|
BAB 2
LANDASAN TEORI
2.1
Tata Letak Fasilitas
2.1.1
Definisi Tata Letak Fasilitas
1)
Menurut Sritomo
(1992,
p52),
tata
letak
fasilitas
didefinisikan
sebagai
tata
cara pengaturan
fasilitas
-
fasilitas
fisik
pabrik
guna
menunjang kelancaran proses produksi.
2)
Menurut Apple (1990, p2), tata letak fasilitas didefinisikan sebagai
menganalisis, membentuk
konsep,
merancang,
dan
mewujudkan
sistem
bagi
pembuatan barang
atau
jasa.
Kegiatan
perancangan
fasilitas
berhubungan dengan
perancangan susunan
unsur
fisik
suatu lingkungan.
3)
Menurut Tompkins (1996, p1), facilities planning merupakan ilmu
yang
multi disiplin,
dimana
berkaitan dengan
merencanakan
layout
fasilitas, memilih material handling sistem, dan
menentukan peralatan proses yang diperlukan.
2.1.2
Peranan Perancangan Tata Letak Fasilitas
Menurut Apple (1990, p3), perancangan tata letak fasilitas
berperan penting sebagai berikut :
|
|
21
1) Suatu perencanaan aliran barang yang efisien merupakan prasyarat
untuk mendapatkan produksi yang ekonomis.
2) Pola aliran barang
yang
merupakan
dasar
bagi perencanaan
fasilitas fisik yang efektif.
3)
Perpindahan barang
merubah
pola
aliran
statis
menjadi
suatu
kenyataan
yang
dinamis,
menunjukkan cara
bagaimana
suatu
barang dipindahkan.
4)
Susunan
fasilitas yang
efektif
disekitar pola
aliran
barang
dapat
menghasilkan pelaksanaan
yang
efisien
dapat
meminimumkan
biaya produksi.
5) Biaya
produksi
minimum
dapat
memberikan
keuntungan
maksimum.
2.1.3
Tujuan Perencanaan dan Pengaturan Tata Letak Fasilitas
Menurut Sritomo (1992,
p53),
secara
garis besar tujuan
utama
dari
tata
letak
pabrik
ialah
mengatur area
kerja
dan segala
fasilitas
produksi
yang
paling
ekonomis untuk
operasi
produksi,
aman,
dan
nyaman sehingga akan dapat digunakan untuk menaikkan moral kerja
dan performansi kerja dari operator. Lebih spesifik lagi suatu tata letak
yang baik akan
memberikan
beberapa
keuntungan-keuntungan dalam
sistem produksi, yaitu antara lain sebagai berikut :
|
|
22
1) Menaikkan Output Produksi.
Biasanya tata
letak yang baik akan memberikan keluaran
(output)
yang lebih besar dengan ongkos yang sama atau lebih sedikit, man
hour yang lebih kecil, dan mengurangi jam kerja mesin.
2) Mengurangi Waktu Tunggu (Delay).
Mengatur keseimbangan antara waktu
untuk operasi produksi dan
beban
dari
masing-masing
departemen
atau
mesin
sehingga
akan
mengurangi delay yang berlebihan.
3) Mengurangi Proses Pemindahan Bahan (Material Handling).
Tata letak yang baik akan lebih menekankan untuk meminimalkan
aktivitas-aktivitas pemindahan
bahan
pada
saat
proses
produksi
berlangsung. Hal
ini
akan
mendapatkan penghematan akan
biaya
perpindahan
bahan,
pendayagunaan yang
lebih
baik
akan
pemakaian mesin, tenaga kerja atau fasilitas produksi,
mengurangi
work
in
process,
menyingkatkan
proses
manufaktur,
mengurangi
kemacetan dan lainnya.
2.1.4
Masalah Dalam Perancangan Fasilitas
Menurut
Apple
(1990,
p16),
terdapat
beberapa
permasalahan
dalam perancangan fasilitas yaitu :
|
|
23
1)
Perubahan rancangan.
Seiring dengan perubahan rancangan produk maka akan menuntut
perubahan proses
atau
operasi
yang
diperlukan. Sehingga
hal
ini
memerlukan perancangan ulang tata letak.
2)
Perluasan departemen.
Penambahan produksi
suatu
komponen
produk
tertentu
akan
memerlukan perubahan dalam tata letak.
3)
Pengurangan departemen.
Kondisi ini terjadi apabila terjadi suatu kondisi penurunan jumlah
produksi secara drastis dan menetap.
4)
Penambahan produk baru.
Dalam
hal
ini
terjadi
penambahan produk
baru
yang
berbeda
dengan produk
yang
sedang diproduksi.
Sehingga terjadi kondisi
kemungkinan penambahan
mesin
baru
sehingga
memerlukan
penyusunan ulang fasilitas.
5)
Memindahkan satu departemen.
Memindahkan suatu
departemen
ke
lokasi
baru
memerlukan
penataletakkan ulang pada wilayah baru.
6)
Peremajaan peralatan yang rusak.
