|
BAB 2
GAMBARAN UMUM PERUSAHAAN
2.1.
Sejarah Perusahaan
PT Panarub Industry dahulu bernama CV. PAN ASIA CHEMICAL yang
didirikan pada tahun 1968 oleh Bapak Lukas Sasmito yang disahkan secara
hukum lewat Akte Notaris No. 134 tanggal 20 Januari 1975. Pada saat
itu CV.
Pan Asia merupakan sebuah perusahaan yang memproduksi Rubber Sponge dan
sandal dengan
merk dagang LILY, di
mana motto dari sandal LILY
ini adalah
“Klasik tapi Tahan Lama”. Karena mengalami kemajuan yang pesat dan sebagai
salah satu upaya untuk mengantisipasi kemajuan tersebut, CV. Pan Asia berganti
nama menjadi PT PANARUB INDUSTRY.
Sejak awal berdiri hingga kini PT Panarub
Industry
yang beralamat di
Jalan Moch. Toha Km.1 Pasar Baru
–
Desa Gerendeng Tangerang 15113
mengalami perkembangan yang cukup pesat. Terutama sejak munculnya gagasan
untuk
memproduksi
sepatu
kanvas
pada tahun
1982.
Pada
masa
itu
tercatat
ekspansi lahan pabrik dari 8 hektar menjadi 16.5 hektar.
Visi dari PT Panarub adalah “Mencapai produksi 1 juta pasang / bulan
atau 10 juta pasang / tahun pada tahun 2007”. Misinya adalah “Menjadi produsen
terbaik
untuk
merk
olahraga terbaik di dunia” dan
tujuan
PT
Panarub
adalah
“Menghasilkan kualitas produk terbaik
untuk mendukung para atlit mencapai
kinerja terbaik”.
|
|
7
Sejak
tahun
1985
manajemen
dan
operasional
PT
Panarub Industry
mengalami regenerasi, dengan diahlikannya pucuk pimpinan kepada Bapak
Hendrik Sasmito. Di mana pada tahun yang sama inilah, PT Panarub mulai
merintis ekspor dengan tujuan negara-negara Eropa dan pada tahun 1987, produk
PT Panarub mulai merambah pasar Amerika. Tidak
lama kemudian PT Panarub
melakukan diversifikasi (perluasan) usaha, salah satunya memproduksi sepatu
olahraga dengan merk dagang SPECS, di mana PT Panarub menjadi perusahaan
pertama di samping perusahaan BATA yang memproduksi sepatu SPECS.
Pada tahun 1988, PT Panarub menjadi partnership dan sub kontraktor
ADIDAS
untuk
memproduksi
sepatu
olahraga. Selain memproduksi produk-
produk yang telah disebutkan, PT Panarub juga memproduksi komponen sepatu
seperti Sponge, EVA dan Rubber. Outsoles untuk
memasok kebutuhan domestik
dengan jumlah karyawan kurang lebih
mencapai 10.000 orang, di mana 75% di
antaranya
adalah
wanita,
karena
sebagian
besar
proses
kerja
adalah
menjahit
yang membutuhkan kerapihan dan ketelitian. Dewasa ini PT Panarub memiliki
kemampuan memproduksi 700.000 sampai 800.000 pasang sepatu per bulannya.
Sampai
saat
ini
PT
Panarub
dikenal sebagai
salah
satu
sub
kontraktor Adidas
yang terbesar di Indonesia.
2.2.
Manajemen dan Komitmen Mutu
PT
Panarub
telah
menjalankan
manajemen
mutu
ISO
9001:2000,
ISO
14001 dan OHSAS 18001. Berikut adalah penjelasannya :
|
|
8
1.
ISO 9001:2000
PT
Panarub
telah
mendapatkan
sertifikat ISO
9001:2000
pada
bulan Agustus 2006, di mana penilaian untuk manajemen mutu ini
didasarkan
pada
Key
Performance
Indicator
(KPI) dan
Balance
Scorecard Project.
