|
BAB 2
LANDASAN TEORI
Tidak ada yang menyangkal bahwa kualitas
menjadi karakteristik
utama dalam
organisasi
atau
perusahaan agar
tetap
survive.
Ada
berbagai
berbagai
cara
untuk
mewujudkannya, di
mana salah satunya adalah
menggunakan Pengendalian Kualitas
Statistik (Statistical Quality Control). Statistical Quality Control (SQC)dan Statistical
Process
Control
(SPC),
keduanya adalah nama
metode Pengendalian Kualitas
yang
masih
menjadi perdebatan manakala dipertukarkan. Ada
yang
menyebut SPC adalah
salah
satu
bagian dari
SQC,
ada
pula
yang
menyatakan
SPCadalah
nama
lain
dari
SQC. Apapun hasil perdebatan tersebut yang jelas keduanya merupakan teknik yang
digunakan
untuk
memonitor,
mengelola,
menganalisis, dan
memperbaiki
kinerja
proses menggunakan metode-metode statistik.
2.1 Pengertian Kualitas
Karakteristik
lingkungan
dunia
usaha
saat
ini ditandai
oleh
perkembangan
yang
cepat
di
segala
bidang
yang
menuntut
kepiawaian manajemen untuk
mengantisipasi
setiap
perubahan
yang
terjadi
dalam
aktivitas
ekonomi
dunia.
Ada tiga ciri gambaran perubahan yang banyak didengungkan untuk menghadapi
lingkungan
tersebut,
yaitu
kesementaraan,
keanekaragaman, dan
kebaruan.
Kesementaraan antara
lain ditunjukkan dengan
semakin pendeknya
umur
suatu
produk yang bukan disebabkan tidak berfungsinya produk tersebut secara teknis
|
|
tetapi karena sudah ketinggalan jaman dengan adanya perkembangan teknologi,
perubahan selera
konsumen dan perubahan
corak
persaingan. Keanekaragaman
terlihat dengan semakin banyaknya jenis produk yang beredar di pasar yang tidak
terbatas pada consumer’s goods tetapi juga pada jenis teknologi yang ditawarkan.
Untuk
menjaga
konsistensi kualitas
produk
dan
jasa
yang dihasilkan
dan
sesuai dengan tuntutan kebutuhan pasar,
perlu dilakukan pengendalian kualitas
(quality
control)
atas
aktivitas
proses
yang dijalani. Dari
pengendalian kualitas
yang
berdasarkan
inspeksi
dengan
penerimaan
produk
yang
memenuhi
syarat
dan penolakan yang tidak memenuhi syarat sehingga banyak bahan, tenaga, dan
waktu
yang
terbuang, muncul pemikiran
untuk menciptakan sistem
yang
dapat
mencegah timbulnya masalah
mengenai kualitas
agar
kesalahan yang
pernah
terjadi tidak terulang lagi.
Ada banyak sekali definisi dan pengertian kualitas, yang sebenarnya definisi
atau pengertian yang satu hampir sama dengan definisi atau pengertian yang lain.
Pengertian kualitas menurut beberapa ahli yang banyak kenal antara lain :
Juran (1962) “kualitas adalah kesesuaian dengan tujuan atau manfaatnya.”
Crosby
(1982)
“kualitas adalah kesesuaian dengan kebutuhan
yang meliputi
availability, delivery, reliability, maintainability, dan cost effectiveness.”
|
|
Deming
(1982)
“
kualitas
harus
bertujuan
memenuhi
kebutuhan pelanggan
sekarang dan di masa mendatang.”
Feigenbaum
(1991) “kualitas
merupakan
keseluruhan
karakteristik
produk
dan
jasa
yang
meliputi
marketing, engineering, manufacture, dan
maintenance, dalam mana produk dan jasa tersebut dalam pemakaiannya akan
sesuai dengan kebutuhan dan harapan pelanggan.”
Scherkenbach (1991) “kualitas ditentukan oleh pelanggan; pelanggan
menginginkan produk dan jasa yang sesuai dengan kebutuhan dan harapannya
pada suatu tingkat harga tertentu yang menunjukkan nilai produk tersebut.”
Elliot (1993) “kualitas adalah sesuatu yang berbeda untuk orang yang berbeda
dan tergantung pada waktu dan tempat, atau dikatakan sesuai dengan tujuan.”
Goetch dan
Davis (1995) “kualitas adalah suatu kondisi dinamis
yang
berkaitan
dengan
produk,
pelayanan,
orang,
proses,
dan
lingkungan yang
memenuhi atau melebihi apa yang diharapkan.”