Persoalan
ini
akan
menuntut
pemindahan peralatan
yang
berdekatan untuk mendapatkan tambahan ruang.
|
 25
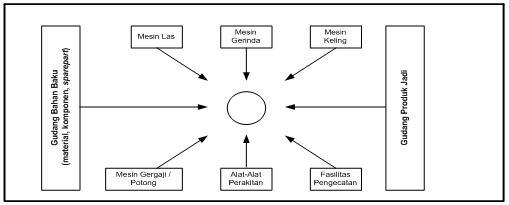
2. Tata Letak Fasilitas Berdasarkan Lokasi Material Tetap (fix material
location product layout atau fix position layout).
Merupakan metode pengaturan suatu fasilitas produksi seperti mesin,
manusia, dan komponen lainnya yang bergerak menuju komponen produk
utama yang berada pada posisi tetap. Biasanya tata letak ini digunakan
untuk kegiatan produksi yang menghasilkan produk - produk dengan skala
ukuran
yang besar seperti pesawat
terbang, kapal laut, dan lainnya. Tata
letak tipe ini dapat ditunjukkan dalam
contoh berikut
:
Gambar 2.2 Tata Letak Fix Position Layout
3. Tata Letak Fasilitas Berdasarkan
Kelompok Produk (product family
product layout atau group technology layout).
Merupakan tata letak yang didasarkan pada pengelompokan produk atau
komponen
yang
akan
dibuat.
Dalam
hal
ini
pengelompokan
tidak
|
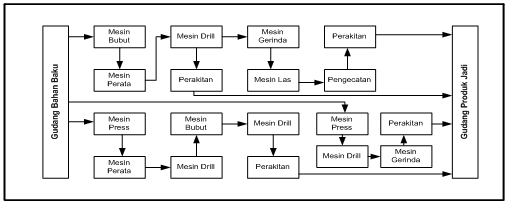 26
didasarkan
pada
kesamaan
jenis produk
akhir,
tetapi
dikelompokkan
berdasarkan langkah pemprosesan, bentuk, mesin, atau peralatan yang
dipakai.
Tata letak
tipe
ini dapat ditunjukkan dalam contoh berikut
:
Gambar 2.3 Tata Letak Group Technology Layout
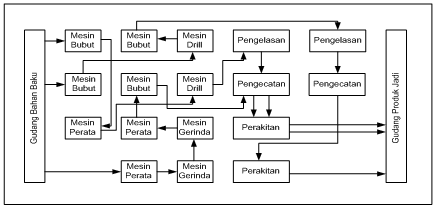
4. Tata Letak Fasilitas Berdasarkan Fungsi atau Macam Proses
(functional atau process layout).
Merupakan metode pengaturan dan penempatan segala mesin dan
peralatan
produksi
yang
memiliki
tipe
/
jenis
sama
kedalam satu
departemen. Jadi mesin dikelompokkan sesuai dengan kesamaan proses
atau
fungsi kerjanya. Tata letak ini cocok
untuk produksi produk dengan
variasi produknya tinggi dan volume produksinya
rendah.
Tata
letak tipe
ini dapat ditunjukkan dalam contoh berikut :
|
 27
Gambar 2.4 Tata Letak Process Layout
2.3
Pola Aliran Pemindahan Bahan Proses Produksi
Menurut
Sritomo
(1992,
p120-123), terdapat
lima
pola aliran
bahan
dalam proses produksi yang mana dibedakan sebagai berikut yaitu :
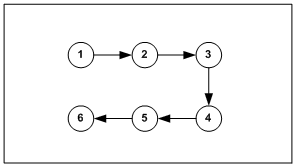
1. Straight Line.
Pola
aliran berdasarkan
garis
lurus
atau
straight
line umum dipakai
bilamana proses produksinya berlangsung singkat, relatif sederhana, dan
umumnya terdiri dar beberapa komponen-komponen atau beberapa
macam perlengkapan produksi. Pola aliran bahan berdasarkan garis
lurus
ini akan memberikan :
• Jarak yang terpendek antara dua titik.
•
Proses atau aktivitas produksi berlangsung sepanjang garis lurus yaitu
dari mesin nomor satu sampai ke mesin yang terakhir.
|
 28
•
Jarak
perpindahan
bahan
(handling
distance)
secara
total
akan
kecil
karena jarak antara masing-masing mesin adalah yang sependek-
pendeknya.
Gambar 2.5 Pola Aliran Bahan Straight Line
2. Serpertine atau zig zag (S-shaped).
Pola
aliran berdasarkan
garis-garis
patah
ini
sangat
baik
ditetapkan
bilamana aliran proses produksi lebih panjang dibandingkan dengan luas
area yang tersedia. Untuk itu aliran bahan
dibelokkan
untuk
menambah
panjangnya garis aliran yang ada dan secara ekonomis akan dapat
mengatasi
segala
keterbatasan
dari
area,
bentuk,
dan
ukuran
dari
bangunan pabrik yang ada.