Adapun
komitmen
Mutu
untuk
ISO
9001
ini
mengenai sistem manajemen pengelolaan mutu (kualitas).
2.
ISO 14001 dan OHSAS 18001
ISO 14001
dan OHSAS 18001 sedang dijalankan saat ini (on
going process) di PT Panarub dan sudah mencapai tahap 2 dari
external audit. Tahap 3 dari external audit akan dilakukan pada bulan
November 2006.
Komitmen
mutu
untuk ISO 14001
mengenai sistem manajemen
pengelolaan lingkungan, sedangkan komitmen mutu untuk OHSAS
18001 mengenai sistem manajemen pengelolaan kesehatan dan
keselamatan kerja.
2.3.
Bonding Test
2.3.1. Tujuan
Adapun
tujuan
dilakukannya
bonding
test,
yang
merupakan
salah
satu
dari Finish Good Testing supaya sepatu memiliki kekuatan ikat pada
komponen bottom dengan komponen upper dan komponen
lainnya
melalui kondisi testing yang berbeda-beda.
|
 9
2.3.2. Peralatan
Adapun
peralatan-peralatan
yang
digunakan
untuk
bonding
test
ini
adalah:
Tensile machine yang terkomputerisasi disesuaikan dengan DIN
51221 atau ASTM (American society of Technical Measurement)
D638.
Gambar 2.1 Universal Testing Machine
Sumber: PT Panarub Industrty
Pneumatic Clamp.
Pisau tajam.
Sarung Tangan.
Penggaris Besi dengan ukuran 0.5 mm.
Kalkulator.
2.3.3. Kondisi Umum
Sepatu yang
ingin ditest
harus disimpan dalam kondisi ruangan
(23
OC
±
2
O
C atau 50 ± 10% rH) selama 24 jam / 1 hari sebelum
pengujian dilakukan.
|
 10
Untuk
kondisi
Bonding after Washing,
sepatu
yang
ingin diuji
juga
harus dilakukan penyimpanan dalam kondisi ruangan yang sama
sebelum dilakukan pencucian.
2.3.4. Jadwal Testing
Jadwal
untuk
bonding
test
setidaknya
1
sepatu
dari
setiap
lini
per
harinya.
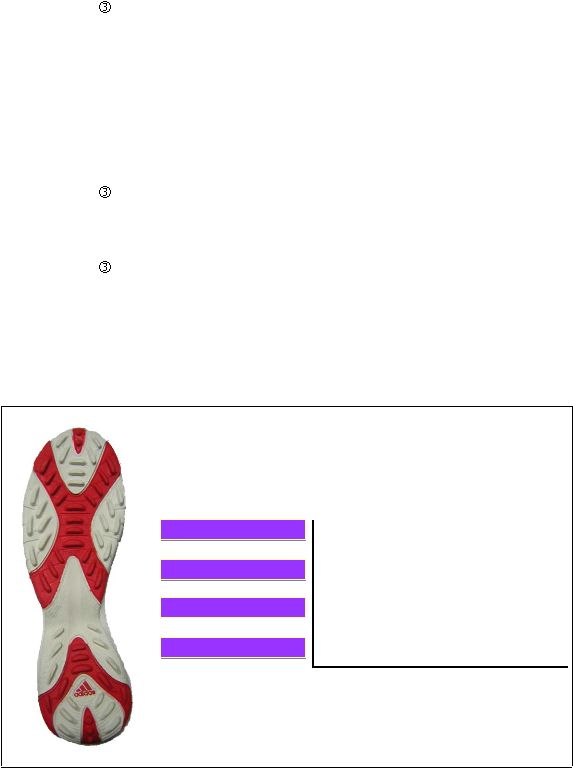
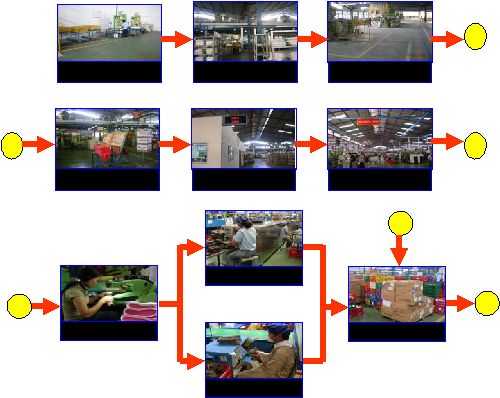
Berikut adalah gambar
value point pada bonding test dan flowchart
dari bonding test yang masing-masing ditunjukkan pada Gambar 2.2
dan 2.3.
