|
BAB 2
GAMBARAN UMUM OBJEK
2.1
Sejarah dan Perkembangan Perusahaan
PT Asahimas Flat Glass Tbk. (AMFG) adalah sebuah perusahaan yang bergerak
dalam bidang
manufaktur kaca lembaran dan produk turunannya. Perusahaan
ini mulai
didirikan pada 7 Oktober 1971 atas kerjasama PT Roda Mas yang bergerak pada bidang
industri
manufaktur
dan
distribusi
hasil industri
serta
barang
konsumen
dengan Asahi
Glass Co. Ltd. Jepang yang bergerak pada industri manufaktur kaca. Dengan
ide untuk
menyatukan
pengalaman
dan
teknologi
yang dimiliki
Asahi
Glass
dengan
jaringan
distribusi lokal yang
kuat milik Roda Mas
maka dibangunlah Asahimas Flat Glass
dengan status perusahaan PMA (Penanaman Modal Asing) dan merupakan pabrik kaca
pertama di Indonesia. Kemudian berkembang menjadi PT Asahimas Flat Glass Co. Ltd
pada 17 Januari 1972 dan baru diresmikan menjadi PT Asahimas Flat Glass Tbk pada
tahun 1998 setelah merintis mejadi perusahaan go public sejak tahun 1995.
Perusahaan ini mulai membangun pabrik pertamanya sekaligus kantor pusat di
Jakarta
dengan
membangun
tungku
produksi pertama
bulan
Januari
1972
dan
mulai
berproduksi tahun 1973. Seiring dengan perkembangan inovasi produk dan permintaan
pasar, AMFG
mulai
merintis produksi jenis safety glass pada tahun 1975. Dan setahun
kemudian
yaitu
tahun
1976
safety
glass
ini
mulai
diproduksi dan
karena
pesatnya
pertumbuhan permintaan produk
maka
pada tahun
yang sama
mulai
dibangun
tungku
produksi kedua. Setelah selesai dibangun, tungku produksi kedua mulai digunakan pada
tahun 1977. Pada tahun 1981, AMFG mulai mengaplikasikan teknologi baru pada
|
|
8
pemabangunan
tungku
produksi
ketiganya
yaitu
dengan
menggunakan
teknologi
float
gas sementara itu AMFG menutup tungku keduanya pada tahun 1983.
Pada tahun 1985, bekerjasama dengan PT Purnomo Sejati Industrial di Surabaya,
AMFG
mulai
membangun
pabrik
di
Sidoarjo dengan memulai konstruksi tungku
produksi
keempat
serta
mulai
memperkenalkan
laminated
safety
glass.
Setahun
kemudian jenis produksi mulai bertambah dengan dipernalkannya produksi cermin.
Tahun 1987 pabrik Sidoarjo mulai beroperasi. Dan empat tahun kemudian, tahun 1991,
PT Purnomo Sejati Industrial (pabrik kaca Sidoarjo), PT Asahimas
Jaya Safety Glass
Co. Ltd. (pabrik kaca pengaman), dan PT Danta Prima (pabrik kaca cermin) melakukan
merger dengan AMFG, hal ini menambah kuatnya AMFG sebagai pemain dalam
industri manufaktur kaca di Indonesia.
Dengan semakin pesatnya pertumbuhan
industri kaca, AMFG membangun
tungku produksi kelima di Jakarta tahun 1990 untuk mengimbangi permintaan pasar dan
mulai beroperasi tahun 1993, namun tungku pertama AMFG mulai tidak dioperasikan
lagi sejak tahun 1994. Sedangkan pabrik Sidoarjo menambah sebuah tungku produksi
(tungku AMFG keenam) tahun 1996 dan mulai beroperasi tahun 1997. Pada tahun yang
sama AMFG membuka pabrik baru Di Cikampek yang dikhususkan untuk lini produksi
safety glass dan mulai beroperasi tahun 1999. Dan pada tahun 2003, pabrik di Cikampek
mulai digunakan untuk memproduksi automotive glass.
Untuk
lebih
memantapkan
strategi
AMFG
dalam bersaing
di
dunia
industri,
proses prduksi dan manajemen yang dilakukan perusahaan telah mengikuti standar
nasional dan internasional
yang ada. Hal
ini dibuktikan dengan AMFG telah
mendapat
beberapa akreditasi standar
industri
yang berlaku, antara
lain, QS 9000, ISO 9002, dan
ISO 14001 untuk manajemen lingkungan pabrikasi automotive glass.
|
|
9
2.2
Visi, Misi, dan Strategi PT Asahimas Flat Glass Tbk.
Perkembangan yang pesat dan prestasi yang telah diraih oleh PT Asahimas Flat
Glass Tbk. tidak lepas dari pandangan yang jauh kedepan dari para pendiri dan
pemimpin perusahaan ini. Kebulatan tekad, kerja sama dan kerja keras seluruh karyawan
yang
mengiringi
visi,
misi, dan
budaya
perusahaan
telah
membawa
AMFG
menjadi
salah satu perusahaan yang kuat di Indonesia. Berikut adalah visi dan misi yang dimiliki
AMFG :
Visi : Membangun Dunia Menjadi Tempat Hidup yang Lebih Baik
Misi
:
Menjadi Produsen yang Disegani dan Pemasok Global
untuk Kaca dan
Produk-produk Turunannya
Dengan visi dan misi yang sederhana, namun memiliki arti
mendalam, AMFG
berusaha
untuk
tumbuh dan berkembang dalam lingkungan
industri dan perkembangan
global yang dinamis. Oleh karena itu untuk mencapai realisasi visi dan misi yang telah
disebutkan, perusahaan menerapkan strategi sebagai berikut :
?
Pasar ekspor :
-
Menjadi perusahaan manufaktur yang disegani di pasar internasional.
-
Lebih
memberikan perhatian
pada
kualitas
tinggi
dan
nilai
tambah
produk
untuk pengguna langsung yang akan mendatangkan keuntungan.
?
Pasar domestik :
-
Meneruskan posisi pemimpin pada pasar kaca nasional.
-
Lebih berkonsentrasi pada sektor ekspor tidak langsung.
?
Kedua
strategi
diatas
juga
didukung
oleh
empat
lini
perusahaan,
yang
dapat
menguntungkan perusahaan melalui fleksibilitas produksi.
?
Optimis pada usaha untuk meningkatkan efisiensi dan pengurangan setiap biaya.
|
|
10
Strategi yang diterapkan, disusun berdasarkan beberapa asumsi dasar pandangan
ke depan perusahaan yaitu :
?
