|
BAB 2
LANDASAN TEORI
Pada
tugas
akhir
ini,
akan
dibahas
beberapa permasalahan
mengenai
penelitian operasional dan perencanaan produksi. Landasan teori yang sesuai untuk
memecahkan permasalahan
yang
dihadapi
oleh
perusahaan
adalah keseimbangan
Lini dengan Metode Moodie Young dan Helgerson Birnie
2.1
Teknik Industri
2.1.1
Lini Produksi
Lini produksi
adalah penempatan area-area kerja di
mana operasi-operasi
diatur secara berurutan dan
material bergerak secara
kontinu melalui operasi yang
terangkai
seimbang.
Menurut
karakteristiknya
proses
produksinya,
lini
produksi
dibagi menjadi dua yaitu:
1.
Lini
fabrikasi, merupakan
lintasan produksi
yang terdiri atas
sejumlah operasi
pekerjaan yang bersifat membentuk atau mengubah bentuk benda kerja.
2.
Lini perakitan, merupakan
lintasan produksi yang
terdiri atas sejumlah operasi
perakitan
yang dikerjakan
pada
beberapa
stasiun
kerja
dan
digabungkan
menjadi benda assembly atau subassembly.
Beberapa
keuntungan
yang
dapat
diperoleh
dari
perencanaan
lini produksi
yang
baik adalah sebagai berikut.
1.
Jarak
perpindahan
material
yang
minim
diperoleh
dengan
mengatur
susunan
dan tempat kerja.
|
|
42
2.
Aliran benda kerja (material), mencakup gerakan dari benda kerja
yang
kontinu. Alirannya diukur dengan kecepatan produksi dan bukan oleh jumlah
spesifik.
3.
Pembagian
tugas
terbagi
secara
merata
yang
disesuaikan dengan
keahlian
masing-masing pekerja sehingga pemanfaatan tenaga kerja lebih efisien.
4.
Pengerjaan
operasi
yang
serentak
(simultan)
yaitu
setiap
operasi
yang
dikerjakan pada saat yang sama diseluruh lintasan produksi.
5.
Operasi
unit.
Lintasan
dimasudkan sebagai
penghasil
unit
tungga,
satu
seri
operasi
atau
grup
pekerja
ditugaskan untuk
suatu
produk.
Seluruh
lintasan
merupakan satu unit produksi.
6.
Gerakan benda kerja tetap sesuai dengan set-up dari lintasan dan bersifat tetap.
7.
Proses memerlukan waktu yang minimum.
2.1.2 Line Balancing
Kriteria
umum
keseimbangan
lintasan produksi
adalah
memaksimumkan
efisiensi
atau
meminimumkan balance
delay.
Tujuan
pokok
dari
penggunaan
metode
ini
adalah
untuk
mengurangi
atau
meminimumkan waktu
menganggur
(idle time) pada lintasan yang ditentukan oleh operasi yang paling lambat.
Tujuan perencanan keseimbangan
lintasan adalah
mendistribusikan unit-unit
kerja atau
elemen-elemen kerja
pada setiap stasiun kerja
agar waktu
menganggur
dari stasiun
kerja pada suatu
lintasan produksi dapat ditekan seminimal
mungkin,
sehingga
pemanfaatan
dari
peralatan maupun
operator
dapat
digunakan
semaksimal mungkin.
|
|
43
Pembuatan suatu produk pada umumnya dilakukan melalui beberapa tahapan
proses
produksi
pada beberapa departemen berupa aliran proses
produksi. Aliran
proses
produksi
di
sini
adalah
yang
diperlukan untuk
memindahkan
elemen-
elemen produksi, seperti bahan atau
material, part, orang, dan
lain-lain, mulai dari
awal proses sampai produk yang dikehendaki bisa melalui lintasan produksi.
Aliran
proses
produksi
dari
suatu
departemen
ke
departemen
yang
lainnya
merupakan
bagian
dari waktu
proses
(waktu
siklus)
produk tersebut.