Gambar 2.2 Value Point pada Bonding Test
Sumber: PT Panarub Industrty
|
|
11
|
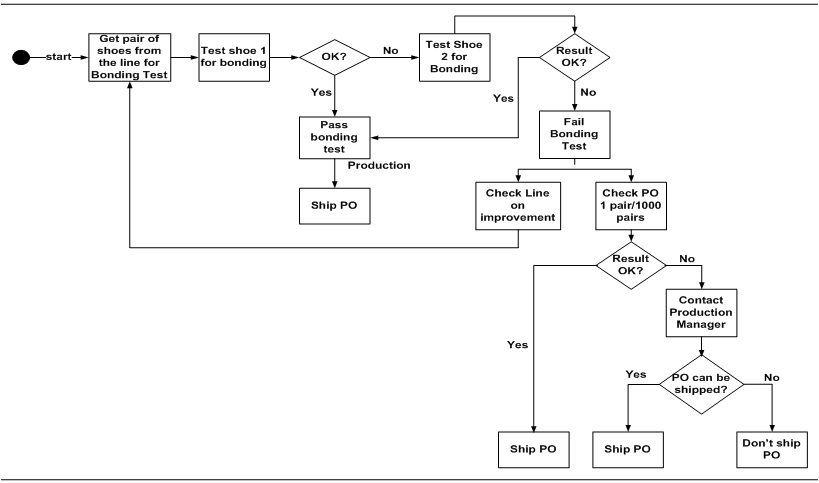 Gambar 2.3 Flowchart Bonding Test
Sumber: PT Panarub Industry
|
|
12
2.4.
Produk yang Dihasilkan
Produk
yang
dihasilkan oleh
PT Panarub Industry yaitu
sepatu
SPECS,
sepatu
olahraga
ADIDAS,
Sponge,
EVA dan
Rubber.
Produksi
sepatu SPECS
untuk memenuhi pesanan dari BATA, sedangkan sepatu olahraga ADIDAS
diproduksi sesuai pesanan dari ADIDAS.
Untuk sponge, EVA dan rubber diproduksi untuk digunakan pada proses
produksi sepatu SPECS dan Sandal Lily. Pembahasan akan dikhususkan pada
sepatu olahraga ADIDAS model +F10.6, sebab dan alasannya akan dibahas pada
BAB V Hasil dan Pembahasan.
2.5.
Proses Produksi
Pembahasan mengenai proses produksi akan difokuskan pada produk
+F10.6
yang
menjadi pokok
pembahasan
skripsi
ini.
Bonding
Test
dilakukan
pada komponen outsoles, yang terdiri dari dua bagian yaitu midsole yang terbuat
dari bahan phylon dan outsole yang terbuat dari rubber.
Setelah
keduanya
digabungkan,
maka
terbentuklah
outsoles. Proses
produksinya terjadi di area stockfitting dan compound. Berikut adalah penjelasan
berupa langkah-langkah pembuatannya:
|
 13
2.3.5. Midsole
1
Washing
Wash off
Drying
Heating I
1
2
UV Primer
Heating II
UV Light I
Cooling
2
3
UV Light II
Buffer Storage
Gambar 2.4 Flowchart Proses Operasi Midsole PT Panarub Industry
Phylon dibeli dari subkontraktor, PT Panarub tidak melakukan
proses
pembuatan pada
phylon.
