|
BAB 2
GAMBARAN UMUM OBJEK
2.1.
Sejarah dan Perkembangan Perusahaan
PT Elite Permai Metal Works Ltd didirikan pada tahun 1976 berletak di Gunung
Sahari dengan kegiatan utamanya pada saat
itu berupa pembuatan filing cabinet secara
sederhana. Filing cabinet
inilah
yang
kemudian
menjadi
pelopor
dari
banyak produk
lainnya
yang dibuat
oleh
PT
Elite
Permai
Metal Works Ltd dikemudian
hari.
Mereka
terutama bergerak di bidang produksi furnitur kantor dan media penyimpanan fisikal.
Mereka mengalami kemajuan yang sangat pesat terutama di akhir 1970an
dimana ketika itu di Indonesia terjadi pembangunan besar-besaran yang ikut mendorong
peningkatan yang sangat pesat terhadap kebutuhan alat-alat kantor. Hal ini ditambah lagi
dengan sedikitnya pesaing
yang dihadapi oleh PT
Elite Permai Metal Works di bidang
penyedia alat kantor pada saat itu.
Seiring
dengan
meningkatnya
permintaan dan
peluang
pasar
di
Indonesia
terhadap produk mereka, diperlukanlah tempat bekerja yang lebih luas, sehingga pada
tahun 1979 kegiatan produksi mereka kemudian berpindah ke Jalan Kapuk Raya No. 44
A, Jakarta Utara hingga sekarang. Pekerja mereka juga bertambah dari hanya berjumlah
30 pekerja pada awal berdirinya
hingga
mencapai jumlah 650 pada
tahun 2000. Kini
pada tahun 2006 pekerja mereka berjumlah tidak kurang dari 300 pekerja.
PT. Elite Permai Metal Works Ltd. secara resmi telah terdaftar sebagai sebuah
perseroan terbatas dihadapan notaris dengan nomor lisensi : 134/DJAI/INT-
D5/NON.PMA-PDMN/IV/89.
|
|
7
Visi
mereka
adalah “To
become one
of the
most
outstanding
company
specialized in office equipment and steel rackings.”
Misi
mereka adalah “Providing a good quality products, excellent services and
innovative way in the work according to the period of demand.”
Merk dagang dari produk PT. Elite Permai Metal Works Ltd. adalah ‘Elite’ yang
mana terbagi
atas
3
golongan
utama
yaitu office
furniture,
storage system dan metal
works. Office Furniture terdiri dari produk
seperti filing cabinet, lemari, locker,
meja,
workstation, dan kursi. Filing cabinet dengan merk dagang ‘Elite’ memiliki bahan baku
utama berupa plat besi. Storage System terdiri dari produk untuk keperluan penyimpanan
berupa steel racking, supermarket racking, library racking, book shelves, tree racking
dan mobile system. Metal Works terdiri dari produk berupa work bench, tool cabinet dan
laboratorium cupboard.
Mesin
yang dimiliki dan gunakan berjumlah
lebih dari seratus dan dioperasikan
oleh
lebih dari 280 pekerja
mereka di
lantai produksi. Terdapat 2 shift kerja di lantai
produksi,
yang pertama dimulai pada pukul 07.30
hingga 15.00 dengan 1 kali istirahat
pada pukul 12.00 – 13.00 (kecuali pada hari Jumat dimana istirahat dimulai pada pukul
11.30
–
13.00). Shift
kedua
dimulai
pada
pukul 15.00
–
22.00
dengan
istirahat
pada
pukul 18.00 – 19.00. Untuk bagian perakitan hanya terdapat satu shift kerja yaitu dari
jam 08.00
hingga
16.00
dengan
jam
istirahat
yang
sama
dengan pekerja
pada
bagian
lainnya. Pada situasi tertentu, produksi pernah dilakukan selama 24 jam non stop.
Produksi
mereka
berjalan
dalam
2
kategori
yaitu
make to stock
dan
make
to
order. Produk
yang dibuat secara make to stock adalah produk yang
memang memiliki
tingkat penjualan yang cukup stabil dan besar seperti lemari dan filing cabinet. Dalam
jumlah
yang
lebih
kecil, kursi
dengan tipe
tertentu
juga dibuat
secara
reguler.
Untuk
|
|
8
produk yang lebih terspesialisasi dan tidak bersifat standar seperti rack, workstation,
storage system hingga hydraulic system, produksi hanyak dilakukan bila ada pesanan.
Perusahaan juga
bersedia
menerima
pesanan
yang
dipersonalisasi, umumnya
dengan
jumlah
pesanan
minimal
500
buah
atau
dalam
keadaan
tertentu
dapat
juga
diterima
dalam jumlah yang lebih sedikit.
Material yang digunakan berasal dari dalam negeri dan juga luar negeri, dengan
material utama berupa plat besi, cat, plastik, stainless steel, chrome, kain, mur, baut dan
komponen lainnya. Produk yang dihasilkan dipasarkan tidak hanya dalam skala nasional
tetapi juga
internasional seperti
Timur
Tengah. Pelanggan
mereka antara
lain adalah
:
PT. Indomobil,
Golden Truly Supermarket,
Garuda Indonesia
Airlines, PT. Petrolium,
Departemen
P
&
K,
PT.
Caltex Pacific
Indonesia, Bank Internasional Indonesia, PT.
PLN, Departemen Kehutanan dan masih banyak lagi.
Sejumlah
prestasi
yang
pernah
diraih
antara
lain
VI
International
Asia Award
1986 dan VII International Asia Award 1987.
