|
BAB 2
GAMBARAN UMUM OBJEK
2.1. Latar Belakang Perusahaan
PT. DNP merupakan perusahaan yang memperkenalkan teknologi bahan
kemasan fleksibel. Pada mulanya PT. DNP terletak di jalan Selon, Pasar Baru Jakarta
Pusat, bekerja sama dengan PT.
Roda Mas pada tahun 1972. PT. DNP
yang semula
bernama PT. Dai Nippon Gita Karya Printing ini didirikan dalam rangka penanaman
modal
asing
sesuai
dengan
UU
No.
1
Tahun
1967
yang
bergerak
dalam bidang
percetakan Offset dan Gravure, yang didirikan di Jakarta dengan Akte Notaris R. M.
Soerojo, SH No 55 Tanggal 22 April 1971. Adapun modal yang ditanamankan waktu
pertama kali adalah $ 10.000.000,00 dengan perincian PT. DNP Co, Ltd 51 %, Roda
Mas 49 %, dan telah disahkan oleh Menteri Kehakiman dengan surat keputusan No.
SA.5-25-7.
Dan dirumuskan dalam
lembaran
negara
tanggal
21
Maret
1972,
kemudian di ubah dengan Akte Notaris pengganti Wiryono Djoyosoedarmo, SH No 3
Tanggal 1 Februari 1972. Kemudian Anggaran Dasar perusahaan yang telah diubah
beberapa kali, terakhir atas dasar salah satu pemegang saham ditetapkan dengan akte
Notaris
Koerniati,
SH No
14
Tanggal
19
Desember
1986
dengan
status
lahan
bangunan,
HGB
(Hak Guna
Bangunan) dan
luas
areal 37.000
m²
. Dengan adanya
usulan dari pemerintah maka berdirilah PT. DNP Indonesia dan sekaligus pindah ke
|
|
9
Kawasan Industri Pulo Gadung tanggal 9 Februari 1987, tepatnya di
jalan Pulo
Gadung Kav. II Blok H No 2-3 Kawasan Industri Pulo Gadung Jakarta sampai
sekarang
Perusahaan ini memproduksi beragam jenis produk sesuai dengan pesanan
pelanggan (make to order) dengan sistem kontrak. Setiap produk yang dipesan oleh
pelanggan PT. DNP Indonesia, selalu dibuatkan kontrak order penjualan yang akan
berlangsung selama
jangka waktu yang disepakati. Yang dimaksud dengan sistem
kontrak disini adalah jumlah permintaan barang yang sesuai dengan pesanan sesuai
dengan yang tertera di kontrak order penjualan antara perusahaan dengan pelanggan
selama jangka waktu yang disepakati.
Perusahaan
menggunakan
sistem kontrak
karena
dengan
kebijakan
bahwa
perusahaan dapat merencanakan jadwal produksi selama
beberapa waktu ke depan
sebab
jumlah
produksinya
berbagai
macam produk
dan
dapat
mengetahui
berapa
banyak pemesanan bahan baku per bulan, tanpa harus menstok bahan baku yang akan
digunakan untuk produksi secara berlebihan.
Yang
dimaksud
dari
pelanggan
yang
tetap adalah pelanggan yang selalu
memperpanjang masa kontraknya setelah masa kontrak berakhir, dalam arti
pelanggan
tersebut
selalu
memesan
produknya pada perusahaan ini. Sedangkan
pelanggan tidak tetap adalah pelanggan yang
tidak
selalu
memperpanjang
masa
kontraknya,
dalam arti
setelah
masa
kontraknya
habis
pelanggan
tersebut bisa
saja
tidak lagi memesan produknya pada perusahaan ini.
|
 10
2.2. Struktur Organisasi dan Manajemen Perusahaan
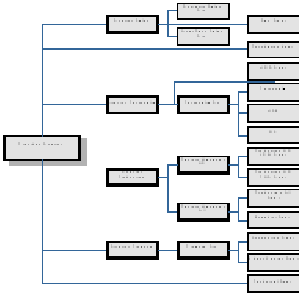
Struktur organisasi PT. DNP Indonesia termasuk jenis struktur organisasi
garis karena organisasi dibagi ke dalam unit-unit (divisi) berdasarkan area
fungsionalnya terhadap organisasi itu sendiri. Tiap area fungsional mengerjakan
pekerjaan-pekerjaan yang dikelompokkan dan disebut departemen. Tiap departemen
dikepalai
oleh
seorang
direktur
departemen
yang
melakukan
fungsi pengawasan.