Perbendaharaan istilah ISO 8402 dan dari Standar Nasional Indonesia (SNI
19-8402-1991), kualitas adalah keseluruhan ciri dan karakteristik produk atau
jasa yang kemampuannya dapat memuaskan kebutuhan, baik yang dinyatakan
secara tegas maupun tersamar.
|
|
Istilah
kualitas
memang
tidak
terlepas
dari
manajemen kualitas
yang
mempelajari setiap area dari manajemen operasi dari perencanaan lini produk dan
fasilitas,
sampai
penjadwalan dan
memonitor
hasil.
Dalam
kenyataannya,
penyelidikan kualitas
adalah suatu penyebab umum (common
cause)
yang
alamiah untuk mempersatukan fungsi-fungsi usaha.
Selain itu,
kualitas
memerlukan suatu proses
perbaikan
yang terus
menerus
(continuous
improvement
process)
yang
dapat
diukur, baik
secara individual,
organisasi, korporasi, dan
tujuan
kinerja
nasional.
Konsep
kualitas
harus
harus
bersifat
menyeluruh,
baik
produk
maupun
prosesnya.
Kualitas produk
meliputi
bahan
baku
dan
barang
jadi, sedangkan
kualitas
proses
meliputi kualitas
segala
sesuatu
yang
berhubungan
dengan proses
produksi
perusahaan
manufaktur
dan
proses
penyediaan jasa
atau
pelayanan bagi
perusahaan jasa.
Kualitas
harus
dibangun
sejak
awal,
dari
penerimaan input
hingga
perusahaan menghasilkan
output bagi
pelanggannya. Setiap tahapan
dalam proses produksi
maupun
prose
penyediaan jasa atau pelayanan juga harus berorientasi pada kualitas tersebut. Hal
ini
disebebkan disetiap
tahapan
proses
mempunyai pelanggan.
Hal
ini
berarti
pelanggan
suatu
proses
adalah
proses
selanjutnya, dan
pemasok
suatu
proses
adalah proses sebelumnya.
|
|
2.2
Konsep Kualitas pada Industri Manufaktur
Banyak
ahli
yang
mendefinisikan kualitas
yang
secara
garis
besar
orientasinya adalah kepuasan
pelanggan
yang
merupakan
tujuan
perusahaan
atau
organisasi
yang
berorientasi pada
kualitas.
Dari
beberapa
definisi
terdahulu, dapat katakan bahwa secara garis besar, kualitas adalah
keseluruhan ciri
atau
karakteristik produk dalam tujuannya
untuk memenuhi
kebutuhan dan
harapan
pelanggan. Suatu
produk
dikatakan
berkualitas
mempunyai nilai
subjektifitas yang
tinggi
antara
satu
konsumen
dengan
konsumen lain. Hal inilah yang sering didengar sebagai dimensi kualitas yang
berbeda satu dari yang lain.
Secara
umum
dapat
dikatakan bahwa
kualitas
produk
ini
akan
dapat
diwujudkan bila orientasi seluruh kegiatan perusahaan atau organisasi tersebut
berorientasi pada
kepuasan
pelanggan
(Customer
Satisfaction).
Apabila
diutarakan
secara
rinci,
kualitas
memiliki
dua
perspektif, yaitu
perspektif
produsen dan perspektif konsumen, di
mana bila kedua hal tersebut disatukan
maka akan dapat tercapai kesesuaian antara kedua sisi tersebut yang dikenal
sebagai kesesuaian untuk digunakan oleh konsumen. Menurut Russel (1996),
hal ini dapat digambarkan seperti
dalam
gambar 2.1.
|
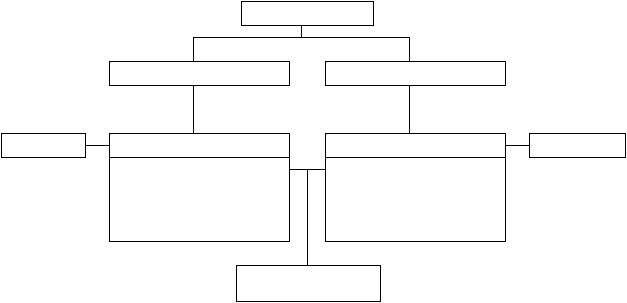 Arti Kualitas
Pandangan Produsen
Pandangan Konsumen
Produksi
Kualitas kesesuaian
•
Sesuai dengan
standar
•
Biaya
Kualitas Desain
•
Karakteristik
Kualitas
•
Harga
Pemasaran
Fitnes for
Consumer Use
Gambar 2.1 Arti
Kualitas
Apabila diperhatikan, maka kedua perspektif tersebut akan bertemu pada
satu kata
“Fitnes
for
Consumer
Use”. Kesesuaian untuk
digunakan
tersebut
merupakan kesesuaian antara
konsumen
dengan
produsen,
sehingga
dapat
membuat
suatu
standar
yang
disepakati bersama
dan
dapat
memenuhi
kebutuhan dan harapan kedua belah pihak.
