|
24
BAB 2
LANDASAN TEORI
2.1 Tinjauan Pustaka
2.1.1 Manajemen Operasi.
Sebelum
membahas
lebih jauh
mengenai Statistical Process Control,
maka akan
dibahas lebih dahulu mengenai apa yang dinamakan dengan manajemen operasi.
Apa yang sebenarnya yang dinamakan dengan mutu?. Mutu mempunyai
berbagaim macam definisi menurut para ahli :
1. Joseph M. Juran.
Mutu adalah kesesuaian produk dengan penggunaan.
2. William Edwards Deming.
Mutu harus bertujuan memenuhi kebutuhan pelanggan sekarang dan masa
mendatang.
3. Philip B. Crosby.
Mutu
adalah
kesesuaian dengan
kebutuhan
yang
meliputi
avaibility
(kegunaan),
delivery (penyerahan), reliability
(keandalan), maintainbility (pemeliharaan), dan
cost effectiveness (biaya efektifitas).
|
|
25
4. A.V. Fegenbaum
Mutu merupakan keseluruahan gabungan karakteristik produk dan jasa yang
meliputi
marketing,
engineering,
manufacture, dan
maintenance
melalui
mana
produk dan jasa, dalam pemakaian akan sesuai dengan harapan pelanggan.
Manajemen Operasi adalah serangkaian kegiatan
yang
membuat barang dan jasa
melalui
perubahan
dari
masukan
menjadi keluaran
(Barry
Render
dan
Jay
Heizer,
2001).
2.1.2 Manajemen Mutu.
Mutu
melalui
pemberdayaan dan pengendalian
mutu
menurunkan
waktu
pengembangan produk. Hal ini memungkinkan perusahaan untuk memfokuskan diri
pada konsumen dan menjadi lebih andal dalam memenuhi kebutuhan mereka. Mutu
mempengaruhi seluruh organisasi, dari pemasok sampai konsumen dan dari
rancangan
produk
sampai
aspek
dalam pemeliharaan
peralatan.
Mutu
dari
produk
suatu
perusahaan,
harga
yang
ditetapkan
oleh
perusahaan,
dan
pemasokan
barang
yang membuat produk itu tersedia bagi konsumen merupakan faktor –
faktor yang
mempengaruhi
permintaan.
Mutu
terutama
mempengaruhi
perusahaan
dalam
empat
cara: (Barry Render dan Jay Heizer, 2001)
1. Biaya dan Pangsa Pasar.
Mutu
yang
ditingkatkan
dapat
mengarah
kepada peningkatan
pangsa pasar
dan penghematan biaya.
|
|
26
2. Reputasi Perusahaan .
Reputasi perusahaan mengikuti reputasi mutu yang dihasilkan buruk atau
baik. Mutu akan muncul bersamaan dengan persepsi mengenai produk baru
perusahaan, praktik – praktik penanganan pegawai, dan hubungannya dengan
pemasok. Mutu produk tidak dapat digantikan oleh promosi perusahaan.
3. Pertanggungjawaban produk.
Dalam kasus –
kasus
yang
berkaitan dengan
produk
yang
beredar di pasar,
pengadilan kini menganggap bahwa pihak –
pihak yang harus memikul
tanggung
jawab
adalah
seluruh
pihak
yang
tercakup
dalam rantai
distribusi.
Dapat ditambahkan, perusahaan yang merancang dan memproduksi barang
atau jasa
yang cacat dapat dianggap bertanggung jawab atas kerusakan dan
kecelakaan yang dihasilkan pemakaian barang dan jasa tersebut.
4. Implikasi Internasional.
Dalam era
teknologi
seperti
sekarang
ini,
mutu
merupakan
perhatian
internasional
dan
perhatian
operasi. Agar perusahaan dan juga negara dapat
bersaing
secara
efektif
dalam perekonomian
global,
produknya
harus
memenuhi mutu dan harga yang diinginkan. Produk yang bermutu rendah
membahayakan perusahaan dan bangsa, dan dapat mengakibatkan implikasi
dan negatif bagi neraca pembayaran.
Membangun lingkungan manajemen mutu terpadu merupakan hal yang penting,
karena keputusan mengenai mutu mempengaruhi setiap tahap pembentukan dan
pengelolaan
operasi
yang berkelas
internasional.
W.
Edwards
Deming
|
|
27
mengemukakan
14
langkah di dalam
menerapkan
perbaikan
mutu,
keempat belas
langkah itu adalah : ( Giltrow, Oppenheim, dan Oppenheim, 1999)
1. Ciptakan konsisten tujuan.
2. Arahkan untuk perubahan yang lebih baik.
3. Realisasikan mutu ke dalam produk ; hentikan ketergantungan pada
pemeriksaan yang menemukan masalah.
4. Ciptakan
hubungan
jangka
panjang
yang
berdasarkan
kinerja
sebagai
ganti
dari pemberian penghargaan pada bisnis yang berdasarkan ukuran harga.
5. Lakukan perbaikan terus – menerus, baik pada produk maupun jasa.
6. Mulailah pelatihan karyawan.
7. Tekankan sikap kepemimpinan.
8. Hilangkan ketakutan.
9. Hilangkan hambatan – hambatan antar departemen.
10. Hindari pemberian nasehat tidak perlu pada karyawan.
11. Dukung, bantu, dan perbaiki.
12. Hilangkan perasaan bangga akan pekerjaannya.
13. Bentuk berbagai program pendidikan dan perbaikan diri.
14. Usahakan agar setiap orang di perusahaan bekerja dalam kegiatan perubahan
perusahaan .
Langkah
–
langkah tersebut
dapat
dikembangkan
menjadi
5
konsep
(
Giltrow,
Oppenheim, dan Oppenheim, 1999).
|
|
28
Kelima konsep tersebut adalah :
1. Perbaikkan terus menerus.
Manajemen Mutu yang terpadu memerlukan proses tanpa akhir yang disebut
perbaikan yang terus menerus, dimana kesempurnaan tidak pernah diperoleh
tetapi
selalu
dicari.
Masyarakat
Jepang
menggunakan
kata
Kaizen untuk
menggambarkan proses perbaikan yang berkelanjutan ini, masyarakat
Amerika
menggunakan
kata MMT, zero-defects (
tanpa
kerusakan
produk
),dan
six
sigma untuk
menggambarkan
usaha perbaikan
yang berkelanjutan
yang mereka lakukan. Perbaikan yang terus menerus ini lebih dikenal dengan
metode PDSA atau Deming Cycle, terdiri dari :
•
Plan
(
Merencakan )
:
Tetapkan sasaran
dan
proses yang
diperlukan
untuk menyerahkan hasil sesuai dengan
persyaratan
pelanggan
dan
kebijakan organisasi.
•
Do ( Lakukan ) : Implementasikan prosesnya.