Perusahaan
berada
dalam
bisnis
berprospek
dan
berkembang,
yang
didukung
oleh permintaan kaca tahunan yang meningkat, konsumsi kaca per kapita lokal
yang rendah, dan ketersediaan bahan mentah yang melimpah.
?
Terdapat sejumlah
halangan untuk
masuknya
kompetitor baru, terutama
karena
karakteristik modal dan teknologi yang harus dimiliki.
?
Perusahaan
memiliki jaringan distribusi
yang
luas
dan
pengakuan
internasional
atas sejumlah lini produknya.
?
Perusahaan juga memiliki pengalaman, tim
manajemen yang berkualifikasi, dan
nama dagang yang kompeten.
Dan sebagai kseimpulan dari visi, misi, dan strategi yang telah disusun adalah
perusahaan bertujuan untuk memenuhi kepuasan investor, distributor, dan konsumen.
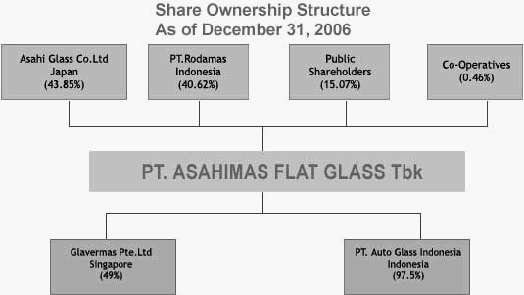
Struktur Kepemilikan Saham Perusahaan
Dengan berbagai perkembangan
investasi yang dibutuhkan perusahaan, saat ini
AMFG
secara
garis besar dimiliki oleh
empat
pihak
sebagai pemegang
saham
yaitu
Asahi Glass Co. Ltd. Jepang, PT Roda Mas Indonesia, masyarakat (terdiri dari 725
pemegang saham badan hukum dan perseorangan, 83% dalam negri dan 17% luar
negri), dan 40 koperasi dalam negri yang direkomendasikan Departemen Koperasi.
|
 11
Sumber : Annual Report 2006 AMFG
Gambar 2.1 Struktur Kepemilikan Saham AMFG
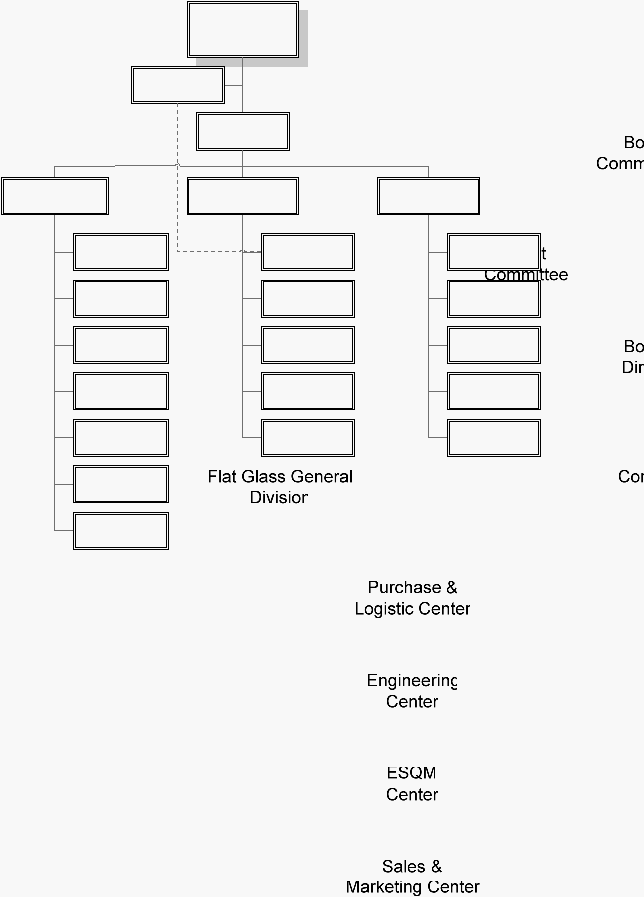
2.3
Struktur Organisasi
Berikut ini adalah struktur organisasi PT Asahimas Flat Glass Tbk. secara
keseluruhan sampai dengan Desember 2006 :
|
   12
Sumber : Annual Report 2006 AMFG
Gambar 2.2 Struktur Organisasi Keseluruhan AMFG
Berikut ini merupakan penjelasan tugas dan wewenang dari jabatan-jabatan yang
terdapat dalam struktur organisasi di atas :
?
Top Management
Yang
disebut Top
Management
adalah
orang atau
kelompok
orang yang
mengarahkan dan
mengendalikan
organisasi
pada
tingkat
tertinggi, terdiri
dari
|
|
13
|
|
14
Presiden & Wakil Presiden Direktur (Referensi : ISO-9000 ; 2000-Dasar - dasar
& Kosakata). Adapun wewenang dan taggung jawabnya adalah :
-
Menetapkan
dasar-dasar
dan
kebijakan-kebijakan
dalam
bidang
usaha
perusahaan setiap tahun dalan bentuk Business Strategy
-
Menetapkan Quality, Health, Safety & Environment Policy
-
Melaksanakan
sistem
manajemen
mutu,
kesehatan,
keselamatan
dan
lingkungan secara konsisten
-
Melakukan kontrol terhadap semua aktifitas manajerial
?
Production Coordinator Center Manager
Production Coordinator Center Manager mempunyai wewenang dan
tanggung
jawab untuk mengkoordinasikan semua aktifitas baik pabrik Jakarta maupun
Sidoarjo
dalam
hal
pengembangan,
evaluasi,
dan
analisa
penerapan
teknologi
kaca
serta
melakukan
sosialisasi
kepada
semua
karyawan
produksi.
Selain
itu
juga mengawasi dan mengontrol penetapan atau revisi dan penghapusan standar.
?
Quality Assurance Manager dan Industrial Quality Control
Divisi QMR dan IQC memiliki wewenang dan tanggung jawab sebagai berikut :
-
Merencanakan
dan
mengembangkan program
yang berhubungan
dengan
standarisasi, perubahan dan pengawasan kualitas.
-
Membuat
dan
merevisi
standar
dengan persetujuan
dari Production
Coordinator Center Manager.