Gambar 2.6 Pola Aliran Bahan S-Shaped
|
 29
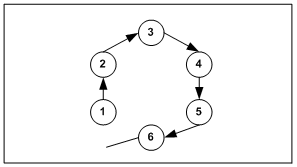
3. U-shaped.
Pola aliran ini digunakan bilamana dikehendaki bahwa akhir dari proses
produksi
akan
berada
pada
lokasi yang
sama
dengan
awal
proses
produksinya.
Hal
ini
jelas
akan
memudahkan pemanfaatan fasilitas
transportasi dan juga memudahkan pengawasan untuk keluar dan masuk
material.
Gambar 2.7 Pola Aliran Bahan U-Shaped
4. Circular.
Pola aliran berbentuk lingkaran (circular) sangat baik digunakan bilamana
dikehendaki untuk mengembalikan material atau produk pada titik awal
aliran produksi berlangsung. Hal ini juga baik dipakai apabila departemen
penerimaan dan pengiriman material atau produk jadi direncanakan untuk
berada pada lokasi yang sama pabrik yang bersangkutan.
|
 30
Gambar 2.8 Pola Aliran Bahan Circular
5. Odd-angle.
Pola
aliran berdasarkan odd-angle ini tidaklah begitu dikenal
dibandingkan
dengan pola-pola aliran
yang
lainnya.
Pada
dasarnya pola
ini sangat umum dan baik digunakan untuk kondisi-kondisi seperti :
•
Bilamana tujuan utamanya adalah untuk memperoleh garis aliran yang
pendek diantara suatu kelompok kerja dari area yang saling berkaitan.
• Bilamana proses handling dilaksanakan secara mekanis.
•
Bilamana keterbatasan ruangan menyebabkan pola aliran lain terpaksa
tidak diterapkan.
•
Bilamana dikehendaki adanya pola aliran yang tetap dari fasilitas-
fasilitas produksi yang ada.
|
 31
Gambar 2.9 Pola Aliran Bahan Odd-angle
2.4
Peta Kerja
2.4.1
Definisi Peta Kerja
Menurut Sutalaksana (1979, p15), peta kerja merupakan salah
satu
alat
yang
sistematis dan jelas
untuk
berkomunikasi
secara
luas
dan
sekaligus
melalui
peta
-
peta kerja
ini
kita
bisa
mendapatkan
informasi -
informasi yang dibutuhkan untuk memperbaiki metode
kerja.
2.4.2
Lambang - Lambang Dalam Peta Kerja
Menurut Sutalaksana (1979, p15-18), terdapat empat macam
lambang
yang digunakan untuk pembuatan suatu peta kerja yaitu
sebagai berikut :
a.
merupakan lambang operasi dimana biasanya suatu
kegiatan operasi terjadi apabila benda kerja mengalami perubahan
|
 32
sifat, baik fisik maupun kimiawi. Operasi merupakan kegiatan
yang paling banyak terjadi dalam suatu proses.
b.
merupakan
lambang
pemeriksaan
dimana
suatu
kegiatan
pemeriksaan terjadi
apabila benda kerja atau peralatan
mengalami
pemeriksaan baik dari segi kualitas maupun kuantitas.
c.
merupakan
lambang tranportasi dimana suatu kegiatan
transportasi terjadi apabila benda kerja, pekerja, atau perlengkapan
mengalami perpindahan tempat yang bukan merupakan bagian dari
suatu operasi.
d.
merupakan
lambang penyimpanan
dimana suatu kegiatan
penyimpanan terjadi
apabila
benda
kerja
disimpan
untuk
jangka
waktu yang cukup lama (penyimpanan permanen).
2.4.3
Macam - Macam Peta Kerja
Menurut Sutalaksana (1979, p19-50), pada dasarnya peta kerja
yang
ada
sekarang ini
dapat
dibagi
menjadi
dua
kelompok besar
berdasarkan kegiatannya yaitu :
|
|
33
1) Peta Kerja Untuk Menganalisa Kegiatan Kerja Keseluruhan
•
Peta Proses Operasi
Merupakan suatu diagram yang menggambarkan langkah -
langkah proses yang akan dialami bahan baku mengenai urutan
-
urutan
operasi
dan
pemeriksaan. Dalam
peta
proses operasi
terdapat beberapa informasi yang diperlukan untuk analisa
lebih
lanjut
seperti
waktu
yang
dihabiskan, material
yang
digunakan, dan
tempat
atau
alat
atau
mesin
yang
digunakan.
Biasanya
peta
proses
operasi
digunakan untuk
mengetahui
kebutuhan
mesin,
memperkirakan kebutuhan
bahan
baku,
melakukan
perbaikan
cara
kerja,
dan
menentukan tata
letak
pabrik.
•
Peta Aliran Proses
Merupakan suatu diagram yang
menunjukkan urutan - urutan
dari
operasi,
pemeriksaan, transportasi,
menunggu,
dan
penyimpanan yang
terjadi
selama
satu
proses
atau
prosedur
berlangsung.
•
Peta Proses Kelompok Kerja
Merupakan
hasil pengembangan dari suatu peta aliran proses
dimana digunakan dalam suatu
tempat
kerja
yang
untuk
|
|
34
mengerjakannya memerlukan
kerja
sama
yang
baik
dari
sekelompok pekerja.