•
Check ( Periksa ) : Pantau dan ukur proses dan produk terhadap
kebijakan, sasaran dan persyaratan bagi produk dan laporkan hasilnya.
•
Act
(
Tindaki
)
:
Lakukan
tindakan
perbaikan
kinerja
proses
secara
berkesinambungan.
|
 29
A
(
Act
)
P
(
Plan )
C
(
Check )
D
(
Do )
Perbaikan
Terus Menerus
Quality
Gambar 2.1 Diagram PDCA
(Barry Reizer & Jay Heinzer, 2001)
Keempat tindakan merupakan tindakan yang akan berjalan terus menerus, dan
saling
bergantungan,
tanpa
adanya
1 dari 4 tindakan tersebut akan
menimbulkan
ketidakseimbangan
dalam mengotrol
manajemen
mutu
yang
diterapkan.
2. Pemberdayaan Karyawan.
Pemberdayaan karyawan berarti manajemen perusahaan melibatkan karyawan
dalam setiap
tahap
proses
produksi.
Karena
itu
ada
suatu
literatur
yang
mengemukakan bahwa 85 % masalah mutu itu berkaitan dengan bahan
pembentuk produk dan proses, dan bukan kinerja karyawan. Dengan demikian
itu,
tugas
yang
harus
diselesaikan
adalah
merancang
peralatan
dan
proses
yang
dapat
menghasilkan
mutu
yang
diinginkan. Hal ini
dapat
dilakukan
dengan melibatkan sebagian besar dari mereka untuk mengerti kelemahan dari
sistem
yang
telah
ada.
Teknik
untuk
membangun
pemberdayaan karyawan
|
|
30
mencakup tindakan : (1) membentuk jaringan komunikasi yang
melibatkan
karyawan, (2) mendorong penyelia untuk
bersifat
terbuka dan sebagai
motivator, (3) memindahkan tanggung jawab manajerial dan staf kepada para
karyawan bagian produksi, (4) membangun organisasi dengan sikap mental
tinggi, dan (5) menggunakan teknik – teknik formal seperti pembentukan tim
dan gugus kendali mutu ( gugus kendali mutu adalah kelompok
yang terdiri
dari 6 sampai 12 karyawan, mereka secara suka rela mengadakan pertemuan
untuk memecahkan masalah – masalah yang berkaitan dengan pekerjaan ).
3. Pembandingan Kinerja ( Benchmarking )
Pembandingan kinerja merupakan elemen lain dari program Manajemen Mutu
suatu perusahaan. Pembandingan Kinerja ini mencakup seleksi standar kinerja
yang ada, yang mewakili kinerja proses atau kegiatan terbaik lain yang sangat
serupa dengan proses atau kegiatan pihak lain. Inti dari pembandingan kinerja
adalah pengembangan
target
yang akan
dicapai,
untuk
kemudian
mengembangkan suatu standar atau tolak ukur tertentu agar kita dapat
mengukur kenerja sendiri ( lewat pembandingan antara berbagai kinerja,
dengan prestasi kerja sendiri ). Langkah untuk mengembangkan tolak ukur ini
adalah sebagai berikut :
•
Tentukan apa yang akan dibandingkan.
•
Bentuk kelompok penentu tolak ukur.
•
Lakukan identifikasi atas kinerja pihak lain.
|
|
31
•
Kumpulkan dan analisis informasi mengenai kinerja tersebut.
•
Ambil tindakan
untuk menyesuaikan atau
melebihi kinerja pihak
lain
tersebut.
Dalam situasi
yang
ideal
akan
ditemukan
satu
atau
lebih
organisasi
yang
operasinya serupa dengan organisasi perusahaan. Lalu perusahaan
membandingkan
kinerja
perusahaan
denga kinerja
dari
perusahaan
lain.
Perusahaan yang dijadikan
tolak
ukur
tidak
perlu
berkecimpung
di
industri
yang sama dengan perusahaan , bahkan untuk membentuk standar kelas dunia,
yang terbaik dilakukan adalah mencari perusahaan di luar industri yang
perusahaan geluti.
4. Penyediaan Kebutuhan yang Cukup pada Waktunya ( Just In Time )
Filsafat yang mendasari hal tersebut adalah pemikiran mengenai perbaikan
yang terus menerus dan pemecahan masalah yang cepat. Dengan cara tersebut
memaksa terciptanya mutu,baik pada pemasok maupun pada setiap tahap
proses manufaktur dan jasa, karena tidak ada persediaan yang dapat menyerap
variasinya. Sebagai konsekuensinya, sistem tersebut harus memproduksi mutu
tinggi. Karena teknik tersebut menghilangkan kemungkinan adanya variasi,
tidak ada lagi sisa material, pengerjaan ulang, investasi persediaan, dan
kegiatan yang tidak perlu dalam proses produksi / jasa.
|
|
32
5. Pengetahuan Mengenai Perangkat Manajemen Mutu
Karena
ingin
memberdayakan
karyawan
dalam impelmentasi
Manajemen
Mutu,
dan
mengingat
Manajemen
Mutu
merupakan
usaha
yang
tidak
ada
putus –
putusnya, maka setiap orang dalam organisasi harus dilatih
menggunakan teknik – teknik Manajemen Mutu. Peralatan Manajemen Mutu
bermacam-macam dan semakin hari semakin bertambah.
2.1.3 Statistical Process Control.
Setelah melalui pembahasan yang panjang mengenai manajemen operasi dan
manajemen mutu maka sekarang akan dibahas mengenai apa yang dimaksud dengan
Statistical Process Control.
Aplikasi
teknik statistik
untuk
mengendalikan
proses dikenal sebagai Statistical
Process Control
(SPC). Peta kontrol merupakan kekuatan dari SPC yang
dikembangkan oleh Walter Shewhart Laboratorium Bel di tahun 1920an. Yang akan
membantu membedakan antara sumber variasi
yang
bisa
menugaskan
dan
alami
di
dalam suatu proses.
Statistical Process Control atau SPC merupakan salah satu cabang
ilmu
turunan
dari Statistical Quality Control (SQC), Statistical Process Control (SPC) adalah suatu
terminologi yang mulai digunakan sejak tahun 1970-an untuk menjabarkan
pengunaan
teknik-teknik
statistikal
(statistical
techniques)
dalam memantau
dan
meningkatkan performansi proses menghasilkan produk berkualtas. Pada tahun 1950-
an
samapai
1960-an
digunakan
terminologi Pengendalian
Kualitas
Statistikal
(Statistical Qualtity Control) yang memiliki pengertian yang sama dengan SPC.
|
|
33
Pengendalian kualitas merupakan aktivitas teknik dan manajemen, melalui mana
kita mengukur karakteristik kualitas dari output (barang/jasa), kemudian
membandingkan hasil itu dengan spesifikasi output yang diinginkan oleh pelanggan,
serta mengambil tindakan perbaikan yang tepat apabila ditemukan perbedaan antara
perfomansi aktual dan standar.