Kemudian dibagi lagi menjadi sub departemen yang dikepalai oleh seorang manager
Dari
struktur organisasi
yang ada pada
PT.
DNP
Indonesia, terlihat
bahwa
Presiden Direktur sebagai pimpinan tertinggi dan membawahi bagian-bagian sebagai
berikut :
Sumber : PT.Dai Nippon Printing Indonesia Indonesia.
Gambar 2.1. Struktur Organisasi PT. DNP Indonesia
|
|
11
Tugas dan tanggung jawab dari masing – masing jabatan adalah sebagai
berikut :
1. Presiden Direktur
Perusahaan dipimpin oleh seorang Presiden. Tugas dan tanggung jawabnya
meliputi :
a. Memimpin kegiatan perusahaan yang berada dalam peraturan perusahaan dan
bertanggung jawab atas semua kegiatan perusahaan.
b. Menentukan garis-garis kebijaksanaan dalam membuat suatu keputusan.
c. Menandatangani surat-surat dan dokumen-dokumen penting perusahaan.
2. Direktur
Tugas dan tanggung jawab meliputi:
a. Perencana strategi jangka panjang
b. Mengelola perusahaan
c. Membawahi seluruh manajer tiap divisi perusahaan
d. Mengambil keputusan yang strategis
3. Domestic Sales Division
Tugas dan tanggung jawab meliputi:
a. Melayani penjualan dalam negeri
4. Overseas Sales Division
Tugas dan tanggung jawab meliputi:
a. Melayani penjualan luar negeri
|
|
12
5. Personalia Division
Tugas dan tanggung jawab meliputi:
a. Menyediakan sumber daya manusia dan penggajian
b. Mengatur tata lakasana administrasi perusahaan
6. Factory Manager
Tugas dan tanggung jawab meliputi:
a. Manager yang mengepalai setiap pabrik
7. Finance Division
Tugas dan tanggung jawab meliputi:
a. Bertanggung jawab terhadap masalah keuangan
8. SAS Dept
Tugas dan tanggung jawab meliputi:
a. Membuat estimasi dan order confirmation sesuai aktifitas order
9. Purchasing Dept
Tugas dan tanggung jawab meliputi:
a. Melaksanakan proses produksi
10. HRD Dept
Tugas dan tanggung jawab meliputi:
a. Pengembangan sumber daya manusia
11. Production Dept
Tugas dan tanggung jawab meliputi:
|
|
13
a. Melaksanakan proses produksi
12. Expedisi
Tugas dan tanggung jawab meliputi:
a. Menyimpan dan mengirim barang
13. Accounting Dept
Tugas dan tanggung jawab meliputi:
a. Menangani masalah keuangan
14. Check center dept
Tugas dan tanggung jawab meliputi:
a. Menghitung penggunaan uang untuk keperluan produksi
15. Technical Dept
Tugas dan tanggung jawab meliputi:
a. Mengurusi maintenance peralatan dan mesin
2.3. Sumber Daya Manusia (SDM)
Jumlah tenaga kerja perusahaan PT. DNP Indonesia sampai
saat ini, adalah
berjumlah 2300 orang
terdiri dari
karyawan
yang bekerja
di
pabrik
dan
karyawan
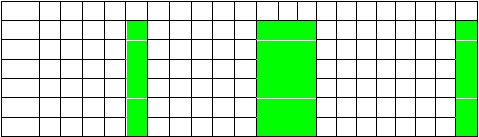
yang bekerja di kantor. Untuk karyawan pabrik, terbagi lagi dalam tiga shift jam kerja
dimana untuk yang sistem kerjanya terdiri dari 3 shift. Pembagian shift tersebut dapat
dilihat pada tabel berikut :
|
 14
Periode
21 Desember 2005 S/D
10 Januari 2006
Group
21
22
23
24
25
26
27
28
29
30
31
1
2
3
4
5
6
7
8
9
10
A
M
M
M
L
L
L
S
S
S
L
L
M
M
M
L
L
S
S
L
I
I
I
B
L
L
S
S
B
S
L
M
M
M
B
L
L
S
S
S
L
M
B
U
U
U
C
S
S
L
M
R
M
M
L
L
S
R
S
S
L
M
M
M
L
R
Tabel 2.1. Tabel Pembagian Jumlah Shift
2.4. Sistem Kerja Perusahaan
Perusahaan
ini menerapkan dua sistem kerja bagi karyawannya, yaitu sistem
kerja per shift dan
non
shift.
