APUI barulah dilakukan produksi Trial dan data-datanya juga disimpan.
4.
Mempresentasikan Ban Trial tersebut dihadapan APBI lengkap
dengandata Trialnya.
Disini
ban Trial
diuji
lagi
melalui Drum Test dan
Field
Testnya (indoor dan outdoor). Proses ini yang paling banyak
memakan waktu, minimal 6 bulan.
5.
Setelah
lolos dari
APBI,
barulah
ban
tersebut
boleh
diproduksi
massal
untuk dijual bebas. Produksi reguler dilakukan kurang lebih 1 tahun.
Sistem produksi
yang dilakukan PT.INTIRUB
adalah
menggunakan inventory.
Hal
ini
dikarenakan, produksi baru berjalan setelah adanya permintaan dan
marketing.
untuk
meminimasi inventory
yang
berkelebihan,
juga
agar
produksi
bisa
selalu
berjalan walaupun harus diperlambat, dan untuk memperlancar cash flow.
Namun, terkadang tidak bisa dicegah adanya inventory yang berkelebihan
terscbut, yang bahkan bisa berakibat penurunan kualitas ban yang tersimpan terlalu lama.
Hal
ini
disebabkan
adanya
kegagalan
pihak marketing
dalam
mencapai
target
penjualan.
Akibatnya,
untuk
produksi
pada bulan
berikutnya
terjadi
penurunan
produksi
untuk
memenuhi
forecast
penjualan
yang
dilakukan
untuk
bulan
tersebut.
Dan penjualan yang berjalan tidak semuanya mengambil dari stock yang ada. Mungkin
saja ada beberapa tipe / jenis ban yang tidak terjual. Hal ini secara terus menerus bisa
mengakibatkan
ban
tertumpuk
lama,
mengalami
degradasi
kualitas akibat
udara,
kotoran, dsb yang akhirnya mempengaruhi profit.
|
|
41
Didalam
menerapkan
strategi
pemasaran,
dikenal
istilah ASS (Analyst Sales
Service)
yakni suatu
strategi
penjualan dengan
menurunkan t i m
marketing dan
Teknologi
langsung
ke
Dealer/Agen
Penjualan
Ban
untuk
memberikan pengarahan
dan
penjelasan secara lengkap
mengenai ban-ban
yang dipasarkan beserta keunggulan
masing-masing tipe berdasarkan kebutuhan pasar / konsumen. Disini,
diharapkan
feedback berupa pemahaman yang jelas oleh pihak Dealer/Agen
mengenai produk
yang
hendak
mereka
pasarkan
sehingga
mampu menyampaikan informasi tersebut
dengan jelas dan pada akhirnya konsumen benar-benar terpuaskan mengenai kepastian
kualitas dan pemahaman terhadap produk ban Intirub.
Secara tidak
langsung, diharapkan tumbuhnya kepercayaan konsumen kepada
produk Ban Intirub dan loyalitas mereka secara jangka panjang, serta konsumen
merasa kebutuhannya benar-benar diperhatikan oleh PT Intirub.
Sebagai salah satu contohnya, bila terdapat pesanan oleh konsumen yang masih
baru, dalam artian bukan pelanggan, maka sebelum melakukan transaksi akan diadakan
dulu riset pusar serta riset
lapangan dimana ban I n t i r u b akan dipakai. Karena,
spesifikasi
tiap
ban
berbeda
untuk
setiap medan
,
misalnya
untuk
daerah
Sumatera
dengan
kondisi
jalanan
yang
cenderung
berbukit-bukit
dan
berbatu-batu
memerlukan
ban dengan tipe berbeda dibandingkan untuk daerah Jawa dengan kondisi jalanan yang
cenderung rata
dan sudah banyak beraspal. Demikian juga riset pasar diadakan untuk
menumbuhkan pelanggan-pelangga baru lainnya, atau juga kemungkinan perluasan
pasar dengan karakteristik yang baru.
Sementara itu, pcnanganan keluhan dari konsumen juga merupakan bagian ASS
yang bekerjasama dengan Outdoing
Department. ASS yang
melakukan penyelidikan
|
|
42
secara
mendalam
mengenai
keluhan
yang
terjadi,
misalnya
untuk
keluhan
ban
bocor/meletus padahal masih baru dibeli sebulan yang lalu.
