|
6
BAB 1I
DASAR TEORI
2.1 Pengertian Kualitas
2.1.1 Sejarah
pengendalian kualitas
Pada tahun 1324, WA Shewart dari bell telephone laboratories mengembangkan
diagram atau
grafik statsitik untuk mengendalikan variable-variabel produk. Hal ini
yang menjadi permulaaan dari pengendalian kualitas statiskal. Kemudian pada
dekade yang sama, H.F Dodge dan
HG
Roiming, keduanya juga dari bell telephone
mengembangkan
teknik
pengambilan
sample penerimaan
untuk
menggantikan
inspeksi
100% .
pada
tahun
1940
,
pengendalian
kualitas
menggunakan
metode
statistik mulai digunakan di amerika dengan James duran sebagai pelopor.
Pada tahun 1946, America society for
qualtity control dibentuk pada tahun 1950,
Edward Deming memberikan kuliah tentang metode statiskal kepada insinyur jepang
akan
pentingnya
tanggung
jawab
kualitas
pada
manajemen
puncak dan
dijepang
mulai penerapan total qualtity control.
Kekalahan
Jepang pada
perang dunia
II,
membangkitkan budaya
Jepang dalam
membangun sistem kualitas modern. Hadirnya pakar kualitas W. Edward Deming di
Jepang pada
tahun
1950
membuat
para
ilmuwan
dan
insinyur
Jepang
lebih
bersemangat dalam membangun dan memperbaiki sistem kualitas. Keberhasilan yang
cukup pesat pada perusahaan Jepang di bidang kualitas menjadi perhatian
|
|
7
perusahaan-perusahaan
di
negara maju
lainnya.
Perusahaan
kelas
dunia
kemudian
mempelajari apa yang pemah diraih oleh perusahaan Jepang dalam mengembangkan
konsep kualitas.
Sejarah pengembangan dari konsep di atas dan tokoh-tokohnya dapat disebutkan di
bawah ini.
1.
Pada tahun
1946-1950
adalah
periode perintisan
atau
periode penelitian
dan
penelaahan (Research
and
Study). Pada periode
ini,
yaitu pada bulan
Juli 1950,
Dr. W.
E.
Deming menyampaikan seminar delapan
hari
mengenai kualitas pada
para ilmuwan, insinyur dan para eksekutif perusahaan Jepang.
2. Tahun 1951 - 1954 adalah periode pengendalian mutu statistik (Statistical Quality
Control).
Pada
bulan
Juli
1954 diadakan
seminar
tentang manajemen
pengendalian
mutu (Quality Control Mangement Seminar) dengan pembicara Dr.
J. M. Juran.
3. Tahun 1955 -1960 adalah periode pengendalian mutu secara sistematik. Kelompok
belajar
pengendalian
mutu
(Quality
Control
Study Group)
memperkenalkan
pengendalian
mutu
menyeluruh
dalam
perusahaan
(Company
Wide Quality
Control atau CWQC).
4.
Tahun
1961
dikatakan
sebagai
periode pemantapan
dan
pengembangan
(New
Quality Creation).
Pada tahun 1962, Prof.
DR. Kaoru Ishikawa
memperkenalkan
Gugus Kendali Mutu (Quality Control Circle).
|
|
8
Kemudian Pada akhir 1980 an, industri otomotif mulai
menerapkan pengendalian
proses statisitik (statiscal process control). Industri lainnya dan departemen
pertahanan
amerika
juga
menerapkan
SPC. Kemudian
konsep
baru
yang
bernama
Continues
qualtity
improvement dibangun
yang
membutuhkan
total
quality
management.
Kemudian penekanan utama terhdap aspek-aspek kualitas semakin
berlanjut pada era 1990 an. Kemudian terbentuklah ISO 9000 di amerika serikat yang
menjadi model dunia untuk sistem kualitas. Sampai saat ini telah berkembang
menjadi ISO 9000-:2000 dan dikembangkan pula ISO 14000 yang mengatur tentang
kepedulian suatu industri terhadap lingkungan.
2.1.2 Definisi pengendalian kulalitas
Mengenai arti dari pada mutu atau kualitas tergantung dari pada perangkaian atau
kalimat dimana
istilah
mutu
ini dipakai oleh
orang yang
meggunakannya. Menurut
Gasperz (1997) mutu atau kulaitas adalah :
“ Kualitas
adalah karakteristik
suatu
produk (barang atau
jasa) yang
menunjang
kemampuannya
untuk
memenuhhi kebutuhan
yang
telah
dispesifikasikan
atau
segala
sesusatu yang
memuaskan pelanggan
dana
sesuai dengan persyaratna
serta kebutuhan pelanggan”.
Pengertian
mutu
atau kualitas
akan
berlainan
bagi
setiap
orang
dan
tergantung
pada konteksnya.
Mutu
atau
kualitas
suatu
barang
pada umumnya diukur
dengan
tingkat kepuasan konsumen atau pelanggan. Seberapa besar kepuasan yang diperoleh
pelanggan tergantung dari tingkat kecocokan penggunaan masing-masing pelanggan.
|
|
9
Konsep kualitas itu sendiri sering dianggap sebagai
ukuran relatif kebaikan suatu
produk atau jasa
yang terdiri atas kualitas desain atau rancangan dan kualitas
kesesuaian atau kecocokan. Kualitas rancangan merupakan fungsi spesifikasi produk,
sedangkan
kualitas
kecocokan
adalah
seberapa baik
produk
itu
sesuai
dengan
spesifikasi dan kelonggaran yang disyaratkan oleh rancangan itu.
Dari pengertian kualitas di atas sebenamya terdapat beberapa elemen sebagai berikut :
1. Kualitas adalah usaha untuk memberi kepuasan bagi pelanggan.
2. Kualitas meliputi produk, jasa, proses dan lingkungannya.
3. Kualitas yang selalu berubah kondisinya (kondisi dinamis), saat ini dianggap
kualitas hari yang akan datang kemungkinan dianggap tidak kualitas.
Perpaduan
semua
fungsi
dari
perusahaan
yang dibangun
berdasarkan
konsep
kualitas, teamwork, produktivitas dan pengertian serta kepuasan pelanggan .
Setelah
membicarakan
pendapat
tentang
kualitas,
maka selanjutnya akan
dibicarakan mengenai pengertian pengendalian. Agar suatu proses produksi berhasil
dicapai,
maka perlulah dibuat suatu perencanaan produksi yang baik. Suatu
rencana
yang sempurna belumlah berarti dapat dilaksanakan dengan baik, karena selama
proses
produksi
berlangsung sering terjadi
penyimpangan-penyimpangan
yang tak
terduga.
Oleh
karena itu perlu adanya
pengendalian
atas
pelaksanaannya, sehingga
penyimpangan
tersebut
dapat
segera diketahui
untuk
kemudian
diambil
tindakan
perbaikan secepatnya.
Pengendalian merupakan suatu fungsi manajemen yang bertugas untuk mengawasi
kegunaan fungsi lainnya, tujuan dari pengendalaian yang terpenting adalah
|
|
10
mengawasi apakah segala sesuatunya telah berjalan sesuai dengan rencana yang telah
ditetapkan atau tidak.
2.1.3 Alasan
Dasar Pengendalian Mutu
(Mongtomery,1990 hal: 5)
Ada beberapa alasan mengapa
mutu
harus diperhatikan secara tegas dalam suatu
organisasi ini meliputi :
1. Meningkatkan kesadaran konsumen akan mutu dan orientasi konsumen yang kuat
akan penampilan mutu produk.
2. Peningkatan tekanan biaya tenaga kerja, energi dan bahan baku.
3. Persaingan yang semakin intensif.
4. Kemajuan yang luar biasa dalam produktivitas melalui program keteknikan mutu
yang efektif.
2.1.4 Maksud dan
Tujuan
pengendalian kualitas
Maksud dari pengendalian kualitas adalah agar spesifikasi produk yang telah
ditetapkan sebagai standart dapat tercermin dalam produk/hasil akhir.
Secara terperinci tujuan dari pengendalian kualitas adalah:
1. Agar
barang
hasil
produksi dapat
menacapai
standart
kualitas
yang telah
ditetapkan.
2. Mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin.
3. Mengusahakan
agar biaya desain dari produk dan proses dengan
menggunakan
kualitas produksi tertentu dapat menjadi sekecil mungkin.
|
|
11
4. Mengusahakan agar biaya produksi dapat menjadi serendah mungkin.
2.1.5 Keuntungan
dan biaya
pelaksanaan
pengendalian kualitas.
Dengan
melaksanakan
manajemen
kualitas yang
sebaik-baiknya,
maka
banyak
keuntungan yang bisa diperoleh perusahaan dalam hal ini, yaitu antara lain:
• Menambahkan tingkat efisiensi dan produktivitas kerja.