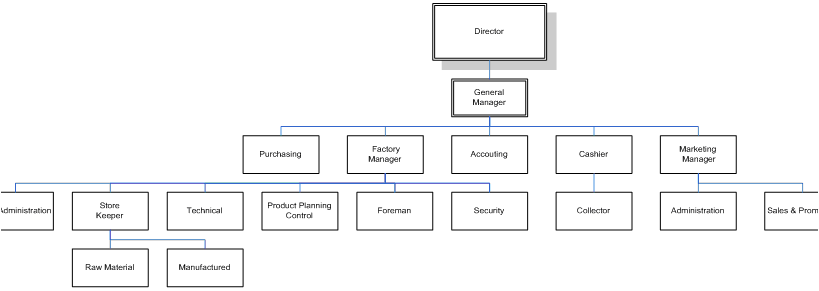
2.2. Struktur Organisasi
Sebagai sebuah perusahaan dengan skala penjualan
nasional
dan internasional,
PT. Elite Permai Metal Works Ltd. membagi kegiatannya ke dalam 5 departemen.
Struktur organisasi perusahaan telah mengalami
berbagai perubahan dalam
mengikuti perkembangan dan perubahan
yang terjadi di dalam
perusahaan. Perubahan
tersebut
diantaranya
adalah
integrasi departemen factory dan
personal
serta
integrasi
bagian product development ke bagian general.
Struktur organisasi yang kini dipakai dapat dilihat di Gambar 2.1.
|
 9
Gambar 2.1 Struktur Organisasi PT. ELITE PERMAI METAL WORKS LTD.
|
|
10
Berikut akan disertakan struktur organisasi berjalan yang menunjukkan tingkatan
manajemen dan pembagian tugas di dalam PT. Elite Permai Metal Works Ltd.
1.
Director
Director atau direktur merupakan pemimpin tertinggi dalam perusahaan yang
merupakan pemegang keputusan tertinggi demi
menentukan arah gerak
perusahaan. Direkturlah yang bertujuan untuk menetapkan kebijaksanaan dan
tujuan perusahaan. Selain itu Direktur juga mengawasi jalannya kegiatan
operasional perusahaan untuk mengontrol sehingga sesuai dengan tujuan dan
kebijaksanaan serta arah gerak yang telah ia tetapkan. Secara khusus Direktur
juga bertugas untuk menyusun rencana kerja tahunan dan memimpin rapat
secara berkala.
2.
General Manager
General Manager adalah
penghubung
antara Direktur dengan
departemen-
departemen yang ada di perusahaan. Pada PT Elite Permai Metal Works Ltd,
terdapat 5 departemen di bawah General Manager. General
Manager harus
memastikan bahwa
semua
aspek
di
dalam
perusahaan
bergerak secara
berkesinambungan dan juga sebagai pengontrol kegiatan yang terbagi ke
dalam 5 departemen tersebut.
3.
Purchasing
Bagian purchasing bertanggung jawab dalam hal pembelian bahan baku dari
supplier
termasuk
di
dalamnya
adalah
pemilihan supplier berkaitan dengan
tipe produksi dan juga negosiasi harga yang tepat dengan supplier. Termasuk
dalam tugasnya
adalah
penerimaan
bahan
baku.
Penerimaan
bahan
baku
dipisah dengan bagian gudang bahan baku agar tidak terjadi manipulasi
|
|
11
terhadap jumlah stok
yang ada. Ia juga bertanggung jawab terhadap kualitas
bahan baku
yang dibeli serta diterimanya.
Tanggung
jawab
lain yang
termasuk
dalam bagian
purchasing
adalah
pemeliharaan
hubungan
baik
dengan supplier
sehingga
kegiatan pembelian
bahan
baku
dapat
terus
berjalan dengan baik.
4.
Factory Manager
Factory Manager atau Manajer Produksi bertugas untuk mengawasi jalannya
pabrik dan proses produksi mulai dari penerimaan bahan baku hingga
pengiriman barang jadi. Selain itu ia juga bertanggung jawab terhadap pabrik
dan isinya seara
fisikal dan
fungsional. Factory Manager juga bertanggung
jawab atas hasil produksi dan
penggunaan bahan baku. Instruksi untuk
berjalannya
pabrik
juga
ditetapkan
oleh Factory Manager,
termasuk
di
dalamnya penetapan produk yang harus diproduksi selama satu periode
waktu tertentu serta pendelegasian instruksi berkaitan dengan produksi ke
bagian - bagian di bawahnya.
a. Store Keeper
i.
Raw Material
Store
Keeper di
bagian
raw
material
bertanggung
jawab
terhadap
penerimaan bahan baku dan juga tingkat persediaannya di gudang
bahan baku hingga pengirimannya ke lantai produksi pada waktu
yang ditentukan dan sesuai dengan jumlah yang diminta. Ia juga
bertanggung jawab terhadap pembuatan dan kebenaran laporan
persediaan bahan baku setiap bulannya.
|
|
12
ii. Manufactured
Store Keeper di bagian Manufactured bertanggung jawab tidak hanya
atas produk jadi tetapi juga produk setengah jadi. Ia juga mengontrol
jumlah barang yang terjual serta bertanggung jawab terhadap
pembuatan dan
kebenaran
laporan
berkaitan
dengan
isi
gudang
produk jadi dan setengah jadi setiap bulannya.
b. Technical
Bagian
Technical bertanggung
jawab
dalam pemeliharaan
mesin-mesin
serta operasional mesin-mesin yang ada di lantai produksi. Ia juga
bertanggung jawab dalam pelatihan karyawan baru terhadap cara kerja
mesin dan
melakukan
pengawasan
terhadap kegiatan operasional mesin
serta memeriksa secara berkala keadaan mesin.