Untuk
hari kerja, karyawan
shift bekerja selama tujuh
hari dalam satu minggu yaitu dari hari Senin sampai dengan hari Minggu. Dengan
pembagian
tiap
group
yang
terdiri
dari
3
group.
Tiap
group
bekerja
3
hari
kerja
dengan 1 sampai 2 hari kerja. Untuk lebih jelasnya dapat lihat pada penjelasan berikut
ini :
•
Untuk karyawan pabrik, terdapat dua jenis sistem kerja yakni :
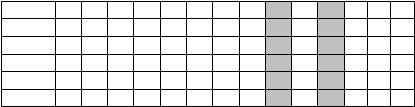
1. Untuk operator, kepala pabrik, dan pekerja bagian persiapan bahan baku, dan
pekerja
produksi
sistem kerjanya
termasuk
sistem kerja
hitungan
per
shift
dimana
setiap
hari
kerjanya
terbagi dalam tiga
shift
dan
setiap
shiftnya
diberikan waktu istirahat selama setengah. Untuk lebih jelasnya dapat lihat
pada tabel 2.2
berikut ini :
|
 15
Periode 21 Januari 2006 s/d 3 Februari 2006
GROUP
21
22
23
24
25
26
27
28
29
30
31
1
2
3
A
L
M
M
M
L
L
S
S
L
S
L
L
M
M
I
I
B
M
L
L
S
S
S
L
M
B
M
B
M
L
L
U
U
C
S
S
S
L
M
M
M
L
R
L
R
S
S
S
Sumber : PT. DNP Indonesia.
Tabel 2.2. Tabel Jam Kerja Karyawan Pabrik dengan Sistem Kerja Per Shift
Untuk pekerja bagian maintenance, packing, dan pemisahan scrap, sistem
kerjanya termasuk sistem kerja non shift. Waktu kerja mereka dari hari Senin sampai
dengan hari Jumat adalah sama yakni dari jam 08.00-17.00 WIB, dengan waktu
istirahat selama satu jam yaitu dari jam 12.00-13.00 WIB.
•
Untuk karyawan
kantor,
sistem kerjanya
termasuk
sistem kerja
non shift.
Setiap
hari, yaitu dari
hari Senin sampai dengan
hari Jumat, karyawan bekerja selama
sembilan
jam dengan
delapan jam kerja
efektif
dan
istirahat
selama
satu jam.
Waktu kerjanya adalah mulai dari jam 08.00 – 17.00 WIB dengan waktu istirahat
jam 12.00 – 13.00 WIB.
2.5. Sistem Penggajian Perusahaan
Perusahaan ini menerapkan dua jenis sistem penggajian yaitu :
•
Sistem penggajian untuk karyawan kantor
Untuk karyawan kantor, sistem penggajian disesuaikan dengan tugas dan jabatan
masing-masing. Semakin tinggi tingkat jabatannya maka gaji yang akan diperoleh
|
|
16
semakin besar pula karena tanggung jawab yang harus mereka jalankan semakin
besar. Selain
itu juga disesuaikan dengan ketetapan undang-undang tenaga kerja
yang berlaku yakni sesuai dengan UMR ( Upah
Minimum Regional ). Periode
peroleh gaji karyawan kantor adalah setiap bulan.