• Mengurangi kehilangan-kehilangan (losses) dalam proses kerja yang dilakukan
seperti mengurangi waste product atau menghilangkan waktu-waktu yang tidak
produktif.
• Menekan biaya dan save money.
•
Menjaga agar
penjualan
(sales)
akan
tetap
meningkat
sehingga profit
tetap
diperoleh (meningkatkan potensi daya saing).
• Menambah reliabilitas produk yang dihasilkan.
• Memperbaiki moral pekerja tetap tinggi
Semakin tinggi kualitas suatu produk akan menyebabkan semakin tinggi pula
biaya/beban yang harus dipikul perusahaan.
Biaya-biaya
yang
harus
dipikul
dalam
kaitannya dengan
program
pengendalian
kualitas antara lain sebagai berikut:
•
Biaya-biaya yang dikeluarkan akibat kesalahan/cacat yang terjadi (failure cost)
yang dalam hal ini bisa diklasifikasikan menjadi dua, yaitu:
|
|
12
-
Internal Failure
Cost, yaitu seperti skrap, rework, retest down time, dll.
Biaya tidak akan terjadi bila tidak ada defects
yang diketemukan dalam
produk yang dihasilkan sebelum diterimakan ke pelanggan (customer).
-
External Failure Cost, yaitu biaya yang dikeluarkan akibat defects yang
diketemukan
setelah
barang
dikirim/
didistribusikan
dan diterima oleh
customer seperti
halnya
dengan
warranty
charges,
returned
material/product, compaint adjustment, dan lain-lain.
•
Biaya-biaya yang
dikeluarkan
untuk
melakukan tindakan-tindakan
pencegahan
sebelum
kesalahan
terjadi
(preventive cost)
seperti
pelatihan
operator,
kelengkapan peralatan kerja instruksi kerja, inspeksi yang tepat, dan lain-lain.
•
Biaya-biaya yang dikeluarkan untuk pelaksanaan kegiatan inspeksi dan evaluasi
produk (inspection/appraisal
cost)
Berdasarkan
suatu
penelitian,
maka
total
quality cost
yang terdiri
atas
failure
cost,
preventive cost
dan
inspection
cost
tersebut
di
atas
akan
meliputi
sekitar
15
%
dari total
production cost, dengan perincian detail sebagai berikut:
•
Failure cost
. :
70 %
•
Preventive cost
:
5 %
•
Inspection/Appraisal cost :
25 %
Total Quality Cost :
100 %
Pengertian mengenai
biaya
yang dikeluarkan untuk
kegiatan
pengendalian
kualitas
(quality cost)
akan
selalu
dikaitkan
dengan
produk-produk
cacat
(defect),
yaitu
biaya
untuk menemukan, memperbaiki
dan menghindari/mencegah cacat.
|
|
13
2.2 Total
Quality
Management (TQM)
2.2.1 Definisi Total Quality
Management
TQM
merupakan sistem
manajemen
yang mengangkat
kualitas
sebagai strategi
usaha dan berorientasi pada kepuasan pelanggan dengan
melibatkan seluruh anggota
organisasi. Pengertian
TQM lain menyebutkan bahwa
TQM merupakan suatu
pendekatan dalam
menjalankan
usaha
yang mencoba
untuk
memaksimumkan
daya
saing organisasi melalui perbaikan terus menerus atas produk, jasa, manusia, proses,
dan lingkungannya
2.2.2 Landasan dan
Akar
TQM
Landasan
dari
Total
Quality Management
adalah statistical
process control
yang
diperkenalkan oleh Edwards Deming dan Joseph Juran untuk membantu memulihkan
industri Jepang yang hancur akibat Perang Dunia II. Model yang dikembangkan per-
tama
kali
adalah
manajemen
manufaktur,
yang selanjutnya
mengalami
evolusi
dan
mengalami diversifikasi untuk aplikasi di bidang manufaktur, industri jasa, kesehatan,
dan juga bidang pendidikan. Perkembangan
TQM juga tidak
terlepas dari kontribusi
bidang manajemen dan efektivitas organisasi dalam membangun TQM.
Kontribusi bidang tersebut merupakan
satu dimensi tersendiri
yang dapat disebut
akar TQM. Akar TQM antara lain sebagai berikut.
1. Scientific
Management (Manajemen Ilmiah). Manajemen Ilmiah digunakan untuk
mencari cara terbaik
untuk
melakukan pekerjaan melalui time and
motion study
|
|
14
dan
proses
produksi
secara
ban
berjalan.
TQM
memperluas
konsep
ke
dalam
lingkup seluruh sistem.
2. Group Dynamics. Kelompok-kelompok kerja dimaksudkan untuk mengembangkan
teknik pemecahan persoalan.
3.
Pelatihan.
TQM
menempatkan
program
pelatihan
pada prioritas
utama di
tiap
tingkat
organisasi.
Pimpinan
puncak
belajar merumuskan
visi,
mendelegasikan
wewenang, dan melatih bawahan. Bawahan harus belajar memecahkan persoalan
yang timbul dalam pekerjaannya.
4. Achievement Motivation (Motivasi Berprestasi). Karakteristik manusia adalah
selalu mempunyai motivasi, potensi, dan kapasitas untuk bertanggung jawab
terhadap organisasi. Yang menjadi persoalan adalah bagaimana peran manajemen
untuk
merealisasikan
karakteristik
tersebut.
Dalam
TQM
manajer
harus
percaya
pada bawahannya guna melakukan pekerjaan menuju kualitas.
5.
Pelibatan
karyawan.
TQM
memberi
peluang
kepada para karyawan
untuk
ikut
terlibat dalam proses pemecahan masalah.
6.
Sociotechnical
Systems (Sistem
Sosioteknikal).
Organisasi
dipandang
sebagai
sistem
yang terbuka,
organisasi
mengambil
sumber
daya
dari
lingkungannya,
mengolahnya dan
menyampaikan
hasilnya
kepada lingkungannya.
TQM
memperhatikan
dimensi
sistem
organisasi
secara
eksplisit.
TQM memusatkan
perhatian pada interface antara unsur-unsur yang saling mempengaruhi
7.
Pengembangan
Organisasi
(Organization Development). Hal
ini
merupakan
turunan dari
group dynamics
yang
bertujuan
melatih
seluruh organisasi
(tidak
|
|
15
hanya satu kelompok) agar lebih produktif. Organisasi akan
lebih efektif belajar
dari pengalaman dan
melakukan perubahan apabila anggotanya dilibatkan dalam
proses
pengumpulan
data dan
proses
pengambilan
keputusan.
TQM
menambahkan dua unsur, yaitu titik berat pada kualitas dan
menuntut hasil yang
dapat diukur.
8. Budaya Perusahaan. adalah pola nilai-nilai, keyakinan dan harapan yang tertanam
dan
berkembang pada
diri
anggota
organisasi
mengenai
pekerjaannya.
TQM
mengembangkan
konsep
tersebut
di
mana
budaya
perusahaan terdiri
dari
dua
komponen dasar, yaitu keyakinan dan nilai-nilai (values)
9. Teori kepemimpinan baru. Menurut teori baru, pemimpin dituntut untuk
memetakan
pandangannya
ke
depan
(vision), manajer
dituntut
untuk
merealisasikan
visi tersebut. Memimpin berarti menciptakan dinamika organisasi
yang kondusif agar para anggota mau dan komitmen terhadap tujuan organisasi.
Melakukan
manajemen
berarti
menata,
mengarahkan
serta mengendalikan
para
anggota secara sistematis agar tujuan organisasi tercapai. TQM mendasarkan pada
teori kepemimpinan tersebut di mana pimpinan harus mempunyai strategic vision
yang baik.
10. Perencanaan Strategis. Perencanaan
strategis adalah suatu proses di
mana
pimpinan puncak organisasi menggambarkan masa depan organisasi tersebut dan
mengembangkan prosedur yang diperlukan beserta pengoperasiannya. TQM ber-
pendapat
bahwa
data
yang
penting
untuk
perencanaan
harus
berasal dari
yang
|
|
16
dekat
dengan
konsumen
dan
data
ini
sebagai
pertimbangan
perencanaan
yang
berorientasi pada pelanggan.
2.2.3 Manfaat TQM
Salah satu cara terbaik dalam persaingan global adalah dengan menghasilkan suatu
produk barang/jasa dengan
kualitas terbaik.
Kualitas
terbaik
akan
diperoleh dengan
melakukan
upaya perbaikan
secara
terus-menerus
terhadap
kemampuan
manusia,
proses,
lingkungan.