-
Menginstruksikan dan memberikan saran
yang berhubungan dengan
tindakan
penanganan claim.
|
|
15
-
Menginstruksikan dan
memberikan saran yang berhubungan dengan
pencapaian standar perusahaan dan kontrol kualitas dalam setiap proses antar
divisi.
-
Mengembangkan pendidikan dan pelatihan yang berhubungan dengan
standarisasi dan pengawasan kualitas kepada karyawan.
-
Menginstruksikan dan
memberikan saran yang berhubungan dengan
pengawasan subkontraktor.
-
Terlibat
dalam studi pemakaian
material, sistem produksi dan
peralatan
baru
yang
dipakai
dalam proses
produksi,
untuk
peningkatan
mutu
produk
dan
pengembangan produk baru.
-
Membuat
usulan,
pengawasan
dan
evaluasi
standar
internal
dan
eksternal,
pengawasan tindakan koreksi dan pencegahan.
-
Berwenang
menghentikan pengiriman produk tidak sesuai dan koordinasi
dalam pelaksanaan kalibrasi.
?
Sales & Marketing Centre Manager
Sales & Marketing Centre Manager mempunyai wewenang dan tanggung jawab
terhadap
sistem pemasaran
hasil
produk
dipasaran
domestik
maupun
ekspor,
memantau dan menganalisa pasar, mengontrol dan menangani kontrak yang
sudah atau sedang berjalan dan menjaga hubungnan baik dengan para dealer.
?
Logistic Centre Manager
Logistic Centre Manager mempunyai wewenang dan tanggung jawab
untuk
membuat rencana produksi baik jangka panjang dan jangka pendek bekerja sama
dengan sales dan produksi, serta mengawasi stock finished goods secara company
wide.
|
|
16
?
Corporate Purchase Manager
Corporate
Purchase Manager
mempunyai wewenang dan
tanggung jawab
untuk
mengkoordinasikan
proses
procurement dan mengawasi inventory
raw
material di pabrik Jakarta, Sidoarjo dan Cikampek.
?
Corporate Administration Manager
Corporate Administration Manager mempunyai wewenang dan
tanggung jawab
untuk
mengkoordinasikan,
merencanakan, melaksanakan dan mengawasi
masalah administrasi. Mengkoordinasikan antar pabrik mengenai masalah
administrasi serta membuat kebijakan mengenai sumber daya numusia, Membuat
perencanaan
sistem mutu,
menyelenggarakan
pelatihan
eksternal
dan
registrasinya, melakukan kontrol dan koordinasi mengenai pelaksaanaan internal
training.
?
Corporate HSE Coordination Manager
Corporate HSE Coordination Manager
mempunyai wewenang dan tanggung
jawab untuk membuat strategi dan kebijakan mewakili manajemen untuk
memastikan bahwa Asahimas menjunjung komitmen untuk
perbaikan
berkelanjutan untuk lingkungan dan penjaminan keselamatan dan kesehatan
seluruh kayawan dengan menetapkan dan menegakan standar, melengkapi
pelatihan dan pendidikan, dan mendorong perbaikan berkelanjutan ditempat
kerja.
?
Production Division Manager
Production Division Manager mempunyai wewenang dan tanggung jawab untuk
mengatur
pelaksanaan sistem
mutu,
mengawasi proses
produksi
berdasarkan
|
|
17
persyaratan mutu, bersama dengan Departemen Manajer, mengoperasikan dan
memelihara hubungan baik dengan divisi lainnya pada masing-masing pabrik.
?
Purchase & Logistic Division Manager
Purchase
& Logistic
Division
Manager
mempunyai
wewenang
dan
tanggung
jawab terhadap semua pembelian barang kebutuhan bahan baku produksi dan
kebutuhan
kantor,
mengatur
pelaksanaan
sistem mutu,
memonitor
dan
menganalisa
harga,
menindaklanjuti
tinjauan
terhadap supplier
dan
melakukan
kontrol
kualitas
barang
yang
diterima.
Membuat budget
jumlah
pengiriman,
membangun sistem cara penyimpanan, mengatur dan mengawasi pelaksanaannya
hingga proses pengiriman ke konsumen pada masing pabrik.
?
Administration Division Manager
Administration Division Manager mempunyai wewenang dan tanggung jawab
untuk melaksanakan tugas yang berkaitan dengan peraturan pemerintah dan
undang-undang,
melaksanakan tugas kesekretariatan dan administrasi serta yang
berkaitan dengan pengelolaan personal pada masing-masing pabrik.
?
Maintenance & Power Division Manager
Maintenance
Division Manager mempunyai wewenang dan tanggung jawab atas
pemeliharaan, perbaikan dan peningkatan fasilitas peralataan produksi untuk
menunjang kelancaran produksi dan melakukan regristrasi untuk menjamin
kualitas produksi.
|
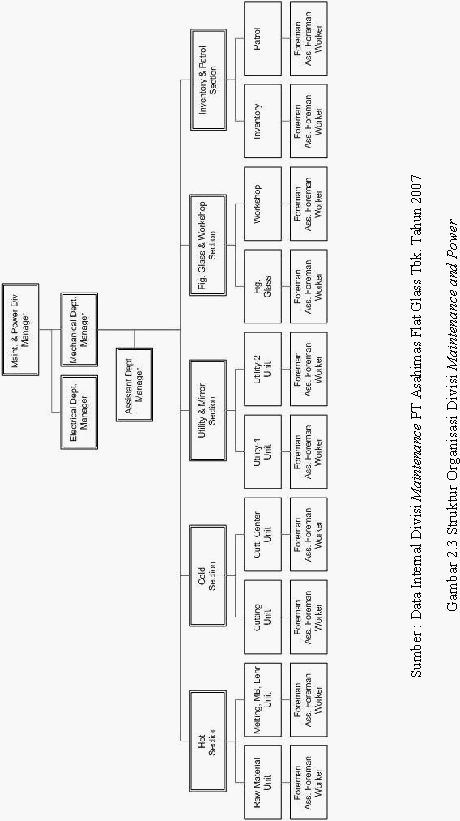 18
Struktur Organisasi Divisi Maintenance and Power
|
|
19
Berikut ini merupakan penjelasan wewenang dan tanggung jawab dari karyawan
yang secara langsung menangani masalah pemeliharaan mesin pada divisi maintenance :
?
Mechanical Maintenance Foreman
-
Menerima work order dan mendistribusikannya
-
Membuat laporan harian, lembur dan absen
-
Menjaga keselamatan saat bekerja
-
Mengatur aktifitas operator
?