c. Product Planning Control
Bagian Product Planning Control
bertugas
untuk
menentukan
jumlah
yang
harus
diproduksi
dalam setiap
periode
tertentu
dan
kemudian
menyampaikannya kepada foreman. Bagian ini harus memastikan jumlah
yang ditetapkan oleh mereka dapat
memenuhi pesanan dan jumlah stok
yang diinginkan perusahaan.
d. Staff Administration
Staff Administraton bertugas dalam pengelolaan personil atau pekerja di
pabrik,
mulai dari penentuan shift, penerimaan, penempatan, penggajian
serta bertanggung jawab atas personil-personil di lantai produksi.
|
|
13
e. Foreman
Foreman bertanggung jawab terhadap kegiatan operasional sehari-hari
dilantai produksi mulai dari mesin yang digunakan serta untuk
memastikan
produksi
terus
berjalan
setiap
harinya
sesuai
dengan
data
yang diterima dari bagian Product Planning Control.
f.
Security
Security bertanggung jawab dalam hal keamanan di perusahaan. Ia juga
bertanggung jawab dalam hal absensi dan keluar masuk pegawai setiap
saat
baik
itu
pegawai
kantor
maupun
pegawai
kantor. Bagian
Security
juga yang menyortir pertama kali orang yang akan masuk ke dalam
pabrik. Ia wajib menanyakan keperluan pengunjung dan
mencocokkannya dengan menghubungi bagian yang akan dikunjungi.
5.
Accounting
Bagian
Accounting bertanggung
jawab
dalam
pendokumentasian
laporan-
laporan transaksi yang berlangsung di dalam perusahaan. Bagian ini
bertanggung jawab atas tersedianya laporan keuangan yang akurat bagi
keperluan
perpajakan
dan
Director perusahaan.
Bagian
Accounting juga
melakukan tugas financing bersama dengan General Manager dalam
mengawasi dan mengatur keuangan perusahaan. Bagian Accounting jugalah
yang menyusun rencana pembelanjaan berdasarkan anggaran penerimaan dan
pengeluaran yang juga dibuatnya.
6.
Cashier
Bagian Cashier bertugas
untuk
mengatur
keluar masuknya
kas
perusahaan
mulai
dari
penerimaan
pembayaran
dari
pelanggan
sampai ke
pembayaran
|
|
14
pembelian bahan baku ke supplier dan penyedia lainnya untuk perusahaan
seperti tagihan-tagihan operasional
perusahaan.
Bagian Cashier juga
bertanggung jawab terhadap utang –
piutang perusahaan, termasuk di
dalamnya penagihan serta pelunasannya. Bagian cashier juga adalah pihak
yang memegang kas perusahaan dan melakukan pengeluaran kas berdasarkan
ijin Director. Tugas lainnya menyangkut :
•
Membukukan mutasi kas di buku penerimaan dan pengeluaran
kas dari bank.
•
Membuat laporan harian kas.
•
Mengatur penyetoran cek yang sudah jatuh tempo.
•
Bertanggung jawab atas penyimpanan uang dan cek.
Collector
Collector bertugas untuk melakukan penagihan hutang oleh para debitur
perusahaan yang telah jatuh tempo untuk diserahkan kepada Cashier. Mereka
juga bertugas untuk menjaga kelancaran serta keamanan hasil tagihan berupa
cek / giro / uang.
7.
Marketing Manager
Marketing
Manager bertanggung
jawab
terhadap
hubungan
antara
perusahaan dengan pelanggan dan juga bertanggung jawab atas laporan yang
diberikan
oleh
bagian
Administration
dan
Sales
and Promotion. Marketing
Manager
juga yang menentukan pemberian kredit
bagi pelanggan
baik
itu
pelanggan
baru
maupun
pelanggan
lama berdasarkan
laporan yang
dimilikinya
dari
bagian
Sales
and
Promotion serta
Administration.
Ia
juga
|
|
15
bertugas meneruskan keluhan pelanggan baik yang berkaitan dengan masalah
kualitas produk maupun pelayanan ke
General Manager untuk kemudian
diteruskan ke departemen lainnya yang bersangkutan.
a. Administration
Bagian administrasi bertugas untuk melaksanakan tugas-tugas
administasi
b. Sales and Promotion
Bagian Sales and Promotion bertugas
untuk
menerima
pesanan
dari
pelanggan
baik
itu
melalui telepon,
faksimile
maupun pesanan langsung
ke
perusahaan.
Bagian
ini
juga
yang
kemudian
membuat sales
order
berdasarkan pesanan yang diterimanya. Tugas lainnya meliputi :
•
Memberikan pelayanan jasa serta penyediaan
informasi bagi
pelanggan termasuk di
dalamnya
memberikan pemberitahuan
mengenai
rencana
perubahan
harga
kepada
pelanggan
tetap
selama
periode
tertentu
sebelum perubahan
mulai
aktif
diberlakukan.
•
Melaksanakan strategi promosi atas perusahaan secara efektif
dan
efisien baik terhadap pelanggan lama maupun pelanggan baru
yang potensial.
•
Merencanakan anggaran dan rencana promosi serta melakukan
pelaksanaannya dan pengawasan terhadap pelaksanannya.
|
|
16
•
Memelihara hubungan baik dengan biro iklan serta senantiasa
mengikuti perkembangan dunia promosi dan juga perkembangan
pasar yang terjadi.
•
Menerima keluhan pelanggan serta memberikan tanggapan
terhadap
keluhan
tersebut,
baik
yang
berkaitan
dengan
masalah
kualitas produk maupun jasa lainnya seperti pengiriman.
2.3.