Selanjutnya, ada
beberapa
dimensi
kualitas
untuk
industri
manufaktur.
Dimensi ini digunakan untuk melihat dari sisi manakah kualitas dinilai. Tentu
saja perusahaan ada yang menggunakan salah satu dari sekian banyak dimensi
kualitas yang ada, namun ada kalanya yang membatasi hanya pada salah satu
dimensi tertentu.
|
|
Yang dimaksud dimensi kualitas tersebut, telah diuraikan oleh Garvin (1996)
untuk industri manufaktur, meliputi :
•
Performance,
yaitu
kesesuaian
produk
dengan
fungsi
utama
produk
itu
sendiri atau karakteristik operasi dari suatu produk.
•
Feature, yaitu ciri khas produk
yang
membedakan dari produk
lain
yang
merupakan karakteristik pelengkap dan
mampu menimbulkan kesan yang
baik bagi pelanggan.
•
Reliability,
yaitu kepercayaan pelanggan terhadap produk kehandalannya
atau karena kemungkinan kerusakan yang rendah.
•
Conformance, yaitu kesesuaian produk dengan syarat atau ukuran tertentu
atau sejauh mana karakteristik desain dan operasi memenuhi standar yang
telah ditetapkan.
•
Durability, yaitu tingkat ketahanan/awet produk atau lama umur produk.
•
Serviceability, yaitu kemudahan produk itu bila akan diperbaiki atau
kemudahan memperoleh komponen produk tersebut.
•
Aesthetic, yaitu keindahan atau daya tarik produk tersebut.
•
Perception,
yaitu
fanatisme konsumen akan
merek suatu
produk
tertentu
karena citra atau reputasi produk itu sendiri.
|
|
Kualitas pada
industri
manufaktur selain menekankan pada
produk
yang
dihasilkan,
juga
perlu
diperhatikan kualitas
pada
proses
produksi.
Bahkan,
yang terbaik adalah apabila perhatian pada kualitas bukan pada produk akhir,
melainkan proses produksinya
atau
produk
yang
masih
ada
dalam
proses
(Work
in
Process),
sehingga bila
diketahui
ada
cacat
atau
kesalahan masih
dapat
diperbaiki. Dengan
demikian, produk
akhir
yang
dihasilkan
adalah
produk
yang bebas cacat dan tidak ada
lagi
pemborosan yang
harus dibayar
mahal karena produk tersebut harus dibuang atau dilakukan pengerjaan ulang.
2.3 Teknik-Teknik Perbaikan Kualitas
Manajemen Kualitas
seringkali
disebut
sebagai
the
problem
solving,
sehingga
manajemen kualitas
dapat
menggunakan
metodologi
dalam
problem
solving
tersebut
untuk
mengadakan
perbaikan
(Ridwan
dan
Zachary,
1993).
Ada berbagai teknik perbaikan kualitas yang dapat digunakan dalam organisasi.
Masing-masing teknik mempunyai kegunaan yang dapat berdiri sendiri maupun
saling membantu antar satu teknik dengan teknik yang lain.
|
|
2.3.1
Diagram Pareto
Diagram
Pareto
diperkenalkan oleh
seorang
ahli
yaitu
Alfredo
Pareto
(1848-1923). Diagram Pareto ini merupakan suatu gambar yang mengurutkan
klasifikasi data dari kiri ke kanan
menurut urutan rangking tertinggi
hingga
terendah.
Hal
ini
dapat
membantu
menemukan
permasalahan yang
paling
penting untuk segera diselesaikan (rangking tertinggi) sampai dengan masalah
yang
tidak
harus
segera
diselesaikan
(rangking
terendah).
Diagram
Pareto
juga dapat mengidentifikasi masalah yang paling penting yang mempengaruhi
usaha
perbaikan
kualitas
dan
memberikan petunjuk
dalam
mengalokasikan
sumber daya yang terbatas untuk menyelesaikan masalah (Mitra, 1993).
Selain
itu, Diagram Pareto juga dapat digunakan
untuk membandingkan
kondisi proses,
misalnya
ketidaksesuaian proses
sebelum
dansetelah diambil
tindakan
perbaikan terhadap
proses.
Penyusunan
Diagram Pareto
sangat
sederhana. Menurut Mitra (1993)
dan Besterfield (1998),
proses penyusunan
Diagram Pareto meliputi enam langkah, yaitu:
1. Menentukan
metode atau
arti dari
pengklasifikasian data,
misalnya
berdasarkan masalah, penyebab, jenis ketidaksesuaian dan sebagainya.
2. Menentukan satuan yang digunakan untuk membuat urutan karakteristik-
karakteristik tersebut, misalnya rupiah, frekuensi, unit, dan sebagainya.
3. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan
|
|
4. Merangkum data dan membuat rangking kategori data tersebut dari yang
terbesar hingga yang terkecil.
5.
Menghitung frekuensi
kumulatif
atau
persentase
kumulatif
yang
digunakan.
6.
Menggambar
diagram
batang,
menunjukkan tingkat
kepentingan
relatif
masing-masing masalah. Mengidentifikasi beberapa hal
yang penting
untuk mendapat perhatian.
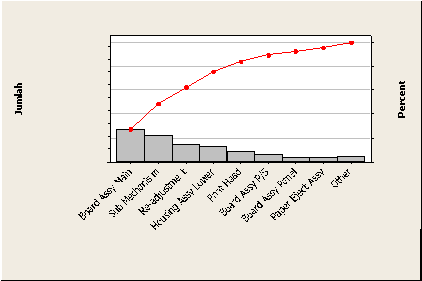
Penggunaan Program Minitab :
•
Masukkan data dan jumlah dalam tabel
•
Klik Stat
Quality Tools
Pareto Chart
•
Pilih
Chart
defect table
kemudian
klik pada
kotak Labels
in
masukkan
nama data yang akan terlihat pada kotak pojok kiri, dan pindahkan
variabel jumlah ke kotak Frequencies in.
•
Klik Ok
|
 90
80
70
60
50
40
30
20
10
0
Nama Part
Pareto Chart Model R4CB190
100
80
60
40
20
0
Jumlah
25
20
13
12
8
5
3
3
4
Percent
26.9
21.5
14.0
12.9
8.6
5.4
3.2
3.2
4.3
Cum %
26.9
48.4
62.4
75.3
83.9
89.2
92.5
95.7
100.0
Diagram 2.1 Contoh Diagram Pareto menggunakan program Minitab
2.3.2
Diagram Sebab-Akibat
Diagram sebab akibat dikembangkan oleh Dr. Kaoru Ishikawa pada tahun
1943,
sehingga
sering
disebut
dengan
diagram
Ishikawa.
Diagram sebab-
akibat menggambarkan garis dan simbol-simbol yang menunjukkan hubungan
antara
akibat
dan
penyebab suatu
masalah.
Diagram
tersebut
memang
digunakan
untuk
mengetahui akibat
dari
suatu
masalah
untuk
selanjutnya
diambil
tindakan
perbaikan. Dari
akibat
tersebut
kemudian
dicari beberapa
kemungkinan
penyebabnya. Penyebab
masalah
ini
pun
dapat
berasal
dari
berbagai sumber utama, misalnya metode kerja, bahan, pengukuran,
karyawan, lingkungan, dan seterusnya.
Selanjutnya, dari sumber-sumber utama tersebut diturunkan menjadi
beberapa sumber yang lebih kecil dan mendetail, misalnya dari metode kerja
|
|
dapat diturunkan
menjadi pelatihan, pengetahuan, kemampuan, karakteristik,
fisik,
dan
sebagainya. Untuk
mencari
berbagai
penyebab
tersebut
dapat
digunakan teknik braistorming dari seluruh personil yang terlibat dalam
proses yang sedang dianalisis.
Manfaat diagram sebab-akibat tersebut antara lain :
1. Dapat menggunakan kondisi yang
sesungguhnya
untuk
tujuan perbaikan
kualitas
produk atau
jasa,
lebih efisien
dalam
penggunaan sumber
daya,
dan dapat mengurangi biaya.
2.
Dapat
mengurangi
dan
menghilangkan kondisi
yang
menyebabkan
ketidaksesuaian produk atau dan keluhan pelanggan.
3.
Dapat
membuat
suatu
standadisasi operasi
yang
ada
maupun
yang
direncanakan.
4. Dapat
memberikan
pendidikan dan
pelatihan
bagi
karyawan dalam
kegiatan pembuatan keputusan dan melakukan tindakan perbaikan.
2.3.3
Peta Pengendali (control chart)
Peta
kendali
pertama kali
diperkenalkan oleh
Dr. Walter
Andrew
Shewhart dari Bell Telephine laboratories, Amerika Serikat, pada tahun 1942
dengan maksud untuk menghilangkan variasi tidak normal melalui pemisahan
variasi
yang disebabkan oleh penyebab khusus
(special-cause variation) dari
variasi
yang disebabkan
oleh penyebab
umum
(common-cause variation).
|
|
Pada dasarnya semua proses menampilkan variasi penyebab khusus dari
proses
itu, sehingga variasi yang melekat pada proses
hanya disebabkan oleh
variasi
penyebab
umum.
Peta-peta
kontrol
merupakan alat
ampuh
dalam
mengendalikan proses,
asalkan
penggunaannya
dipahami
secara benar.
Pada
dasarnya peta-peta kontrol dipergunakan untuk :
Menentukan apakah suatu proses berada dalam pengendalian
statistikal.
