|
BAB 2
GAMBARAN UMUM PERUSAHAAN
2.1
Sejarah Perusahaan
PT. Roda Prima Lancar dahulu bernama PT. Roda Pelita Cycle Industri
yang didirikan pada pertengahan bulan Oktober 1982. Perusahaan ini adalah
perusahaan keluarga yang bergerak di bidang komponen sepeda dengan fasilitas
BKPM atau
PMDN. Perusahaan
ini
menyerap tenaga kerja 150 orang, dengan
Direktur
Utama
Bapak
Ho Aiking sampai tahun 1986 dengan akte notaris No.
104 j.l.Rorowuntu.
Tahap pengembangan berlanjut dari tahun ke tahun samapai dengan
tahun 1985 perusahaan mendapat kepercayaan dari PT. Federal Motor untuk
mensuplai spare
part
sepeda motor Honda. Dengan kepercayaan tersebut PT.
Roda Pelita Cycle Industri mendapat tambahan modal dengan akte –
akte
perusahaan dan merubah pula nama PT. Roda Pelita Cycle Industri menjadi PT>
Roda Prima
Lancar (RPL) pada bulan September 1986 dengan Direktur
Utama
Bapak Sunaryo
Honggoh. Dengan perubahan tersebut serta perluasan
izin
industri untuk memproduksi komponen sepeda motor, perusahaan ini mampu
menyerap tenaga kerja sebanyak 950 karyawan serta penambahan jumlah mesin
dan peralatanyang dibutuhkanuntuk perluasan gedung pun dilakukan.
Perkembangan dengan pesat terjadi. Ini dapat dilihat dari
hasil produksi
dan meningkatnya jumlah pesanan. Selain itu perusahaan ini juga menerima jasa
dari
perusahaan
lain
untuk
memproduksi
komponen
sesuai
pesanan
yang
|
|
6
disesuaikan
dengan
mesin
–
mesin
yang
tersedia.
Ini
menjadikan
perusahaan
menjadi perusahaan yang memberikan jasa.
Untuk
memperlancar proses produksi
masih terus dipikirkan alternatif –
alternatif lain yang dapat membuat kualitas dari perusahaan ini meningkat.
2.2
Visi dan Misi Perusahaan
2.2.1
Visi
“Menjadi
perusahaan
dengan
proses
yang
bermutu
agar
menghasilkan
barang yang bermutu.”
2.2.2
Misi
Untuk mewujudkan visi tersebut, maka PT. Roda Prima Lancar mempunyai misi,
yaitu :
1. Proses yang bermutu agar menghasilkan barang yang bermutu
2. Melakukan perbaikan mutu proses yang berkesinambungan.
3. Membudayakan 5K di lingkungan kerja.
|
 7
2.3
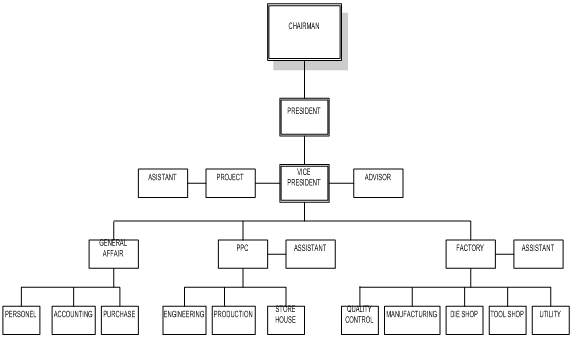
Struktur Organisasi Perusahaan
Gambar 2.1 Struktur Organisasi Perusahaan PT. Roda Prima Lancar
2.4
Job Description
Dari
gambar
struktur
organisasi diatas,
yang
dijelaskan
tugas
dan
tanggung
jawab
adalah bagian
departemen
manufaktur
saja.
Adapun
Job
Descripton-nya adalah sebagai berikut :
1. Sub Departemen Produksi
Sub Departemen ini mempunyai wewenang untuk memberi instruksi kerja,
melakukan evaluasi, memberikan teguran dan sanksi serta menentukan
kebijakan perusahaan yang berlakukepada karyawannyaseperti memberi
usulan kenaikan
upah,
persetujuan cuti,
dll. Tanggung
jawab
yang
dimiliki
oleh bagian
ini adalah
pelaksanaan
tugas –
tugas
sesuai
dengan job
|
|
8
description, laporan bulanan aktifitas,
pencapaian target, peningkatan
produktifitas dan mutu SDM.
2. Foreman Produksi
Mempunyai
tugas
untuk
mengkoordinir pekerja
bawahannya,
mengontrol
jalannya tugas, memberikan pengarahan dan bimbingan kepada para pekerja,
menurunkan reject dari konsumendan produk yang cacat dalam proses, serta
menentukan sebab –
sebab masalah dan merumuskan tindakan perbaikan.
Bertanggung jawab kepada Sub Departemen Produksi.
3. Group Leader
Mempunyai
wewenang
untuk
memberi
instruksi kerja, melakukan evaluasi
kerja operator,
memberikan teguran kepada operator. Mempunyai
tanggung
jawab atas pelaksanaan tugas-tugas operator untuk mencapai target yang
telah ditentukandan menghasilkan produk yang berkualitas. Bertanggung
jawab kepada Sub Departemen Produksi.