Produk
Produk yang akan dibahas secara spesifik adalah
Filing cabinet dengan
merk
dagang ‘Elite’. Terdapat beberapa alasan terhadap pemilihan produk ini, yaitu produk ini
merupakan
trademark
dari
PT
Elite Permai
Metal
Works Ltd. produk
ini
juga
merupakan produk
yang diproduksi secara reguler dengan prinsip make to stock. Merk
dagang Elite dipilih karena merupakan kategori produk dari perusahaan dengan concern
kualitas yang lebih tinggi.
Filing cabinet
dengan
merk
dagang
Elite
terdiri
atas
2
tipe
yang
dibedakan
berdasarkan bentuk model dan ketebalan plat yang digunakan :
•
Tipe
C
dengan
ketebalan
plat
besi
yang
digunakan
sebesar
0.7
mm,
dan
pegangan untuk membuka terletak di tengah laci. Tipe ini dibagi lagi
berdasarkan jumlah lacinya :
o
Tipe B444 - C dengan 4 laci
o
Tipe B443 - C dengan 3 laci
o
Tipe B444 - C dengan 2 laci
|
|
17
•
Tipe DX memiliki pegangan untuk membuka di atas laci dan memiliki
tempat untuk card holder di bagian tengah laci. Tipe ini terbagi lagi dalam 2
tipe berdasarkan ketebalan platnya :
o
0.8 DX dengan ketebalan plat besi
yang digunakan sebesar 0.8
mm.
Tipe ini terbagi lagi berdasarkan jumlah lacinya :
Tipe B4 – 2 – 0.8 DX dengan 2 laci
Tipe B4 – 3 – 0.8 DX dengan 3 laci
Tipe B4 – 4 – 0.8 DX dengan 4 laci
o
1.0 DX dengan ketebalan plat besi
yang digunakan sebesar 1.0
mm.
Tipe ini terbagi lagi berdasarkan jumlah lacinya :
Tipe B4 – 2 – 1.0 DX dengan 2 laci
Tipe B4 – 3 – 1.0 DX dengan 3 laci
Tipe B4 – 4 – 1.0 DX dengan 4 laci
Produk akhir dari
filing
cabinet bisa
dikirim
dalam
bentuk
CBU
(Completely
Built
Up) atau
CKD
(Completely
Knocked
Down).
Pada
dasarnya
produk
akhir
ini
ditentukan
oleh
pelanggan
namun
secara
umum,
pelanggan
di
dalam kota
umumnya
memilih produk CBU sementara pelanggan di luar kota akan memilih CKD karena lebih
menghemat space untuk pengiriman sehingga biayanya akan jauh lebih murah.
2.4.
Proses Produksi
Bahan baku dalam membuat filing cabinet adalah plat besi, cat, obat cuci plat,
mur, baut, kunci, chrome, sticker, pembatas plastik, roda plastik, plastik untuk penahan
railing dan karet untuk penahan suspensi. Bahan-bahan umumnya didapat dari supplier
|
|
18
dalam
negeri. Namun
untuk plat besi mereka
memiliki beberapa supplier yang berasal
baik dari dalam negeri maupun luar negeri.
Bahan baku yang dipesan akan diterima dan diperiksa oleh bagian Purchasing.
Pemeriksaan
umumnya
hanya
dilakukan
dengan
mencocokkan
isi surat jalan dengan
surat pemesanan yang dikeluarkan oleh bagian purchasing. Bila
ternyata
tidak
sesuai
maka bagian Purchasing akan menghubungi supplier untuk kemudian menentukan
langkah selanjutnya apakah barang langsung ditolak atau diterima
dengan persyaratan
tertentu. Setelah
tipe
dan
jumlah
pesanan
dipastikan
sesuai, pesanan
yang
dikirim ke
gudang akan kemudian didata oleh Store Keeper bagian Raw Material.
Sesuai
dengan
rencana
produksi,
bagian
Product
Planning
Control bersama
dengan
Foreman akan
mengatur
pendistribusian bahan baku untuk diproses di lantai
produksi.
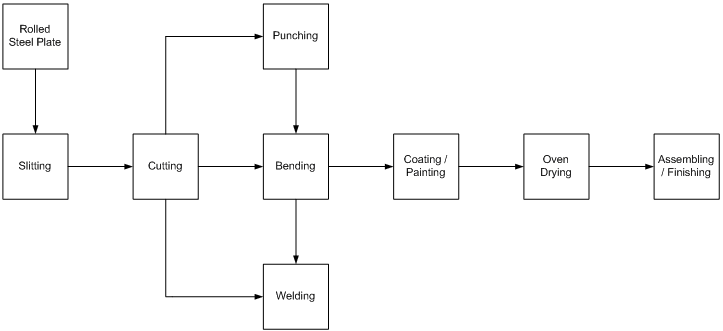
Proses produksi untuk pembuatan Filing cabinet secara singkat dapat dilihat dari
Gambar 2.2 di bawah :
|
 19
Gambar 2.2 Flow Chart Pengerjaan Plat Secara Umum dalam Pembuatan Filing cabinet
|
|
20
Filing cabinet terdiri dari beberapa bagian utama yaitu :
a. Top
b. Botttom
c. Frame Kiri
d. Frame Kanan
e. Frame Depan (Rangka)
f.
Frame Belakang
g. Laci
Proses pembuatan filing cabinet dilakukan di 3
lantai produksi.
Lantai produksi
pertama terdiri dari slitting, cutting dan sebagian punching. Lantai produksi kedua terdiri
dari sebagian kegiatan punching, rolling, bending dan welding.
Lantai produksi ketiga
merupakan
tempat
perakitan
dan
pengepakan.