Dengan
demikian
peta-peta
kontrol
dipergunakan untuk
mencapai
suatu
keadaan
terkendali secara
statistikal, dimana
semua
nilai
rata-rata dan
range
dari
sub-sub
kelompok (subgroup)
contoh
berada
dalam batas-batas pengendali (control
limits),
oleh karena
itu
variasi penyebab khusus menjadi tidak ada lagi dalam proses.
Memantau
proses
terus
menerus
sepanjang
waktu
agar
proses
tetap
stabil secara statistikal dan hanya mengandung variasi penyebab
umum.
Menentukan kemampuan
proses
(process
capability).
Setelah
proses
berada dalam pengendalian statistikal,
batas-batas
dari
variasi
proses
dapat ditentukan.
Pada dasarnya setiap peta kontrol memiliki :
1. Garis tengah (central line), yang biasa dinotasikan sebagai CL atau P-bar
2.
Sepasang batas kontrol (central limits), dimana suatu batas kontrol
ditempatkan di atas garis tengah yang dikenal sebagai batas kontrol atas
|
|
(upper control limits), biasa dinotasikan sebagai UCL dan
yang satu lagi
ditempatkan di
bawah
garis tengah
yang dikenal
sebagai batas kontrol
bawah (lower control limits), biasa dinotasikan sebagai LCL.
3.
Tebarkan
nilai-nilai karakteristik kualitas
yang menggambarkan keadaan
dari proses. Jika semua
nilai-nilai
yang
ditebarkan (diplot) pada peta itu
berada didalam batas-batas kontrol tanpa memperlihatkan kecenderungan
tertentu,
maka proses yang berlangsung dianggap berada dalam
pengendalian
statistikal.
Namun, jika
nilai-nilai
yang
ditebarkan
pada
peta itu jatuh atau berada di luar batas-batas kontrol atau memperlihatkan
kecenderungan tertentu
atau
memiliki
bentuk
yang
aneh,
maka
proses
yang
berlangsung dianggap
berada
dalam keadaan diluar
kontrol (tidak
terkontrol) atau tidak berada dalam pengendalian
statistikal sehingga
perlu diambil tindakan korektif untuk memperbaiki proses yang ada.
2.3.3.1 Variasi Penyebab Khusus dan Umum
Dalam
pelaksanaan
proses
produksi
untuk
menghasilkan sejenis
output kita
seringkali sulit
menghindari terjadinya
variasi
pada
proses.
Gaspersz
(1998)
mendifinisikan
variasi
sebagai
ketidak-seragaman
dalam
sistem
produksi
atau
operasional sehingga
perbedaan
dalam
kualitas pada output (barang atau
jasa
yang dihasilkan). Pada dasarnya
dikenal dua sumber atau penyebab timbulnya variasi, yaitu :
|
|
1. Variasi Penyebab Khusus (special-cause variation)
Adalah
kejadian-kejadian diluar
sistem
yang
mempengaruhi
variasi
dalam
sistem.
Penyebab khusus
dapat
bersumber dari
faktor-faktor :
manusia, peralatan,
material,
lingkungan, metode
kerja,
dan
lain-lain. Penyebab khusus
ini
mengambil pola
non
acak (non random pattern) sehingga dapat diidentifikasikan atau
ditemukan sebab mereka tidak selalu aktif dalam proses.
2. Variasi Penyebab Umum
Adalah
faktor-faktor
di
dalam sistem
atau
melekat pada
proses
yang
menyebabkan timbulnya
variasi
dalam
sistem
atau
yang
melekat pada proses yang menyebabkan timbulnya variasi dalam
sistem serta
hasil-hasilnya. Penyebab
umum sering
disebut juga
sebagai
penyebab
acak
(random
cause)
atau
penyebab sistem
(system cause). Karena penyebab umum
ini selalu melekat pada
sistem
untuk
menghilangkannya
kita
harus
menelusuri
elemen-
elemen dalam sistem itu dan hanya pihak manajemen yang dapat
memperbaiki,
karena
pihak
manajemenlah yang
mengendalikan
sistem itu. Dalam konteks pengendalian proses statistikal dengan
menggunakan peta-peta kendali atau kontrol (control chart),
jenis variasi
ini sering
ditandai
dengan
titik-titik
pengamatan
|
|
yang berada dalam batas-batas pengendalian yang didefinisikan
(defined control limits).
2.3.3.2 Jenis-jenis Peta Kendali
Pengelompokan jenis-jenis
peta
kendali
tergantung
pada
tipe
datanya. Dalam konteks pengendalian proses statistikal dikenal dua jenis
data yaitu :
1.
Data
variabel
merupakan data
kuantitatif
yang
diukur
untuk
keperluan
analisis.