•
Sistem penggajian untuk karyawan pabrik
Untuk karyawan pabrik,
sistem penggajian juga
disesuaikan
dengan
tugas
dan
jabatan masing-masing. Berbeda dengan karyawan kantor, gaji semua karyawan
pabrik baik
per
shift
maupun
non shift
akan
diberikan
setiap
minggunya. Gaji
yang diberikan oleh perusahaan sudah termasuk uang makan siang.
2.6. Bahan Baku Untuk Keperluan proses Produksi
Bahan baku yang digunakan di perusahaan ini adalah biji plastik yang
kemudian diproses menghasilkan plastik gulungan. Plastik ini digunakan untuk
proses pencetakan bahan sehingga menghasilkan produk kemasan yang bermutu
tinggi. Di perusahaan terdapat beberapa macam bahan plastik yang digunakan,
tergantung
dari
kekerasan
atau
kelenturan produk plastik yang dibutuhkan oleh
pelanggan.
2.6.1. Kualitas Bahan Baku
Jenis bahan baku plastik
yang digunakan oleh perusahaan,
jika dilihat dari
segi kualitasnya adalah
|
|
17
•
Bahan baku Original
Bahan baku original
merupakan bahan baku
yang
memiliki kualitas
yang sangat tinggi karena bahan baku ini merupakan bahan baku yang
murni atau asli tanpa adanya campuran zat atau bahan lainnya. bahan
baku in mempunyai beberapa tipe jenis plastik.
Untuk
jenis
bahan
baku
yang
dilihat
dari
segi kualitasnya akan digunakan
oleh perusahaan sesuai dengan spesifikasi
pelanggan,
misalnya pelanggan
meminta
harga jual yang murah untuk satu unit produk, maka jenis bahan baku yang
digunakan bisa saja bahan baku yang berkualitas rendah dengan biaya bahan yang
murah.
2.6.2. Jenis-Jenis Bahan Baku Plastik
Jenis bahan baku plastik yang biasanya digunakan oleh perusahaan adalah :
1. Polypropylene (PP)
Polypropylene atau sering juga disebut PP, adalah bahan plastik yang mempunyai
sifat agak keras tetapi mempunyai kelenturan yang sangat tinggi.
2. High Density Polyethylene (HDP/HD)
High Density Polyethylene atau sering juga disebut HDP atau HD, adalah bahan
plastik yang mempunyai sifat lunak dan mempunyai kelenturan yang sangat
tinggi seperti Polypropylene.
|
|
18
3. Low Density Polyethylene (LDP/LD)
Low Density Polyethylene atau sering juga disebut LDP atau LD, adalah bahan
plastik yang mempunyai sifat lunak tetapi tidak mempunyai kelenturan yang
tinggi seperti HDP.
4. Techno ABS (ABS)
Techno ABS atau sering juga disebut ABS, adalah bahan plastik yang mempunyai
sifat keras, lentur dan mempunyai kelebihan dapat dinikel atau dikrom.
5. HIP Polystyrene (HIP)
HIP Polystyrene
atau sering juga disebut HIP,
adalah
bahan
plastik
yang
mempunyai sifat keras dan lentur tetapi tidak selentur ABS.
6. Polystyrene HI – 810 (HP)
Polystyrene tipe HI – 810 atau sering juga disebut HP, adalah bahan plastik yang
mempunyai sifat keras dan agak lentur tetapi tidak selentur Polypropylene dan
High Density Polyethylene.
7. Polystyrene GP – 710 E (PS)
Polystyrene
tipe GP – 710 E atau sering
juga disebut PS, adalah bahan plastik
yang
mempunyai
sifat
keras
tetapi
tidak lentur
dengan
kata
lain
produk
yang
menggunakan bahan PS sangat mudah patah.