Untuk
proses
pengecatan
dilakukan di
ruangan khusus yang terbentang dari lantai produksi pertama hingga ketiga.
Secara
umum
langkah
pertama
yang
dilakukan
adalah
memasukkan
plat besi
yang masih berupa gulungan ke dalam mesin slitting untuk membuka gulungan tersebut
dan sekaligus meratakannya sehingga menjadi bentuk lembaran plat yang panjang dan
rata untuk kemudian diteruskan ke mesin potong untuk dipotong berdasarkan ukuran
yang
diperlukan.
Pada
proses
slitting,
gulungan
plat
akan
dijepit
pada
ragum untuk
menahan gulungan tersebut sementara gulungan dibuka dan plat ditarik masuk ke dalam
mesin
slitting.
Mesin slitting ini
terhubung
dengan
mesin
potong
yang
besar
untuk
memotong plat-plat tersebut ke dalam ukuran yang sesuai dengan komponen yang akan
dibuat darinya atau sekedar memotong menjadi potongan yang lebih kecil untuk
kemudian dipindahkan ke mesin potong berikutnya bila komponen yang diperlukan
adalah lebih kecil (contoh :
tulang list).
|
|
21
Untuk
beberapa
komponen,
gulungan
plat akan dipotong terlebih dahulu
sebelum dimasukkan ke dalam mesin
slitting, misalnya pada proses pembuatan railing
dimana
gulungan
plat
dipotong
terlebih
dahulu
sesuai
dengan
lebar railing
untuk
kemudian diproses lebih lanjut.
Setelah dipotong menjadi ukuran-ukuran yang spesifik sesuai dengan kebutuhan,
lembaran plat akan dibawa ke mesin punching. Mesin
punching secara umum adalah
mesin untuk melubangi plat. Namun demikian, tidak semua proses pada mesin punching
adalah proses pelubangan, melainkan bisa juga berupa proses pembuatan lekukan. Mesin
punching
umumnya
diset
berdasarkan
jenis
komponen
dari filing
cabinet
yang
akan
dikerjakan
dan
bukan
berdasarkan
jenis
lubang.
Jadi
terdapat
mesin-mesin
punching
yang diset untuk misalnya komponen top atau bottom. Mesin-mesin punching tersebut di
set dengan mal-mal untuk satu sisi komponen sehingga bisa terdapat hingga 7 komponen
mal dalam satu
mesin punching. Mal-mal
ini
jarang diganti karena proses penggantian
sangat
rumit
dan
membutuhkan
waktu
yang
lama.
Proses punching
dilakukan
untuk
membuat
lubang
untuk baut,
lubang kunci, kaitan
untuk
pengunci
dengan
komponen
lainnya.
Proses selanjutnya adalah proses penekukan, dimana penekukan dapat dilakukan
dengan bending machine atau juga dengan rolling machine. Untuk penekukan pada plat
besar
dengan
jumlah
penekukan
yang banyak, umumnya
dilakukan dengan
rolling
machine. Alasannya adalah pada rolling machine, plat hanya perlu dimasukkan ke dalam
mesin dan roller akan membawa plat untuk kemudian dilakukan proses penekukan di
kedua sisi (kiri dan kanan) secara otomatis, sehingga dengan sekali proses, beberapa
penekukan dapat dilakukan
sekaligus.
Sedangkan
dengan
bending
machine,
operator
perlu
melakukan penekukan berkali-kali dan kemudian membalik plat untuk
menekuk
|
|
22
sisi lainnya atau bahkan
memindahkan ke
bending machine lainnya. Untuk plat yang
besar
sangat
sulit
untuk
membalik dan mengoperasikan penekukan dengan
bending
machine. Namun demikian mengingat jumlah rolling machine yang terbatas maka untuk
plat-plat yang lebih kecil ditekuk dengan menggunakan bending machine.
Proses
selanjutnya
adalah
proses
welding, atau
pengelasan
titik. Setelah
komponen-komponen yang perlu digabungkan
selesai
dilas,
komponen-komponen
tersebut akan direndam di dalam bak yang berisi cairan obat untuk membersihkan
minyak
yang
mungkin
ada
pada
plat
dan
kotoran
lainnya
seperti
karat
yang
terjadi
selama proses pengerjaan. Setelah itu plat akan diberikan cairan dasar supaya cat dapat
melekat dengan baik dan tidak mudah mengelupas. Plat-plat tersebut kemudian akan
digantung untuk kemudian masuk ke ruang penyemprotan
cat. Terakhir plat-plat akan
masuk ke oven untuk dikeringkan.
Selanjutnya bagian-bagian tersebut akan dikumpulkan untuk kemudian dirakit
secara manual oleh pekerja. Komponen akan dirakit hingga siap untuk langsung
digunakan bila
itu adalah permintaan pelanggan atau bila pengiriman berada di dalam
kota
(CBU).
Setelah selesai dirakit
maka
produk
akan dikemas dan dikirim ke
dalam
gudang
hingga
siap
dikirim ke
pelanggan.
Namun
bila
permintaan
berasal
dari
luar
Jakarta maka untuk menghemat biaya pengiriman, produk akan langsung dikemas dalam
keadaan tidak terakit sehingga menghemat tempat (CKD). Pada umumnya filing cabinet
yang
diproduksi
akan
dirakit (CBU)
kecuali
bila
diberikan
instruksi
khusus
untuk
melakukan pengepakan CKD.