Apabila
terjadi
hambatan
atau
ketidakefisienan dalam
suatu
departemen
akan
mengakibatkan tidak
lancarnya aliran material ke departemen berikutnya, sehingga
terjadi
waktu
menunggu
(delay
time)
dan
penumpukan material
(material
in
process storage).
Lini
perakitan
(assembly
line)
adalah sebuah lini
produksi
yang
mana
material atau
bahan bergerak secara kontinu dalam tingkat rata-rata seragam pada
seluruh urutan stasiun kerja di
mana pekerjaan perakitan dilakukan. Lini perakitan
akan
menjadi
bagian
utama
dari
manufacturing dan
operasi
perakitan,
walaupun
pekerjanya mungkin
digantikan
oleh
robot.
Pengaturan kerja
sepanjang
lini
perakitan
akan bervariasi sesuai
ukuran
produk
yang
akan
dirakit,
kebutuhan
proses
pendahuluan, ketersediaan
ruang,
elemen
pengerjaan
dan
kondisi
pengerjaan,
yang
akan
dikenakan pada
job.
Adapun
dua
permasalahan
penting
dalam penyeimbangan lini adalah:
1.
penyeimbangan antara stasiun kerja,
2.
menjaga kelangsungan produksi di dalam lini perakitan.
Bila idle dari lini perakitan sangat tinggi, perlu dilakukan penyeimbangan
sempurna dari lini perakitan dengan menggabungkan elemen-elemen kerja menjadi
|
|
44
beberapa
stasiun
kerja
sampai
waktu
pengerjaan
tiap
stasiun
kerja
relatif
sama.
Waktu
siklus
adalah
jumlah
waktu
masing-masing
elemen
untuk
memproduksi
satu unit produk pada kondisi operator normal dalammelakukan tugas atau kerja.
Tujuan perencanaan keseimbangan
lintasan adalah mendistribusikan
unit-
unit
kerja
atau
elemen-elemen
kerja pada
setiap
stasiun
kerja
agar
waktu
menganggur dari
stasiun
kerja
pada
suatu
lintasan
produksi
dapat
ditekan
seminimal mungkin, sehingga
pemanfaatan dari peralatan
maupun operator
dapat
digunakan semaksimal mungkin.
Untuk dapat
memilih dan
menentukan
metode
yang
tepat
dalam
penyeimbangan lini
perakitan
perlu
dikembangkan
metode
analisis
guna
mengetahui
performansi
masing-masing
metode
yang
ada
terhadap
karakteristik
pengerjaan perakitan, sehingga akan dapat
ditentukan
metode penyusunan stasiun
kerja
yang
paling efisien dan
pertimbangan kelebihan dan kekurangan untuk tiap
metode,
akan
dikemukakan dua
metode
keseimbangan
lintasan,
yaitu
metode
Helgeson-Birnie dan metode Moodie Young.
1.
Metode Helgeson-Birnie
Langkah-langkah dalam perhitungan keseimbangan
lini
menurut
metode
ini
adalah sebagai berikut :
a.Buat precedence diagram berdasarkan AC yang diusulkan.
b.Buat precedence matrix.
c.Tentukan bobot dan operasi yang mendahului
Tentukan
bobot
posisi
untuk setiap
elemen pekerjaan
dari suatu
operasi dengan memperhatikan precedence diagram.
Cara penentuan bobotnya adalah sebagai berikut :
|
 45
Bobot
operasi
i
=
Waktu proses
operasi
i
+
Waktu proses operasi-
operasi
berikutnya
Urutkan elemen operasi berdasarkan bobot posisi yang telah didapat.
Pengurutan dimulai dari elemen operasi
yang memiliki bobot posisi
yang terbesar.
d.
Cari waktu siklus (CT)
CT =
Jam kerja efektif per hari
jumlah lini
Jumlah produksi per har
i
(satuan = menit)
Jika
ada
Wb
maks
>
Jam kerja efektif per hari
jumlah lini
Jumlah produksi per hari
maka
CT
=
Wb
maks
e.
Tentukan jumlah stasiun kerja (Work Station)
Wb
k
=
i
CT
f.