Proses pertama
setelah
phylon
diambil
dari gudang adalah proses washing (pencucian),
yang menggunakan hot
water dengan suhu 45
OC
–
50
O
C, di mana waktu pencuciannya selama 10
menit untuk setiap 150 pasang phylon dengan ukuran yang sama. Proses
pencucian phylon ini dimaksudkan
untuk menghilangkan kotoran pada
phylon.
Setelah proses washing selesai dilakukan, dilakukan proses wash
off
(pembilasan),
kemudian
dilakukan
proses
drying
(pengeringan)
selama 5 menit. Proses ini terus dilakukan dan setiap 2 jam sekali phylon
didatangkan dari gudang.
|
|
14
Setelah itu dilakukan proses heating dengan waktu sekitar 50-60
detik di konveyor dengan temperature suhu 45
OC
–
50
OC
dengan maksud
untuk lebih mengeringkan phylon. Phylon kemudian disusun sepasang-
sepasang (kiri dan kanan).
Selanjutnya dilakukan proses UV
primer
dengan menggunakan
bahan kimia TU-03TF. UV primer adalah proses pengolesan primer pada
material phylon sebelum proses penyinaran
UV. Proses pengolesan
primer ini dilakukan di bagian pinggir dan tengah dari phylon. Kemudian
dilakukan proses heating untuk
kedua
kalinya,
di
mana
heating I dan
heating II ini berbeda, heating II ini bertujuan
untuk mengikat lem yang
dilakukan pada proses sebelumnya dengan phylon. Setelah itu dilakukan
proses UV Light I untuk melihat apakah lem sudah merata di seluruh area
phylon.
Setelah
itu dilakukan proses cooling dengan temperature 27
OC
–
30
O
C
supaya
lem semakin
merekat. Kemudian dilakukan kembali proses
UV
Light
yang kedua
kalinya.
Sebelum
phylon
masuk
area
stockfitting
untuk digabungkan dengan outsoles, phylon disimpan terlebih dahulu di
buffer storage (gudang tengah). Harus diingat bahwa jangka waktu
penyimpanan
untuk
phylon
maksimal
3
hari
dan
sebelum phylon
digunakan bagian gudang harus mengecek tanggal phylon disimpan.
|
 15
2.3.6. Outsole (Rubber)
4
Weighing Area
Ban bury
Kneader
4
5
Mixing Roll
Rheometer Test
Hot Press
3
Greasing
5
6
Trimming
Buffer Storage I
Buffing
Gambar 2.5 Flowchart Proses Operasi Rubber PT Panarub Industry
Outsole
terbuat
dari rubber
atau
karet,
proses
produksinya
dilakukan di compound area. Pada gambar tidak ditunjukkan keseluruhan
proses produksi dari rubber, berikut adalah penjelasan dari proses
produksinya.
Pertama-tama
bahan
disuplai
dari storage
ke
weighing area, di
area ini bahan dasar sudah dibuat sesuai komposisi yang telah ditentukan.
Setelah bahan (setiap 2 lot) selesai diproses, maka bahan dibawa naik ke
lantai 2 menggunakan lift untuk diproses oleh mesin ban bury dan
kneader yang berfungsi untuk mengolah bahan yang ada.
|
|
16
Mesin ban bury digunakan untuk mengolah rubber sedangkan
mesin kneader digunakan
untuk
mengolah
bahan
jenis EVA dan bahan
selain rubber. Lalu tepat di bawah mesin ban bury terdapat mesin mixing
roll,
di
mana
mesin
mixing
roll
membentuk
bahan
menjadi
gulungan
(roll).
Rubber kemudian diolah terlebih dahulu sesuai spesifkasi dengan
memberikan pewarna dan sulphur. Selanjutnya rubber diproses ke mesin
clendering
yang
berfungsi
untuk
mendinginkan rubber. Lalu
rubber
dipotong menggunakan
mesin
cutting
sesuai
ukuran
yang
telah
ditentukan.