•
Diagram Alir
Merupakan suatu peta yang memuat informasi - informasi
relatif
lengkap sehubungan dengan proses dalam suatu pabrik
atau kantor.
2) Peta Kerja Untuk Menganalisa Kegiatan Kerja Setempat
•
Peta Pekerja dan Mesin
Merupakan
suatu
grafik
yang
menggambarkan koordinasi
antara
waktu
kerja
operator dan
waktu
operasi
mesin
yang
ditanganinya. Biasa
digunakan
untuk
mengurangi
waktu
menganggur.
•
Peta Tangan Kiri dan Tangan Kanan
Merupakan suatu peta kerja yang
menggambarkan semua
gerakan -
gerakan
saat
bekerja dan
waktu
menganggur yang
dilakukan tangan kiri dan tangan kanan pekerja.
2.5
Pengukuran Kerja
2.5.1
Definisi Pengukuran Kerja dan Pembagian Pengukuran Kerja
Menurut
Sritomo
(1995,
p169-170)
Pengukuran
kerja
merupakan bagian dari penelitian cara kerja. Pengukuran kerja adalah
|
|
35
pengukuran kerja dilihat dari waktu kerja pada saat operator
melakukan
kerja.
Pengukuran kerja
merupakan
metode
penetapan
keseimbangan
antara kegiatan
dengan
manusia
yang
dikontribusikan
dengan output yang akan dihasilkan. Pengukuran kerja dibagi menjadi
dua yaitu :
1) Pengukuran kerja langsung
Pengukuran
kerja
langsung
adalah
pengukuran
waktu
kerja
yang
dilakukan secara langsung di tempat dimana pekerjaan diukur dan
dijalankan.
Cara
pengukurannya
dilakukan
dengan
menggunakan
alat bantuan seperti jam henti (stopwatch) dan sampling kerja.
2) Pengukuran kerja tidak langsung
Pengukuran tidak
langsung
adalah pengukuran kerja dengan cara
dihitung dengan
metode standar data /
formula, pengukuran kerja
dengan
analisa
regresi,
penetapan
waktu
baku
dengan
data
gerakan. Atau dengan kata
lain si pengamat tidak
harus berada di
tempat pengukuran kerja.
2.5.2
Waktu Baku
Menurut Sritomo
(1995,
p170),
Waktu
baku
didefinisikan
sebagai
waktu
yang
dibutuhkan
oleh seorang
pekerja
yang
memiliki
tingkat
keahlian
rata-rata
untuk
menyelesaikan suatu
pekerjaan.
Kegunaan dari waktu baku adalah :
|
|
36
•
Untuk membuat penjadwalan kerja mengenai seberapa lama suatu
pekerjaan berlangsung.
•
Untuk merencanakan berapa banyak output yang dapat dihasilkan.
•
Untuk mengetahui seberapa banyak tenaga kerja yang dibutuhkan
untuk menyelesaikan pekerjaan tersebut.
Beberapa faktor yang mempengaruhi dalam perhitungan untuk
menentukan waktu baku adalah :
1. Faktor penyesuaian
Faktor penyesuaian diberikan berkenaan dengan tingkat kecepatan
kerja
yang
dilakukan
pekerja
dalam
melakukan pekerjaannya
terkadang
dalam
melakukan
kerja
terdapat
ketidakwajaran yang
dilakukan
seperti bekerja sangat
cepat
seolah diburu
waktu,
bekerja
tanpa
kesungguhan,
atau
kesulitan kerja akibat
pengaruh
kondisi
ruangan
kerja
yang
buruk.
Cara
menentukan faktor
penyesuaian adalah cara shumard, cara westinghouse, cara bedaux,
dan cara objektif
2. Faktor kelonggaran
Faktor kelonggaran diberikan berkenaan dengan adanya sejumlah
kebutuhan pekerja
diluar
kerja
yang
terjadi
selama
pekerjaan
berlangsung seperti kebutuhan pribadi,
hambatan kerja yang tidak
dapat dihilangkan, dan kebutuhan untuk melepas lelah.
|
 37
?
2
2
?
?
Menurut
Sutalaksana
(1979, p140 - 154), Rumus yang
digunakan dalam perhitungan waktu baku adalah :
Waktu
Normal
=
Waktu
Siklus
Rata
-
rata
×
(1
+
P)
Waktu
Baku
=
Waktu
Normal
×
100%
100% -
A%
, dimana :
P = Faktor Penyesuaian
A = Persentase Faktor Kelonggaran
2.6
Uji Kecukupan Data
Menurut Ralph
M.
Barnes
(1983
p273
-
274),
dalam melakukan
observasi
dan pengumpulan
data
hendaknya
melakukan
evaluasi
terhadap
error dari data
yang dikumpulkan. Untuk itu
perlu
untuk
diketahui
nilai
N’,
yaitu
jumlah
observasi
yang
dibutuhkan
untuk
memprediksikan
kebenaran
data pada
tingkat ketelitian
dan
tingkat
kepercayaan
yang sudah
ditentukan.