Mechanical Maintenance Operator (worker)
-
Mengatasi trouble
-
Melakukan preventive maintenance
-
Melakukan regular maintenance
-
Melakukan corrective maintenance
-
Melakukan pekerjaan pelumasan
-
Melakukan pengecekan mesin
-
Menganalisa trouble
|
 20
2.4
Produk PT Asahimas Flat Glass Tbk.
Saat ini AMFG telah memproduksi berbagai jenis kaca antara lain clear
float
glass,
tinted
float
glass, on line reflective
glass, patterned glass,
cermin,
dan painted
glass.
Tabel
2.1
di
bawah
ini
menunjukan
produk turunan
dari
masing-masing
jenis
kaca.
Tabel 2.1 Jenis Produk PT Asahimas Flat Glass Tbk
No.
Produk
Ketebalan (mm)
Standar Ukuran
Contoh
Min.(Inci)
Maks.(Inci)
I
INDOFLOT
(clear float glass)
2,3,4,5,6,8,10,12,15,19
36x24
450x120
II
PANASAP (tinted float glass)
-
PANASAP Dark Blue
3,4,5,6,8,10,12
60x48
200x120
PANASAP Green
4,5,6,8,10,12
60x48
200x120
PANASAP Euro Grey
3,4,5,6,8,10,12
120x48
200x120
PANASAP Dark Grey
3,5,6
60x48
120x84
PANASAP Bronze
4,5,6,8,10,12
60x48
120x84
PANASAP Pink
5,6
18x6
120x84
III
STOPSOL (on line reflective glass)
SUPERSILVER Dark Blue
5,6,8,12
60x48
200x120
SUPERSILVER Green
5,6,8,12
60x48
200x120
SUPERSILVER Euro Grey
6,8,12
60x48
200x120
CLASIC Dark Grey
5,6,8
60x48
120x84
CLASIC Green
5,6,8
60x48
200x120
CLASIC Dark Green
5,6
60x48
120x84
IV
INDOFIGUR (patterned glass)
MISLITE
3,5
42x24
84x48
KASUMI
3,4,5
60x48
84x48
FLORA
3
42x24
60x48
NON REFLEKTIF
2
60x48
72x48
V
MIRROR (cermin)
MIRALUX
1.0,1.3,1.6,5.6
60x48
120x84
MIRALUX Bronze
5
96x72
120x84
MIRALUX Dark Grey
5
96x72
120x84
MIRALUX Dark Blue
5
96x72
120x84
MIRALUX Green
2,3,5,6
60x48
120x84
DANTALUX Clear
2
48x24
50x30
MIRROR KITA
2
48x24
50x30
|
 21
VI
DECOLUX PAINTED(painted glass)
-
DECOLUX White
5
120x84
120x84
DECOLUX Black
5
120x84
120x84
DECOLUX Blue
5
120x84
120x84
DECOLUX Green
5
120x84
120x84
DECOLUX Grey
5
120x84
120x84
Selain itu, AMFG juga memproduksi kaca otomotif yang berjenis tempered glass
dengan
trademark
Temperlite dan laminated glass dengan trademark
Lamisafe.
Temperlite
memiliki
karakterstik
yang
kuat
dan
lebih
tahan
dentuman
dibandingkan
kaca biasa dan digunakan untuk pintu, side window, dan rear glass. Sedangkan Lamisafe
memiliki karakteristik yang tidak
mudah pecah, namun ketika pecah
maka serpihannya
tidak akan berhamburan dan digunakan untuk winshield.
2.5
Produksi PT Asahimas Flat Glass Tbk
Pasar produksi AMFG telah mencapai area domestik maupun ekspor. Negara-
negara
yang
menjadi
tujuan ekspornya antara lain negara-negara Asia, Eropa, Timur
Tengah dan Australia. Tabel 2.2 menunjukan pembagian hasil produksi untuk domestik
dan ekspor.
Tabel 2.2 Pembagian Pangsa Pasar Produksi PT Asahimas Flat Glass Tbk
Produk
Domestik
Ekspor
Kaca lembaran
40%
60%
Kaca cermin
30%
70%
Kaca pengaman
80%
20%
|
|
22
2.5.1
Standar Manajemen dan Produksi
Sesuai dengan
visi perusahaan yaitu untuk menjadi produsen yang disegani dan
pemasok global, maka AMFG berusahaan untuk memnuhi standar produksi dan
manajemen yang berlaku secara nasional dan internasional agar produknya dapat
diterima pada pangsa pasar
yang dituju. Saat ini AMFG telah
mendapat sertifikasi dari
SNI (Standar Nasional Indonesia), JIS (Japan Internasional Standard) R3206 dan
R3211, ANSI (America National Standard Institution), ECE (Economic Commission for
Europe) E6 43 R, ISO (Internasional Standard Organization) 9002 dan 14001, dan QS
9000.
2.5.2
Proses Produksi
Produk kaca ini diproduksi berdasarkan pesanan dan prosesnya merupakan
continous line atau by product. Proses produksi kaca pada AMFG terbagi menjadi empat
tahap
yaitu pengolahan bahan
baku, peleburan atau
unit
hot,
dan
proses
pemotongan
yang dapat dilakukan dengan dua cara yaitu cutting on line atau cutting off line.
Bahan baku yang dibutuhkan yaitu abu soda (soda ash), dolomite, pasir silika
(silica sand), cullet (pecahan
kaca
kecil)
dan
bahan-bahan tambahan seperti salt cake,
AL(OH)
3
,
columite, blue dust, NaNO
3
,
CaO, NiO, dan Scc. Untuk empat bahan baku
pertama di atas, karena persentase pemakaian yang cukup banyak setiap kali produksi,
maka bahan-bahan itu ditempatkan pada gudang
penyimanan yang cukup besar, dan
dibedakan tempatnya dengan gudang-gudang dari bahan kimia
lainnya
untuk produksi
kaca. Berikut ini akan dijelaskan secara singkat proses produksi kaca secara umum pada
AMFG.