Lalu ada area
uncure rubber
yaitu area
untuk
meletakkan
rubber yang masih menunggu proses untuk diproses pada mesin Hot
Press.
Terkadang
rubber
dimasukkan
ke
dalam
cooling
room
dengan
suhu kamar supaya kualitas dari
rubber
tetap terjaga. Bila rubber
ingin
langsung diproses, maka dilakukan rheometer test, yang berfungsi untuk
mengecek hardness dan thickness dari rubber.
Setelah itu proses dilanjutkan dengan mesin hot press yang
berfungsi
untuk
mencetak rubber sesuai spesifikasi
yang
ditentukan.
Selanjutnya proses trimming dilakukan untuk merapihkan bentuk dari
rubber.
Setelah
proses
ini
ada
2
macam proses,
yaitu
buffing
dan
greasing/degreaser, di mana tidak semua rubber mengalami 2 proses ini
ada yang hanya mengalami salah satunya. Buffing adalah proses
mengasarkan
permukaan
material outsole (rubber)
menggunakan
mesin
gerinda.
|
 17
Sisa debu buffing dibersihkan dengan nylon brush (kuas).
Greasing / degreaser adalah proses untuk menghilangkan minyak release
agent (semacam silicon) dan debu dari permukaan material dengan proses
greasing
dengan
menggunakan
cleaner
HC 700
(asam
dan
basa).
Terakhir
dilakukan
penyimpanan
di buffer
storage
I,
di
mana
waktu
maksimal penyimpanannya adalah 6 hari untuk rubber.
2.3.7. Proses Produksi Outsole
6
7
Setting Storage
Setting Input
Primering
Heating I
7
8
Cementing I
Heating II
Cementing II
Heating III
8
9
Attaching
Pressing
Assembly Storage
Gambar 2.6 Flowchart Proses Produksi Outsole PT Panarub Industry
Setelah midsole dan rubber selesai diproduksi, keduanya disimpan
disimpan di buffer storage dan buffer storage I yang sebenarnya terletak
di
gudang tengah.
Sebelum proses
produksi outsole
dilakukan
di
area
stockfitting, dilakukan setting storage
dan
setting
input
yang
bertujuan
untuk
mengelompokkan rubber dan phylon yang
ingin diproduksi sesuai
ukurannya.
|
|
18
Proses penggabungan midsole dengan rubber diawali dengan
proses
primering
pada rubber
pada bagian
atasnya
yang
nantinya
akan
ditempelkan ke phylon, dengan menggunakan WB (Water Based) PR505.
Lalu
dilakukan
proses
heating
I
dengan
suhu
50
O
C-55
O
C supaya
lem
menjadi
kering
dan
merekat.
Selanjutnya
dilakukan proses cementing I
pada phylon untuk bagian atasnya dengan menggunakan aquace WB-06.
Cementing adalah proses pengolesan
lem pada permukaan outsole
dan midsole serta upper yang sudah diberi primer. Kemudian dilanjutkan
dengan proses heating kembali. Lalu dilakukan proses
cementing untuk
yang kedua kalinya, kali ini dilakukan pengeleman
untuk bagian bawah
dari midsole dengan menggunakan aquace WB-06 kembali yang kembali
dilanjutkan dengan proses heating.
Selanjutnya dilakukan proses
attaching
(penempelan rubber
ke
phylon) dan dilanjutkan dengan proses
sole pressing dengan
menggunakan alat bantu berupa pressing pad, setelah itu dilakukan
proses
kebersihan
(memeriksa
apakah
masih ada
lem yang
menempel),
lalu
kembali
dilakukan
proses pemeriksaan kualitas dan terakhir dikirim
ke assembly storage.
|
|
19
2.6.
Ruang Lingkup Perusahaan dan Struktur Organisasi
Suatu perusahaan harus mempunyai struktur organisasi dan manajemen
yang baik, karena dengan adanya struktur organisasi yang baik, setiap
perusahaan dapat mengerti dan menentukan tugas dan tanggung jawab-jawab
masing-masing karyawan.