Berdasarkan
uraian
diatas,
kita boleh mendefinisikan pengendalian proses
statistikal
(SPC)
sebagai
suatu
metodologi pengumpulan
dan
analisis data
kualitas,
serta penentuan dan interpretasi pengukuran-pengukuran yang menjelaskan tentang
proses
dalam suatu
sistem industri,
untuk
meningkatkan
kualitas
dari
output
guna
memenuhi
kebutuhan
dan
ekspetasi
pelanggan.
Dalam SPC
terminologi
kualitas
diartikan
sebagai
konsistensi
peningkatan atau
perbaikan
dan
penurunan
variasi
karakteristik
dari
suatu
produk (barang/jasa) yang dihasilkan, agar memenuhi
kebutuhan yang dispesifikasikan, guna meningkatkan kepuasan pelanggan
internal
maupun eksternal.
Berdasarkan dari terminologi kualitas yang telah disampaikan maka mutu menurut
SPC adalah bagaimana baiknya suatu output (barang/jasa)
itu
memenuhi spesifikasi
dan toleransi yang ditetapkan oleh bagian desain dari suatu perusahaan.
2.1.4 Performansi Kualitas
Pada dasarnya pengukuran performansi kualitas dapat dilakukan pada tiga tingkat
yakni tingkat proses (process level), tingkat output (output level), dan tingkat
outcome (outcome level). Pengendalian Proses Statistikal (SPC) dapat diterapkan
|
|
34
pada ketiga tingkat pengukuran performansi kualitas itu. Ketiga pengukuran
performansi kualitas tersebut adalah :
1. Pengukuran
pada
tingkat
proses,
yang
mengukur
setiap
langkah
atau
aktifitas
dalam proses
dan karakteristik
input
yang
diserahkan
oleh
pemasok
(supplier)
yang
mengendalikan
karakteristik output
yang
diinginkan.
Tujuan
dari
pengukuran tingkat ini adalah mengidentifikasikan perilaku yang mengatur setiap
langkah dalam proses, dan menggunakan ukuran-ukuran itu untuk mengendalikan
operasi
serta
memperkirakan
output
yang
akan
dihasilkan
sebelum output
itu
diproduksi atau diserahkan pada pelanggan. Beberapa contoh ukuran pada tingkat
proses yang menggambarkan performansi kualitas adalah: lama waktu menjawab
penggilan telepon, banyaknya penggilan telepon yang tidak dikembalikan ke
pelanggan, konformansi terhadap waktu penyerahan yang dijanjikan, persentase
material cacat yang diterima dari pemasok, siklus waktu produk (product cycle
times), banyaknya inventori barang setengah jadi (work-in-process inventory), dll.
2.
Pengukuran
pada
tingkat
output,
yang mengukut
karakteristik
output
yang
dihasilkan dibandingkan terhadap spesifikasi karakteristik yang diinginkan
pelanggan. Beberapa
contoh
ukuran pada tingkat
output
adalah
banyaknya
unit
produk yang tidak memenuhi spesifikasi tertentu yang ditetapkan (banyak produk
cacat), tingkat efektivitas dan efisiensi produksi, karakteristik kualitas dari produk
yang dihasilkan, dll.
3.
Pengukuranh pada tingkat outcome, yang mengukur bagaimana
baiknya suatu
produk
memenuhi
kepuasan
pelanggan
dalam
mengkonsumsi
produk
yang
|
|
35
diserahkan. Pengukuran pada tingkat outcome merupakan tingkat tertinggi dalam
pengukuran performansi kualitas. Beberapa contoh ukuran pada tingkat outcome
adalah:
banyaknya
keluhan
pelanggan yang
diterima,
banyaknya
produk
yang
dikembalikan
oleh pelanggan,
tingkat ketepatan
waktu
penyerahan
produk
tepat
waktu sesuai dengan waktu yang dijanjikan.
Bagaimanapun, pengukuran performansi kualitas yang akan dilakukan seharusnya
mempertimbangkan
setiap
aspek
dari
proses
operasional
yang
mempengaruhi
persepsi
pelanggan
tentang
nilai
kualitas. Melalui
suatu
survei
pendahuluan
yang
bersifat
eksploratif
dapat
diidentifikasikan
semua
atribut
dan
variabel
dari
produk
yang
menentukan kepuasan pelanggan dan persepsi pelanggan tentang nilai kualitas
dari produk itu.
Perlu
dikemukakan
bahwa
terminologi atribut
mendefinisikan
feature
atau
karakteristik
dari
produk
yang
tidak dapat
diukur
dengan
menggunakan
skala
pengukuran rasio, misalnya: atribut-atribut kebersihan, kemulusan, warna,
penampilan, dll. Data atribut sering disebut sebagai data kualitatif dan bersifat
diskrtit. Sedangkan terminologi variabel dari produk mendefinisikan karakteristik
produk yang dapat diukur menggunakan skala ukuran rasio yang memiliki titik nol
dalam skala pengukuran
itu. Data variabel
ini sering disebut sebagai data kuantitatif
dan bersifat kontinu. Selanjutnya atribut-atribut dan variabel-variabel dari produk
inilah yang kemudian merupakan basis dari pengendalian proses statistikal.
|
 36
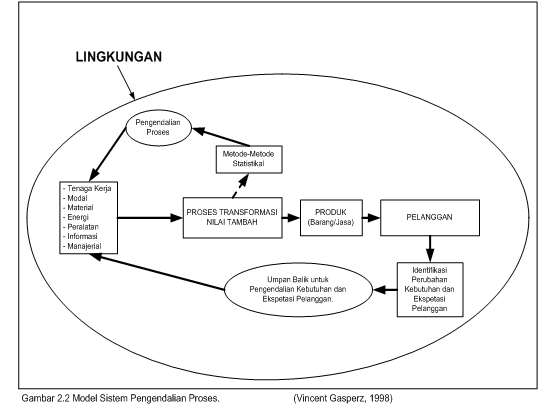
2.1.5 Sistem Pengendalian Proses.
Pada
masa
sekarang,
pengertian dari
konsep
kualitas adalah
lebih
luas
daripada
sekadar aktivitas inspeksi yang mengandalkan pada strategi pendeteksian (startegy of
detection). Pengertian
modern dari
konsep
kualitas
adalah
membangun sistem
kualitas modern, yang salah satu strateginya adalah berorientasi
pada strategi
pencegahan (strategy of pervention). Berkaitan dengan hal
ini perlu dibangun suatu
sistem pengedalian proses sebagai implementasi dari strategi pencegahan dalam
sistem
kualitas
modern
itu.