8. Nylon
Nylon adalah bahan plastik yang mempunyai sifat sangat keras, agak lentur tetapi
mempunyai sifat tahan panas.
|
|
19
2.6.3. Bahan Baku Pendukung
Bahan baku pendukung yang digunakan oleh perusahaan adalah :
1. Tinta
Tinta akan digunakan oleh perusahaan untuk memberikan warna kepada plastik
yang akan dicetak. Sehingga menghasilkan warna yang sesuai dengan permintaan
pelanggan. Warna tinta yang diperlukan ada beberapa macam warna antara lain :
merah, kuning, biru, hijau, putih, hitam, dll. Warna tinta
yang
diperlukan oleh
mesin Gravure ini pun disesuainkan dengan kegunaan dan cetakan warna yang
telah disusun terlebih dahulu.
2. Roll Gulungan
Roll gulungan digunakan sebagai tempat untuk menaruh produk yang baru selesai
diproduksi dari mesin. Dengan cara menggulungkan setiap plastik yang telah
dicetak dan dikeringkan. Sehingga produk plastik yang telah digulung tidak
mudah rusak dan tersusun dengan rapi.
3. Kantong Plastik
Kantong plastik digunakan untuk mem-packing produk-produk yang telah
diproduksi oleh
perusahaan,
yang kemudian akan dikirimkan kepada pelanggan.
Kantong plastik ini berukuran panjang dan lebar sehingga dapat membungkus roll
gulungan yang telah selesai dibuat.
|
|
20
2.7. Mesin-Mesin Untuk Keperluan Proses Produksi
Perusahaan memiliki
kurang
lebih
77
mesin
yang
terdiri
dari
15
mesin
Gravure,
15
mesin
Offset,
10
Mesin
Injection
Moulding,
4
mesin
frais,
8
mesin
bubut, 3 mesin gurinda, 2 mesin penghancur produk reject, 20 mesin blower.
2.7.1. Mesin Gravure
PT. Dai Nippon Printing Indonesia mempunyai mesin Gravure lebih dari 10
mesin dalam menjalankan bisnisnya. Mesin gravure adalah mesin cetak yang khusus
digunakan untuk mencetak plastik, mempunyai bentuk ukuran yang bervariasi dari
yang terkecil sampai terbesar. Besar kesilnya produk cetakan plastik tergantung dari
pesanan konsumen yang memesan. Mesin Gravure akan terus dijalankan tanpa henti
selama 24
jam
nonstop.
Berhenti
jika
terjadi
penggantian
silinder
cetak,
tinta,
dan
hari raya idul fitri, natal dan tahun baru.
Besarnya
mesin
gravure
tergantung
dari
kerumitan
sebuah
proses
produksi
dari plastik yang di cetak. Sehingga jumlah silinder yang digunakannya pun berbeda
dari yang biasa.
2.7.2. Mesin Injection Moulding
Dalam melakukan
proses
produksinya,
perusahaan
menggunakan
mesin
injection moulding
sebanyak
delapan
mesin.
Namun
untuk
produk-produk
yang
dihasilkan perusahaan tidak semuanya dapat dicetak di setiap mesin karena ada
|
|
21
perbedaan
besar-kecilnya
moulding, cepat
atau
lambatnya
proses
pendinginan,
dan
suhu pemanasan bahan baku plastik.. Mesin injection moulding akan dijalankan terus
dari 24 jam sampai kebutuhan dari plastik baku terpenuhi.
2.7.3. Mesin Frais dan Mesin Bubut
Perusahaan
memiliki
empat
mesin
Frais dan
delapan
mesin
Bubut.
Kedua
mesin ini digunakan untuk membuat cetakan (moulding). Jika saat pemesanan produk
oleh pelanggan, perusahaan tidak memiliki cetakan yang sesuai dengan bentuk
produk
yang
dipesan dan
pelanggan
juga
tidak
memiliki
cetakan
sendiri,
maka
perusahaan akan membuat cetakannya. Bahan dasar yang digunakan untuk membuat
cetakan adalah baja. Setiap
mesin
frais
atau mesin bubut dijalankan,
membutuhkan
listrik
sebesar
3
Ampere.
Mesin
ini
digunakan juga untuk membuat
silinder cetak.
Sehingga jika ada silinder yang rusak maka bisa langsung diperbaiki.
2.7.4 Mesin Blower
Perusahaan
memiliki
satu
mesin
Blower pada
setiap
mesin
Gravure yang
digunakan untuk :
•
Mengeringkan bahan plastik kemasan yang telah dicetak sehingga tinta yang
tercetak cepat kering.