|
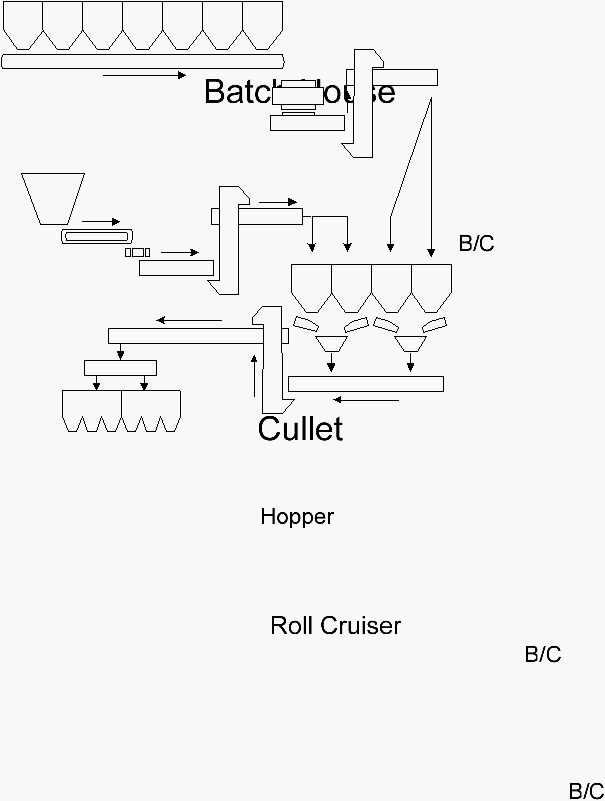
 Keterangan :
B/E
Belt Elevator
B/C
Belt Conveyor
C/C
Chain Conveyor
S/C
Srcew Conveyor
S
Silo
RF
Rotary Feeder
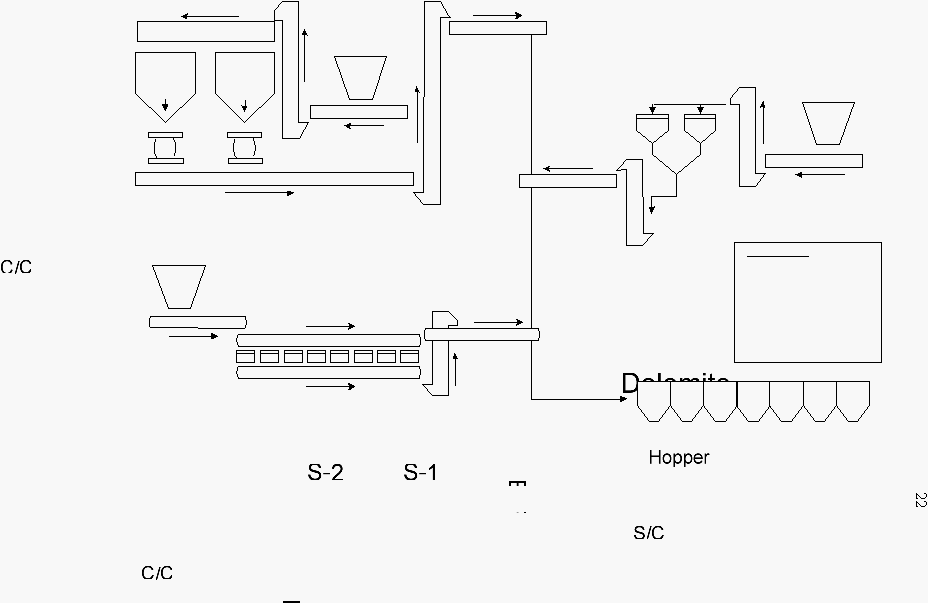
Gambar 2.4 Skema Proses Pengolahan Bahan Baku
|
 23
Gambar 2.4 Skema Proses Pengolahan Bahan Baku (Lanjutan)
Bahan soda ash berasal dari truk langsung dimasukkan ke hopper dan penyaring,
setelah melewati penyaring soda ash masuk kedalam S/C. Dari S/C soda ash dinaikkan
dengan
B/E soda ash akan
melewati C/C untuk dikirim ke dalam tabung penyimpanan
(silo). Silo untuk menyimpan soda ash ini berjumlah tiga buah, dan untuk masing-
masing silo dapat menampung soda ash sebanyak tiga ratus ton. Biasanya pada tiap silo
dilengkapi dengan
lampu-lampu
yang
mempunyai watt yang tinggi. Fungsi dari
lampu
ini
untuk
menghangatkan soda ash agar tidak beku saat hujan atau terkena angin atau
|
|
24
udara dingin, karena soda ash
yang
membeku biasanya berbentuk gumpalan, dan soda
ash yang menggumpal tidak dapat digunakan lagi. Gumpalan soda ash ini dikumpulkan
dan kemudian dikembalikan ke pemasok. Dari ketiga silo salah satunya ada yang
terbuka
untuk
mengeluarkan soda ash
guna diteruskan ke unit batch house, sementara
silo yang lain menampung soda ash yang baru, begitu terus-menerus secara bergantian.
Dari silo soda ash melalui rotary feeder kemudian ditransfer dengan menggunakan C/C
diteruskan oleh B/E dan dan B/E soda ash ditransfer lagi oleh C/C masuk ke silo bagian
soda ash di batch house.
Dari
truk
dolomite dimasukkan
ke
dalam hopper,
keluar
dari
hopper dolomite
diangkut oleh S/C (screw conveyor) untuk kemudian dinaikkan dengan bucket conveyor
(B/C) menuju ke silo, disini terdapat dua silo. Kemudian dari silo dolomite dipindahkan
dengan
bucket
elevator
(B/E),
lalu diteruskan
dengan C/C
sebelum
masuk
ke
dalam
batch house.
Bahan silica sand diangkut dengan
truk dan dimasukkan ke dalam hopper, dari
hopper silica sand ditransfer oleh B/C dan diteruskan dengan B/C selanjumva sebelum
silica sand dibagi pada delapan saringan (rotex sieve), untuk menyaring sampah-sampah
dan
dibuang
dengan cara
manual. Rotex ini digerakkan dengan
motor penggerak
dan
dibantu
oleh
penggetar
semacam vibrator.
Setelah
diayak
kemudian
silica sand
diteruskan dengn B/C untuk dinaikkan ke dua buah B/E. Dari ke dua B/E tersebut silica
sand keluar dan ditampung untuk diteruskan ke silo pada batch house melalui B/C.
Bahan cullet
merupakan bahan yang sangat keras, sehingga cullet
ditempatkan
tersendiri
karena
perlu
penganan
khusus.