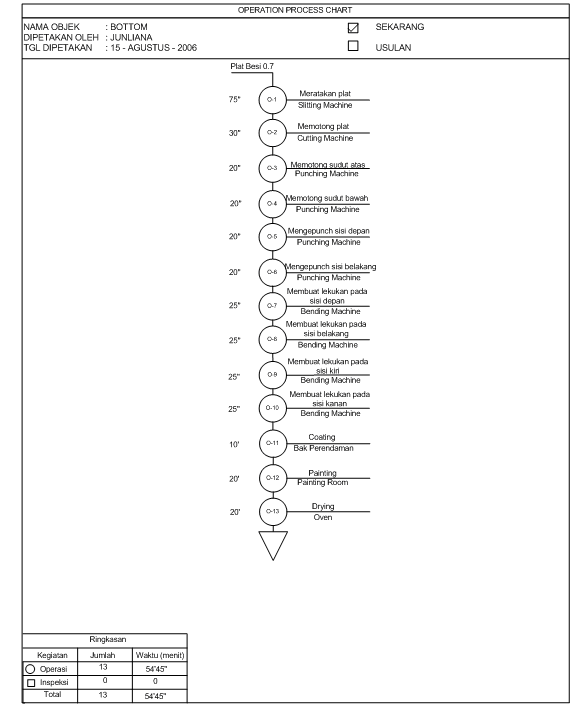
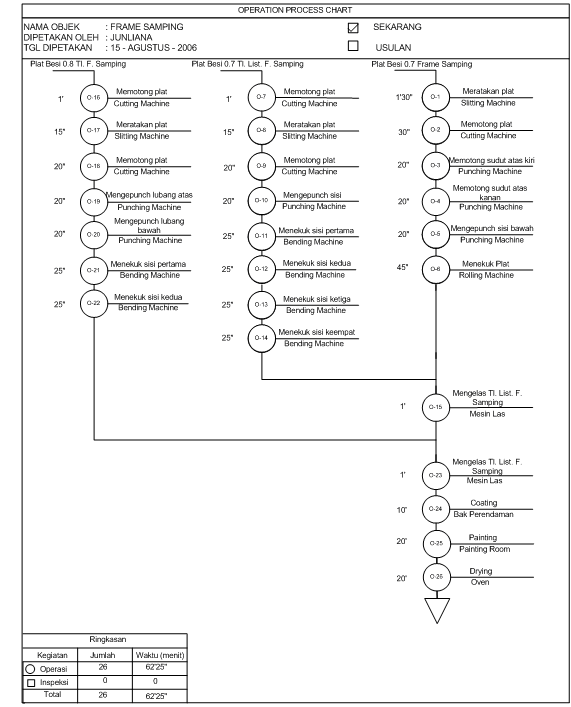
Operation Process Chart dari pembuatan filing cabinet dapat dilihat pada
Gambar 2.3-2.11.
|
 23
Gambar 2.3 OPC Top
|
 24
Gambar 2.4 OPC Bottom
|
 25
Gambar 2.5 OPC Frame Depan
|
 26
Gambar 2.6 OPC Frame Samping
|
 27
"'"
.•
NAIAA ODJEK
:FRAMEBEV\KII.NG
(lPFRo\TI'QNPROC'.ESS CHART
l2l
SEKAA.o\NG
DIPHAKAN
OLEH • JUNLIANA.
TGL DIPETAKAN
•
·15
.
AGUSTUS2.
006
0
USULAN
•'30'
t.11tla!Ajlllll
StlllnQN.At'lhe
30"
t.lemolong prat
Cu!ll'l:) IAIIIChlM
,.
:c-'I'IOIO<'q tueJt
atas
tWt
P-.ncting.1. &C"l"ne
,..
,..
,.
"'
"''
IAemGIIII'IQ $lld.ll IIIIlS
t:tun
FuncNI'IQ t.\aC"'YI.C
rAemotong \li.ud.lllla.,.•.:o'l
Unet'MI
'
IQ
"
N-'C:"lrle
IA 'TI!/IQngMJI 1711"'' 11
P'UncN'I'IQ r.l..lli1'11'1oC
"
,..
tcrqcp ncfl 51Sl tAwafl
FuncNI'IQ t.\aC"'YI.C
,,.
I.ICI'lll('ll\lll(h $1$1 1(11
Pv"lttlng1>11!CIIhe
,.
:¢.'1911SIS, 11111'1111'1
P. nc/11'19 Macnrnc
,.
15'
,..
,..
,..
.!etnll\llltlekukal)ertamOl
lllldOlSI$" kin
SudiTIJI ,..,:hne
lMtmllUM
......-.*"<.ad.ta
fliUIIIIll,; liM
8Crw::III'IQ t.\aCfll'IC
lltmboiAI It .l<llo'l
flltNMII Ada$/f<l<a'\:ln
8
tnmng N.AC "on•
l.lcm.o.aattekuk:ln keduol
oa.:a sto kana.,
6endin11 N noe
lemb:.RI leW-ut"lf"' "'ll
6
"
tnmng N.AC
'
"on•
,.
.
$.f<ldlt.AI\
8endng t.\ac-.t-.e
\ltMtll,al;n lt<.IJ<IIo'IQitNMII
zs·
ada SISI !lel:l't.o1o
l!.tndlfl:) IAli<Nn•
,.
"'"
,.
l.le •ekJI(.;o'l dua
!lliiiA salrt akan
l!.tndlfl:) IAli<Nn•
r.osu!na
Rln!iJkasan
Kedllat"
Jl.m'""t!
Wk
u
(mentl)
0
O:w.w
20
ST•W
0
lmW.,I<8i
0
T"'
20
SNC"
,.