Melalui struktur organisasi yang baik setiap tugas dapat dikelompokkan
sehingga karyawan dapat melaksanakan tugasnya secara terarah untuk mencapai
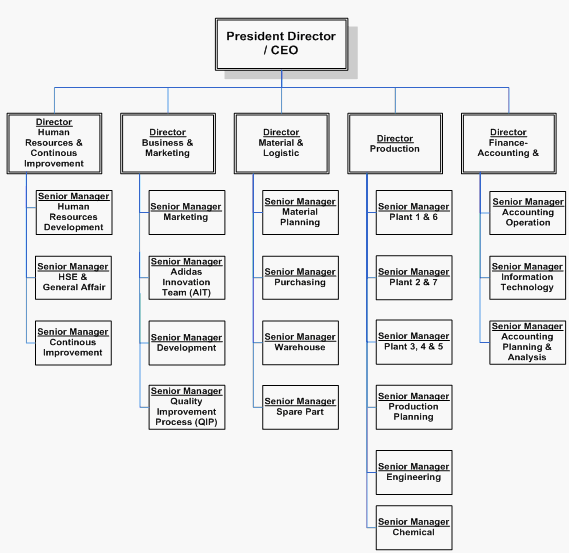
apa yang menjadi tujuan perusahaan. Gambar 2.4. menunjukkan struktur
organisasi PT Panarub Industry.
|
 20
Gambar 2.7 Struktur Organisasi PT Panarub Industry
Berikut adalah penjelasan dari struktur organisasi di PT Panarub Industry:
a. President Director/CEO bertugas untuk memimpin dan mengawasi jalannya
perusahaan dan mewakili perusahaan dalam segala kegiatan perusahaan serta
bertanggung
jawab atas kelancaran operasional perusahaan. Direktur
menentukan dan mengarahkan strategi serta kebijakan perusahaan.
|
|
21
b. Departemen Human
Resources
&
Continuous
Improvement yang
disingkat
HR-CI terdiri dari 3 bagian fungsional, yaitu HSE & General Affair, Human
Resources Development
dan
Continuous
Improvement,
di
mana
masing-
masing bagian
ini dikepalai oleh seorang senior manager yang dibantu oleh
beberapa staff.
Human
Resources
Development
bertugas
untuk
mensosialisasikan,
mengatur dan mengupayakan peraturan perusahaan diterapkan dengan
baik,
melakukan
pengaturan
yang
berhubungan dengan perekrutan dan
pemecatan
karyawan, sistem penggajian,
upah
lembur,
tunjangan
kesehatan,
bonus
dan
hal-hal
lain
yang
berhubungan
dengan
karyawan
dan serikat kerja.
Healthy
and
Safety
Environment (HSE)
bertugas
untuk
mengatur
dan
mengupayakan program peningkatan kualitas hidup dan kesejahteraan
sumber daya manusia perusahaan seperti hal asuransi kesehatan, asuransi
kecelakaan kerja. General Affair bertugas untuk masalah keamanan
dalam hal
perlindungan
terhadap
pabrik,
masalah
kerahasiaan
data-data
pribadi perusahaan.
Continuous Improvement (CI) dikepalai oleh seorang senior manager
yang dibantu oleh 4 orang manajer dan 4 orang section head dan
beberapa orang staff. Tugas dari bagian Continuous Improvement akan
dijelaskan lebih lanjut pada sub bab 2.7.
|
|
22
c. Departemen
Business
& Marketing membawahi
4
bagian
utama
yang
dikepalai oleh senior manager dari tiap bagian dan staff.
Marketing bertugas
untuk
menjaga
hubungan
baik
antara
perusahaan
dengan ADIDAS dan supplier, merencanakan penjualan produk-produk,
melakukan peluncuran produk baru.
Adidas Innovation Team (AIT) terdiri dari anggota yang dibentuk sendiri
oleh ADIDAS, di mana anggotanya terdiri dari karyawan ADIDAS sendiri
(native) dan
dari
perekrutan
karyawan
yang
memenuhi
kualifikasi.