Tentukan waktu maksimum dari waktu stasiun kerja
Wb
W
maks
=
i
k
Wb
Jika Wb
i
maks
>
i
k
maka W
maks
=
Wb
i
maks
Dimana :
W
maks
=
Waktu maksimum dari stasiun kerja
Wb
i
=
Waktu baku setiap elemen
k
=
Jumlah stasiun kerja
g.
Melakukan penugasan untuk menentukan stasiun kerja
|
|
46
h.
Apabila penugasan dengan waktu
tiap
stasiun
kerja (ST
k
)
masih
melebihi
W
maks
juga,
maka
buat
penugasan
dengan
jumlah
stasiun
kerja
(k)
lebih
besar daripada k yang telah dihitung sebelumnya.
i.
Ulangi
lagi
langkah
diatas
hingga
semua
elemen
dalam
pekerjaan
telah
ditempatkan ke dalam stasiun kerja.
j.
Rangkum semua kelompok stasiun kerja, hitung idle-nya
Idle = CTR – ST
k
CTR = ST
k
terbesar
k.
Waktu terbesar dari penugasan tiap WS yang telah ditentukan menjadi CTR
(waktu siklus revisi)
l.
Melakukan perhitungan efisiensi lintasan
m.
Melakukan perhitungan keseimbangan waktu menganggur
n.
Melakukan perhitungan indeks kemulusan
2.
Metode Moodie Young
Langkah-langkah dalam perhitungan keseimbangan
lini
menurut
metode
ini
adalah sebagai berikut :
1.
Membuat precedence diagram berdasarkan AC yang diusulkan.
2.
Membuat matriks P dan F.
3.
Tentukan waktu siklus.
4.
Menentukan jumlah stasiun kerja.
5.
Tentukan jumlah stasiun kerja.
6.
Pilih elemen kerja yang memiliki nilai 0 semua pada matriks P.
7.
Tentukan elemen kerja
di
matriks F
yang berhubungan dengan
elemen
kerja yang terpilih di langkah 1.
|
 47
8.
Untuk stasiun kerja yang baru maka diulangi langkah 4 dan langkah 5.
9.
Rangkum semua kelompok stasiun kerja, hitung idle-nya.
Idle = W
maks
-
ST
k
CTR
=
Total Wb di stasiun kerja k
10.
Cari stasiun kerja
maksimal dan
minimal. Alokasikan salah satu task di
stasiun
kerja
yang
maksimal
ke
stasiun
kerja
minimal
dengan
syarat
tidak boleh melewati W
maks
.
11.
Rangkum kembali semua kelompok stasiun kerja, hitung idle-nya.
12.
Melakukan perhitungan efisiensi lintasan.
13.
Melakukan perhitungan keseimbangan waktu menganggur.
14.
Melakukan perhitungan indeks kemulusan.
Syarat
dalam
pengelompokan
stasiun
kerja
(line
balancing) adalah
sebagai berikut.
Hubungan dengan proses terdahulu.
Jumlah stasiun kerja tidak boleh melebihi jumlah elemen kerja.
Waktu siklus lebih dari atau sama dengan waktu maksimum dari tiap waktu di
stasiun kerja dari tiap elemen pengerjaan.
2.1.3
Istilah-istilah Dalam Line Balancing
Sebelum
membahas
mengenai
operasional
dari
metode-metode
dalam
line balancing, perlu dipahami dulu beberapa
istilah yang
lazim digunakan dalam
line balancing.
|
|
48
?
Precedence diagram.
Precedence diagram
merupakan gambaran secara
grafis
dari
urutan
operasi
kerja,
serta
ketergantungan pada
operasi
kerja
lainnya
yang
tujuannya
untuk
memudahkan
pengontrolan
dan
perencanaan
kegiatan yang terkait di dalamnya. Adapun
tanda-tanda yang dipakai sebagai
berikut.
o
Simbol lingkaran dengan huruf atau nomor di dalamnya untuk
mempermudah identifikasi dari suatu proses operasi.
o
Tanda
panah
menunjukkan
ketergantungan dan
urutan
proses
operasi.
Dalam
hal
ini,
operasi
yang
berada
pada
pangkal
panah
berarti
mendahului operasi kerja yang ada pada ujung anak panah.
o
Angka
di
atas
simbol
lingkaran
adalah
waktu
yang
diperlukan
untuk
menyelesaikan setiap operasi.