""' --""•
l--""•
()v
·
"
::'"·
lt
''
fl
-
--
Gambar 2.7
OPC Frame
Belakang
|
 28
Gambar 2.8 OPC Laci
|
 29
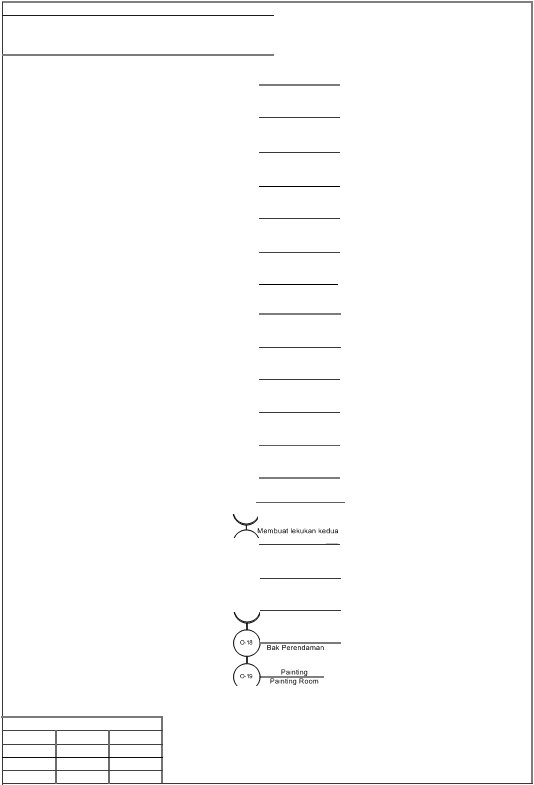
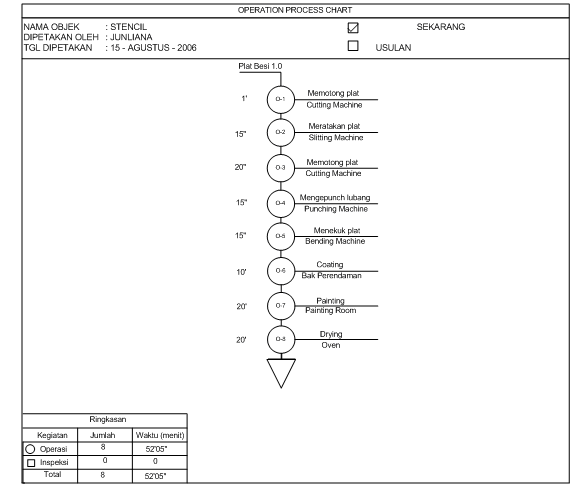
Gambar 2.9 OPC Stencil
|
 30
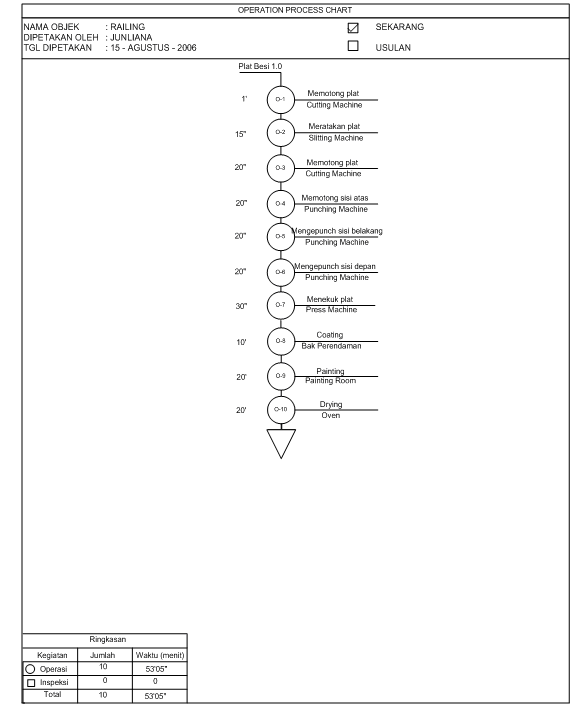
Gambar 2.10 OPC Railing
|
 31
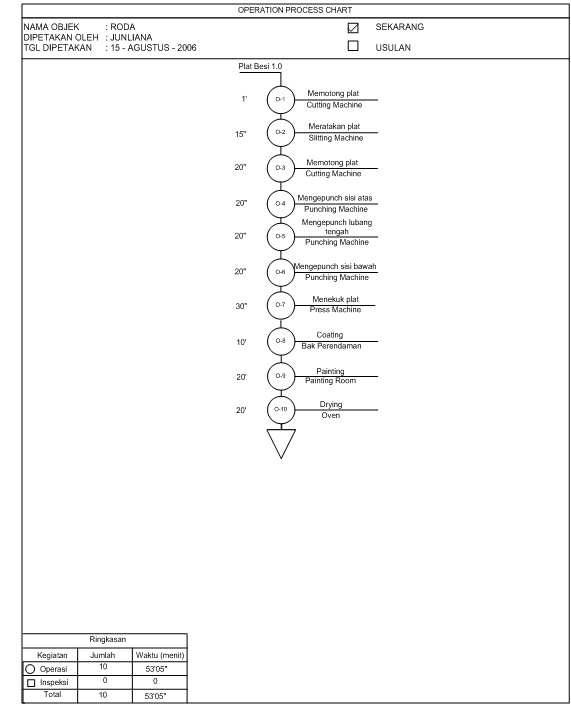
Gambar 2.11 OPC Roda
|
 32
Untuk
Assembly
Chart
dari
perakitan filing
cabinet
dapat
di1ihat pada
Gambar
2.12 di
bawah.