Penerapan
TQM
adalah
hal
yang sangat
tepat
agar
dapat
memperbaiki kemampuan
unsur-unsur tersebut secara berkesinambungan. Penerapan
TQM dapat memberikan beberapa manfaat utama, sebagai berikut :
Dengan perbaikan
kualitas berkesinambungan, perusahaan akan dapat
memperbaiki posisi persaingan. Dengan posisi
yang lebih baik akan meningkatkan
pangsa pasar dan menjamin harga yang lebih tinggi. Hal ini akan memberikan peng-
hasilan
lebih
tinggi
dan
secara otomatis
laba
yang
diperoleh
semakin
meningkat.
Upaya perbaikan
kualitas
akan
menghasilkan
peningkatan
keluaran
(output)
yang
bebas dari kerusakan atau mengurangi produk yang cacat. Berkurangnya produk yang
cacat
berarti
berkurang
pula
biaya
operasi
yang
dikeluarkan
perusahaan
sehingga
akan diperoleh laba yang semakin besar.
|
|
17
2.3 Six Sigma
Six
Sigma menurut
james
R.Evan
(2005;4)
didefinisikan
sebagai
metode
peningkatan proses bisnis yang bertujuan untuk menemukan dan mengurangi faktor-
faktor penyebab kecacatan dan kesalahan, mengurangi waktu siklus dan biaya
operasi, meningkatkan produktivitas, memenuhi kebutuhan pelanggan dengan
lebih
baik, mencapai tingkat pendayagunaan asset yang lebih tinggi, serta mendapat imbal
hasil atas investasi yang lebih baik dari segi produksi ataupun pelayanan. Metode ini
disusun berdasarkan sebuah metodologi
penyelesaian masalah
yang
sederhana–
DMAIC
yang merupakan
singkatan
dari
Define
(merumuskan),
Measure
(mengukur),
Analyze (menganalisa),
Improve
(meningkatkan/memperbaiki),
dan
Control
(mengendalikan)
yang menggabungkan
bermacam–macam
perangkat
statisitik serta pendekatan perbaikan proses lainnya.
Wacana six
sigma dalam dunia bisnis telah dikemukakan
secara
gamblang, pada
bulan Oktober 1987, oleh Wiliam Cooper Procter. Six sigma melalui proses DMAIC
menjadi
jembatan
untuk
mewujudkan
perbaikan kinerja dalam
bentuk peningkatan
kualitas , produktivitas, produktivitas, biaya dan profitabilitas.
|
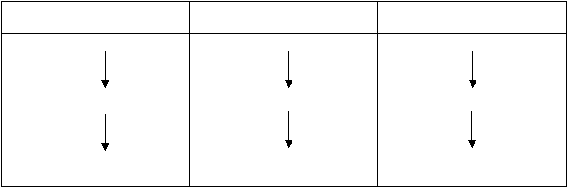
 18
Proses Bisns
is
yang sudah
ada
Supplier
Input
Process
Output
Customer
Perumusan
Pengukuran
Metode Six
Sigma
DMAIC
Pengendalian
Perbaikan
Analisis
Kinerja Bisnis
yang Meningkat
Kualitas
Produktivitas
Biaya
Profitabilitas
Gambar 2.1 Six Sigma dan perbaikan Proses.
2.3.1 Konsep dan
filosofi Six Sigma :
1.
Selalu
berpikir dalam
kerangka proses bisnis
utama serta kebutuhan pelanggan
dengan tetap berfokus pada tujuan strategis perusahaan.
2.
Memusatkan perhatian pada para pendukung perusahaan
yang bertanggungjawab
menyukseskan
proyek-proyek
penting,
mendukung kerja
kelompok,
membantu
mengatasi keengganan untuk berubah, dan menggalang sumber daya.
3. Menekankan
sistem pengukuran
yang bisa
dikuantifikasi, seperti cacat per satu
juta kemungkinan (defects per million opportunities—dpmo)
4.
Memastikan
bahwa
sistem pengukuran
yang
tepat teridentifikasi di
awal setiap
proses serta
memastikan bahwa sistem tersebut berfokus pada pencapaian bisnis,
sehingga dapat memberikan sistem insentif dan akuntabilitas.
|
|
19
5.
Menyediakan pelatihan
menyeluruh
yang diikuti
dengan penugasan
tim
proyek
untuk
meningkatkan
profitabilitas,
mengurangi
aktivitas
yang tidak
bernilai
tambah, serta mencapai pengurangan waktu siklus.
6.
Menciptakan
ahli-ahli
peningkatan
proses
berkualifikasi
tinggi
yang dapat
menerapkan aneka alat untuk meningkatkan kinerja serta dapat memimpin tim.
7. Mencanangkan tujuan jangka panjang untuk perbaikan.
2.3.2 Metrik dan
pengukuran Six Sigma
Metrik (metric) adalah cara untuk mengukur karakter tertentu yang dapat di
verifkasi, dinyatakan baik secara numeric ataupun kualitatif. Konsep six sigma
mendefinisikan kinerja kualitas sebagai tingkat kecacatan per juta kemungkinan
(defect per million opportunities – dpmo) :
dpmo = (jumlah cacat yang ditemukan/kemungkinan
kesalahan)
x 1000.000
Dimana variabel untuk mecari nilai tersebut adalah sebagai berikut :
!
Unit (U)
Merupakan jumlah produk yang diperiksa dalam Inspeksi
!
Oppurunities (OP)
Merupakan
Karakteristik
yang diperiksa
atau
di
ukur.
Karakterisitk
yang
diperiksa
atau
diukur
tersebut
adalah
karakteristik
yang
kritis
bagi kualitas.
|
|
20
!
Defect per Unit (DPU)
DPU =
D
U
!
Total Opportunities (TPO)
TOP =U x OP
!
Defect per Oppurtunnities (DPO)
DPO =
D
TOP
!
Defect per Million Oppotunities (DPMO)
DPMO = DPO x1000.000
2.3.3 Dasar Statistik Six Sigma
Perspektif
pengukuran,
"sigma
enam" mewakili
tingkatan
kualitas
di
mana
kesalahan paling banyak berjumlah 3,4 cacat per satu juta kemungkinan. konsep ini
berakar dari konsep spesifikasi desain di bidang
manufaktur serta kemampuan suatu
proses
untuk
mencapai
spesifikasi
tersebut.
Tingkatan kualitas
sigma enam
adalah
tingkat
yang
setara dengan
variasi
proses
sejumlah
setengah
dari
yang
ditoleransi
oleh tahap
desain dan dalam waktu yang sama memberi kesempatan agar
rata-rata
produksi bergeser sebanyak 1,5
deviasi standar dari target. Adalah penting
untuk
|
|
21
memberikan kesempatan pada kurva distribusi untuk bergeser, karena tidak ada
proses yang bisa dipertahankan pada tahap sempurna.
Tingkat Sigma dihitung dengan Rumus :
y
=
e
(
-
DPO )
, dimana DPU =
DPMO
1.000.000
Kemudian dicari nilai Z pada tabel statistik distribusi normal (Lampiran 4).
Tingkat Sigma = Z + 1.5 , dimana 1,5 adalah pergeseran sigma
atau Tingkatan sigma dapat dihitung langsung dengan Excel menggunakan formula :
=NORMSINV(1-dpmo/1000.000) + pergeseran sigma
2.3.4 Pemecahan masalah dengan Six Sigma – Metodologi
DMAIC
Tahapan Metodologi
DMAIC,
dimana pada setiap
tahapan six
sigma digunakan
beragam metode statisitik yang relevan dengan rincian pada setiap tahapnya sebagai
berikut :
Define
Proses untuk mengindentifikasi kebutuhan konsumen terhadap produk kemudian
mengembangkan karakteristik kualitas yang diinginkan konsumen.
Measure
Mengidentifikasikan karakteristik kualitas, kemudian mengumpulkan data, serta
mengukur sigma proses saat ini.
|
|
22
Analyze
Mengidentifikasi
berbagai
sebab
adanya
produk
rusak
dan
penyebab
lain
ketidakpuasan konsumen.
Improve
Upaya peningkatan kualitas dengan memperbaiki kinerja proses
Control
Fase ini berfokus pada bagaiman menjaga perbaikan terus berlangsung.
|
 23
TQM
Six Sigma
Bisnis Inti
Tujuan
kepemimpinan
Aplikasi
W
aktu
dan kesempatan
Organisasi
Fokus
Bukan bagian dari strategi bisnis
Dewan Quality tidak termasuk manajer senior.
Tidak ada tanggung
jawab di garis lini bawah
terlalu banyak tempat dengan beraneka
ragam projek
Perbaikan
terhadap semua masalah quality
Biasanya tidak ditargetkan
ke semua proses bisnis.