Disini, ASS menyelidiki apakah kerusakan yang terjadi merupakan Factory
Defect
atau
Nonfactory
Defect.
Penyelidikan
meliputi
kondisi
ban,
muatan yang
digunakan, tekanan ban, jarak tempuh, kondisi medan yang telah
dilewati, dan
lain
sebagainya. Nonfactory
Defect
berarti
kerusakan
yang
terjadi
akibat kelalaian
konsumen dalam menggunakan ban sesuai aturannya, misalnya ban digunakan dengan
muatan / beban yang melebihi kemampuannya, tekanan melebihi yang telah
ditentukan ,dan sebagainya. Sedangkan Factory Defect merupakan kerusakan akibat
kelalaian PT Intirub dalam melakukan inspeksi sehingga adanya ban defect yang lolos
ke pasar. Kemungkinan adanya factory Defect akibat kontaminasi, misalnya saal
proses
produksi
terjadi
kontaminasi
dengan
zat
lain
atau
kotoran
yang
menempel
dan tercampur tidak terdeteksi dengan baik.
Nonfactory Defect tidak mendapatkan penggantian, konsumen hanya diberitahu
letak kesalahan yang mengakibatkan
kerusakan
tersebut.
Sedangkan
Factory defect
mendapatkan penggantian sesuai kondisi ban, salah satunya adalah ketebalan Lapisan
Tread
yang
terpakai.
Kalau
hanya
terpakai
sedikit,
penggantiannya bisa 100 %,
namun kalau cukup banyak maka berbeda juga perhitungannya. Departmen OutGoing
yang melakukan kalkulasi penggantian terhadap keluhan yang ada.
|
|
43
2.7
Proses Pengujian dan Pengetesan Ban
Pengujian dan pengetesan yang dilakukan pada ban setelah dimasak
adalah:
1. Untuk setiap ban:
-
Static Balance
-
Dynamic Balance
-
FVM (Force Variation Machine).
2. Secara Random:
-
Indoor Testing yang meliputi :Drum Test, Tire Analyze, Plunger Test, Bead Unseating
-
Outdoor Testing yang
meliputi : Road Test (Tire Life, Durability, Wear Performance)
dan Handling
and
Comfort
(Breaking
Test
on Wet and Dry Road, High Speed
Handling at Stright, Lane Change Performance,
Cornering, Performance,
Comfort
and Noise on different road surface
2.8
Pengidentifikasian Cacat pada Ban
Berikut
ini
merupakan
jenis-jenis
cacat
yang
ada
beserta
faktor-faktor
penyebabnya :
1. Out FVM & Dynamic Balance ( Code : 100 )
-
Khusus pada ban Radial saja.
-
Adalah
adanya
ketidaksetimbangan
antara
bagian
sebelah
kiri
dan
kanan
ban,
atau ban tersebut tidak memiliki balance dynamic.
-
Hanya untuk pesanan khusus, yakni apabila si pemesan menghendaki pengetesan
Dynamic Balance selain pengetesan standar/inspector FVM (Force Variation
Machine)
|
|
44
-
Parameter pengukuran berupa berat (gram) dan ban, beban gaya setiap sudut dan
keolengan saat ban diputar dengan kecepatan tertentu.
-
Penyebab MATERIALS antara lain : setting material, ply, belt breaker dan tread
tidak center terhadap Beam Light.
-
Penyebab MACHINE
:
setting pada mesin Tire
Building kurang tepat, turn up
Bladder kiri dan kanan tidak sama, kerja roll sticker kompak
-
Penyebab MAN / Manusia : kurangnya kontrol dari operator.
2. TAO PLY ( Code: 02 )
-
Merupakan
cacat
yang
disebabkan
adanya
gelembung
udara
yang
terperangkap
didalam Ply.
-
Penyebab
METHODE
:
pada proses building
/
perakitan , setelah ply dan bead
disusun lalu dilakukan Turn Up
yakni pembentukan dengan menggunakan
Bladder sebagai penekan dari kedua belah sisi. Saat Turn tip ini kadang kala ada
udara yang terperangkap.