NA1v1A
OBJEK
Fl
UNG CABINET
OIPETAKAN OLEH JUNUANA
TGL
OIPETAKAN
15- AGUSTUS ·20C6
ASSEMBlY PROCESS CHART
I2J
SEKAAANG
0
USULAN
Frame
Kiri
Frame Kanan
nang
Kunei
Top
"'"
"'"'
Kood
Gambar
2.12
APC
Filing
cabinet
|
|
33
2.5
Pengendalian Kualitas Sekarang
Seperti tampak pada struktur organisasi di sub bab 2.2, PT Elite Permai Metal
Works Ltd tidak memiliki divisi Quality Control dan juga tidak
memiliki suatu konsep
pengendalian
kualitas
yang
dijalankan
di
perusahaan tersebut.
Pengendalian
kualitas
selama
ini
dilakukan
secara
konvesional
tanpa
adanya
suatu
batasan ataupun
metode
yang baku melainkan lebih berdasarkan perkiraan, pengalaman dan pengetahuan yang
dimiliki oleh pekerja atau foreman. Pengetahuan ini juga tidak pernah didokumentasikan
sehingga sulit untuk diteruskan bila terjadi pergantian pekerja.
Output dari tiap proses tidak pernah diperiksa secara khusus. Semua output akan
dikirim ke gudang barang setengah jadi atau langsung digunakan pada proses berikutnya
dan pada saat akan digunakan
itulah umumnya cacat baru terdeteksi. Dengan demikian
pekerja di bagian assembly dan welding sering menjadi pihak yang mendeteksi pertama
kali adanya cacat. Hal ini sering menimbulkan kesulitan karena hal ini berarti komponen
tersebut harus dikerjakan ulang atau diganti dengan yang baru, sementara proses
berikutnya sudah harus menggunakan komponen tersebut untuk perakitan atau welding.
Masalah
juga
timbul jika
ternyata komponen
harus
diproduksi
ulang
sementara
komponen tersebut sudah
diproduksi dalam jumlah yang besar dan mesin yang
memproduksinya sudah di set ulang untuk pengerjaan komponen lain. Waktu menjadi
banyak
yang terbuang karena harus mengeset ulang mesin dan tidak jarang pengesetan
ulang ini malah menimbulkan cacat lain. Selain itu produksi menjadi mundur karena
harus menunggu komponen dan tersedianya mesin.
Pemeriksaan komponen oleh bagian
assembly
dan welding
ini
pun
tidak
dilakukan secara khusus melainkan hanya apa yang tampak saja atau apa yang
mengganggu selama proses perakitan tersebut. Komponen akan dianggap cacat bila pada
|
 34
saat digunakan di proses berikutnya (assembly atau welding) ternyata ditemukan bahwa
antar komponen tidak sesuai dan tidak dapat digunakan.
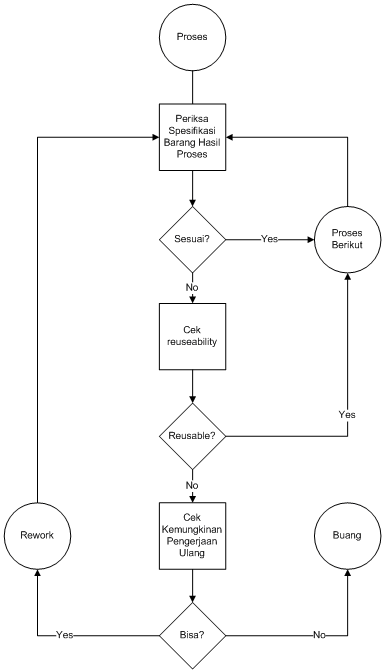
Komponen
yang dianggap cacat
tersebut kemudian akan
melalui proses seperti
tampak pada Gambar 2.13 berikut.
Gambar 2.13 Flowchart untuk Komponen Cacat
|
|
35
Pengerjaan ulang yang umumnya dilakukan adalah penyemprotan ulang cat
secara
manual bila
ternyata
cat
kurang rapih atau
terjadi
benturan.
Pengerjaan
ulang
lainnya mencakup pengetokan bila terjadi penyok serta pengerjaan manual lainnya agar
komponen menjadi pas (pengetokan).
Setelah
produk
selesai dirakit
dan akan
melalui
proses
packaging, akan
dilakukan pemeriksaan laci yaitu apakah
laci dapat dibuka tutup dengan lancar, apakah
laci
tidak
akan
lepas
dari
rail
dan
pemeriksaan
kunci
untuk
memastikan
laci
dapat
dikunci
dengan
baik
dan
kunci
dapat
dibuka dengan
baik
juga.
Juga
akan
dilakukan
pengecekan terhadap penampilan produk secara keseluruhan. Pemeriksaan ini dilakukan
oleh
bagian
perakitan dan dilakukan kepada
semua
produk. Setelah
produk
dianggap
baik maka pengepakan akan dilakukan dan barang akan dimasukkan ke gudang barang
jadi dan siap dikirim ke pembeli.
2.6
Sistem Informasi Sekarang
Sistem informasi
yang
digunakan
oleh
PT.
Elite Permai
Metal
Works
saat
ini
hanya
mencakup
sistem
yang
berkaitan
dengan
bidang
Accounting
yaitu
Sistem
Informasi Akuntansi (SIA). Dimana aplikasi yang digunakan bernama SpeedWare yang
terhubung dalam suatu sistem jaringan yang menghubungkan beberapa PC dalam divisi
Accounting sebagai client dan sebuah PC yang berfungsi sebagai server.
Untuk lantai produksi dan keperluan produksi tidak terdapat aplikasi sistem yang
digunakan
dimana
kegiatan pencatatan
sangat
minim dan
semuanya
dilakukan
secara
manual dengan menggunakan pencatatan menggunakan kertas.
|