Berikut adalah rumus N’ dengan 95 persen tingkat kepercayaan dan 5 persen
tingkat ketelitian :
?
40
N =
' =
?
?
?
N
?
X
²
-
(
?
X
)
?
?
X
?
?
, Dimana :
•
N’ = Jumlah observasi yang diperlukan untuk tingkat kepercayaan 95 %
dan tingkat ketelitian 5 %.
•
N = Jumlah observasi awal yang dilakukan.
|
|
38
•
40 = Konstanta tingkat ketelitian (5% = 40, 10% = 20).
•
X = Data waktu yang dikumpulkan.
Menurut Sutalaksana
(1979,
p135),
tingkat ketelitian dan
tingkat
kepercayaan adalah
pencerminan tingkat
kepastian
yang
diinginkan
oleh
pengukur
setelah
memutuskan tidak
melakukan
pengkuran
yang
sangat
banyak.
Tingkat
ketelitian
menunjukkan
penyimpangan maksimum
hasil
pengukuran dari
waktu
penyelesaian sebenarnya. Sedangkan
tingkat
kepercayaan
menujukkan besarnya
kepercayaan pengukur bahwa
hasil
yang
diperoleh memenuhi syarat ketelitian yang ada.
2.7
Perhitungan Jumlah Mesin
Untuk menghitung jumlah mesin dilakukan perhitungan jumlah mesin
teoritis
dari routing
sheet
dan
menghitung jumlah
mesin
sebenarnya dengan
tabel jumlah mesin total. Berikut adalah langkah - langkah dalam perhitungan
kebutuhan jumlah mesin :
2.7.1 Lembar Pengurutan Produksi (Routing Sheet)
Lembar
pengurutan produksi
(routing
sheet)
adalah
tabulasi
langkah
-
langkah
yang
dicakup
dalam
memproduksi komponen
-
komponen tertentu
dan
perincian
untuk
hal
-
hal
yang
berkaitan.
Lembar pengurutan produksi berguna untuk menentukan bahan baku
|
|
39
yang
harus
disiapkan
dan
jumlah
mesin
teoritis
yang
tersedia pada
kapasitas produksi tertentu.
Menurut
Apple (1990,
p89-92),
berikut adalah
langkah -
langkah pembuatan routing sheet :
1) Tentukan jumlah produk per satuan waktu yang ingin dicapai dan
jumlah jam kerja dalam satuan waktu tersebut. Tentukan pula
waktu baku dan waktu setup mesin untuk tiap operasi.
Kapasitas
Alat Teoritis / hari
=
Jam
Kerja Tiap
Hari
-
Waktu
Setup
Me sin Tiap
Hari
Waktu
Baku
Pr oses
2) Kemudian
hitung jumlah
unit
yang
diharapkan
dan
jumlah
unit
yang disiapkan.
•
Jumlah
unit yang diharapkan merupakan jumlah produk
yang
ingin
dicapai
pada
operasi
ke-n
didapatkan dari
jumlah
unit
yang disiapkan pada operasi berikutnya atau operasi ke- (n+1).
Sedangkan untuk proses operasi yang terakhir jumlah unit yang
diharapkan diperoleh dari
target
produksi
yang
ingin
dicapai.
Perlu diperhatikan untuk komponen - komponen
yang dengan
jumlah pieces lebih dari satu, maka jumlah unit yang
diharapkan
diperoleh
dari mengalikannya
dengan jumlah
pieces yang diperlukan.
|
 40
•
Persentase skrap, merupakan persentase dari barang yang cacat
karena kegagalan proses dan tidak dapat digunakan lagi, bukan
sisa bahan yang tidak dipakai.
•
Jumlah
unit
yang
disiapkan
nilainya
akan
selalu
sama
atau
lebih besar dari nilai skrap untuk produksi yang bersangkutan.
Jumlah
unit
yang
disiapkan
=
Jumlah unit
yang
diharapkan
1
-
persentase
skrap
3) Setelah itu kemudian dilakukan perhitungan akan kapasitas dengan
efisiensi
Efisiensi yang digunakan adalah efisiensi pabrik (efisiensi rata-rata
dari
semua
departemen dalam
pabrik),
bukan
efisien
per
departemen, karena efisiensi pabrik tidak 100 % maka berarti
kapasitas yang dicapai akan lebih kecil dari kapasitas teoritis.
Kapasitas dengan efisiensi
=
jumlah unit
yang
disiapkan
efisiensi
pabrik
Cara yang paling sederhana untuk menghitung efisiensi adalah
dengan
mengukur
output
kerja
dan
kemudian
efisiensi
dihitung
berdasarkan rumus berikut :
Efisiensi =
Output yang dihasilkan (Actual Output)
Output Baku (S tan dard Output)
4) Terakhir dilakukan perhitungan
akan jumlah
mesin
teoritis yang
dibutuhkan untuk memenuhi kapasitas produksi tersebut.
|
|
41
Berikut adalah rumus
yang digunakan dalam perhitungan jumlah
mesin teoritis :
Jumlah
me sin
teoritis
=
produk
dengan
efisiensi
kapasitas
me sin
teoritis ×
reliabilit as
me sin
2.7.2
Perhitungan Jumlah Mesin Yang Dibutuhkan
Menurut Apple (1990, p92), perhitungan ini diperoleh dari peta
proses produk dari tiap jenis
mesin
yang sama pada
masing -
masing
tipe.