Tugasnya adalah untuk melakukan inovasi terhadap produk yang akan di-
launching.
Development bertugas untuk melakukan riset terhadap pasar dan bekerja
sama dengan Adidas Innovation Team untuk membuat produk yang
dijaga
kerahasiannya, sampai produk itu dilaunching, membuat produk
khusus pesanan dari internet dan
para
pemain
sepak
bola
dunia.
Development
juga
memproduksi
produk
awal
(tester) dari sepatu yang
nantinya akan diproduksi secara massal di tiap plant.
Quality Improvement Process (QIP) bertugas untuk meningkatkan
kualitas dari produk yang ada dengan melakukan pengujian terhadap
kualitas
sepatu di dalam
suatu
laboratorium. Tugas
dari bagian Quality
Improvement
Process
(QIP) akan
dijelaskan
lebih
lanjut
pada sub
bab
2.7.
|
|
23
d. Departemen Material & Logistic terdiri dari 4 departemen utama yang
bertugas untuk mendukung departemen produksi dalam hal pengadaan bahan
baku dan pengaturan
mesin serta kegiatan produksi. Setiap bagian dikepalai
oleh seorang senior manager yang dibantu oleh beberapa orang staff.
Material
Planning
bertugas
untuk
mengatur sistem logistik
perusahaan
yang berhubungan dengan pengaturan bahan-bahan (raw material) yang
akan digunakan dalam proses produksi.
Purchasing
bertanggung
jawab
dalam pembelian
bahan
baku
yang
diperlukan
dalam proses
produksi, berperan
penting
dalam
pemilihan
supplier yang akan menyediakan bahan baku bagi perusahaan.
Warehouse bertugas
untuk mengeluarkan barang-barang sesuai prosedur
dan otorisasi
yang berlaku,
mengatur dan
memeriksa arus finished good
dan raw material, melayani permintaan bahan baku yang diajukan bagian
produksi dan memastikan adanya safety stock.
Spare
Part bertanggung
jawab
untuk
mengontrol
jalannya
mesin
dan
komponen-komponennya
yang
digunakan
dalam produksi,
memperbaiki
mesin apabila ada masalah yang timbul dan melakukan
maintenance
(perawatan) terhadap mesin dan komponen-komponennya.
|
|
24
e. Departemen Production terdiri dari 4 departemen utama yang bertugas untuk
mendukung
departemen
produksi
dalam melakukan
kegiatan
produksi
dan
menjaga kelancaran proses produksi yang berlangsung. Setiap bagian
dikepalai oleh seorang senior manager yang dibantu oleh beberapa staff.
Plant 1-7, di bawah senior manager terdapat kepala bagian (section head)
yang
membawahi plant manager
dari
tiap-tiap plant.
Tugas dari Plant
akan dijelaskan lebih lanjut pada sub bab 2.7.
Production Planning
bertugas
untuk
menjadwalkan
rencana pembelian
bahan baku dan jadwal pelaksanaan produksi supaya permintaan dapat
dipenuhi sesuai jadwal yang ditentukan, bertanggung jawab terhadap
stock dan pemakaian bahan baku, packaging sehingga kebutuhan
produksi terpenuhi, bertanggung jawab terhadap pengaturan kedatangan
barang pesanan dan raw material
serta membuat rencana produksi dan
memonitor realisasinya.
Engineering bertugas
untuk
memonitor
kesesuaian
kegiatan
dengan
prosedur yang dipakai di departemennya dan menyiapkan sample atas
permintaan departemen lain serta bekerja sama dengan departemen lain
bila ada masalah dengan produksi.
Chemical bertugas untuk mengatur komposisi bahan kimiawi yang
digunakan
dalam produksi,
memutuskan
bahan
kimia
mana
yang
baik
digunakan
dalam penggunaan
produksi,
misalkan
penggunaan
lem.
Biasanya
dilakukan
pengujian
di
dalam
laboratorium
untuk
mengetahuinya.
|
|
25
f.