•
Memanaskan
plastik
agar
mudah
rekat
antara
plastik
yang
satu
dengan
plastik
yang lain.
|
|
22
2.7.5. Mesin Offset
Mesin offset digunakan untuk pencetakan kertas. Berbeda dengan mesin
Gravure, mesin offset lebih sederhana dibandingkan dengan mesin Gravure. Mesin
offset lebih kepada pembuatan yang mengandung unsur kertas dan tinta. Dalam cara
proses pengerjaannya pun tidak sesulit dari mesin Gravure. Kesamaannya adalah
mempunyai silinder cetak, tinta, roll.
2.7.6. Mesin Gurinda
Digunakan untuk memotong dan mengkikis benda yang cukup panjang dan
lebar. Sehingga fungsinya lebih banyak unuk memotong silinder yang terlalu panjang
dan perlu untuk perbaikan lebih lanjut.
2.7.7. Mesin Penghancur Produk Reject
Mesin ini digunakan untuk menghancurkan produk gagal yang tidak digunakan
kembali untuk dijual. Kebijakan yang berlaku di PT. Dai Nippon Printing Indonesia
adalah setiap produk yang gagal cetak, atau terdapat kesalaha dalam pencetakan maka
produk tersebut harus segera dihancurkan. Penghancuran menggunakan mesin
penghancur yang dapat membakar semua produk gagal tersebut.
|
|
23
2.8 Maintenance
Perusahaan
ini masih belum memiliki jadwal maintenance yang rutin. Setiap
hari, semua mesin yang telah selesai digunakan dibersihkan. Oleh karena itu, setiap
mesin
gravure
mau
digunakan
untuk
proses produksi akan dibersihkan dulu setiap
komponennya. Caranya adalah denganmenyedot setiap debu dan mengelap setiap oli
dan tinta yang keluar dari jalur. Waktu yang diperlukan untuk melakukan
pembersihan adalah sekitar 10 hingga 15 menit.
Biasanya pembersihan semua mesin akan dilakukan setiap hari Minggu,
selesai
shift
ketiga.
Pembersihan
yang
dilakukan
adalah
menggunakan compressor
untuk
menghilangkan
debu
di
semua
mesin.
Jika
terdapat
oli di
mesin
maka
akan
dilap
dengan
kain.
Untuk
pergantian
oli
mesin
akan
dilakukan
satu
bulan
sekali,
setiap
hari Minggu oleh pekerja bagian maintenance, agar tidak
mengganggu
jalannya proses produksi. Selain itu, juga untuk mengantisipasi hal-hal yang tidak
diinginkan.
Pekerja maintenance yang masuk di hari Minggu akan dibayar sesuai dengan
upah
yang biasanya diterima di
hari biasa (upah per jam) dikalikan dengan
jumlah
jam kerjanya
di
hari
Minggu,
misalnya
pekerja
melakukan
perawatan
mesin
dan
menghabiskan waktu
5
jam di
hari
Minggu,
maka
contoh
perhitungan
bayarannya
adalah :
Hari biasa, 8 jam kerja = Rp. 40.000.
Jadi 1 jam kerja = Rp. 40.000 / 8 jam = Rp. 5.000 per jam,
|
|
24
maka 5 jam kerja = Rp. 5000 X 5 jam = Rp. 25.000
Jadi upah
yang
akan
diterima
oleh
pekerja
maintenance untuk
5
jam kerja
di
hari
Minggu adalah Rp. 25.000,-
2.9 Proses Produksi
Proses produksi yang dilakukan oleh perusahaan dalam memproduksi
produknya sesuai dengan permintaan pelanggan (plastik) yang digunakan yaitu :
Proses produksi Gravure
Proses produksi pencetakan produk yang menggunakan bahan baku (plastik)
memiliki beberapa tahapan proses yaitu :
1. Penyetelan Gulungan Roll Plastik
Bahan plastik yang sudah tergulung dengan
baik
dan
mempunyai
ketebalan
yang sesuai dengan permintaan maka distel untuk di proses lebih lanjut diawal
mesin gravure. Penyetelan ini harus sesuai dengan prosedur. Dari lebar,
panjang dan ketebalan harus disesuai dengan pesanan.