Biasanya tidak fokus
Tidak ada leve performance
l performance
Biasanya hanya di support oleh vokal yang kuat
Sering ditempatkan oleh aktif leader yang telah
sukses ada leve tertentu.
l tertentu.
kebanyakan manajemen
menyusupkan
leader
Mempelajari semua tools
Tidak terlibat pada lini bawah
Menggunakan
semua tools yang memungkinkan.
terlalu banyak tempat dengan beraneka
ragam proyek
Hanya didalam departement (QC)
Biasanya berdasarkan
kriteria krtie dari cutomers.
Tidak ada target waktu
Organisasi terpisah
Tidak dapat di hitung ke bisnis unit.
Kumpulan dari para ahli
Merupakan jenjang karir
Tempat untuk masa akhir dari karir.
Mafaktur Produk-
produk Service
atau Jasa
Pemasaran
strategi berasal dari unit bisnis atas
Senior manajer adalah dewan quality
Proyek memiliki keuntungan yang lebih baik
Projek dijaga dan dipilih oleh manajer
3.4 DPMO (Defect per million Opportuniti)
area di targetkan / difokuskan
luas projek didefinisikan oleh management
Dimana kesuksesannya
berdasarkan implementasi
permintaan manajemen.
Posisi Managemen
berada pada peran aktif di
semua fase Six Sigma.
Black belt (berpengalaman) yang telah di latih Projek
diharapkan untuk bertemu secara objektif Hanya
menggunakan toolsyang
perlu selama proyek.
Dihasilkan.perbaikan yang signifikan
Hasil terbaik ketika fokus kepada customers
Fokus kepada bisnis proses
Perbaikan
signifikan pada setiap proyek
Rentang waktu menjadi bagian dari ruang lingkup.
Laporan terbaik dalam bisnis
Black belt dalam unit bisnis
Senior leader sebagai Dewan quality
Black belt mengembalikan
fungsi lini.
Semua bisnis proses
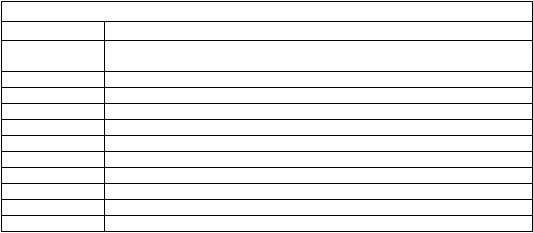
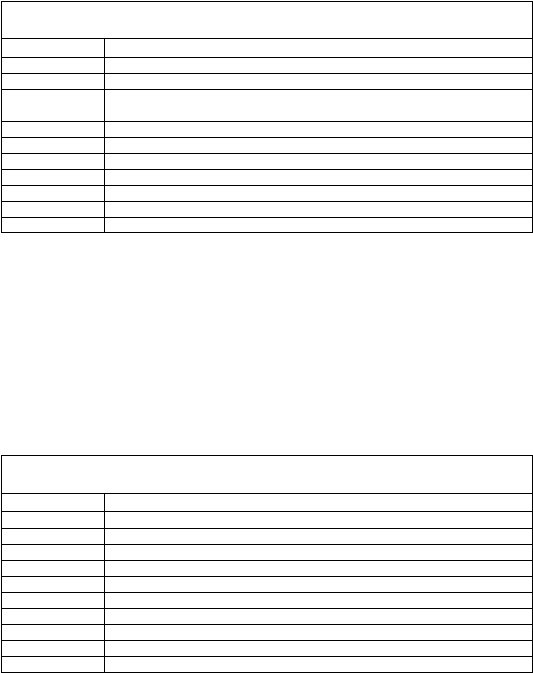
2.4 Komparasi Six Sigma dan
TQM
Perbandingan TQM dan Six sigma dapat dilihat dalam tabel berikut :
Tabel 2.1 Komparasi TQM dan Six Sigma
2.5 Analisa statistik dalam
pengendalian Kualitas
Metode dasar untuk pelaksanaan pengendalian kualitas adalah penggunaan metode
statistika yang berupa :
a. Bagan Pengendalian (control chart)
b. Inspeksi berdasarkan sampling
|
|
24
Metode statistika tidak dapat dijalankan tanpa adanya data, dengan demikian data
merupakan
unsur
yang penting didalam
pelaksanaan
pengendalian
kualitas.
Berdasarkan
data ini
maka kita
akan
memiliki
landasan
untuk
menganalisis
dan
melakukan
tindakan-tindakan
tertentu.
Fakta
yang ada
haruslah
dapat
dicari
dan
dituangkan dalam bentuk data, karena itu data yang diperoleh harus teliti apakah:
a. Dapat mengungkapkan fakta secara lengkap ?
b. Sudah sesuai dengan fakta yang sebenarnya ?
Agar
data
yang diambil
benar-benar
mencerminkan
kondisinya
(fakta/populasi)
yang
ada, maka
proses pengambilan
data
harus dilaksanakan
secara teliti.
Kalau
data
tersebut
harus
diambil
berdasarkan
sampling
data
harus pula
dilakukan
berdasarkan
metode
statistik agar benar-benar bisa mewakili populasinya.
2.5.1 Maksud dan
tujuan
pengumpulan data
Pengumpulan data akan memiliki kegunaan antara lain :
• Alat untuk memahami situasi nyata yang sebenarnya.
Berdasarkan
data ini
maka terjadinya penyimpangan-penyimpangan
akan
dapat
diketahui dan prosentase kesalahan atau
"cacat" akan dapat diukur. Penyimpangan
ini
akan
dapat
diketahui
dengan
jalan
mengamati
data
yang diperoleh
kemudian
membandingkan dengan standar performans atau target yang telah ditetapkan.
|
|
25
•
Alat
untuk menganalisis keadaan
nyata
dan
permasalahan yang
ada.
Berdasarkan data yang diperoleh maka akan bisa dicari hubungan antara
penyimpangan yang terjadi (akibat) dengan faktor-faktor signifikan yang dianggap
sebagai sumber terjadinya kesalahan (sebab).
•
Alat
untuk mengendalikan proses atau
pekerjaan.
Berdasarkan
data
yang
ada
maka dapat
diketahui
apakah
proses
kerja telah
berlangsung secara
normal
atau
tidak.
Disini
peta
kontrol
(control
charts)
bisa
digunakan untuk mengevaluasi apakah proses telah berlangsung secara normal atau
tidak, selanjutnya tentu saja tindakan-tindakan korektif bisa segera diambil apabila
ternyata diketahui bahwa proses berlangsung abnormal.
•
Alat
untuk pengambilan
keputusan.
Berdasarkan
data
yang
mencerminkan
fakta
yang
ada akan
dapat
diketahui
dan
ditetapkan apakah sesuatu sample lost harus ditolak atau diterima setelah
inspeksi
dilaksanakan.
Disini ada 2
metode
untuk
melakukan
inspeksi, yaitu total
inspeksi
atau sampling. Sesuai dengan informasi
yang diperoleh ini maka dapat disimpulkan
tindakan-tindakan yang harus diambil terhadap hasil kerja (output) yang diperoleh.
•
Alat untuk membuat rencana atau
perbaikan.
Seperti telah dijelaskan
bahwa
data
akan berfungsi sebagai
alat atau dasar
menetapkan
usaha-usaha ke arah
tindakan-tindakan
perbaikan/korektif apabila
ternyata ada
proses
kerja
yang salah.
Hal
ini dilakukan setelah
evaluasi
terhadap
kondisi nyata sehingga tindakan korektif yang tepat bisa diambil. Dengan demikian
|
 26
satu hal yang terpenting disini ialah sample (contoh) menentukan apakah data yang
diperoleh benar-benar mencerminkan kondisi nyata atau tidak.
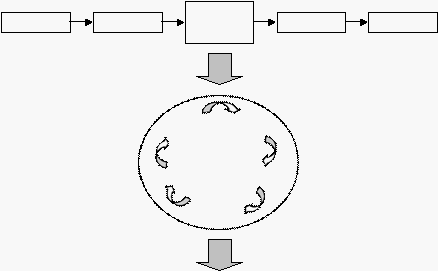
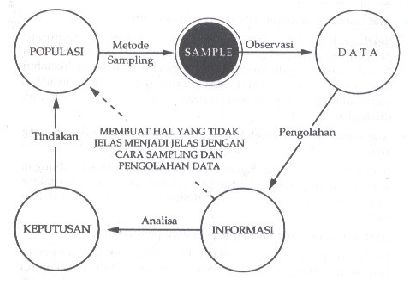
Hal-hal tersebut di atas secara sistematis dapat digambarkan sebagai berikut:
Gambar 2.2
Sistematika langkah-langkah dalam pengumpulan data dan proses
pengambilan keputusan
2.5.2 Macam-macam
Data
Data yang diperlukan untuk aktivitas pengendalian mutu pada umumnya bisa
diklasifikasikan sebagai:
• Data hasil pengukuran (measurement data)
-
Kadang-kadang disebut sebagai continuous data atau variabel data.