?
Assemble
product,
adalah
produk
yang
melewati
urutan
workstation
(WS)
memberikan proses
tertentu
hingga
selesai
menjadi
produk
akhir
pada
perakitan akhir.
?
Work
elemen (elemen
kerja/operasi),
merupakan bagian dari seluruh proses
perakitan yang dilakukan.
?
Waktu operasi (Ti), adalah waktu standar untuk
menyelesaikan suatu
operasi.
?
Workstation
(WS), adalah tempat pada
lini
perakitan di
mana proses
perakitan dilakukan. Setelah menentukan interval waktu siklus, maka jumlah
stasiun kerja efisien dapat ditetapkan dengan rumus berikut.
|
 49
Dimana:
K
min
n
t
i
i
1
C
T
i
:
Waktu operasi / elemen (I = 1, 2, 3, . . . , n)
C
:
Waktu siklus stasiun kerja
N
:
Jumlah elemen
K
min
:Jumlah stasiun kerja minimal
?
Cycle
Time
(CT),
merupakan
waktu
yang
diperlukan
untuk
membuat
satu
unit
produk
per
satu
stasiun.
Apabila
waktu
produksi
dan
target
produksi
telah
ditentukan,
maka
waktu
siklus
dapat
diketahui
dari
hasil
bagi
waktu
produksi
dan
target
produksi.
Dalam
mendesain
keseimbangan lintasan
produksi
untuk
sejumlah produksi
tertentu,
waktu
siklus
harus
sama
atau
lebih besar dari waktu operasi terbesar yang merupakan penyebab terjadinya
bottle
neck
(kemacetan) dan
waktu
siklus
juga harus
sama atau
lebih kecil
dari
jam
kerja
efektif
per
hari
dibagi
dari
jumlah
produksi
per
hari,
yang
secara matematis dinyatakan sebagai berikut.
ti
maks
CT
P
Q
Dimana
ti
maks
:
Waktu operasi terbesar pada lintasan
CT
:
Waktu siklus (cycle time)
P
:
Jam kerja efektif per hari
Q
:
Jumlah produksi per hari
|
 50
?
Station
Time
(ST),
jumlah
waktu
dari
elemen
kerja
yang
dilakukan
pada
suatu stasiun kerja yang sama.
?
Idle time (I), merupakan selisih (perbedaan) antara cycle time (CT) dan
stasiun time (ST) atau CT dikurangi ST.
?
Balance delay (D), sering disebut balancing loss, adalah ukuran dari
ukuran
ketidakefisienan lintasan
yang dihsilkan dari
waktu
menganggur sebenarnya
yang
disebabkan
karena
pengalokasian
yang
kurang
sempurna di
antara
stasiun-stasiun
kerja.
Balance
delay
ini
dinyatakan
dalam
prosentase.
Balance delay dapat dirumuskan sebagai berikut.
c
(n x C)
ti
D
i
1
x100%
(n x C)
Dimana
n
:
Jumlah stasiun kerja
C
:
Waktu siklus terbesar dalam stasiun kerja
ti
:
Jumlah waktu operasi dari semua operasi
ti
:
Waktu operasi
D
:
Balance delay (%)
?
Line efficency
(LE),
adalah
rasio
dari
total
waktu
di
stasiun
kerja
dibagi
dengan waktu siklus dikalikan jumlah stasiun kerja.
c
(
n
x
C
)
ti
L
i
1
x
100 %
(
n
x
C
)
|
 51
Dimana
n
:
Jumlah stasiun kerja
C
:
Waktu siklus terbesar dalam stasiun kerja
ti
:
Jumlah waktu operasi dari semua operasi
ti
:
Waktu operasi
D
:
Balance delay (%)
2.1.4
Perhitungan Waktu Baku
Untuk
dapat
melakukan perhitungan
keseimbangan
lini,
waktu
yang
diperlukan
harus
diolah
terlebih
dahulu
menjadi
waktu
baku.