-
Penyebab
MACHINE : rollnya kurang
bagus atau
ada baut
yang
renggang,
regulator sebagai pengatur tekanan ada gangguan.
-
Penyebab MAN / Manusia : kurangnya kontrol dari operator.
-
Akibatnya : bila dipergunakan ban lersebut akan panas dan gelembung gas
tersebut memuai sehingga bisa menyebabkan ban meletus.
-
Salah satu
teknik
untuk
mengatasinya
adalah
dengan
melakukan
venting
sebelum ban
dimasak. Diventing
berarti ban ditusuk
dengan
jarum khusus
dan
diroll
pada
bagian
tertentu
yang
biasanya
terdapat
udara terperangkap untuk
mengeluarkannya. Namun cara ini tidak bisa menjamin sepenuhnya, hanya untuk
gelembung yang cukup besar saja.
|
|
45
3. CONTAMINATION ( Code :69)
-
Merupakan
cacat
dimana terdapat
material
lain
yang
membatasi
2
komponen
schingga menghalangi penyatuan keduanya.
-
Biasanya material lain tersebut merupakan liquid.
-
Dari segi MATERIAL, terjadinya kontaminasi mungkin disebabkan material
yang tidak memenuju spesifikasi lolos dan pemeriksaan.
-
Dari segi PROSES, terjadinya kontaminasi bisa disebabkan karena stacking
material tidak benar sehingga tercemar kotoran / debu.
-
Dari segi
OPERATOR, terjadinva kontaminasi
disebabkan
kurang
teliti dalam
memeriksa kebersihan dan peralatan maupun ban yang sedang diproses.
-
Dari
segi
ENVIRONMENT,
terjadinya
kontaminasi
mungkin
disebabkan
oleh
kondisi tempat kerja yang kurang bersih.
4. LEAKY BLADDER ( Code : 72 )
-
Merupakan cacat
yang diakibatkan adanya kebocoran pada
Bladder,
yakni alat
Bantu dalam melakukan Tire Curing untuk ban Radial.
-
Akibatnya ban tersebut hasilnya buruk saat dimasak / Curing
5. TAO SIDE WALL ( Code: 04 )
-
Merupakan cacat yang disebabkan adanya gelembung
udara yang terperangkap
pada Side Wall.
-
Pengecekan yang dilakukan adalah secara visual dengan diraba bagian Side Wall.
-
Penyebabnya sama dengan TAO Ply
6. TAO TREAD ( Code : 03 )
Disebabkan oleh kerja Roll Stiker tidak baik sehingga saat build pemasangan tread
terjadi gelembung udara.
|
|
46
7. DEFECTIVE PRESS (Code : 49)
-
Merupakan kerusakan pada mesin press yang mengakibatkan tekanan tidak
masuk, panas kurang dan kelamaan buka saat proses Curing.
-
Akibatnya : ban tidak matang /under cured / over cured
8. PRESS DROP (Code : 48)
-
Merupakan cacat yang disebabkan terjadinya penurunan tekanan atau tckanannya
drop dan tempertaur lidak mcncapai suhu yang diinginkan.
-
Akibatnya : ban tidak matang.
9. KINKED BEAD (Code : 19 )
-
Merupakan cacat dimana Beadnya patah / bengkok saat bladdernya mau lepas.
-
Penyebab MACHINE : setting mesin Tire Curing yang tidak sesuai
-
Hanya pada ban jenis Radial.
10. LIGHT SIDE WALL (Code : 17 )
-
Adanya celah tipis memanjang atau 'Legok' pada permukaan Side Wall.
-
Disebabkan karena
aliran kompon yang tidak
menyatu,
atau
tidak
bertemunya
kompon saat mengalir.
-
Walaupun tipis, tapi efeknya besar
yakni celah tersebut akan semakin melebar
kedalam dan bisa memutus benang / merobek ply.
11. CRACK SIDE WALL ( Code : 05 )
-
Cacat yang
disebabkan
adanya
celah yang cukup
lebar
pada
-
permukaan Side Wall.