-
Contoh: panjang, berat, waktu, dan lain-lain.
• Data hasil perhitungan (countable data)
-
Contoh: Jumlah Produk cacat, dan lain-lain.
|
 27
?
i
-
Data produk atau
hasil kerja disini biasanya dikategorikan sebagai baik atau
cacat (atribut data).
2.5.3 Metode pengaturan data
Setelah data berhasil
dikumpulkan,
maka problem selanjutnya adalah bagaimana
mengatur
data
tersebut
agar
bisa
dilakukan
analisis
data.
Disini
histogram
adalah
salah satu alat dari metode statistik yang bisa dipakai untuk menganalisa data.
Dari histogram akan dapat diketahui beberapa hal seperti:
• Harga rata-rata atau central tendency dari nilai data yang terkumpul.
?
n
x
x
+
x
+
x + .......x
Mean ( x) =
i
=1
i
= ¹
2
3
n
n
n
• Harga maksimum (X maks) dan harga minimum (X min)
• Range (R) = X maks - X min
• Besar penyimpangan (dispersi) terhadap harga rata-rata
Standar Deviasi (SD) = ±
n
(
x
i 1
=1
-
x)
2
n
|
 28
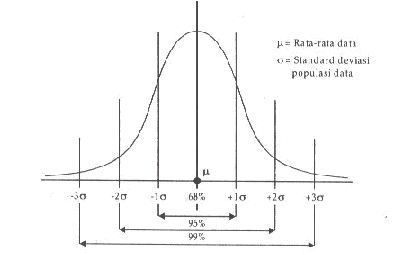
• Bentuk distribusi data yang terkumpul
Gambar 2.3
Macam-macam bentuk distribusi data
Pengendalian kualitas berusaha agar penyimpangan yang terjadi sekecil mungkin
dan
diharapkan
(diusahakan)
agar
bentuk
distribusi
data mengarahkan
distribusi
normal dan penyebaran data terputus pada central tendency.
Gambar 2.4 Distribusi Normal dengan perbedaan bentuk penyebarannya.
Penyimpangan
(dispersi)
terhadap
harga
rata-rata
akan
merupakan
indikasi
kejadian yang di luar normal. "We
live a world of dispersion" demikian satu
ungkapan
yang sering
kita
dengar.
Didalam
proses
pengendalian
kualitas
maka
penyimpangan
ini
harus
bisa
ditekan/dikendalikan
sampai
batas-batas
yang
masih
bisa ditolerir.
|
 29
Untuk
menganalisa
sebuah
histogram
lebih
lanjut,
terutama
apabila terjadi
penyimpangan, maka data tersebut harus dikelompokkan untuk satu jenjs pengamatan
yang
sama
sebab distribusi data
yang
satu
mungkin akan berbeda dengan distribusi
lainnya.
Dengan
stratifikasi atau
pengelompokan
data ini
maka
analisa
akan
lebih
mudah dibuat.
Tergantung pada tingkat keyakinan
(confidence
level) yang diambil,
maka dalam
batas toleransi penyimpangan dapat ditunjukkan dalam
gambar daerah kurva normal
berikut:
Gambar 2.5
Daerah-daerah kurva normal.
|
 30
2.6 Metode teknik
pengendalian
kualitas.
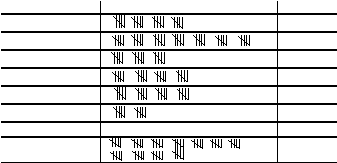
2.6.1 Lembar
Pengumpul Data
(Check Sheet)
Lembar pengumpul
data merupakan
alat
untuk
memudahkan
pengumpulan
data.
Data merupakan
faktor penting dalam pelaksanaan pengendalian kualitas yang
berguna
untuk
memahami
kondisi
yang sebenarnya,
menganalisis
persoalan,
mengendalikan proses, mengambil keputusan dan membuat rencana.
Dalam
pengumpulan
data dengan
menggunakan
lembar
pengumpul
data,
perlu
diperhatikan agar data dapat terkumpul dengan baik dan mudah yaitu:
a.Sasaran pengumpul data harus jelas.
b.Stratifikasi data sesuai dengan kebutuhan.
c.Tentukan
cara pengumpulan
data (seperti
siapa,
kapan, dimana
dan
cara
pengumpulan data).
d. Dibuat sesederhana mungkin sehingga dapat diisi dengan cepat dan mudah,
Product: Bic
ycle-32
CHECK
SHEET
Da te :
Jan,
21
Sta de :
Final
Inspec tion
Num be
r
Inspe cte d: 2217
ID: Paint
Ope ra tor/Inspe ctor: Jane
Type
Che ck
Tota l
Blister
20
Light
Spray
35
Overs pray
15
Splatter
20
Runs
20
Others
10
Number
Nonconforming
TOTAL
120
55
Gambar 2.6 Contoh Lembar Pengumpul Data (Check sheet)
|
 31
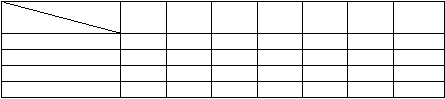
2.6.2 Stratifikasi
Stratifikasi
adalah mengurai/mengklasifikasikan data/masalah
menjadi
kelompok/golongan
yang sejenis
sehingga
menjadi
lebih
jelas,
misalnya klasifikasi
menurut:
a. Jenis kesalahan/kerusakan.
b. Penyebab dari kesalahan/kerusakan.
c. Material, tanggal produksi, unit kerja, waktu, lot dan lain-lain.
Kegunaan stratifikasi:
a. Mengelompokkan data sehingga persoalan menjadi lebih jelas.
b. Memperjelas pilihan dalam pemecahan masalah.
Je nis
Pe njua l
A
B
C
D
E
F
TOTAL
I
100
25
50
125
150
25
475
II
25
125
100
50
75
100
475
III
50
150
50
25
25
100
400
TOTAL
175
300
200
200
250
225
1350
Gambar 2.7 Contoh bagan stratifikasi
2.6.3. Grafik Dan Bagan Pengendalian
a. Grafik
Grafik
merupakan
data
yang dinyatakan
dalam
bentuk
gambar
dan
memiliki
kegunaan sebagai berikut:
1. Data lebih cepat, mudah, jelas dan enak dilihat.
|
|
32
2. Hubungan dengan data yang lalu dapat dipaparkan sekaligus.
3. Perbandingan dengan data lain yang berhubungan dapat dilihat dengan jelas.
Pada dasarnya terdapat tiga macam grafik yaitu:
1. Grafik garis (Line Graph).
2. Grafik kolom/balok (Bar Graph)
3. Grafik lingkaran (Circle Graph, Pie Chart).
b. Bagan Pengendalian
Bagan pengendalian
(control
chart)
merupakan
grafik
garis dengan pencantuman
batas
maksimum
dan minimum yang
merupakan
batas
daerah pengendalian.
Kegunaan
bagan
ini
adalah
menunjukan
batas
minimum dan
maksimum
daerah
pengendalian dan memperlihatkan perubahan data dari waktu ke waktu
tetapi
tidak
menunjukan penyebab penyimpangan.
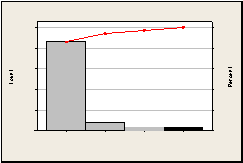
2.6.4. Diagram Pareto
Diagram pareto merupakan diagram yang terdiri atas grafik balok dan grafik garis
yang menggambarkan
perbandingan
masing-masing jenis
data
terhadap
keseluruhan.Dengan diagram paretro dapat terlihat masalah mana yang dominan dan
dapat diketahui prioritas penyelesaian masalah.
|
 33
Kegunaan diagram pareto:
1. Menunjukan masalah utama.
2. Menyatakan perbandingan masing-masing persoalan terhadap keseluruhan.
Data
Keluhan Costumer terhadap Front Spring Assy
100
80
60
40
20
100
80
60
40
20
0
Keluhan
Noise
Suspensi Keras Kendaraan Bergetar
0
Other
Count
86
8
3
3
Percent
860
.0
8.
0
3.
0
3.
0
Cum %
860
.0
94.
0
97.
0
100. 0
Gambar 2.8 Contoh diagram pareto
2.6.5. Diagram Sebab-Akibat (Cause
and
Effect
Diagram/Fish
Bone Diagram)
Diagram
ini
disebut
juga diagram
tulang ikan (fishbone
diagram)
dan berguna
untuk
memperlihatkan
faktor-faktor
yang berpengaruh
pada
kualitas
hasil.
Pada
umumnya ada lima faktor utama yang perlu diperhatikan dalam penyusunan diagram
sebab
akibat
yaitu:
pekeja,
mesin,
material
metoda dan
lingkungan.