Model
sistem
pengendalian
proses
dengan
umpan-balik
ditunjukkan dalam gambar berikut:
|
|
37
Dari gambar diatas tampak bahwa sistem pengendalian proses dapat digambarkan
sebagai suatu sistem umpan balik (feedback system). Pengendalian proses statistikal
merupakan suatu tipe dari sistem umpan balik. Terdapat empat hal penting yang harus
diperhatikan
dalam sistem
pengendalian
proses,
yang
akan
dikemukakan
secara
singkat berikut ini:
1. Proses. Melalui proses semua
input bekerja
menghasilkan output berkualitas
yang selanjutnya diserahkan kepada pelanggan agar memenuhi kebutuhan dan
ekspetasi
dari
pelanggan
itu.
Performandi total dari
proses tergantung
pada
komunikasi di antara pemasok dan pelanggan, dimana proses didesain dan
diimplementasikan berdasarkan informasi kebutuhan dan
ekspektasi
pelanggan, yang selanjutnya dioperasionalkan
dan dikelola
oleh
pihak
manajemen bisnis total.
2.
Informasi tentang Performansi. Kebanyakan informasi tentang performansi
aktual
dari
proses
dapat
diperoleh
dengan
mengkaji
output
dari
proses
itu.
Agar
memperoleh
informasi
yang bermanfaat
tentang proses,
bagaimanapun
pihak
manajemen
bisnis
total
harus
memahami proses itu sendiri beserta
dengan variabel internalnya.
3. Tindakan pada proses. Tindakan pada proses akan menjadi ekonomis apabila
tindakan-tindakan itu diambil untuk mencegah karakteristik penting dari
proses atau output yang bervariasi atau
menyimpang
terlalu
jauh
dari
nilai-
nilai terget
yang telah ditetapkan. Tindakan
ini
untuk
mempertahankan
|
|
38
kestabilan dan
variasi dari output proses dalam batas-batas
yang dapat
diterima (acceptable limit).
4. Tindakan pada output. Tindakan pada output akan menjadi kurang ekonomis
apabila tindakan itu semata-mata
dimaksudkan untuk mendeteksi dan
memperbaiki produk yang berada di luar spesifikasi yang telah ditetapkan,
tanpa mengkaji secara dalam masalah-masalah dalam proses pembuatan
output itu.
2.1.6 Definisi Variasi dalam Konteks SPC
Dalam konteks
pengendalian
proses
statistikal,
penting juga
untuk
mengetahui
bagaimana
suatu
proses
itu
bervariasi
dalam menghasilkan
output
sehingga
dapat
diambil tindakan-tindakan perbaikan
terhadap proses
itu secara tepat. Variasi
adalah
ketidakseragaman
dalam
sistem
produksi
atau
opersional
sehingga
menimbulkan
perbedaan dalam kualitas output (barang/jasa) yang dihasilkan. Pada dasarnya dikenal
dua sumber atau penyebab timbulnya variasi, yang diklarifikasikan sebagai berikut:
1.
Variasi
Penyebab-Khusus
adalah
kejadian-kejadian
di
luar
sistem yang
mempengaruhi variasi dalam sistem. Penyebab khusus dapat bersumber dari
faktor-faktor:
manusia,
peralatan,
material, lingkungan, metode kerja, dll.
Penyebab
khusus
ini
mengambil
pola-pola
nonacak
sehingga
dapat
diidentifikasikan/ditemukan,
sebab
mereka
tidak
selalu
aktif
dalam proses
tetapi memiliki pengaruh yang lebih kuat pada proses sehingga menimbulkan
variasi. Dalam konteks pengendalian proses statistikal menggunakan peta-peta
kendali
atau
kontrol,
jenis
variasi
ini
sering
ditandai
dengan
titik-titik
|
|
39
pengamatan
yagn
melewati
atau keluar
dari batas-batas
pengendalian
yang
didefinisikan.
2. Variasi Penyebab-Umum adalah faktor-faktor di dalam sistem atau yang
melekat pada proses yang menyebabkan terjadinya variasi dalam sistem serta
hasil-hasilnya. Penyebab umum sering disebut juga sebagai penyebab acak
(random
causes)
atau
penyebab
sistem (system
causes).
Karena
penyebab
umum ini
selalu
melekat
pada
sistem,
untuk
menghilangkannya
kita
harus
menelusuri elemen-elemen dalam sistem itu dan hanya pihak manajemen yang
dapat memperbaikinya, karena pihak menejemenlah yang mengendalikan
sistem
itu. Dalam konteks pengendalian proses statistikal dengan
menggunakan peta-peta kendali atau kontrol (control charts), jenis variasi ini
sering
ditandai dengan
titik-titik pengamatan
yang berada dalam
batas-batas
pengendalian yang didefinisikan.
2.1.7 Pengendalian Proses dan Kapabilitas Proses.
Pada dasarnya sasaran dari sistem pengendalian proses adalah membuat
keputusan-keputusan
yang
ekonomis
berkaitan
dengan
tindakan-tindakan
yang
diambil untuk mempengaruhi proses. Suatu proses dikatakan beroperasi dalam
pengendalian statistikal apabila variasi-variasi yagn timbul hanya bersumber dari
variasi
penyebab-umum.
Fungsi
utama
dari sistem pengendalian
proses
adalah
memberikan signal statistikal apabila terdapat variasi penyebab-khusus dalam proses
itu, dan tentu saja untuk menghindarkan memberikan signal yang salah apabila
variasi penyebab khusus itu tidak ada dalam proses.
|
|
40
Dalam
membicarakan
tentang kapabilitas
proses,
perlu
dipertimbangkan
dua
konsep yang berbeda berikut ini:
1.
Kapabilitas Proses ditentukan oleh variasi yang bersumber dari variasi
penyebab-umum. Secara umum kapabilitas proses menggambarkan
performansi
terbaik
(misalnya
range
minimum)
dari proses
itu
sendiri.
Dengan
demikian
kapabilitas
proses
berkaitan
dengan
variasi
proses tanpa
memperdulikan
di
mana
spesifikasi (didefinisikan
sebagai
kebutuhan
pelanggan) itu berada berkaitan dengan lokasi dan/atau range dari proses.
2. Pelanggan (Internal atau Eksternal) biasanya lebih memperhatikan output
secara keseluruhan dari proses dan bagaimana output itu memenuhi kebutuhan
mereka (didefinisikan sebagai spesifikasi), tanpa memperdulikan variasi dari
proses.
Karena suatu proses dalam pengendalian statistikal
secara umum digambarkan
melalui suatu distribusi yang dapat diperkirakan, proporsi dari parts dalam spesifikasi
(in-spesification parts) dapat diperkirakan dari distribusi ini. Sepanjang proses berada
dalam pengendalian
statistikal
dan
tidak
berubah
dalam lokasi, range,
atau bentuk,
maka
itu
akan
menghasilkan parts yang spesifikasi (in-spesification
parts) dengan
distribusi yang sama.