-
Disebabkan karena terjadinya over lapping saat kompon mengalir.
-
Efeknya sama dengan Light Side Wall.
|
|
47
12. OTHERS (Code: LL )
-
Merupakan kategori cacat untuk kasus yang sangat jarang terjadi, seperti Bulging
dan Defect ragu-ragu.
-
Bulging merupakan cacat karena ban kempot pada bagian tertentu.
-
Defect ragu-ragu biasanya karena ban diduga memiliki cacat tapi setelah dibuka
ternyata
tidak.
Misalnya
saat
diraba
ditemukan
adanya
gelembung
yang
menonjol, tapi setelah dibuka ternyata kompon yang kurang homogen.
13. BUCKLE HUMP (Code : 7611)
Kondisi
cacat
dimana
Breakernya
cekung
kedalam
sehingga
seperti
ada gelembung didalam.
14. LONG TOP (Code: 13)
Merupakan cacat pada bagian Bead , yakni Bead
yang terlalu
tebal akibat kompon
yang berlebih.
15. BLISTER (Code: 79)
Yakni cacat pada permukaan ban berupa gelembung-geiembung kecil, seperti cacar
pada manusia.
16. LEAKY ORING ( Code : 75 )
-
Cacat yang disebabkan adanya kebocoran pada
Ring, komponen pembentuk
ban saat dimasak.
-
Akibatnya : ban tidak matang.
17. WRINKLE BLADDER ( Code 76 )
Cacat dimana pada bagian dalam ban ada
yang
melipat akibat posisi
Bladder yang
melipat.
|
|
48
18. LIGHT INNER LINER ( Code : I 8 )
-
Penyebabnya : saat dimasak
/
Curing, kompon
mengalir
tapi
tidak
bertemu
dikedua ujungnya
-
Mirip
dengan
LIGHT
SIDE
WALL,
hanya
bedanya
LIGHT
SIDE
WALL
dipermukaan ban yakni bagian Side Wall.
19. CRACK INNER LINER ( Code : 83 )
-
Cacat berupa Over Lapping yang cukup tebal pada bagian dalam ban.
-
Penyebabnya : kompon yang mengalir saat dimasak over lapping .
20. OVER FLOW ( Code : 20 )
Cacat dibagian telapak yang disebabkan saat pemasakan, mold bagian atas dan
bawah kurang rapat.
21. LIGHT BEAD ( Code : 17 )
Cacat berupa 'Legok' pada bagian Bead karena volume Bead yang kurang.
22. UNDER CURED ( Code : 27 )
Cacat ban kurang masak yang disebabkan moldnya kurang panas.
23. COVER PLATE MIRING ( Code : 92 )
-
Cacat
tulisan
yang
dicetak
pada
ban,
yang
mengakibatkan
nilai
estetika
ban
tersebut berkurang.
-
Penyebabnya : baut coner plate lepas.
24. PI PA INTERNAL BOCOR ( Code : 95 )
-
Cacat yang
disebabkan
saat
Bladder
melakukan tekanan
untuk
membentuk
ban
(pada proses pemasakan), pipa internal yang menyalurkan tekanan pada Bladder
bocor sehingga tekanan yang diberikan berkurang.
-
Akibatnya : ban mentah
|
|
49
25. EXPOSE CORD ( Code : 22 )
-
Cacat yang disebakan lapisan pada benang tipis sehingga benangnya mengambai.
-
Biasanya terjadi pada pelapisan ply 1 dengan compond butyl pada
mesin SQQ
(Squeque).
26. OPEN SPLICE ( Code : 23 )
-
Adanya sambungan yang lepas
-
Biasanya disebabkan karena terlalu lama disimpan setelah building.
-
Umumnya terjadi pada bagian Side Wall dan discbut Splice Side Wall
-
Bila pada Ply disebut Open splies ply.
27. NARROW BEAD ( Code : 33 )
Adalah cacat pada bagian Bead, yakni dalam satu lingkaran Bead kecil
sebelah
28. FOREIGN MATERIAL ( Code : 36 )
Sama seperti Contamination, bedanya pada foreign material yang membatasi berupa
benda asing yang mudah dikenali seperti: batu,kayu.