Dalam
bahasa
inggris dikenal
dengan singkatan
5M
1E
(Man, Machine,
Measurement, Material,
Method, Environment) seperti terlihat pada gambar di bawah ini:
|
 34
Lingkungan
(Environment)
Manusia
(Man)
Kualitas
Metode/Cara
(Method)
Material/Bahan
(Material)
Mesin / Alat
(Machine)
SEBAB
AKIBAT
Gambar 2.9 Contoh Diagram sebab akibat (fish bone diagram)
2.6.6
Diagram Pencar
Diagram
pencar
merupakan diagram
yang menggambarkan
korelasi
(hubungan)
antara 2 faktor/data yang ada.Dengan diagram ini dapat terlihat apakah 2 faktor yang
diuji tersebut saling berpengaruh/mempunyai kortelasi atau tidak.
Y
40
30
20
10
0
X
30
40
50
60
70
80
Spe e d (m l/hr )
Gambar 2.10 Contoh diagram scatter
|
 35
2.6.7. Histogram
Histogram merupakan diagram yang terdiri atas grafik balok dan menggambarkan
penyebaran/distribusi data-data
yang ada.Jadi dengan
menggunakan histogram dapat
diketahui penyebaran data yang ada.
600
500
400
300
200
100
0
1
2
3
4
5
6
Bula n
:
Tahun
2002
:
Tahun
2003
Gambar 2.11 Contoh histogram
2.7 Peta
Kontrol-kontrol:
Macam dan
Cara Aplikasinya
Dalam proses produksi akan bisa dijumpai adanya penyimpangan-penyimpangan
ukuran yang dihasilkan. Penyimpangan atau variabilitas dari produk akan disebabkan
oleh berbagai macam faktor antara lain:
a.
Bahan baku (raw material) yang dipakai berasal dari berbagai macam sumber
yang
memungkinkan
ada perbedaan
dalam
komposisi
kimiawi,
kekerasan
ataupun karakteristik lain yang berbeda secara signifikan.
b.
Adanya
toleransi yang
berkaitan dengan adanya perlakuan-perlakuan khusus
pada material seperti tekanan, temperatur dan lain-lain.
|
|
36
c.
Adanya
perbedaan
pada
faktor
manusia (operator) dalam
pengetahuan,
ketrampilan, pengalaman, motivasi dan sebagainya.
Variabilitas
atas
"penyimpangan"
ukuran di
atas
umumnya
akan
bersifat
acak
(random)
dan sulit
untuk dikontrol.
Disisi
lain
upaya
untuk menghasilkan produk
dengan
ukuran
yang selalu
persis
sama
atau
sempurna
juga
akan
terasa
tidak
ekonomis.
Dalam
hal
ini
diperlukan batas-batas
toleransi
ataupun kelonggaran
(allowance)
ukuran
agar
hasil
produksi
tetap
bisa memenuhi
persyaratan
yang
ditetapkan. Berkaitan dengan masalah yang berkaitan dengan konsep variabilitas, ada
beberapa istilah umum yang harus di ketahui dan pahami terlebih dahulu, seperti:
Toleransi
(Tolerance)
:
adalah besarnya penyimpangan
ukuran yang bisa dari
suatu benda kerja sebagai hasil dari proses produksi.
Ketelitian (Accuracy)
:
ialah
derajat kesesuaian
(coning
bisa
dipenuhi oleh
setiap
produk
yang
dibuat
bila
dibandingkan
dengan
spesifikasi
atau
standar
yang telah ditetapkan.
Ketepatan
(Precision)
:
ialah derajat
ketepatan
dari
hasil
yang dicapai
yang
menunjukkan
perbedaan
atau
penyimpangan
yang kecil
satu
dengan
yang
lainnya.
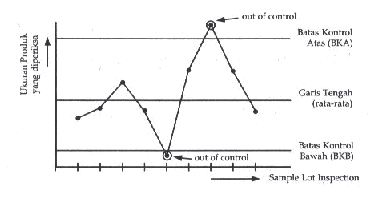
Peta kontrol pada dasarnya merupakan alat analisis yang dibuat mengikuti metode
statistik, dimana
data
yang berkaitan dengan
kualitas produk/proses akan
diplotkan
dalam sebuah peta seperti yang ditunjukkan gambar berikut:
|
 37
Gambar 2.12 Contoh peta kontrol
Dalam peta kontrol tersebut bila dijumpai adanya data yang berada
di
luar batas
kontrol — baik di atas BKA ataupun dibawah BKB — maka
indikasi bahwa proses
berada
dalam
posisi
"out
of
control"
dan proses
produksi
karena
segera
dikoreksi.
Variabilitas yang menyimpang dari batas-batas kontrol tersebut disebabkan oleh fak-
tor-faktor penyebab
yang
"assignable". Sebaliknya bilamana plot data terletak
diantara
BKA dan
BKB;
hal ini
tidak perlu dirisaukan benar, karena proses masih
bisa
di-katakan
sebagai
terkendali.
Variabilitas
yang terjadi
diantara
batas-batas
kontrol
ini
umumnya
disebabkan
faktor-faktor
penyebab
yang random
(chance
causes).
2.7.1 Peta
Kontrol
untuk jenis data
terukur.(Variable
Control Chart)
Data
yang diperlukan disini
harus
dapat
diukur
(measurable)
dan karakteristik
kualitas
akan
ditentukan
oleh
besar
kecilnya
penyimpangan
terhadap
unit
ukuran
yang distandarkan untuk hasil proses kerja
yang berlangsung. Disini ada dua macam
variable control chart:
|
 38
•
X
Chart
Peta pengendalian dengan memperhatikan harga rata-rata dari hasil (output) kerja.
•
R
Chart
Peta pengendalian
dengan
memperhatikan range atau selisih harga maksimum dan
minimum dari data output kerja. (mencerminkan dispersi data yang ada).
Proses kerja akan dikatakan terkendali apabila data yang diplotkan pada X ataupun
R
akan berbeda dalam batas-batas kontrol. Apabila ada data yang
keluar dari batas
kontrol yang ditetapkan meskipun hanya pada salah satu peta, maka proses kerja yang
berlangsung perlu segera dianalisa dan dikoreksi. Pada dasarnya kedua peta X dan R
harus dibuat secara bersama-sama sebelum kesimpulan bahwa proses terkendali atau
tidaknya diambil.
2.7.1.1 Peta X
(
X
Chart)
Peta ini akan menggambarkan variasi harga rata-rata (mean) dari suatu sample lot
data
(data
yang diklasifikasikan dalam
kelompok-kelompok)
yang ditarik
dari suatu
proses kerja. Pengelompokan data ini bisa dilakukan berdasarkan:
• Hari atau satuan waktu lainnya dimana sample akan diambil.
• Kelompok atau group-group pekerja yang melakukan pekerjaan yang sama.
Jumlah data dalam masing-masing kelompok ini dinyatakan dengan n, sedangkan
jumlah sample lots atau kelompok = k.
|
 39
Variasi data akan diajukan dengan memperhatikan daerah sekitar garis sentral_(X
atau grand mean), sedangkan batas-batas kontrol untuk peta
X
ini adalah :
!
Batas kontrol atas (BKA)
=
X
+
A2
R
!
Batas kontrol bawah (BKB) =
X
-
A2
R
Dimana A2
adalah suatu
faktor yang harganya akan tergantving pada jumlah data
yang diambil dalam masing-masing sample lots (n) dan R adalah harga rata-rata dari
selisih harga maksimum dan minimum dari data masing-masing sample lots.
2.7.1.2 Peta R ( R
Chart)
Peta ini akan menggambarkan variasi dari range sample lots data yang ditarik dari
suatu proses
kerja. Variasi data juga akan
ditujukan
dengan
memperhatikan
daerah
sekitar
garis sentral
yang dalam
hal
ini adalah
harga range
rata-rata (R), dan batas-
batas kontrol untuk peta R ini adalah:
!
Batas kontrol atas (BKA)
=
D
4
*
R
!
Batas kontrol bawah (BKB)
=
D3
*
R
Seperti halnya dengan
A2
,
maka harga D3
dan
D
4
akan tergantung pada sample
lot
sizes (n) yang dapat dilihat pada lampiran 6
2.7.2
Peta Kontrol untuk jenis data
atribut.(Atribut Control Chart)
Data yang diperlukan disini hanya diklasifikasikan sebagai data kondisi baik atau
jelek
(cacat). Jadi disini
kualitas
hasil kerja
hanya dibedakan dalam 2 kondisi tadi
|
|
40
dimana
inspeksi
bisa
dilakukan
secara
visual
tanpa
perlu
melakukan
pengukuran.
Disini ada 2 model Attribute Control Chart :
• p atau np - chart
• c chart atau u - Chart
Seperti
halnya dengan
variable control chart,
maka
proses
akan dikatakan
terkendali bila data yang diplotkan akan berada dalam batas-batas kontrol. Perbedaan
yang
ada adalah
bahwa disini
karakteristik
peta terkendali
attribute sudah
mencerminkan harga rata-rata (mean) dan penyimpangan (dispersi) dari proses kerja
yang berlangsung.