2. Penyetelan mesin Gravure
Penyetelan mesin
Gravure
selalu
dilakukan
sebelum material
dimasukkan.
Apabila saat proses produksi berlangsung, produk yang dihasilkan tidak
sesuai dengan yang diharapkan (seperti
: produk cacat, dan lain-lain) maka
akan dilakukan penyetelan ulang. Selain melakukan penyetelan mesin, juga
dilakukan pengecekan apakah cetakan mesin sudah benar atau belum, silinder
|
|
25
cetak sudah sesuai dengan derajat cetak, tinta terisi dengan baik, roll berjalan
dengan baik.
3. Proses pencetakan
Setelah
material dimasukkan
ke
dalam mesin gravure
maka
mesin
tersebut
akan mulai mencetak produk sesuai dengan bentuk cetakannya. Dalam waktu
beberapa detik akan dihasilkan produk yang dicetak.
4. Inspeksi
Produk yang baru keluar dari mesin Gravure
akan dilakukan pemeriksaan
secara kasat mata oleh operator dan secara otomatis oleh mesin inspeksi,
apakah ada yang cacat atau tidak. Sedangkan untuk produk yang sifat
panasnya tinggi (panasnya susah turun)
maka setelah keluar dari mesin
Gravure akan dilakukan pendinginan dengan menggunakan blower yang telah
dipasang sebelumnya.
5. Pembersihan tinta
Untuk produk plastik biasanya terdapat sedikit sisa-sisa tinta yang menempel
pada silinder atau komponen lain, sehingga perlu dibersihkan
oleh pekerja
sebelum
dilakukan
pengepakan.
Selain
itu,
untuk
produk
yang
inspeksinya
dua kali yaitu diperlukan dengan melakukan pengukuran, biasanya dilakukan
oleh pekerja pembersihan tinta.
6. Pengepakan
|
|
26
Apabila pembersihan
telah
selesai,
maka
produk
plastik
tersebut akan
digulung
ke
roll
penggulungan.
Apabila produk
sudah
mencukupi
dengan
permintaan
maka
dilakukan
pengepakan
dengan
menggunakan
kantong
plastik.
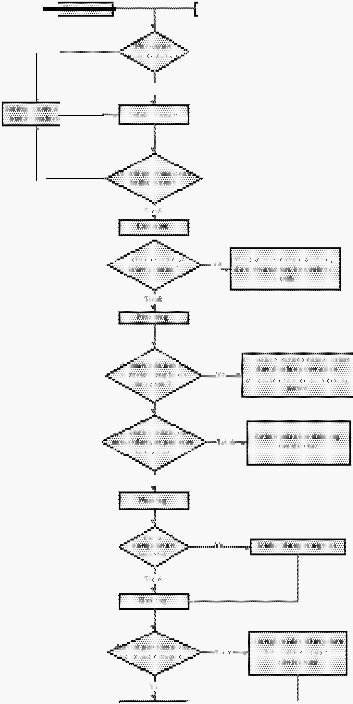
Untuk lebih jelasnya proses produksi pembuatan produk pada perusahaan
dapat dilihat pada flowchart berikut ini :
|
 27
.._'..,.."' ,_,
----
---
Sumber
,' PT Dai
Nippon Printing
Indonesia
Diagram
2,1,
Flowchart
Proses Produksi
Produk
PT DNP
Indonesia
|
|
28
2.10 Kondisi dan Lingkungan Tempat Kerja
Informasi
mengenai kondisi dan lingkungan dari tempat kerja sangatlah
diperlukan agar dapat lebih memahami
mengenai kondisi pekerja dan kondisi pada
saat produksi. Kondisi dan lingkungan tempat kerja pada PT. Dai Nippon Printing
Indonesia adalah sebagai berikut :
1.