Tindakan
pertama
pada
proses
harus
melokalisasikan proses
pada nilai
target
(target values)
yang
merupakan
kebutuhan
pelanggan (didefinisikan sebagai
spesifikasi produk). Setelah itu apabila range dari proses masih belum dapat diterima
misalnya
masih terdapat sejumlah
minimum
parts
yang
diluar
spesifikasi
(out-of-
|
 41
Dalam
Pengendalian
Tidak Dalam
Pengendalian
Dapat
Diterima
KASUS 1
KASUS 3
Tidak Dapat
Diterima
KASUS 2
KASUS 4
spesification parts) yang diproduksi, maka pihak manajemen industri harus
mengambil
tindakan pada sistem melalui mengurangi
variasi
yang
bersumber
dari
variasi penyebab-umum,
yang biasanya diperlukan untuk meningkatkan kapabilitas
proses beserta outputnya untuk
memenuhi spesifikasi (kebutuhan pelanggan) secara
konsisten. Dengan demikian pihak manajemen industri pertama kali harus membawa
proses ke dalam pengendalian statistikal dengan mendeteksi dan mengambil tindakan
terhadap variasi-variasi penyebab-khusus. Setelah itu performansi proses
diperkirakan, dan kapabilitas proses untuk memenuhi kebutuhan dan ekspektasi
pelanggan dievaluasi.
Langkah-langkah
ini merupakan basis
untuk perbaikan proses
terus-menerus.
Setiap proses pada dasarnya dapat diklasifikasikan berdasarkan pada aspek
pengendalian
dan
kapabilitas
(capabilicity
and
control
aspects),
seperti
yang
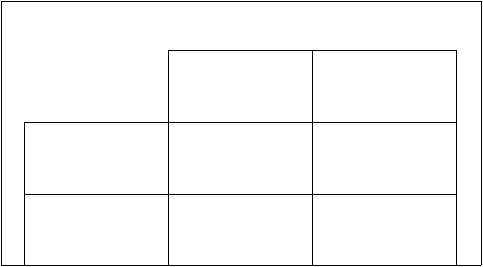
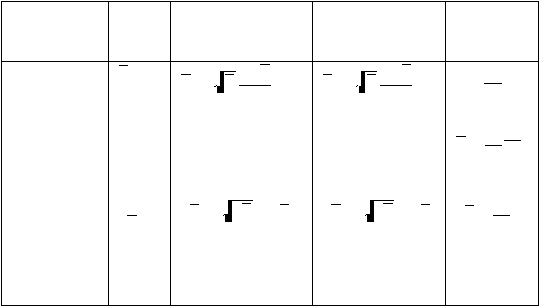
ditunjukkan pada gambar 2.3.
Pengendalian
Kapabilitas (Memenuhi
Kebutuhan atau
Spesifikasi Pelanggan)
Gambar 2.3 Klasifikasi Proses Berdasarkan Pengendalian dan Kapabilitas. (Vincent Gasperz, 1998)
|
|
42
Pada gambar 2.3 tampak bahwa setiap proses dapat diklasifikasikan ke dalam satu
atau empat kasus. Agar suatu proses dapat diterima, proses itu harus berada dalam
pengendalian statistikal dan variasi yang melekat pada proses itu (kapabilitas) harus
lebih
kecil
daripada
toleransi
yang
ditetapkan. Situasinya
ideal
apabila
proses
itu
berada dalam kasus 1, dimana proses
itu berada dalam pengendalian statistikal dan
kapabilitas untuk memenuhi kebutuhan
atau
spesifikasi pelanggan dapat
diterima
.
Kasus
2
menunjukkan
bahwa
proses berada dalam pengendalian tetapi mempunyai
kelebihan
variasi
penyebab-umum,
sehingga
variasi
penyebab
umum itu
harus
dikurangi. Kasus 3 menunjukkan proses
yang
mampu
memenuhi
kebutuhan
atau
spesifikasi, tetapi tidak berada dalam pengendalian. Dalam kasus 3, variasi penyebab-
khusus harus diidentifikasi dan diambil tindakan yang tepat untuk menghilangkan
variasi penyebab-khusus itu. Kasus 4 menunjukkan bahwa proses tidak berada dalam
pengendalian, demikian pula kapabilitas untuk memenuhi spesifikasi pelanggan tidak
dapat
diterima
.
Tindakan
korektif
yang harus
dilakukan
oleh
pihak
manajemen
industri adalah menghilangkan variasi penyebab-khusus dan mengurangi variasi
penyebab-umum.
Praktek-praktek yang dapat diterima dalam dunia industri adalah bahwa
kapabilitas proses baru dihitung dan dipergunakan hanya jika proses itu berada dalam
keadaan pengendalian statistikal. Kapabilitas digunakan sebagai landasan untuk
perkiraan bagaimana proses akan beroperasi berdasarkan data statistik yang akan
dikumpulkan dari proses itu.
|
|
43
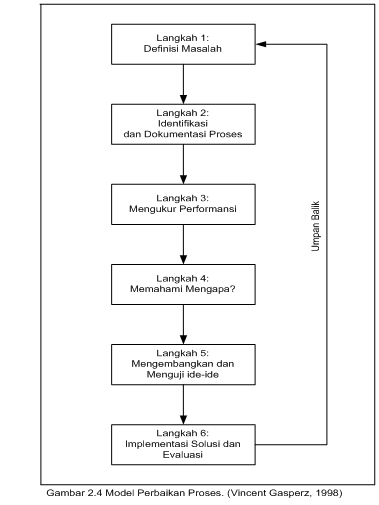
2.1.8 Langkah-Langkah Perbaikan Proses.
Berdasarkan
dari
beberapa
permasalahan
dan
kasus
yang
muncul
maka
timbul
pula suatu solusi yang berupa perbaikan proses. Tenner dan DeToro (1992)
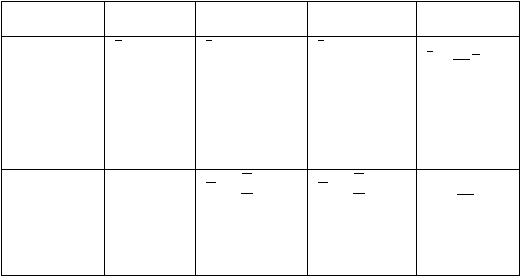
mengemukakan suatu model perbaikan proses yang terdiri dari enam langkah, sebagai
berikut:
1. Mendefinisikan Masalah Dalam Konteks Proses.
Model perbaikan proses dimulai dari penetapan atau spesifikasi sistem
mana yang terlibat, agar usaha-usaha dapat terfokus pada proses dan bukan
pada output. Aktivitas spesifik dalam langkah 1 ini adalah:
1.1 Identifikasi Output.
1.2 Identifikasi Pelanggan.
1.3 Definisi Kebutuhan Pelanggan.
1.4 Identifikasi Proses Yang Menghasilkan Output Ini.
1.5 Identifikasi Pemilik Proses.
2. Identifikasi dan Dokumentasi Proses.
Diagram alir (flowchart) merupakan alat yang umum dipergunakan untuk
mendeskripsikan proses. Pembuatan diagram alir dari proses akan
memungkinkan kita untuk melakukan empat aktivitas perbaikan berikut:
2.1 Mengidentifikasikan peserta (participants) dalam proses, berdasarkan
nama, posisi, atau organisasi.
|
|
44
2.2 Memberikan kepada semua peserta dalam proses suatu pemahaman
umum tentang
semua
langkah
dalam
proses
dan
peranan
individual
mereka.