Contoh
dari data variabel
karakteristik
kualitas adalah : diameter pipa, volume sabun cair dan lain-lain.
Ukuran
berat, panjang, lebar, diameter, volume biasanya
merupakan data
variabel.
Beberapa peta kendali yang termasuk
dalam peta
kendali
yang
termasuk
dalam peta
kendali
untuk
variabel adalah peta kendali X dan
R, serta peta kendali
X
dan
MR.
2. Data atribut merupakan data kualitatif yang dapat dihitung untuk
pencatatan dan
analisis.
Contoh
dari
data
atribut
karakteristik
kualitas adalah : ketiadaan
label pada kemasan, banyaknya jenis
cacat pada produk, dan lain-lain. Data atribut biasanya diperoleh
dalam
bentuk unit-unit nonconforms atau ketidaksesuaian
|
|
dengan spesifikasi atribut adalah peta kendali p, peta kendali np,
peta kendali c, dan peta kendali u.
2.3.3.3 Peta Kendali Atribut
Atribut
dalam
pengendalian
kualitas
menunjukkan karakteristik
kualitas
yang
sesuai
dengan
spesifikasi atau
tidak
sesuai
dengan
spesifikasi.
Menurut
Besterfield
(1998),
atribut
digunakan apabila
ada
pengukuran
yang
tidak
memungkinkan untuk
dilakukan,
misalnya
goresan,
kesalahan,
warna,
atau ada bagian
yang hilang.
Selain
itu,
atribut
digunakan
apabila pengukuran dapat
dibuat
tetapi
tidak
dibuat
karena alasan waktu, biaya atau kebutuhan. Dengan kata lain, meskipun
diameter suatu pipa dapat diukur,
tetapi
mungkin akan
lebih tepat dan
mudah menggunakan ukuran baik atau tidak menentukan apakah produk
tersebut sesuai dengan spesifikasi atau tidak sesuai dengan spesifikasi.
Sementara itu, defenisi kesalahan atau cacat sama, kecuali
berkaitan dengan penggunaan atau kepuasan. Kesalahan atau cacat akan
tepat
digunakan
untuk
kesesuaian
dengan
spesifikasinya. Pengendali
kualitas proses statistik untuk data variabel. Hal ini dapat terjadi apabila
pengukuran seperti
kesalahan
warna, adanya
bagian
yang
hilang,
dan
seterusnya tidak dapat diukur. Selain itu dalam peta pengendali kualitas
|
|
proses
statistik
untuk
data
variabel
harus
dihitung semua
karakteristik
kualitas
untuk
dapat
dibuat
peta
pengendali rata-rata
proses
maupun
tingkat
keakuratan proses.
Misalnya
dalam
perusahaan terdapat
karakteristik kualitas
seperti
panjang,
lebar,
diameter,
goresan
dan
seterusnya, maka harus dibuat pula 100 peta pengendali rata-rata proses
dan
100
peta
pengendali
tingkat
keakuratan proses.
Hal
ini
yang
membuat kegiata pengendalian kualitas proses statistic data atribut dapat
meminimalkan keterbatasan
tersebut
dengan
menyediakan
semua
informasi kualitas untuk dapat mengurangi biaya.
Selanjutnya, peta
pengendali
kualitas
proses
statistik
untuk
data
aribut
dapat
digunakan pada
semua
tingkatan
dalam
organisasi,
perusahaan, department, pusat-pusat
kerja,
dan
mesin-mesin.
Namun,
peta pengendali kualitas proses
untuk data variabel biasanya digunakan
pada
tingkat
terendah,
yaitu
mesin-mesin. Selain
itu,
peta
pengendali
kualitas proses
statistik
data
atribut dapat
membantu mengidentifikasi
akar
permasalahan baik
pada
tingkat
umum maupun pada
tingkat
yang
lebih
mendetail. Sementara itu, peta pengendali kualitas proses statistik
untuk data variabel biasanya digunakan untuk
menentukan alasan
khusus pada situasi out of statistical control.
Disamping berbagai
kelebihan
yang dimiliki
oleh peta
pengendali
kualitas proses statistik data atribut, ada beberapa kelemahan yang
|
|
dimiliki
peta
pengendali tersebut.
Kelemahan pertama,
dalam
peta
pengendali ketidaktepatan dengan
spesifikasi
tersebut. Kelemahan
dari
peta pengendali tersebut adalah ukuran sampel yang semakin besar akan
bermasalah bila
pengukuran mahal
dan
proses
pengujian
justru
menyebabkan kerusakan,
namun
demikian
secara
keseluruhan
peta
pengendali kualitas
proses
statistik
untuk
data
atribut
lebih
sedikit
memberikan informasi daripada peta pengendali kualitas proses statistik
data variabel.