4. Maintenance
Mempunyai wewenang untuk menentukan apakah peralatan dan
perlengkapan yang digunakan dalam proses produksilayak digunakan atau
tidak. Bertanggung jawab dalam pencapaian target produksi dan
menghasilkan produk yang berkualitas. Memberikan laporan
pertanggungjawaban maintenance secara bulanan kepada Sub Departemen
Produksi.
5. Administrasi
Mempunyai wewenang untuk menginformasikan ke pihak –
pihak yang
berkepentingan
tentang
komplain dari
konsumen,
kegagalan
dalam proses
|
|
9
terhadap produk yang dihasilkan. Memberikan laporan pertanggungjawaban
kepada Sub Departemen Produksi tiap hari dan tiap bulan. Bertanggung
jawab akan kelengkapan inventaris peralatan kerja serta kerapihan dan
kelengkapan dokumen yag diperlukan.
6. Penanganan material
Mempunyai wewenang untuk menginformasikan masalah kelengkapan
identifikasi lot produksi. Bertanggung jawab akan persediaan material proses
di sub departemen, kelancaran distribusi part hasil dan identitas produksi ke
bagian terkait, bagian handling
ini
mengatur persediaan
material proses dan
mendata jumlah material yang keluar dan masuk.
7. Pengendalian Kualitas (Quality Control)
Mempunyai
wewenang untuk
menyatakan produk dari tiap proses termasuk
kedalam produk
yang baik, cacat secara dimensi, setting, atau secara visual,
memberhentikan proses produksi bila kondisinya memungkinkan.
Pengendalian kualitas ini bertanggung jawab hasil produksi memenuhi
standar yang telah ditetapkanb. Memberikan hasil laporan harian berupa hasil
pengukuran,
laporan
bulanan
Control
Chart. Bertugas
untuk
memberikan
informasi ke departemen QC untuk
menganalisa jika menemukan masalah
untuk menentukan tindakan perbaikan.
8. Operator Produksi
Operator produksi mempunyai wewenang untuk menginformasikan pada
pimpinan kerja apabila terjadi masalah kualitas terhadap barang yang
diproduksinya. Bertanggung jawab dalam pencapaian target produksi.
|
|
10
Mengisi
laporan
produksi,
melaksanakan
aktifitas
produksi
sesuai
dengan
item part dan jumlah yang telah ditentukan.
9. Operator Repair
Mempunyai tanggung jawab untuk mengatasi masalah baik masalah
penolakan produk dari konsumen dan produk yang gagal dalam proses di sub
departemen. Memberikan laporan hasil perbaikan kepada sub departemen.
2.5
Pengaturan Jam kerja
Perusahaan memiliki
950
orang yang
terdiri
dari
operator
dan
staf.
Pengaturan
jam kerja
untuk
hari
Senin
sampai
dengan
Jum’at
adalah
sebagai
berikut :
• Shift I : 07.00 – 16.00
• Shift II : 18.00 – 04.00
• Istirahat : 12.00 – 13.00
• Istirahat pendek : 09.30 – 09.45
Jumlah hari kerja dalam 1 minggu adalah 5 hari. Apabila dilakukan
lembur hanya hari Sabtu selama 7 jam, sedangkan hari biasa maksimal lembur
adalah 2 jam.
2.6
Produk – produk yang diproduksi
PT. Roda Prima Lancar memproduksi komponen –
komponen untuk
sepeda motor. Produk – produknya antara lain :
• Sprocket
|
|
11
•
Bar Brake Pedal
•
Pedal Comp Brake
•
Pedal Gear Change
•
Pick Starter
•
Swing Arm
•
Bar Comp Stand
•
Collar Pivot Mainst
•
Retainer Kick Spring
•
Pipe Cross
2.7
Proses Produksi Sprocket
Proses Produksi untuk tiap produk
Sprocket
terdiri dari 24 proses yang
saling
berkaitan.
Proses
pertama
yaitu Shearing, dimulai
setelah
penerimaan
bahan baku yaitu berupa lembaran pelat baja dengan memotong lembaran
tersebut
menjadi
beberapa
bagian
setiap lembarnya. Ukuran lebarnya sesuai
dengan
diameter
lingkaran
yang akan
dibuat
di proses
selanjutnya
yaitu
Blanking. Blanking adalah proses pemotongan
lembaran pelat yang sudah
menjadi bagian – bagian kecil menjadi lingkaran dengan diameter tertentu sesuai
type Sprocket. Proses berikutnya adalah
Holling,
yaitu
melubangi
tengah
lingkaran dengan bentuk lingkaran dengan diameter tertentu. Lalu proses
berikutnya adalah
Piercing
4
yaitu
melubangi
sisi
pinggir
lingkaran
sebanyak
empat buah dengan bentuk lingkaran, masing - masing satu di tiap pinggir, kira –
kira masing – masing sudutnya 90
0
.