2.3 Mengidentifikasikan
inefisiensi,
pemborosan,
dan
langkah-langkah
redundant (berlebihan atau tidak perlu) dalam proses.
2.4 Menawarkan
suatu
kerangka
kerja
untuk
mendefenisikan
pengukuran
proses.
Proses yang teridentifikasi harus didokumentasikan secara baik agar
dapat dipergunakan sebagai bahan informasi yang berguna dalam
perbaikan proses secara terus-menerus.
3. Mengukur Performansi.
Pengukuran performansi dimaksudkan untuk dapat
mengkuantifikasikan
bagaimana
baik
atau
jelek
suatu
sistem sedang
berjalan atau
beroperasi.
Ukuran-ukuran
performansi
harus
didefinisikan
dan
dievaluasi
dalam
konteks ekspektasi pelanggan, dengan kata lain setiap ukuran performansi
yang dipergunakan harus mengacu kepada ekspektasi pelanggan. Pada
dasarnya pengukuran performansi dapat dilakukan pada tiga tingkat, yaitu:
proses, output, dan outcome. Ukuran-ukuran proses mendefinisikan
aktivitas, variabel, dan operasi dari proses kerja itu sendiri. Ukuran-ukuran
output
mendefinisikan features
spesifik,
nilai-nilai,
dan
atribut
dari setiap
produk yang dapat diuji dari dua sisi. Sisi pertama berkaitan dengan
karakteristik output yang diinginkan oleh pelanggan (kebutuhan pelanggan)
|
|
45
dan sisi kedua merupakan karakteristik output yang secara aktual diserahkan
oleh proses
(kapabilitas
proses). Kebutuhan
pelanggan
sering
disebut
sebagai suara dari pelanggan (voice
of
customer),
sedangkan
kapabilitas
proses sering disebut sebagai suara dari proses (voice of process). Ukuran-
ukuran
outcome
yang
mendefinisikan
dampak
absolut
dari
proses dan
tergantung pada kepuasan pelanggan. Dengan demikian kepuasan pelanggan
merupakan ukuran kunci dari outcome.
4. Memahami Mengapa Suatu Masalah dalam Konteks Proses Terjadi?
Ketiadaan data menimbulkan kesulitan untuk memahami mengapa suatu
sistem
berjalan seperti itu sehingga performansinya tidak sesuai dengan
yang diharapkan. Masalah adalah deviasi atau penyimpangan yang terjadi
antara performansi yang diharapkan (sasaran) dan performansi aktual
(hasil
aktual). Untuk memahami mengapa suatu masalah terjadi dan agar langkah-
langkah menuju perbaikan proses menjadi
efektif
dan
efisien,
kita
dapat
mengajukan tiga pertanyaan dasar berikut:
• Apa yang menjadi area utama (masalah utama) dalam proses itu?
• Apa yang menjadi akar penyebab dari masalah dalam proses itu?
• Apa yang menjadi sumber variasi dari proses itu?
Pertanyaan pertama dapat dijawab dengan Prinsip Pareto, yang
menyatakan bahwa sekitar 80% dari masalah disebabkan oleh 20% dari
penyebab.Vilfredo Pareto, seorang ahli ekonomi Italia pada abad ke-19
|
|
46
menemukan bahwa bagian terbesar dari kesejahteraan dimiliki oleh
beberapa
orang
saja,
sehingga
menimbulkan
maldistribusi kesejahteraan.
Kunci perbaikan proses pertama kali adalah mengidentifikasikan area utama
(masalah utama) dan memfokuskan perhatian pada masalah utama itu.
Pertanyaan
kedua
dapat
dijawab
dengan
menggunakan
diagram sebab-
akibat (cause-and-effect
diagram)
atau
bertanya
mengapa
lima
kali
(five
whys).
Untuk menjawab pertanyaan ketiga tentang apa yang merupakan sumber
variasi dari proses itu?, kita perlu memahami jenis-jenis variasi yang ada.
5. Mengembangkan dan Menguji ide-ide.
Empat langkah terdahulu (langkah 1 sampai
4) membangun kerangka
dasar untuk memahami
dimensi kritis dari proses, dengan jalan
mengidentifikasi proses kunci, mengukur bagaimana baik atau jelek proses
itu beroperasi, dan
memahami
mengapa proses
itu beroperasi dengan
caranya sendiri sehingga menimbulkan masalah. Keempat langkah itu
membantu kita untuk mengidentifikasikan penyebab-penyebab dari masalah
utama. Pengembangan ide-ide untuk perbaikan proses dimulai dari langkah
kelima. Ide-ide untuk perbaikan proses harus ditujukan langsung pada akar
penyebab
masalah.
Agar
ide-ide
yang dipilih untuk perbaikan proses itu
menjadi
efektif,
ide-ide
itu
perlu
diuji
terlebih
dahulu
sebelum ide-ide
tersebut diimplementasikan. Eksperimentasi dari ide-ide itu akan membantu
menghindari kegagalan pada waktu
ide-ide tersebut diimplementasikan
|
|
47
dalam proses.
Dengan
demikian
langkah
5
ini
berusaha
untuk
mengembangkan dan menguji ide-ide untuk perbaikan proses melalui suatu
eksperimentasi, sebelum ide-ide terpilih itu diimplementasikan.
6. Implementasi Solusi dan Evaluasi.
Langkah
keenam dalam model
perbaikan
proses
ini
dimulai
melalui
perencanaan
dan
implementasi perbaikan-perbaikan yang diidentifikasikan
dan diuji
dalam langkah 5.
Langkah
6
melanjutkan
untuk
mengukur
dan
mengevaluasi
efektivitas
dari
proses yang
diperbaiki
itu.