Cullet terbagi
atas
dua
macam,
yaitu
stock
untuk foreign cullet dan stock dari circulating cullet. Untuk circulating cullet biasanya
hopper berada tepat di bagian bawah pada proses cutting, karena cullet dari circulating
|
|
25
ini berasal dari kaca-kaca
yang cacat sehingga cullet tersebut tidak perlu tempat
yang
khusus, namun pada akhirnya dari tiap-tiap circulating cullet akan ditumpuk pada
tempat yang sama bersama dengan foreign cullet. Sistem Iransportasi cullet ini
sendiri
adalah
sebagai
berikut, cullet
diangkut
dengan
mobil-mobil
pengangkut
kemudian
dimasukkan ke hopper kemudian cullet tersebut ditransfer ke rol cruisher melalui apron
conveyor . Pada rol cruisher, cullet dihancurkan hingga menjadi bagian-bagian kecil
setelah agak halus cullet diteruskan transformasinya melalui belt conveyor lalu diangkat
dengan B/E, kemudian cullet diteruskan oleh B/C pada B/C ini terdapat iron eliminator
yang
fungsinya
adalah
jika
diantara cullet
terdapat
besi, maka
besi
tersebut
akan
menempel
pada
alat
ini,
sehingga cullet
tetap
bersih.
Selain
itu
juga
terdapat
metal
detector yang
fungsinya adalah jika diantara cullet terdapat besi atau
logam
yang tidak
menempel pada iron eliminator maka metal detector ini akan memberikan perintah pada
katup pembuangan kotoran
untuk
membuka agar
kotoran tersebut
terbuang dan cullet
terbebas dari kotoran.Setelah cullet bersih kemudian cullet ditransformasikan kembali ke
batch
house silo. Kemudian
cullet
ini akan
bergabung
dengan
bahan
yang
lain
untuk
kemudian diolah lebih lanjut di furnace.
Soda ash, dolomite, dan silica sand yang sudah berada dalam batch house pada
masing-masing silo nantinya akan diteruskan bersamaan dengan bahan-bahan tambahan.
Bahan
baku
serta
bahan
tambahan
yang
berada
pada
batch house dialirkan
atau dikeluarkan dari silonya masing-masing dengan jumlah yang sudah diatur sesuai
dengan permintaan produksi melalui belt conveyor. Dari B/C material tadi dtcampur ke
dalam mixer kemudian dari mixed bath dialirkan oleh B/C kemudian diangkut oleh B/E.
Dari
B/E
mixed
batch
tadi
dialirikan
kembali
malalui
B/C
sebelum
dimasukkan
ke
dalam mixed batch silo.
|
|
26
Bahan baku dan campuran yang telah tercampur ditempatkan kedalam mixed
batch
yang berjumlah dua dengan
kapasitas
masing-masing
adalah
54
m?. Sementara
untuk dua buah cullet hopper
yang letaknya bersebelahan dengan mixed batch hopper
mempunyai kapasitas 116 m? pada masing-masing hopper-nya.
Kemudian bahan yang sudah tercampur pada mixed batch dan cullet dikeluarkan
dengan jumlah
yang ditentukan. Sistem penimbangannya dilakukan bersama-sama dan
dilakukan penimbangan pada hopper scale. Bahan campuran beserta cullet yang sudah
ditimbang kemudian dialirkan
oleh belt conveyor
untuk kemudian diangkut
oleh
B/E.
Pada tahap
ini bahan campuran dan cullet sudah tercampur kemudian dttransportasikan
oleh belt conveyor sebelum
masuk ke dalam batch tank (kanan dan kiri) yang
masing-
masing berkapasitas 25 ton.
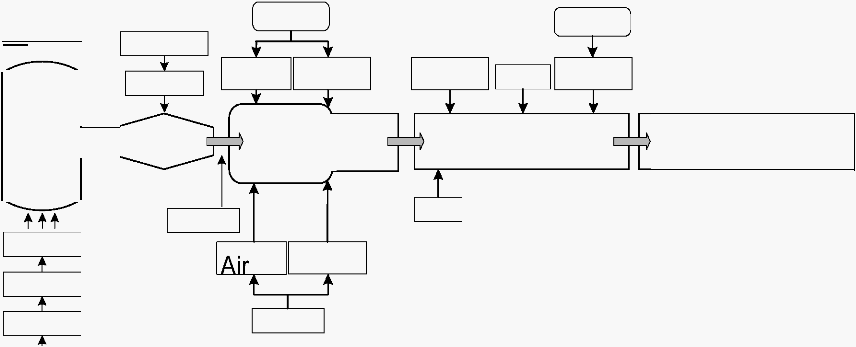
|
 I
.........
I
.----
t,
D
31ass Ribar
,
ooling Fa-
cbntrol
Temp.
Control Fan
Gambar 2.5
Skema
Proses Pleburan dan
Cutting
Annealing Lehr
Cutting Line
N
-...l
|
|
28
Selanjutnya bahan yang sudah dicampur dalam batch dilebur dalam ruang
tertutup
yang
disebut melter
yang
terbuat
dari
bahan
batu
tahan
api.
Didalamnya
disemburkan nyala api dari kanan dan kiri dengan suhu mencapai 1600°C, api ini
dihasilkan dari regerator. Leburan bahan baku tadi berubah menjadi cairan yang disebut
molten. Setelah berubah menjadi molten maka suhunya akan diturunkan perlahan-lahan,
yaitu dengan mengalirkan moten melalui saluran dari melter ke refiner yang didalamnya
terdapat fan yang menghembuskan
udara sehingga tempratur ruangan
menjadi 1300°C.
Selama melewati saluran, gelembung-gelembung yang terdapat pada molten dihilangkan
oleh alat yang bernama stirrer.
Setelah
suhu
turun,
maka
kaca
akan
diatur
tebal
tipisnya
dalam mesin
yang
disebut metal bath yang berupa ruangan tertutup berfungsi untuk menarik kaca sekaligus
mengatur lebar, tebal dan tipisnya kaca. Dari refiner, molten dialirkan melewati saluran
yang disebut canal lip casing dan masuk melewati tweel gate yaitu berupa dumper yang
membuka dan menutup untuk mengatur jumlah aliran. Selanjutnya didalam metal bath,
permukaan kaca
yang masih
lunak
menyentuh permukaan rol dari arrol machine
yang
berputar searah
aliran kaca
sehingga
kaca akan
tertarik,
proses
inilah
yang
mengatur
lebar dan
tebal tipisnya
lembaran kaca. Kaca yang sudah melewati proses pada metal
bath akan keluar
melalui exit sealing gate yang
sekaligus akan
menahan kaluarnya api
dan gas penekan dari dalam ruangan metal bath.