29. OPERATOR ERROR ( Code : 50 )
Cacat yang disebabkan oleh kesalahan operator, seperti kesalahan dalam melakukan
setting mesin sehingga ban dihasilkan tidak sesuai dengan spesifikasinya.
|
 50
-
•
.,
··-
·
-
-
-
_.
.
.
.
.........
.
.
-
_
..
.
IIJIIII!Ia
.
.
..
,...
.
.
..
.
,
..
_
-
.....
-
---
-·-
PEDOMAN PENENTUAN
KERUSAKAN
BAN
DEFECTIVE TIRE DETERMINATION GUIDANCE
OIGANTI
ADJUSTBJ ClAitf
l(PU
lflAPU
tlllJI IJfll.,llt
I
::;--=
.
--...
..
a£)·4
.:J.
:
:
,,...
M
lU
,a
II
.
JFJ..'I
a
M
PfnGADUAN OITOLAK
REJfCTED CLAIM
.
.
...
.
li
.
.
.
-
iU
..
I
.
/7
1
..
1
_
1
..
-
----
.
.....
.
-
-
----
--
...
........
I
.
-
.,
..
·
.
.
.
--
...
-
-
.
·
,_
--
.
.
.,..,.
-
-
-
.
.
-
.......
-
...
...,,,._
.
._
,.
.......
.-.
....._..
-
-
._...
,
,
.
.
......
.·---·-·-.-=•..·
-·-.-=•..·
•
·
·
-
..
.
.
.,,_
.
.
.
,
.
.
...
.
....
.
.
.
..
--
- --.
,--.
-
-
.
----
u
.....
·-··
|
 51
•t•
--
.
....
-...
·
..
·------.:
_.._.
;
.
.
.
.
_
.
"
...
_
-
,
..
,.
.
.
..
·
--·-
.
.
.
·
.
.
,.
-
.
.......
-
......
-
-
·
-
.
.
·
..
...
·
-
·
--
·
.
.
....
-
.
.
-
-.--
-
...
I'ILIIm.,.&tlt'7aoiiCI'
._.,•
.....,
'
I
·----.
-
-
-
·
.
.
.
-
.,._.
·
·--
-
_
-
-
-
.
-
-
_
-
-
.._
-
u
-
-
--
-·----
I
..
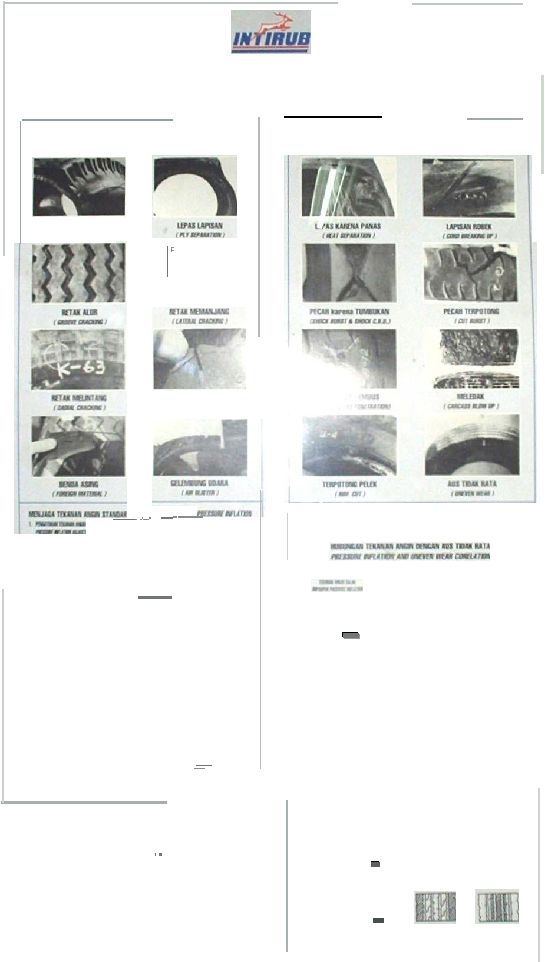
Gambar
2.10 Jenis-jenis kerusakan
pada
h:;m
|