Luas
keseluruhan pabrik
adalah
±
5000
m². Gedung
terdiri
dari
2
lantai
yaitu
lantai bawah
untuk
mesin
produksi berat
dan
lantai atas untuk
mesin produksi
ringan. Dilihat dari kegunaan dan fungsi
masing-masing
lantai.
Lantai
atas
terdapat ruang untuk para staf dan pimpinan
2.
Luas
lantai
produksi perusahaan
luas,
dengan
pembagiaan
menurut
area
fungsi
mesin yang akan dioperasikan.
3.
Di
lantai produksi
terdapat tempat khusus untuk
menaruh produk jadi, sehingga
efesiensi dan efektifitas kerja terkendali.
4.
Di lantai produksi terdapat tempat khusus untuk menyimpan cetakan yang
sedang tidak digunakan sehingga
cetakan
yang tidak
digunakan dapat tersusun
rapi dan terhindar dari kecelakaan pekerja.
5.
Dalam
melakukan
produksi
produk
ini,
hampir
secara
keseluruhan
dilakukan
oleh
mesin
gravure
sehingga
operator yang
ada
di
lantai
produksi
hanya
mengambil plastik bahan baku lalu memasukkan dan menyeting ke dalam mesin
gravure. Setelah bahan plastik masuk, mesin akan memproses bahan plastik
|
|
29
tersebut.
Setelah
jadi,
produk
plastik
tersebut
akan
digulung
ke
roll
penggulungan dan di bungkus oleh plastik pembungkus.
6.
Temperatur ruang kerja tidak terlalu panas, hal ini dikarenakan pada lantai
produksi menggunakan air conditioner untuk memperlancar aliran udara di lantai
produksi.
7.
Jika ditinjau dari segi kebisingannya, ruang kerja perusahaan ini dikatakan tidak
terlalu bising, walaupun pada saat melakukan produksi. Suara yang berasal dari
mesin gravure tidak terlalu bising sehingga tidak mengganggu para pekerja.
8.
Jika ditinjau
dari
segi keselamatan
kerja, pada
perusahaan
ini
tidak
disediakan
sebuah poliklinik namun tersedia kotak P3K, dimana dapat digunakan sebagai
pertolongan pertama
jika
terjadi
kecelakaan
kerja. Perusahaan
memberikan
JAMSOSTEK kepada karyawannya sehingga terjamin para pekerja baik dari segi
kesehatan dan jaminan hari tua.
2.11 Sistem Kendali Mutu
Pada
perusahaan
terdapat
bagian khusus
yang
melakukan
pengendalian
kualitas produk sehingga produk bukan hanya diinspeksi secara kasat mata saja,
namun diinspeksi menggunakan alat bantu sigmat yang bekerja secara otomatis
memeriksa bahan jadi produk plastik kemasan tersebut.
Dalam
melakukan inspeksi.
Sigmat
yang digunakan memiliki ketelitian hingga 0.01 mm. Umumnya inspeksi
produk
jadi
dilakukan
oleh
operator dan pekerja
bagian
pembersihan
scrap. Oleh
|
|
30
karena
itu, produk
yang
hanya diinspeksi sekali
saja kecuali terdapat cacat produk,
maka dilakukan inpeksi menjadi 2 kali.
Ketika
dalam melakukan
inspeksi
dan
terdapat
kesalahan
maka
produk
kemasan tersebut akan disotir, penyotiran dilakukan untuk memisahkan produk yang
gagal dan
jadi.
Produk
yang
gagal
tersebut akan dipisahkan
dan
dibuang. Produk
yang jadi kemudian di kemas di roll penggulungan.
Sebenarnya tujuan utama perusahaan disini
adalah
agar
dapat
memisahkan
antara produk yang cacat dan tidak cacat (sesuai spesifikasi). Oleh karena itu, produk
yang
diberikan
kepada
pekerja
pembersihan scrap
mungkin
saja
masih
terdapat
produk yang
cacat
namun kebanyakan jenis cacat di bagian
ini
adalah produk tidak
sesuai
spesifikasi
sebab untuk
jenis
cacat
seperti
produk
rapuh
atau
produk
tidak
lengkap sudah dipisahkan oleh operator.
|