Selanjutnya, ada dua kelompok besar peta pengendali kualitas
proses
statistik
untuk
data
atribut,
yaitu
yang
berdasarkan distribusi
Binomial
dan
yang
berdasakan distribusi
Poisson.
Yang
berdasarkan
distribusi Binomial dan merupakan kelompok pengendali untuk unit-unit
ketidaksesuaian, seperti
p-chart
yang
menunjukan
proposi
ketidaksesuaian dalam
sample atau
sub
kelompok. Proposi
ditunjukan
dengan
bagain
atau persen.
Peta pengendali lain dalam
kelompok
ini
adalah
banyaknya
ketidaksesuaian (np-chart).
Kelompok
kedua
yang
menggunakan distribusi
Poisson,
terdapat
c-chart
dan u-chart.
c-chart
menunjukan bagian ketidaksesuaian dalam unit yang di-isnpeksi seperti
mobil,
pakaian atau
satu
gulung
kain,
atau
satu
gulung
kertas.
Peta
pengendali
lain dalam
kelompok
ini adalah
u-chart yang digunakan
untuk bagian ketidaksesuaian setiap unit. u-chart juga dapat digunakan
|
|
pada
situasi
dimana
ukuran
sample
variasi.
Kategori lain
dari
peta
pengendali kualitas
proses
untuk
data
atribut
ini
berkaitan
dengan
kombinasi
ketidaksesuaian
berdasarkan
bobot.
Bobot
ini
dipengaruhi
oleh
banyak sedikitnya ketidaksesuaian. Jenis
peta
pengendali
tersebut
disebut dengan U-chart atau demerit control chart.
Selanjutnya, untuk menyusun peta pengendali proses statistik untuk
data
atribut
diperlukan
beberapa
langkah. Menurut
Besterfield (1998),
langkah tersebut meliputi :
1. Menentukan sasaran yang akan dicapai
Sasaran
ini
akan
mempengaruhi
jenis
peta
pengendali
kualitas
proses statistik data atribut
mana
yang
harus digunakan. Hal ini
tentu
saja
dipengaruhi
oleh
karakteristik kualitas
suatu
produk
dan
proses,
apakah
proporsi
atau
banyaknya ketidaksesuaian
dalam sampel
atau
sub
kelompok,
ataukah bagian
ketidaksesuaian dari
suatu
unit
setiap
kali
mengadakan
observasi.
2. Menentukan banyaknya sampel dan banyaknya observasi
Banyaknya sampel yang diambil akan mempengaruhi jenis peta
pengendali disamping karakteristik kualitasnya.
3. Mengumpulkan data
|
|
Data
yang
dikumpulkan tentu
disesuaikan dengan
jenis
peta
pengendali
misalnya, suatu perusahaan atau organisasi
menggunakan p
chart,
maka
data
yang
dikumpulkan juga
harus
diatur
dalam
bentuk
proporsi
kesalahan terhadap
banyaknya
sampel yang diambil
4. Menentukan garis pusat dan batas-batas pengendali
Penentuan
garis
pusat
dan
batas-batas pengendali akan
ditunjukkan secara rinci pada sub bagian berikut
ini, pada
masing-masing
peta
pengendali. Biasanya
perusahaan
menggunakan lebih
kurang
±3s
sebagai
batas-batas
pengendalinya.
5. Merevisi garis pusat dan batas-batas pengendali
Revisi terhadap garis pusat dan batas-batas pengendali dilakukan
apabila dalam peta pengendali kualitas proses statistik untuk data
atribut terdapat data
yang berada di
luar batas pengendali
statistik (out of statistical control) dan diketahui kondisi tersebut
disebabkan karena penyebab khusus.
Demikian pula,
data
yang
berada di bawah garis batas pengendali bawah apabila ditemukan
penyebab khusus didalamnya tetntu juga diadakan revisi.
2.3.3.4 Peta Pengendali Proporsi Kesalahan (p-chart) dan Banyaknya Kesalahan
(np-chart) dalam Sampel
|
|
Pengendali proporsi
kesalahan
(p-chart)
dan banyaknya kesalahan
(np-chart)
digunakan untuk
mengetahui apakah
cacat
produk
yang
dihasilkan
masih dalam batas
yang
disyaratkan. Untuk
peta
pengendali
proporsi
dan
banyak
digunakan bila
memakai
ukuran
cacat
berupa
proporsi
produk
cacat
dalam
setiap
sampel
yang
diambil.
Bila
sampel
yang
diambil
untuk
setiap
kali
melakukan observasi
jumlahnya sama
maka dapat
menggunakan peta pengendali proporsi kesalahan (p-chart)
maupun
banyaknya kesalahan
(np-chart).