Proses selanjutnya adalah Roll for Plateness,
|
|
12
proses ini menggunakan mesin roll, yaitu karena proses pelubangan maka pelat
menjadi
tidak
lurus,
maka
pada
proses ini
pelat
diluruskan
kembali
untuk
memudahkan proses selanjutnya. Lalu
setelah diluruskan pelat tersebut
dimasukkan kedalam mesin
sandblash agar
pelat
tersebut
menjadi
tidak baret,
proses
ini
dinamakan Sandblash.
Selain
it
pada
proses Sandblash
juga dapat
berfungsi
menghilangkan
karat
pada
pelat.
Proses
selanjutnya
adalah
Machine
out diameter, yaitu membubut bagian pinngir luar dari lingkaran
menggunakan
mesin bubut agar licin dan rata permukaannya. Kemudian proses Machine inside
diameter 1, yaitu hampir sama dengan proses sebelumnya, perbedaannya adalah
pada proses ini yang dibubut adalah pinggiran bagian dalam dari lingkaran. Lalu
masih
menggunakan
mesin
bubut,
bagian dalam yang telah dibubut diproses
sebelumnya dibubut kembali bagian pinggirnya agar tidak tajam. Proses ini
dinamakan Champering inside diameter. Proses berikutnya adalah Hobbing,
yaitu proses pembuatan gerigi di bagian luar lingkaran. Gerigi ini gunanya untuk
meletakkan rantai pada sepeda motor. Proses
ini
menggunakan
mesin hobbing.
Proses berikutnya yaitu bagian luar dan atas dari gerigi di buffing, dilihat apakah
gerigi
tersebut tajam.
Proses
ini disebut Buffing champer
diameter
O.D.
Lalu
setelah itu gerigi tersebut di cek, di pasangkan ke rantai untuk motor, dilihat
apakah
ukurannya
sudah
pas
geriginya.
Proses
ini
dinamakan Chain
check.
Setelah di cek, pelat tersebut di sepuh (hardening) agar pelat tersebut
menjadi
keras. Proses ini menggunakan mesin hardening, proses kerja mesin ini setelah
disepuh
pelat
langsung
disiram dengan
air
khusus
yaitu
campuran
air
biasa
sebesar 3% dengan oli ucon quenching type A. fungsi dari penyiraman tersebut
adalah untuk pendinginan. Proses
ini dinamakan
Heat Treatment. Setelah
|
|
13
disepuh
pelat
dimasukkan
kedalam
mesin
pemanas
(heater) selama 2 jam.
Tujuannya adalah agar kekerasan dari pelat tetap terjaga. Proses ini dinamakan
Themper. Proses berikutnya
yaitu Restrike, yaitu
meratakan pelat
menggunakan
mesin press. Proses berikutnya yaitu dengan menggunakan mesin CNC di
periksa
ketelitian
diameter
lingkaran
bagian
dalam dan
diperbesar
ukurannya.
Proses ini dinamakan
Machine
inside
diameter
2.
Proses
berikutnya
masih
menggunakan mesin yang sama yaitu mesin CNC menghaluskan bagian dalam
dari
lingkaran
bagian
dalam agar
tidak
tajam,
karena
baru
di
perbesar
diameternya.
Proses
ini
dinamakan Champering
inside
diameter.
Proses
berikutnya yaitu Drilling – 4 for pin, menggunakan mesin drill melubangi
dengan bentuk lingkaran diantara
lubang
yang telah kita buat pada saat proses
Piercing dengan lubang yang satunya. Berarti dalam proses ini akan ada 4 lubang
berbentuk lingkaran dengan diameter tertentu. Dengan menggunakan
bench
drilling machine, lubang yang dibuat di proses sebelumnya dehaluskan bagian
dalamnya. Proses ini dinamakan Champering drill – 4. Proses berikutnya adalah
End milling – 4 for pin, yaitu mengurangi ketebalan pada sisi dalam pelat yaitu
bagian dalam lingkaran yang kita buat di proses Drilling – 4 for pin, yang nanti
kegunaannya
adalah
akan
di
tempelkan
pada body
motor.proses
ini
menggunakan mesin milling. Selanjutnya adalah Marking, yaitu proses
pemberian tanda pada pelat dengan type produk dan
nama perusahaan. Setelah
diberi tanda, proses berikutnya adalah Zinc plating. Proses ini menggunakan
mesin Acid zinc plating automatic rack system. Proses ini adalah pencelupan
bahan
kimia
agar
mengkilap
selama 1
jam – 1
½
jam. Proses
ini
merupakan
pencelupan dari produk Sprocket yang telah jadi menggunakan bahan kimia
|
|
14
tertentu. Lalu setelah keluar dari pencelupan, dan masih bagian dari proses Zinc
plating, pelat dipanaskan dalam oven untuk pernish agar lebih mengkilap.
Setelah proses
ini produk Sprocket akan dicek ulang secara keseluruhan
sebagai suatu produk utuh, proses ini dinamakan Product Quantity check.
Setelah
produk
dicek
maka
proses
akhir
dari
pembuatan
produk
Sprocket ini
adalah Packing, yaitu pengepakan dari produk untuk dikirimkan ke customer.
|