Perhitungan jumlah
mesin
sebenarnya
digunakan
untuk
menghitung jumlah
mesin
yang
diperlukan
dalam
proses
produksi.
Berikut adalah ketentuan perhitungan jumlah mesin yang dibutuhkan :
•
Pembulatan keatas jika angka dibelakang koma dibagi dengan
angka
didepan
koma
jika
lebih
besar
dari
0.1,
maka
dilakukan
pembulatan keatas.
•
Pembulatan kebawah jika angka dibelakang koma dibagi dengan
angka
didepan
koma
jika
lebih
kecil
dari
0.1, maka
dilakukan
pembulatan kebawah.
•
Jika jumlah
mesin
teoritis
lebih
kecil
dari
satu
maka dibulatkan
menjadi 1.
|
|
42
2.8
Usulan Luas Lantai Produksi
Usulan luas
lantai produksi
ini berguna dalam
memperkirakan alokasi ruang
yang dibutuhkan dalam menempatkan berbagai fasilitas yang digunakan pada
lantai produksi.
Langkah - langkah perhitungan luas lantai produksi :
Definisikan jumlah dan
ukuran
peralatan
yang dibutuhkan pada
setiap
sub
kelompok
mesin,
seperti
jumlah
mesin,
mesin,
kursi
operator, tempat input,
dan tempat output.
1)
Tentukan panjang
dan
lebar
sub
kelompok
mesin
(sub
kelompok
mesin
adalah
satu
paket
mesin
dan
peralatan
lainnya
seperti
operator, mesin,
tempat input, dan tempat output).
•
Panjang sub kelompok
mesin diperoleh dari
sisi terpanjang sub
kelompok mesin ditambah panjang tempat input dan tempat output.
•
Lebar sub
kelompok
mesin
diperoleh
dari
sisi
lebar
sub
kelompok
mesin ditambah kursi
operator, kelonggaran operator dengan
mesin,
dan kelonggaran antar mesin.
2)
Hitung luas kelompok mesin tanpa gang
Merupakan hasil perkalian panjang dan
lebar sub kelompok
mesin
yang
dikalikan lagi dengan jumlah sub kelompok mesin.
3)
Hitung luas allowance gang
|
|
43
Merupakan hasil perhitungan dan pengukuran dari
luas allowance
gang
sebenarnya pada gambar.
4)
Hitung luas kelompok mesin + gang
Luas kelompok mesin + gang didapatkan
dari penjumlahan
dari luas
kelompok mesin tanpa gang dengan luas allowance gang.
2.9
Material Handling Planning Sheet (MHPS)
Menurut Sritomo (1992, p162), material handling dapat didefinisikan
sebagai
suatu
seni
dan
ilmu
yang
meliputi
penanganan (handling),
pembungkusan
/
pengepakan (packing),
penyimpanan (storing),
sekaligus
pengendalian /
pengawasan
(controlling)
dari
bahan
atau
material
dengan
segala
bentuknya. Sedangkan Material
Handling
Planning
Sheet
(MHPS)
adalah tabel
yang digunakan untuk
menghitung besarnya biaya dari tiap-tiap
penanganan atau
perpindahan
bahan
atau
material
berdasarkan
peralatan
material
handling
yang
digunakan.
Kemudian
jarak
perpindahan material
didapatkan
dengan
menggunakan data
luas
tiap
kelompok
mesin
pada
perhitungan luas lantai produksi teortis.
Menurut
Apple
(1992,
p378),
dalam
pemindahan barang
dilakukan
dengan tujuan sebagai berikut :
1)
Menaikkan kapasitas produksi
2)
Memperbaiki kondisi kerja
3)
Memperbaiki pelayanan pada pelanggan
|
|
44
4)
Meningkatkan pemanfaat ruang dan peralatan
5)
Mengurangi biaya perpindahan yang harus dikeluarkan
Menurut Sritomo (1990, p382), dalam melakukan pemindahan bahan
sebaiknya menggunakan berbagai prinsip di bawah ini :
1)
Semua kegiatan pemindahan bahan harus direncanakan.
2)
Merencanakan
urutan
operasi
dan
susunan
peralatan
untuk
mengoptimalkan aliran barang.
3)
Kurangi, gabung, atau hilangkan pemindahan yang tidak perlu.
4)
Memanfaatkan
gravitasi
dalam
memindahkan
barang
dan
volume
bangunan semaksimal mungkin.
5)
Tingkatkan jumlah, ukuran, berat barang yang dipindahkan, dan lainnya.