Departemen
Finance
&
Accounting
membawahi
3
bagian
fungsional
yang
masing-masing dikepalai oleh seorang senior manager yang dibantu oleh
beberapa orang staff.
Accounting Operation
bertanggung
jawab
dalam
menganalisa laporan
keuangan, membuat dan menganalisa cash flow perusahaan dan membuat
laporan akuntansi perusahaan.
Information
Technology
bertanggung
jawab
dalam
hal-hal
yang
berhubungan dengan penggunaan teknologi
informasi
di
perusahaan,
menghubungkan bagian satu dengan lainnya, melakukan maintenance
terhadap komputer atau jaringan.
Accounting Planning and Analysis bertugas untuk membuat perencanaan
akuntansi, mengawasi, menganalisa dan
mengatur keuangan perusahaan
yang berhubungan dengan asset perusahaan.
2.7.
Bonding Improvement Team (BIT)
Anggota team dari (BIT) terdapat di masing-masing departemen
Continuous Improvement (CI), Plant 1-7 dan Quality Improvement Process
(QIP). Mereka yang terlibat dalam BIT tidak lepas tugas dari departemen tempat
mereka bekerja sebelumnya.
Plant
1-7
bertanggung
jawab
untuk
bagian produksi dari sepatu,
departemen QIP
bertugas
untuk
melakukan
bonding
test,
mengolah
data
yang
ada
menjadi
informasi yang
nantinya digunakan oleh bagian CI
untuk mencari
|
|
26
tahu permasalahan apa
yang sedang terjadi dan kemudian
mencari solusi
untuk
menyelesaikan masalah.
Berikut adalah tugas dari masing-masing bagian tersebut adalah sebagai berikut:
1.
Quality
Improvement
Process
(QIP) bertugas
untuk
memastikan
produk
memenuhi standar pelanggan, mengetahui dampak apapun yang mungkin
terjadi pada mutu dan tindakan apapun yang diperlukan untuk melindungi
pelanggan,
pengumpulan data
dan
analisa serta pelaporan data
penolakan,
kalibrasi peralatan pengujian, pengukuran dan tes, memantau ketidaksesuaian
dan kemudian melakukan perbaikan.
2.
Continuous
Improvement
(CI) bertugas
untuk
melakukan
perencanaan
dan
pengembangan system
manufacturing,
melakukan
inovasi
terus-menerus
pada produk,
melakukan proses perbaikan pada produk setelah mengetahui
penyebabnya.
3. Plant 1-7.
Pada gambar 2.2 dapat dilihat bahwa tiap plant dikelompokkan menjadi Plant
1 dan 6, Plant 2 dan 7 serta Plant 3, 4 dan 5. Pengelompokkan ini didasarkan
pada kedekatan lokasi pabrik, jadi setiap plant memiliki plant manajer
masing-masing yang dikepalai oleh Kepala Bagian (Head Section). Tetapi
proses produksi dari tiap plant
hampir sama, mungkin hanya berbeda
beberapa
proses
yang
dikarenakan
berbeda
article (model).
Tugas
dari
masing-masing plant adalah melakukan proses produksi berdasarkan
schedule (jadwal) dan confirmation shoes.
|
|
27
BAB 2 GAMBARAN UMUM PERUSAHAAN
5
2.1. Sejarah Perusahaan
5
2.2. Manajemen dan Komitmen Mutu
6
2.3. Bonding Test
7
2.3.1. Tujuan
7
2.3.2. Peralatan
8
2.3.3. Kondisi Umum
8
2.3.4. Jadwal Testing
8
2.4. Produk yang Dihasilkan
11
2.5.
Proses Produksi
11
2.5.1. Midsole
12
2.5.2. Outsole (Rubber)
14
2.5.3. Proses Produksi Outsole
16
2.6. Ruang Lingkup Perusahaan dan Struktur Organisasi
18
2.7. Bonding Improvement Team (BIT)
24
|