2.7.2.1
p
atau
np - chart
p chart
akan
berkaitan dengan "fraction defectives"
yaitu jumlah cacat
dibagi
denganjumlah
items (sample) yang di
inspeksi.sedangkan
np chart berkaitan dengan
“number
defectives”atau
jumlah cacat
yang diketemukan dalam
sample lot sizes (n)
tidak
sama,
sedangkan
np
charts
besarnya
n
dari
masing-masing
sample
lot
akan
sama.
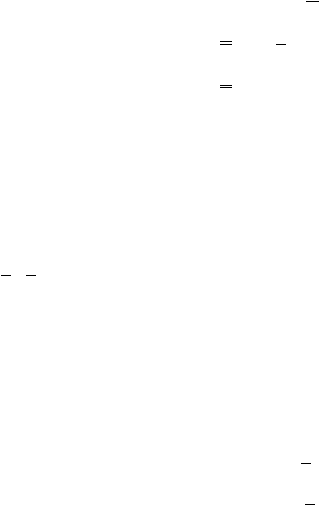
Perumusan untuk mengkonstruksikan kedua peta ini adalah sebagai berikut:
|
 41
Tabel 2.2 Jenis peta kontrol atribut p - chart dan np - chart serta batas-batas
kontrolnya
Untuk
p
-
chart
batas-batas kendali
harus
dihitung satu per
satu
untuk
masing-
masing kelompok sample lots, karena disini harga n akan berbeda-beda untuk setiap
kelompok sample lot.
2.8 Kapabilitas Proses
Kapabilitas adalah kemampuan dari
proses
dalam menghasilkan
produk
yang
memenuhi
spesifikasi.
Jika
proses
memiliki
kapabilitas yang
baik,
proses
tersebut
akan
menghasilkan
produk
yang berada
dalam
batas-batas
spesifikasi.Sebaliknya
apabila proses memiliki kapabilitas yang rendah akan
menghasilkan banyak produk
yang
berada
diluar batas-batas
spesifikasi,
sehingga
menimbulkan kerugian
karena
banyak produk yang ditolak atau terdapat banyak scrap.
|
|
42
Untuk melakukan pemeriksaan kapabilitas proses, dilakukan langkah sebagai berikut:
1. Menentukan karakteristik kualitas
Karakteristik
yang
ditentukan
biasanya
merupakan
item
penting di
dalam
standard
kualitas,
faktor-faktor
yang
harus
dipertimbangklan dalam
menentukan
karakteristik
tersebut
misalnya
safety karakteristik,
karakteristik
yang
menjadi
penyebab terbesar suatu masalah kualitas atau klaim pemakai produk.
2. Standarisasi
Faktor-faktor yang dapat menyebabkan fluktuasi kualitas, 4 M (Man, Method,
Material,
Machine) harus
distandarisasi.
Misalnya
standard
untuk
pelatihan
pekerja, petunjuk kerja, pemeriksaan untuk penerimaan material, prosedur
perawatan untuk fasilitas produksi dan lain-lain.
3. Pelaksanaan standar kerja
Pelaksanaan kerja/proses produksi
harus sesuai dengan Standard
Operation
Procedure/Instruksi
Kerja.
|
 43
2.8.1 Potensial capability (Cp)
Persamaan pengukuran potensial capability pada proses produksi adalah :
Cp
=
USL - LSL
=
6
s
Dimana USL dan LSL menunjukan spesifikasi limit atas daln limit bawah,
Menggambarkan jika ;
Cp =1, bahwa proses adalah memiliki Potensial capability
Cp <1, bahwa proses adalah tidak memiliki Potensial capability
Cp >1, bahwa proses adalah memiliki Potensial capability
2.8.2 Actual
capability (Cpk)
Persamaan pengukuran Actual Capability pada proses produksi adalah :
Cpk
=
minimum
?
µ
-
LSL SL -
,
USL -
µ
?
?
?
3
s
3s
?
Dimana
X = µ
s
=
R
d
2
Cpk =1, bahwa proses dalam margin capable
Cpk <1, bahwa proses adalah tidak capabe
Cp >1, bahwa proses adalah capable
|
|
44
2.9 Failure Mode Effect and
Analysis (FMEA)
Failure
Mode
Effect and Anlysis adalah suatu penaksiran elemen per elemen
secara sistematis
mengetahui akibat-akibat dari
kegagalan komponen produk, proses
atau sistem memenuhi keinginan dan spesifikasi konsumen, termasuk kemana. Hal ini
ditandai dengan yang
tinggi atas elemen dai komponen, produk, proses atau sistem
yang memerlukan
prioritas
penaganan
untuk
mengurangi
kegagalan
melalui
design
ulang, perbaikan secara terus menerus , pendukung kemaman, tinjauan perancangan,
dll.
Hal
itu
dapat
dilaksanakan
pada tahap
perancangan
dengan
menggunakan
pengalaman
atau
pertimbangan,
atau
yang digabungkan
dengan
reabilitas
data
menggunakan pengetahuan tentang rata-rata tingkat kegagalan untuk komponen dan
produk yang ada saat ini, (Field and swift,1996; h91).
FMEA
adalah
sebuah
teknik
yang memberikan
sebuah
metodologi
untuk
memudahkan peningkatan proses. Dengan menggunakan FMEA, Perusahaan dapat
mengidentifikasikan dan
mengurangi keperluan
dini dalam pengembangan sebuah
proses atau design. Kualitas dalam memperoleh komponen atau pelayanan dapat
meningkat
ketika organisasi
bekerja dengan
supplier mereka untuk
mengilmplemenatsikan FMEA dalama perusaaan mereka (Breyfogle 3, Implementing
Six Sigma, 1999). Adapun keuntungan dari menerapkan FMEA meliputi :
•
Peningkatan kegunaan dan kekuatan produk
•
Mengurangi biaya-biaya Jaminan.
•
Mengurangi masalah manufaktur
|
|
45
•
Peningkatan keselamantan produk dan penerapan proses.
•
Mengurangi masalah-masalah proses bisnis.
Berikut adalah fakctor-faktor yang mempengaruhi
suatu failure mode effect
analyst :
•
Moduskegagalan
potensi,
bagaiman
elemen
dari
komponen,
produk,
proses
atau system tidak berhasil
memenuhi masing-masing aspek
dari spesisifikasi
yang diinginkan.
•
Efek kegagalan potensial, apa yang akan menjadi akibat dari kegagalan
elemen atau komponen, produk, proses atau system.
•
Penyebab
potensial,
apayang
akan
membuat
komponen,
produk,
proses atau
sitem gagal dalam memenhi apa yang diharapkan melalu kegagalan potensial.
•
Pengendalian saat ini, apa
yang
harus dilakukan saaat ini
utnuk mengurangi
kesempatan atas terjadinya kegagalan.
•
Occurrence
(o), kemungkinan dari kegagalan yang terjadi lagi, pemakai
ataupun lingkunan.
•
Severirty
(S), Dampak dari kegagalan yang terjadi bagi pemakai ataupun
lingkunagan.
•
Detectability (D),
Kemungkinan bahwa
kesalahan tidak
dapat dideteksi
sebelum kegagalan terjadi.
|
 46
Langkah-langkah dan konsesp-konsep kunci dalam FMEA adalah sebagai berikut :
1.
Mengidentifikasikan proses atau produk servis.
2.
Membuat daftar masalah-masalah yang kakan muncul
3.
Memberi tingkat pada masalah-masalah potensial yang akan muncul.
4.
memberik tingkat pada
masalah untuk severity, probability
of
occurrence
dan
detecability.
5.
Menghitung Risk Priorirty Number dan memperirotaskan tindakan perbaikan.
6.
Mengembangkan tindakan untuk mengurangi resiko.
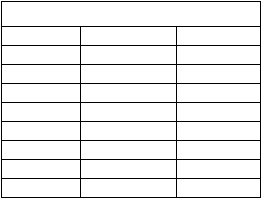
Rating Occurence, severity dan detecability dinyatakan dalam
skala 1 sampai 10
dan dapat dilihat pada tabel-tabel dibawah ini :
Table 2. 3 rating umum untuk FMEA
OCCURENCE
SEVERITY
DETECABILITY
Almost never
Occasinaly
Often
Hardly notice able
Dissatisfaction
Seriuous effect
Absolutely
Visible but could go unnoticed
Undeteectable
Rating Occurrence
(O) adalah penentuan
kemungkinan
sebuah
mode
kegagalan
dapat terjadi.