Berikut data-data yang digunakan dalam perhitungan MHPS yaitu :
1)
Hourly fuel power & maintenance cost, merupakan biaya bahan bakar per
jam dan biaya perawatan peralatan.
2)
Hour labor cost, merupakan upah operator per hari.
3)
Material
handling
unit
load
capacity,
merupakan
kapasitas
angkut
maksimal dari material handling yang digunakan.
4)
Material
handling
equipment
depretiation
cost,
merupakan
biaya
depresiasi peralatan material handling per satuan waktu tertentu.
5)
Quantity,
merupakan
jumlah
peralatan
material
handling
yang
dibutuhkan.
|
|
45
Berikut adalah rumus yang digunakan dalam perhitungan MHPS yaitu :
1)
Luas Asal, merupakan hasil perhitungan luas lantai produksi teoritis untuk
kelompok mesin asal.
2)
Luas
Tujuan,
merupakan
hasil
perhitungan
luas
lantai produksi
teoritis
untuk kelompok mesin tujuan.
3)
Jarak (distance),
merupakan jarak perpindahan material yang didapatkan
dengan menggunakan rumus :
Jarak
=
0.5
×
(
Luas
Area
Asal
+
Luas
Area Tujuan
)
4)
Jenis Material Handling yang digunakan, merupakan hasil pembandingan
dari material handling yang
ada dimana
suatu material handling
digunakan apabila biayanya secara keseluruhan lebih rendah dibandingkan
material handling lainnya.
5)
Jumlah
yang
harus
dipindahkan didapatkan dari
jumlah
yang
diharapkan
pada mesin asal.
6)
Kapasitas
pengangkutan (unit
load),
merupakan
jumlah
maksimum
unit
yang dapat dibawa dalam satu kali perpindahan material.
7)
Frekuensi per
hari,
merupakan jumlah penggunaan material handling per
hari
dimana
didapatkan dengan
membagi
jumlah
unit
yang
disiapkan
dengan kapasitas pengangkutan (roundup nol desimal)
|
|
46
8)
Faktor biaya, dalam perhitungan ini digunakan dua faktor biaya yaitu :
•
Biaya perpindahan tiap meter didapatkan dari mengkalikan jarak
(distance) dengan
lamanya
waktu perpindahan
kemudian
dikalikan
dengan biaya tenaga kerja per satuan waktu yang dikeluarkan.
•
Biaya depresiasi peralatan material handling.
9)
Total material handling cost
Total
biaya
material
handling
didapatkan dari
total
dari
faktor
biaya
dikalikan
dengan
jarak
perpindahan kemudian
dikalikan
lagi
dengan
frekuensi per hari akan penggunaan material handling tersebut.
2.10
From To Chart (FTC)
Menurut Sritomo (1992, p142), from to chart atau trip frequency chart
atau
travel
chart
merupakan
salah
satu
teknik
konvensional yang
umum
digunakan untuk perencanaan tata
letak pabrik dan pemindahan bahan dalam
suatu proses produksi. Pada dasarnya from to chart merupakan adaptasi dari
”mileage chart” yang umum dijumpai pada suatu peta perjalanan (road map),
angka
-
angka
yang
terdapat
dalam
suatu
from
to
chart
akan menunjukkan
total dari berat beban yang harus dipindahkan, jarak perpindahan, volume atau
kombinasi dari faktor - faktor ini.
|
 47
2.10.1 From To Chart (FTC) Biaya
From to
chart
biaya biasanya diisi dengan biaya
total dari
Material
Handling Planning Sheet untuk tiap-tiap perpindahan yang terjadi.
2.10.2 From To Chart (FTC) Inflow dan Outflow
From to chart inflow dan outflow dibuat didasarkan hasil perhitungan
from
to
chart
biaya
dimana
digunakan
rumus
perhitungan sebagai
berikut :
1) Perhitungan from to chart inflow
FTC
Inflow
=
Nilai
pada sel
matriks
yang
terisi ( FTC
Biaya)
Total
kolom dim ana sel
tersebut berada
2) Perhitungan from to chart outflow
FTC
Outflow
=
Nilai
pada sel matriks
yang terisi ( FTC
Biaya)
Total baris dim ana
msn tersebut
menjadi msn tujuan
2.11
Skala Prioritas
Skala prioritas menunjukkan hubungan antar mesin dan gudang adalah
skala
yang
menunjukkan derajat
kepentingan
antar
mesin-mesin
produksi
maupun
antar
mesin dan
gudang. Ada dua
macam skala prioritas
yaitu skala
prioritas inflow (dibuat berdasarkan inflow) dan skala prioritas outflow (dibuat
berdasarkan outflow).
|
|
48
Menurut
Apple
(1990,
225)
untuk
membantu dalam
menentukan
kegiatan
yang
harus
diletakkan pada
satu
tempat
maka
digunakan derajat
kedekatan sebagai berikut :
A
=
Mutlak perlu kegiatan tersebut berdampingan satu sama lain
E
=
Sangat Penting kegiatan tersebut berdekatan
I
=
Penting kegiatan tersebut berdekatan
O
=
Biasa (kedekatannya), dimana saja tidak ada masalah
U
=
Tidak Perlu adanya keterkaitan geografis apapun
Pengisian derajat
kedekatan pada
tabel
skala
prioritas
berdasarkan
angka-angka atau koefisien dari FTC Inflow dan FTC Outflow dengan range
nilai untuk masing-masing derajat kedekatan.