Selanjutnya kaca akan mengalami proses annealing yaitu memanaskan kemudian
mendinginkan kaca kembali. Hal ini dilakukan untuk mendapatkan lembaran kaca yang
berkualitas baik yang berarti hasil kaca cukup keras, tidak getas dan tanpa goresan. Oleh
karena
itu
lembaran kaca
yang bertemperatur
tinggi (± 600 -700°C) dan
masih
lunak
|
|
29
tersebut didinginkan secara perlahan-lahan. Proses annealing
ini dilakukan oleh
mesin
lehr sehingga mesin ini dikenal dengan nama annealing lehr.
Pada
lehr ini
kaca
perlahan-lahan
akan diturunkan
suhunya
dengan
cara
memasang kisuri burner pada zona tertentu agar suhu pada tiap zona dapat dinaikkan
kembali jika berada di bawah temperatur yang diinginkan. Perlengkapan dari mesin lehr
adalah beberapa puluh set rol yang berputar secara serentak. Di atas rol-rol inilah kaca
dibawa
perlahan-lahan
dari
tempat
yang
panas
sampai
ke
tempat
yang
paling
dingin
(dari close sampai ke open lehr).
Setelah mengalami proses annealing
maka kaca akan
memasuki proses cutting,
jika proses cutting langsung dilakukan setelah proses annealing dan menggunakan
mesin
langsung
yang dihubungkan dengan annealing lehr maka proses disebut cutting
on
line
sedangkan
jika
proses
pemotongan
tidak
dilakukan
secara langsung dan
menggunakan mesin yang terpisah maka dinamakan proses cutting off line.
Setelah melewati open lehr, kaca akan melewati take off conveyor. Pada bagian
ini juga
terdapat dumping conveyor yang berfungsi
untuk
membuang kaca yang rusak.
Jika terdeteksi ada kaca yang cacat maka dumping conveyor akan bergerak turun dengan
bantuan
unit
hidrolik
dimana
digerakkan oleh hydrolic
cylinder. Kemudian
diatasnya
terdapat guillotine
yang berfungsi sebagai penghancur kaca
yang dianggap rusak atau
saat
ganti
warna,
terdiri
dari rol
bertanduk
yang
berfungsi
sebagai
hammer.
Jika
terdeteksi kaca
rusak
maka operator akan menghidupkan
motor penggerak hammer rol
dan menurunkan hammer rol
sampai menumbuk permukaan kaca sehingga
mengahncurkan kaca dan cullet tersebut akan ditampung dalam guillotine hopper.
Selanjutnya kaca akan
masuk ke ruang washing machine. Ruangan
ini
kurang
lebih berukuran 4 x 3,8 x 1,9 m, berfungsi untuk membersihkan atau membilas
|
|
30
permukaan kaca dari kotoran-kotoran akibat proses sebelumnya. Di dalamnya terdapat
tiga, yaitu :
-
Rinse water,
yang
merupakan
tahap
pertama
dari
proses
pencucian
permukaan
kaca.
Air
disemprotkan
ke
permukaan
kaca
melalui nozzel
dan
juga
dibantu
dengan brush roll pada bagian atas untuk menyikat permukaan kaca
-
Pure water, merupakan bilasan kedua setelah rinse water dimana kadar air yang
dipakai berbeda.
-
Dry air, kaca yang telah dicuci bersih akan dikeringkan agar tidak terdapat titik-
titik air yang dapat menyebabkan flek pada permukaan kaca.
Ketiga
bagian
masing-masing disekat
oleh tekanan
udara
yang
berasal
dari air
knife nozzle yang digantung pada bagian atas, tetapi pada bagian antara pure water dan
dry
air
nozzle
terdapat
pada bagian atas
dan
bawah
kaca.
Tujuan
disekatnya
ketiga
bagian tersebut agar air tidak bercampur karena kadarnya berbeda, khususnya pada dry
air agar kaca dapat benar-benar kering. Didalam washing machine juga terdapat exhaust
fan yang terletak pada bagian sebelah kiri atas, gunanya untuk terus mengurangi suhu
dalam ruangan
tersebut karena dalam dark booth temperatur
maksimum
yang diijinkan
adalah 25°C.
Selanjutnya
kaca
memasuki
dark booth
yaitu
ruangan
gelap
dimana
dibagian
bawah kaca diterangi fluorscentlamp dan dipasang kamera yang memantau jika terdapat
dot atau crack. Alat ini disebut dotted defect detector, dimana secara otomatis bagian
kaca yang terdeteksi oleh kamera akan ditandai oleh main line. Proses selanjutnya kaca
memasuki tahap chemical coating dimana pada bagian ini kaca yang baru dideteksi akan
dilapisi cairan kimia agar permukaan kaca tidak mudah ternoda, khususnya kaca
high
quality yang akan dibuat cermin.
|
|
31
Setelah itu kaca akan dipotong menggunakan Cross wise Cutting Machine yang
merupakan
alat
pemotong
horizontal. Cross wise akan memotong kaca sesuai dengan
uiikuran
yang
diinginkan.
Ada
tiga
buah
mesin cross
wise
yang
digunakan
untuk
keperluan menggores kaca yang sedaag berjalan dengan membentuk sudut sebesar
8,42°. Pada keadaan normal beroperasi dua cutter sedang, satu cutter sebagai cadangan.
Maka cutter selama proses pemotongan
terus dilumasi dengan
minyak. Setelah digores
oleh cross wise maka kaca selanjutnya dipatahkan oleh main line snapping.
Untuk pemotongan secara vertikal digunakan Length wise Cutting Machine. Ada
dua
unit length wise dengan
jumulah cutter sebanyak dua puluh buah. Lalu sisi kanan
dan kiri kaca akan dipatahkan oleh edge snapping untuk memisahkan bagian kaca yang
terdapat corak barrel head dari arrol macine dalam metal bath.
Setelah ditandai dengan cross wise maka kaca diproses dengan mesin Main Line
Snapping yang merupakan rol yang terdapat dua buah karet yang menonjol dan
perputarannya
diatur
bersamaan
dengan cross
wise
machine,
jika
rol
itu
berputar dan
karet tersebut akan menekan kaca tepat pada bagian yang sudah digarisi oleh cross wise
sehingga kaca akan terpotong.
Kemudian dilanjutkan dengan
Edge Snapping yaitu rol yang berfungsi untuk
memotong atau mematahkan kaca tepat pada bagian yang telah digores oleh length wise
cutting machine.