Namun
bila
sampel
yang
diambil bervariasi
untuk setiap kali
melakukan observasi berubah-ubah
jumlahnya
atau
memang
perusahaan tersebut
akan
melakukan 100%
inspeksi
maka
harus
menggunakan peta
pengendali proporsi
kesalahan
(p-chart).
Penggunaan sampel
yang
besarnya bervariasi tersebut selain
karena
perusahaan
menggunakan
100
%
inspeksi
atau
inspeksi
total,
juga dapat disebabkan kurangnya karyawan dan biaya. Perubahan dalam
banyaknya sampel
yang
diambil
atau
ukuran
sub
kelompok
tersebut
menyebabkan perubahan dalam batas-batas pengendali,
meskipun
garis
pusatnya tetap.
Apabila
ukuran
sampel
atau
sub
kelompok yang
digunakan
pada setiap kali observasi naik atau lebih banyak, maka
batas-batas pengendali menjadi lebih rendah. Namun apabila banyaknya
sampel
atau sub
kelompok yang digunakan
pada setiap
kali
observasi
turun atau berkurang, maka batas-batas pengendali menjadi lebih tinggi
|
 atau
meningkat. Kondisi ini dapat
mempengaruhi karakteristik kualitas
proses produksi yang dimiliki perusahaan.
Formulasi
yang
digunakan
untuk
menyelesaikan kasus
pengendalian
kualitas
proses statistik
untuk data
atribut
sesuai dengan
langkah-langkah di atas adalah :
Mengetahui
proporsi kesalahan
atau cacat pada sampel
atau sub
kelompok untuk setiap kali melakukan observasi
p
=
x
n
Dimana
p = proporsi kesalahan dalam setiap sampel
x
=
banyaknya produk yang salah dalam setiap
sampel
n = banyaknya sampel
yang diambil dalam
inspeksi
Menghitung garis pusat (center line) peta pengendali
p
=
?
Unit _ cacat
?
inspeksi
Menghitung nilai simpangan baku
Rumus simpangan baku (Sp) :
{
p(1 - p)
}
S
p
=
ni
Rumus simpangan baku dalam persentase (Sp,%)
|
 S
p
=
{
p(100 - p)
}
ni
Dimana ni = jumlah unit yang diinspeksi = jumlah unit yang
diproduksi
Menghitung batas kontrol 3-sigma
p
=
?
Unit _ cacat
?
inspeksi
CL = p
UCL = p + 3
LCL = p - 3
p(1 - p)
ni
p(1 - p)
ni
Dimana,
UCL = batas bawah
LCL = batas atas
Penggunaan Program Minitab :
•
Masukkan data proses dan ukuran sample dalam tabel
•
Klik Stat
Control Chart
P
•
Masukkan proses dalam Variabel
•
Masukkan ukuran sampel dalam Subgroups in
•
Klik Ok
|
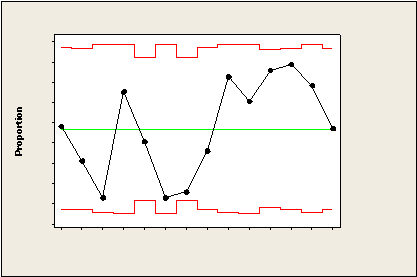 P Chart of Cacat Kemasan
0.09
0.08
0.07
0.06
0.05
0.04
0.03
UCL=0.08654
_
P=0.04684
0.02
0.01
0.00
1
2
3
4
5
6
7
8
9
10
11
12
13
LCL=0.00715
14
Sample
Tests performed with unequal sample sizes
Grafik 2.1 Contoh Peta Kendali
2.3.3.5 Kapabilitas Proses
Kapabilitas
adalah
kemampuan dari
proses
dalam
menghasilkan
produk yang
memenuhi
spesifikasi.
Jika proses memiliki
kapabilitas
baik,
proses
itu
akan
menghasilkan produk
yang
berada
dalam
batas-
batas
spesifikasi
(diantara batas
bawah
dan
batas
atas
spesifikasi).
Sebaliknya, apabila proses
memiliki kapabilitas
yang buruk,
proses
itu
akan menghasilkan banyak produk
yang berada diluar batas spesifikasi,
sehingga menimbulkan kerugian karena produk akan ditolak.
Jika
indeks
kapabilitas
proses
lebih besar atau
sama
dengan
satu,
hal
ini
menunjukkan bahwa
proses
memiliki
kapabilitas
yang
baik.
Berarti bahwa proses
mampu
menghasilkan produk yang berada dalam
batas-batas spesifikasi. Sebaliknya, jika nilai
indeks kapabilitas proses
|
|
lebih kecil dari pada satu,
hal
ini menunjukkan bahwa proses memiliki
kapabilitas
yang
buruk,
serta
menunjukkan proses
tidak
mampu
menghasilkan produk yang sesuai dengan batas-batas spesifikasi.
|