Pengisian derajat
kedekatan pada
tabel
skala
prioritas
berdasarkan
angka
-
angka atau
koefisien
dari FTC
Inflow dan
FTC Outflow yang
telah
diurutkan
berdasarkan range
yang
sudah
ditentukan. Kemudian
dikelompokkan untuk masuk ke dalam hubungan A, E, I, O, U.
Dalam
menentukan hubungan,
perlu
ditentukan
range
nilai
untuk
menentukan frekuensi
untuk hubungan A sampai U. Dalam perhitungan saat
ini range yang digunakan adalah metode kuadratis.
|
|
49
2.12
Activity Relationship
Menurut Tompkins (1996,
p79), activity
relationship
menyediakan beberapa
pertimbangan
dalam
proses
perencanaan
fasilitas.
Berikut beberapa
primary
relationship yang menjadi pertimbangan :
•
Organizational relationship
•
Flow relationship (aliran material, orang, peralatan, informasi, dan uang)
•
Control relationship (centralized dan decentralized material control, shop
floor control, level automation)
•
Environmental relationship (pertimbangan keselamatan, temperatur,
kebisingan, kepadatan, debu)
2.12.1 Activity Relationship Chart (ARC)
Menurut
Apple (1990,
p226
-
227), peta
keterkaitan
kegiatan
adalah
teknik
ideal
untuk
merencanakan keterkaitan
antara
setiap
kelompok kegiatan yang saling berkaitan.
Kegunaan
dari
peta keterkaitan
(Activity Relationship
Chart)
yaitu sebagai berikut :
•
Penyusunan urutan pendahuluan bagi satu peta dari-ke
•
Lokasi nisbi dari pusat kerja atau departemen dalam satu kantor
•
Lokasi kegiatan dalam satu usaha pelayanan
•
Lokasi pusat kerja dalam operasi perawatan atau perbaikan
|
|
50
•
Menunjukkan hubungan satu kegiatan dengan
yang
lainnya serta
alasannya
•
Memperoleh satu landasan bagi penyusunan daerah selanjutnya
Biasanya dalam peta keterkaitan digunakan huruf-huruf A, E, I,
O, U yang menunjukkan derajat hubungan kedekatan antara tiap
lokasi. Berikut adalah penjelasan dari sandi tersebut :
A ? Merah ? Mutlak Perlu
E
?
Jingga ? Sangat Penting
I ? Hijau ? Penting
O ? Biru ? Kedekatan Biasa
U ? Tak Berwarna ? Tidak Perlu
X ? Coklat ? Tak Diharapkan
Untuk
lebih
jelasnya
mengenai
peta
keterkaitan kegiatan
(activity
relationship chart)
akan dilampirkan dalam lampiran 3
pada
daftar lampiran.
2.12.2 Activity Relationship Diagramming (ARD)
Menurut Apple
(1990,
p229-231),
diagram keterkaitan
kegiatan (activity
relationship
diagram)
dibuat
menggunakan
informasi dari peta
keterkaitan
kegiatan (activity
relationship
chart)
yang digunakan
menjadi dasar perencanaan keterkaitan antara
pola
|
|
51
aliran
barang
dan
lokasi
kegiatan
pelayanan
dihubungkan dengan
kegiatan produksi.
Diagram keterkaitan kegiatan
merupakan diagram
balok
yang
menunjukkan pendekatan
keterkaitan
kegiatan
sebagai
suatu
model kegiatan tunggal. Untuk
lebih
jelas
mengenai diagram
keterkaitan kegiatan (activity relationship diagram) akan dilampirkan
dalam lampiran 4 pada daftar lampiran
2.13 Area allocation Diagram (AAD)
Pembuatan AAD (Activity Relationship Diagram) bertujuan untuk :
1. Merancang ruang produksi
yang efisien dalam
satu kesatuan
yang
terpadu.
2. Mengatur peletakan stasiun kerja yang efisien dalam lantai produksi
dengan memperhatikan hubungan kedekatan yang telah ditentukan dalam
ARD.
3. Menunjukkan keterkaitan antar suatu fasilitas lainnya beserta alasannya
AAD merupakan alat bantu yang paling dekat dengan tata letak pabrik
sebenarnya, yang
nantinya akan
memuat
fasilitas-fasilitas yang
ada.
Adapun
keuntungan dari ADD adalah :
1. Pembagian wilayah kegiatan yang sistematis.
2. Memudahkan proses tata letak.
3. Meminimumkan ruang yang tidak terpakai.
|
|
52
4. Menterjemahkan perkiraan area ke dalam suatu pengaturan pendahuluan
yang dapat dilihat.
5. Memberikan perkiraan luas total yang mendekati sebenarnya.
6. Dasar untuk perencanaan selanjutnya.
|