Setelah
itu
kaca
kembali diperiksa, jika
masih
terdapat
cacat
maka kaca
akan
dipisahkan
ke
tempat
pembuangan
dan
jika tidak
maka
kaca
akan dipisahkan
antara
potongan yang besar dengan potongan yang kecil.
|
 32
2.6
Sistem Informasi yang sedang Berjalan
Selama ini, aktifitas preventive maintenance terutama regular check dilakukan
berdasarkan pada manual book yang dimiliki, pengalaman staf dan kondisi operasional
mesin. Sehingga perawatan yang dilakukan tidak disesuaikan dengan kondisi lanjut dari
mesin saat ini. Oleh karena itu sering kali preventive maintenance yang dilakukan tidak
tepat sesuai kebutuhan dari mesin. Saat ini divisi mechanical
hanya menggunakan
bantuan software Microsoft Office
Excel
sebagai alat bantu sistem informasi
yang ada
sekarang untuk pemetaan jadwal perawatan, pembuatan work order, dan laporan-laporan
manajemen dari setiap tugas divisi tersebut. Selain itu semua aktifitas masih
menggunakan
sistem manual,
mulai
dari
penjadwalan regular check,
pembuatan
work
order, alokasi operator untuk work order sampai dengan laporan dari perbaikan trouble.
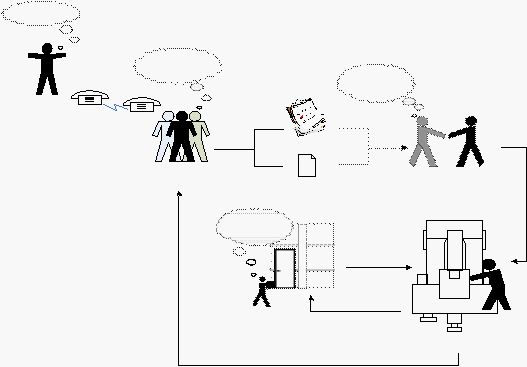
Gambar dibawah ini merupakan rich picture dari sistem yang sedang berjalan tersebut.
Gambar 2.6 Rich Picture dari Sistem Berjalan
|
|
33
Kegiatan dimulai ketika staf mengeluarkan
jadwal regular check atau
mendapat
laporan trouble dari operator mesin ataupun worker saat regular check. Staf
maintenance akan
mendistribusikan
tugas
ke
foreman
yang
kemudian
dialokasikan ke
worker.
Dengan
petunjuk
dari work
order
yang
diberikan, worker
kemudian
mulai
memeriksa
dan
melakukan
perbaikan
yang
dibutuhkan
mesin.
Jika
dalam perbaikan
ternyata
membutuhkan spare
part,
worker
yang
bertugas
akan
mengajukan
bon
permintaan spare part kepada staf, dan jika disetujui maka bon tersebut dapat digunakan
worker untuk meminta spare part di gudang. Setelah tugas worker selesai maka ia akan
membuat laporan pada work order kemudian diserahkan kembali kepada staf.
2.7
Analisis Masalah dan Kebutuhan Informasi
Untuk memulai merenacanakan sebuah proses produksi seperti jumlah dan waktu
pelaksanaannya,
bagian
produksi
melakukan
rekapitulasi permintaan pesanan dan
mempertimbangkan penyediaan bahan baku ditambah waktu yang dibutuhkan untuk
persiapan pelaksanaan termasuk pemeliharaan mesin produksi yang harus
dilakukan.
Oleh
karena
itu
bagian
produksi
meminta
rencana
penjadwalan
pemeliharaan
mesin
yang
dibutuhkan
dari
divisi maintenance.
Jika
divisi
maintenance telah memberikan
jadwal maka bagian produksi akan mempertimbangkan jadwal tersebut. Jika
pemeliharaan dapat dilaksanakan tepat sesuai jadwal maka bagian produksi akan segera
meyetujui jadwal dan
mengembalikannya
kepada
divisi maintenance. Jika
tidak
maka
bagian
produksi
akan berdiskusi
dengan
divisi maintenance
untuk
menentukan
waktu
pemeliharaan selanjutnya.
Untuk
membuat
suatu
jadwal
pemeliharaan
maka
divisi maintenance akan
merujuk
pada
manual
book
untuk
pemeriksaan
mesin
secara
keseluruhan
dan
untuk
|
|
34
pemeliharaan
harian didasarkan
pada
pengalaman
staf
dan
pengecekan
secara
visual.
Berdasarkan analisis dapat disimpulkan bahwa :
•
Informasi
untuk
dasar
melakukan
pemeliharaan
mesin
secara
berkala
tidak
terdokumentasi dengan baik.
•
Ketidaktersediaan informasi dasar waktu pemeliharaan mengakibatkan
pemeliharaan mesin menjadi tidak tepat sesuai kebutuhan mesin saat ini.
•
Tidak adanya kepastian dalam melakukan pemeliharaan mesin
mengakibatkan
informasi
untuk penyediaan
komponen
cadangan
tidak
terdokumentasi dengan baik.
Karena dasar waktu yang digunakan tidak pasti, jika ternyata staf yang bertugas
terhadap suatu mesin sedang libur atau berhenti bekerja maka dasar pengalaman untuk
melakukan pemeliharaan mesin juga berubah.Hal ini menyebabkan seringkali terjadi
kerusakan pada mesin secara tiba-tiba.
Kerusakan mesin ini menggangu kelancaran proses produksi yang sudah
direncanakan dan menimbulkan kerugian baik bersifat materi maupun kepuasan dari
pelanggan karena keterlambatan pengiriman. Oleh karena itu dibutuhkan suatu sistem
informasi yang dapat menampung dan mengatur penjadwalan dengan metode yang tepat
yang dapat diterapkan untuk perusahaan. Sistem informasi yang diperlukan harus dapat
memperbaharui
jadwal
secara
terus menerus
dan
secara akurat, sehingga
jika
terdapat
kuerusakan yang terjadi sebelum waktu pemeliharaan, hal ini dijadikan informasi untuk
melakukan pemeliharaan berikutnya.
Untuk
mengatasi
permasalah
yang berhubungan dengan penyediaan komponen
sistem informasi penjadwalan
yang dirancang harus dapat memberikan informasi
|
|
35
mengenai
jumlah
persediaan
komponen
yang
ada
sehingga
jika
memang
jumlahnya
kurang, dapat segera dilakukan pemesanan.
|