Rating ini
terdiri
dari
10 poin
dengan 1
menjadi
rating yang
paling
rendah
dan
10
menjadi
rating yang
tertinggi. Metode
terbaik
untuk mementukan
rating tersebut adalah dengan menggunakan data aktual dari
suatu proses. Jika data
|
 47
aktual
tidak
tersedia,
maka tim six sigma harus
memperkirakan kemungkinan
mode
kegagalan
dapat
terjadi
berdasarkan
pengalaman.
Rating Occurrence
secara
keseluruhan dapat dilihat pada tabel berikut
Tabel 2.4 Definisi FMEA untuk Rating Occurrence.
Occurence
Rating
Keterangan
1
Adalah tidakmungkin bahwa penyebab ini yang
mengakibatkan mode kegagalan (1 dalam 1000.000)
2
Kegagalan akan jarng terjadi (1 dalam 20.000)
3
Kegaglan akan jarang terjadi (1 dalam 4000)
4
Kegagalan akan jarang terjadi (1 dalam 1000)
5
Kegagalan agak mungkin terjadi (1 dalam 400)
6
Kegagalan akan mungkinterjadi (1 dalam 80)
7
Kegagalan agak mungkin terjadi (1 dalam 40)
8
Kegagalan agak mungkin terjadi (1 dalam 20)
9
Hamper dapat di pastikan bahwa kegagalan akan terjadi (1 dalam8)
10
Hamper dapat di pastikan bahwa kegagalan akan terjadi (1 dalam2)
Rating
Severity (S),
Merupakan suatu estimasi atau perkiraaan subyektif tentang
bagaimana
buruknya
pelanggan
akan
merasakan
akibat
kegagalan
yang terjadi.
Pemberian
Rating
dapat
berdasrkan
pada pengalaman
dimasa lampu,
atau
berdasarkan pada pengetahuan dan keahlian yang dimiliki oleh tim Six Sigma
Severity dapat dilhat pada tabel berikut ;
|
 48
Tabel 2.5 Definisi FMEA untuk Rating Severity.
Severity
Rating
Keterangan
1
Tidak mungkin efekpada konsumen
2
Ganguan kecil padqa konsumen
3
Menimbulkan
gangguan
pada
konsumen
tetapi tidak
kehilangan
funsi
utamnya.
4
Kumngkinan produk dikembalikan ke produsen
5
Produk pasti dikembalikan kekonsumen
6
Kegaglan yyang di timbulkan menyebablkan pelanggaran undang-undang.
7
Kegagalam menyebaabkan luka-luka atau masalah keamnan lainhnya.
8
Malasalh keselamatan penurunan fungsi yang menyebakan luka serius.
9
Kegagalan kompleks yangmnugkin menyebabkab luka serius atau kematian.
10
Kegagalan yang mngkin bersas menyebabkan kematian.
Rating
Detectability (D) adalah
suatu
perkiraaan
tentang bagaimana
efektifitas
dari metode pencegahan atau deteksi menghilangkan mode kegagalan.
Penentuannya berdasrakan pada pengalaman dan pertimgbangan dari Six Sigma.
Rating tersebut dapat dilihat pada tabel berikut
Tabel 2.6 Definisi FMEA untuk Rating Detecability
Detecability
Rating
Keterangan
1
Selalu jelas, sangat mudah unutuk diketahhui
2
Jelas Bagi indera manusia
3
Memerlukan Inspeksi
4
Inspeksi dengan hati-haiti dengan menggunakan indera manusia
5
Inspeksi yang sangat hati-hati dengan indera manusia
6
Memerlukan bantuan dan atau pembongkran sederhana
7
Diperlukan inspeksi dan atau pembongkaran
8
Diperlukan inspeksi dan atau pembonkran yang komleks.
9
Kemungkinan besara tidak dapat dideteksi
10
Tidak dapat di deteksi.
|
|
49
Perlu
diperhatikan
bahwa setaip
mode kegagalan
akan
mengakibatkan
paling
sedikit satu akibat. Sehingga
untuk setiap akibat, atau kelompok akibat yang sama,
seharundya
memililki
satu rating kemungkinan.. Contoh berikut
akan memberikan
penjelasan tentang cara pemberin Rating.
Contoh 1 Mode kegagalan, 1 penyebab, 2 Akibat
Mode kegagalan potensial
: Rusak
Penyebab Potensial
: Kelebihan beban
Akibat potensial
1) Kerusakan kecil (2) Kerusakan besar.
Pertama
rating kemungkinan
akibat
secara keseluruhan
di
estimasi
atau diduga.
Kelebihan
beban
(overload) adalah
sangat
mungkin
mengakibatkan
kerusakan,
sehingga rating kemungkinan akibat secara keseluruhan adalah 8.
Berikut,
kemungkinan
dari
mode
kegagalan
yang mengakibatkan
setiap
akibat
diestimasi atau
diduga.
Rating
ini tidak boleh
melebihi raritng
kemungkinan
akibat
secara keseluruhan,
yaitu
:
8,
oleh
Karena itu
skala nilai
teritigi
disusutkan
atau
dikurangi dari 10 besar, sehingga akan memperoleh rating 6 pada skala nilai rating 1.
Angka-angka ini dicatat dalam formulir FMEA, dengan cara disusun, misal :
Nilai kemgnkina untuk kerusakan beasr memperoleh skor 1, dan untuk kerusakan
kecil memperoleh skor 6.
|
|
50
Risk
Priorirty
Number (RPN) merupakan perkalian dari rating Occurrence (O)
Severity (S), Detectability (D) :
RPN = O x S x D
Angka ini seharusnya digunakan
sebagai
paduan untuk
mengetahui
maslah
yang
paling serius, dengan indikasi angka yang palin tinggi memerlukan penenganan
serius.
2.3.8 Design Of Experiment
(DOE)
Design Of
Experiment merupakan
suatu
uji dengan
mengubah-ubah variabel
faktor
sehingga penyebab-penyebab perubahan pada respons diketahui.
Metode uji DOE yang popular, yaitu dengan Faktorial dan Taguchi.
Design Factorial
Istilah –isitilah yang yang biasa muncul seperti Jumlah variable Faktor, Jumlah level
pada setiap falktor,Replikasi, Randomisasi dan variable faktor terkelompok.
!
Variabel Respons disebut juga variable output atau Y
!
Variable factor disebut juga variable input atau x. variable faktor
diseleksi
dan
variable
yang hanya
memilki
pengaruh
kuat
terhadap
variable respons yang dipilih.
!
Level disebut juga setting atau pengaturan. Level merupakan tingkatan
dari faktor. Nilai tingkatan dapat kuantitatif maupun kualitatif.
|
 51
Sebgai contoh : 2 Level : untuk kategori kuantitatif-suhu misal 100C
dan 200C, untuk kategori kualitatif- metode pengolahan misal metode
a
atau metode b.
!
Treatment disebut juga run atau perlakuan. Treatment merupakan
kombinasi antara
faktor –
level. Misal design eksperiment dengan 3
variabel faktor dengan 2 level maka jumlah treatment ada 8.
level
faktor
=
treatment ,
yaitu
2
3
=
8
pada faktor yang didesain dengan 2
level biasanya dipakai tanda –
(minus)untuk
nilai
level
yang lebih rendah dan + (plus)
untuk
nilai
level
yang lebih tinggi.
Tabel 2.7 Desain 2³
faktorial Penuh
2³ faktorial penuh,
standar desain
A
B
C
-
-
-
+
-
-
-
+
-
+
+
-
-
-
+
+
-
+
-
+
+
+
+
+
|
 52
!
Replikasi merupakan pengulangan sebuah perlakuan.
Tabel 2.8 Desain 2³
faktorial Penuh dengan 2 Replikasi
2³ faktorial penuh,
standar design dengan 2
Replikasi
A
B
C
Replikasi
-
-
-
1
+
-
-
1
-
+
-
1
+
+
-
1
-
-
+
1
+
-
+
1
-
+
+
1
+
+
+
1
-
-
-
2
+
-
-
2
-
+
-
2
+
+
-
2
-
-
+
2
+
-
+
2
-
+
+
2
+
+
+
2
!
Redomisasi
merupakan
pengacakan
perlakuan
pada
DOE.
Tujuan
andomisasi adalah menghindari pengaruh
yang sistemais dan factor-
faktor yang tidak dapat dikontrol, yang berdampak pada hasil DOE..
|
 53
Tabel 2.9 Desain 2³
faktorial Penuh random Desain
2³ faktorial penuh,
standar design
A
B
C
+
-
+
+
-
-
-
+
-
+
+
+
-
+
+
-
-
-
-
-
+
+
+
-
!
Pengelompokan perlakuan
sangat perlu,
misalkan karenaadanya
perbedan
shift,
supplier,
dll
yang dipandang sangat
berpengaruh
terhadap hasil DOE.
|