Berdasarkan
informasi ini, kemudian dijadikan umpan-balik untuk melaksanakan
perbaikan proses selanjutnya, sehingga akan diperoleh suatu perbaikan
proses secara terus-menerus (continuous process improvement). Apabila
keenam langkah
dalam model
perbaikan
proses
di
atas
digambarkan
akan
tampak seperti gambar 2.4 berikut ini:
|
 48
2.1.9 Definisi tentang Data dalam Konteks SPC
Data
adalah
catatan tentang
sesuatu,
baik
yang
bersifat kualitatif
maupun
yang
bersifat kuantitatif yang dipergunakan sebagai petunjuk untuk bertindak. Berdasarkan
data, kita mempelajari fakta-fakta yang ada dan kemudian mengambil tindakan yang
tepat
berdasarkan
pada
fakta
itu.
Dalam konteks
pengendalian
proses
statistikal
dikenal dua jenis data, yaitu:
|
|
49
•
Data
Atribut, yaitu
data kualitatif
yang
dapat
dihitung
untuk
pencacatan
dan
analisis. Contoh dari data attribut karakteristik kualitas adalah: ketiadaan label
pada kemasan produk, kesalahan proses administrasi buku tabungan nasabah,
banyaknya jenis cacat pada produk, banyaknya produk kayu lapis yang cacat
karena
corelap,
dll.
Data
atribut
biasanya
diperoleh
dalam bentuk
unit-unit
nonkonformans atau ketidaksesuaian dengan spesifikasi atribut yang
ditetapkan.
•
Data Variabel,
merupakan data kuantitatif yang diukur untuk keperluan
analisis. Contoh dari data variabel kuantitas adalah: diameter pipa, ketebalan
produk kayu
lapis, berat
semen dalam kantong, banyaknya kertas setiap rim,
konsentrasi elektrolit dalam persen, dll. Ukuran-ukuran berat, panjang,
lebar,
tinggi, diameter, volume biasanya merupakan data variabel.
2.1.10 Macam-macam Peta Control
Peta Kontrol Untuk Jenis Data Terukur (Variabel Control Chart)
Data yang diperlukan disini
harus dapat diukur (measurable) dan karakteristik
kualitas
akan
ditentukan oleh
besarn
kecilnya penyimpangan
terhadap unit
ukuran
yang distandarkan untuk hasil proses kerja yang langsung.
Disini ada 2 macam variabel control chart :
•
X
Chart : Peta pengendalian dengan memperhatikan harga rata-rata dari
hasil (output) kerja.
|
 50
•
R
Chart
:
Peta
pengendalian
dengan
memperhatikan
range
atau
selisih
harga
maksimum dan
minimum dari
data
output
kerja.
(mencerminkan
dispersi data yang ada).
Proses
kerja
akan
dikatakan
terkendali
apa
bila
data
yang
diplotkan
pada
X
ataupun R akan berada dalam batas control. Apabila ada data yang keluar dari batas
kontrol yang ditetapkan meskipun hanya pada salah satu peta, maka proses kerja yang
berlangsung perlu segera dianalisa dan dikoreksi. Pada dasarnya kedua peta
X dan R
harus dibuat
secara
bersama
–
sama
sebelum
kesimpulan
bahwa
proses
terkendali
atau tidaknya diambil.
• PETA
X ( X CHART)
Peta
ini akan
mengambarkan variasi harga rata-rata (mean) dari suatu sample lot
data (data
yang diklarifikasikan dalam kelompok-kelompok)
yang ditarik dari suatu
proses kerja. Pengelompokan data ini bisa dilakukan berdasarkan :
•
Hari atau satuan waktu lainnya dimana sampel akan diambil.
•
Kelompok atau group-group pekerja yang melakukan pekerjaan yang sama.
•
Dan lain-lain.
Jumlah data dalam masing-masing kelompok
ini diyatakan dengan
n, sedangkan
jumlah
sampel
lots
atau
kelompok
=
k.
Didalam pengelompokan
data
perlu
diperhatikan hal-hal berikut :
•
Data yang diperoleh dengan kondisi teknis yang sama, kelompokkan ke dalam
satu kelompok data.
|
 51
•
Jangan
memasukkan data
dari
kelompok
lain
karena
mungkin kondisi
atau
sifat kelompoknya mungkin berbeda (tidak homogen).
Variasi
data akan
diajukan dengan
memperhatikan daerah sekitar
garis sentral
(
X atau grand mean), sedangkan batas-batas control untuk peta
X ini adalah :
Batas kontrol atas (BKA) =
X
+
A
2
R
Batas kontrol bawah (BKB) = X - A
2
R
Dimana
A
2
adalah suatu faktor yang harganya akan tergantung pada jumlah data
yang diambil dalam masing-masing sampel lots (n) dan R adalah harga rata-rata dari
selisih harga maksimum dan minimum dari data masing-masing sampel lots.
•
PETA R (R-CHART)
Peta ini akan menggambarkan variasi dari range sampel lots data yang ditarik dari
suatu proses kerja. Variasi
data
juga akan
ditujukan
dengan
memperhatikan daerah
sekitar
garis sentral
yang dalam hal
ini adalh
harga range rata-rata (R), dan batas-
batas kontrol untuk peta R ini adalah :
Batas kontrol atas (BKA) = D
4
R
Batas kontrol bawah (BKB) = D
3
R
Dalam perakteknya peta R akan terlebih dahulu dibuat sebelum menggambarkan
peta X , karena disini kita harus menghitung range rata-rata (R). Untuk meyakinkan
bahwa proses kerja benar-benar secara penuh berada dalam kendali maka harus
|
|
52
diperhatikan
bahwa
tidak
ada
data
yang
berada
diluar
kontrol
baik
pada peta
X
ataupun R.
Peta Kontrol Untuk Jenis Data Atribut (Attribute Control Chart)
Data yang diperlukan disini hanya diklasifikasikan sebagai data kondisi baik atau
jelek
(cact).
Jadi
disini
kualitas
hasil
kerja
hanya
dibedakan
dalam 2
kondisi
tadi
dimana
tadi
dimana
inspeksi
bias
dilakukan secara visual
tanpa
perlu
melakukan
pengukuran. Disini ada 2 model Attribute Control Chart :
•
P atau np – chart
•
C chart atau u – chart
Seperti
halnya
dengan
variable
control chart,
maka
proses
akan
dikatakan
terkendali bila data yang diplotkan akan berada dalam batas-batas control. Perbedaan
yang
ada
adalah bahwa
disini
karakteristik peta terkendali
attribute
sudah
mencerminkan harga rata-rata (mean) dan penyimpangan (dispersi) dari proses kerja
yang berlangsung.
•
P atau np – Chart :
P
chart akan
berkaitan
dengan
”fraction
defectives” yaitu
jumlah
cacat
dibagi
dengan jumlah items (sampel) yang di inspeksi sedangkan np chart berkaitan dengan
”number of defectives” atau jumlah cacat yang diketemukan dalam sampel
lot size
(n) tidak sama, sedangkan np-chart besarnya n dari masing-masing lot akan sama.
Perumusan untuk mengkonstruksikan kedua peta ini adalah sebagai berikut :
|
 53
Tabel 2.1 Rumus Peta Kontrol p-chart dan np-chart
Jenis
Peta Kontrol
Garis
Tengah
Batas Kontrol Atas
(BKA)
Batas Kontrol
Bawah (BKB)
Catatan
p-chart
np-chart
P
n
p
p
+
3 p
1
-
p
n
n
p
+
3
n
p 1 - p)
(1 - p)
p
-
3 p
1
-
p
n
n
p
-
3
n
p 1 - p)
(1 - p)
p
=
np
n
p
=
?
np
?
n
n
p
=
?
np
?
k
Banyaknya
kelompok
sampel
Untuk p – chart batas-batas kendali harus dihitung satu persatu untuk masing-masing
kelompok sampel lots, karena disini harga n akan berbeda –
beda untuk setiap
kelompok sampel lot.
• c atau µ CHART
peta umum diaplikasikan dalam satu kondisi dimana kita berkepentingan dengan
sejumlah defect yang diketemukan sdalam unit output hasil kerja, seperti halnya :
•
Jumlah
goresan
atau
gelembung
yang
diketemukan
pada
permukaan
suatu
hasil pengecatan.
•
Jumlah kesalahan yang diketemukan dalam pengisian suatu in-voice.
•
Jumlah kesalahan pengetikan
yang
diketemukan
dalam
satu
lembar
ketikan
yang dilakukan oleh seorang typist.
|
 54
Peta c digunakan untuk sampel lot sizes (n) yang sama sedangkan peta µ apabila
harga n berlainan. Perumusan untuk mengkonstruksikan kedua peta ini adalah sebagai
berikut :
Tabel 2.2 Rumus Peta Kontrol c-chart dan µ-chart
Jenis Peta
Pengendalian
Garis
Tengah
Batas Kontrol
Atas (BKA)
Batas Kontrol
Bawah (BKB)
Catatan
c-Chart
c
c
+
3c
c
-
3c
c
=
?
c
N
c = jumlah cacat
kesalahan
N
=
banyaknya
kelompok
sampel lot
µ-Chart
µ
µ
+
3
µ
n
µ
-
3
µ
n
µ
=
?
c
?
k
Peta c pada dasarnya tidak
akan tergantung pada besarnya n ( sampel lot size
memiliki
harga
n
sama)
akan
tetapi
lebih
berkepentingan
dengan
banyaknya
cacat
atau kesalahan saja.
Interprestasi Peta Kontrol
Seperti telah diketahui maksud dari pembuatan peta pengendalian (control Chart)
adalah untuk menetapkan berdasarkan gerakan plot data yang ada macam perubahan
atau penyimpangan
yang terjadi dalam proses produksi.
Dengan peta pengendalian
|
|
55
ini,
kita akan
bisa
menganalisis dan
mengevaluasi
kondisi-kondisi
yang
dianggap
tidak normal.
•
Semua plot data berada diantara batas-batas kontrol.
•
Grup
data
tidak
membentuk kecenderungan
gerakan
yang khusus.
Dengan
demikian suatu kondisi akan dinyatakan abnormal bila;
•
Beberapa plot data cenderung mengarah ke bentuk-bentuk khusus yang
membutuhkan pengecekan seksama sekalipun sebenarnya mereka ini masih
berada dalam batas-batas kontrol yang ada. Variasi plot data yang masih
berada dalam batas-batas kontrol akan dipertimbangkan disebabkan oleh
faktor-faktor chance causes.
Apabila dalam peta kontrol terlihat adanya plot data yang diluar batas kontrol (out
of control) maka hal ini harus dilihat apakah disebabkan oleh assignable causes atau
tidak. Plot data yang baik adalah kalau menyebar rata dalam batas-batas control yang
ada. (Sritomo wignjosoebroto, M.Sc. 2003).
2.1.11 Tujuan Pengumpulan Data
Dalam pengendalian proses statistikal untuk meningkatkan kualitas, pengumpulan
data bertujuan untuk:
•
Memantau dan mengendalikan proses.
•
Menganalisis hal-hal yang tidak sesuai.
•
Inspeksi.
Dalam kegiatan pengendalian data perlu diperhatikan beberapa hal berikut:
|
|
56
•
Definisikan tujuan pengumpulan data secara jelas.
•
Identifikasi jenis data (variabel atau atribut) yang akan dikumpulkan.
•
Tentukan cara yang tepat untuk mencatat data. Data asli harus dicatat secara
jelas, misalnya: waktu pencacatan, asal data, nama pencatat data, dll.
•
Buatlah
formulir pencatatan data
yang
memudahkan
untuk
penggunaan
selanjutnya.
2.2 Kerangka Pemikiran.
Pembahasan mengenai topik ini didasarkan pada observasi yang dilakukan selama
hampir 2 bulan dilapangan. Pengawasan akan suatu produk cacat
menjadi hal
yang
penting, dikarenakan mutu dari suatu produk kadangkala menjadikan suatu
perusahaan tersebut makin berkembang atau malah semakin terperosok. Pengendalian
dengan
sistem SPC lebih
memungkinkan
pengawasan
yang
lebih
menyeluruh
terhadap keseluruhan dari proses tersebut dan bukan hanya terpaku satu bagian saja.
Pengajuan
kemungkinan
penerapan
SPC
dalam perusahaan
juga
didasari
pada
kenyataan
dimana
perbaikan
akan
dilakukan
jika
terbagi
dalam banyak
arah
akan
menyebabkan suatu ketidakefektifan yang terjadi, pengawasan dapat dilakukan dan
harus dilakukan namun yang terlebih dahulu yang harus diperhatikan
adalah bagian
mana yang harus mendapat prioritas utama. Perbaikan dan pengawasan yang ketat
mutlak dilakukan, tetapi sekali lagi pengawasan dan perbaikan seharusnya dilakukan
|
|
57
tepat sasaran, dan juga lebih memberikan porsi pada bagian yang memang seharusnya
mendapatkan porsi yang sebanding dengan kenyataan yang sebenarnya.
Pengusulan juga tercakup pada perusahaan tidak memberikan suatu batasan yang
jelas
mengenai
jumlah
produk
yang
cacat
yang
masih
dapat
diterima,
perusahaan
tidak memiliki suatu batasan yang jelas mengenai produk cacat yang ada
diperusahaan, kemudian perusahaan juga tidak memberlakukan suatu aturan
mengenai
bagaimana
langkah-langkah
yang
harus
diambil
didalam
mengatasi
akan
hal tersebut. Langkah-langkah yang lebih terperinci mengenai bagaimana cara
melakukannya akan dijelaskan secara lebih jelas pada bab selanjutnya.
|