Pengolahan
waktu
siklus menjadi waktu baku diperoleh dengan cara:
1.
Menghitung waktu siklus rata-rata
Ws
Xi
N
dimana :
Xi
=
data yang termasuk dalam batas kendali
2.
Menghitung waktu normal
Wn
Ws
p
dimana :
p
=
faktor penyesuaian
3.
Menghitung waktu baku
Wb
Wn
(1
a)
dimana :
a
=
kelonggaran
yang
diberikan
pekerja
untuk
menyelesaikan pekerjaannya disamping waktu normal.
|
|
52
2.1.5
Penyesuaian
Tujuan
dari
perhitungan
penyesuaian
adalah
untuk
menormalisasikan waktu
operasi
yang
dilakukan
oleh
seorang
operator
dalam
melakukan pekerjaannya.
Seorang
operator
dapat
mengerjakan
suatu
pekerjaan dengan
kecepatan
yang
berbeda-beda
sesuai
dengan
pengalamannya, oleh
karena
itu
diperlukan
waktu
operasi yang tidak terlalu singkat ataupun terlalu panjang dalam
mengerjakan suatu
operasi.
Terdapat tiga batasan dalam penyesuaian (Sutalaksana, 1979, p138) yaitu:
p
>
1
;
jika pengukur
menganggap bahwa pekerja bekerja terlalu cepat
(di atas normal)
p
=
1
;
jika pengukur menganggap bahwa pekerja bekerja normal
p
<
1
;
jika pengukur menganggap bahwa pekerja bekerja terlalu lambat
(di bawah normal)
Westinghouse
merupakan
salah
satu
metode
yang
digunakan untuk
menentukan
faktor
penyesuaian (Sutalaksana,
1979,
pp140-146).
Metode
Westinghouse
mengarahkan
penilaian
pada
4
faktor
yang
dianggap
menentukan
kewajaran dan
ketidakwajaran dalam bekerja
yaitu Keterampilan, Usaha,
Kondisi
Kerja dan Konsistensi. Setiap
faktor
terbagi
kedalam
kelas-kelas dengan nilainya
masing-masing.
Keterampilan atau skill didefinisikan sebagai kemampuan mengikuti cara
kerja
yang
ditetapkan.
Latihan dapat
meningkatkan
keterampilan,
tetapi
hanya
sampai
ketingkat
tertentu
saja,
tingkat
mana
merupakan
kemampuan maksimal
yang
dapat
diberikan pekerja
yang
bersangkutan.
Secara
psikologis
keterampilan
merupakan aptitude untuk pekerjaan yang bersangkutan. Keterampilan dapat juga
|
|
53
menurun yaitu bila
telah terlampau
lama
tidak menangani pekerjaan tersebut, atau
karena
sebab
–
sebab
lain
seperti
karena
kesehatan
yang
terganggu,
rasa
fatique
yang berlebiahan, pengaruh lingkungan sosial dan sebagainya.
Untuk
keperluan
penyesuaian
keterampilan
dibagi
menjadi
enam
kelas
yaitu
1.
Super Skill
2.
Excellent Skill
3.
Good Skill
4.
Average Skill
5.
Fair Skill
6.
Poor Skill
Untuk
usaha
atau
effort cara
Westinghouse
membagi
juga
atas
kelas-
kelas
dengan
ciri
masing-masing.
Yang
dimaksud dengan
usaha
disini
adalah
kesungguhan
yang ditunjukan atau
diberikan
operator
ketika
melakukan
pekerjaannya. Kelas –
kelas dalam
faktor effort adalah
Excessive Effort, Excellent
Effort, Good Effort, Average Effort, Fair Effort dan Poor Effort.
Faktor
ketiga
dalam
penyesuaian dengan
metode
Westinghouse
yaitu
kondisi kerja atau Condition. Condition adalah kondisi fisik lingkungannya seperti
keadaan
pencahayaan,
temperatur
dan
kebisingan
ruangan.
Kondisi
kerja
dibagi
menjadi enam kelas yaitu Ideal, Excellent, Good, Average, Fair dan Poor.
Faktor
terakhir
yang
juga
merupakan
faktor
penyesuaian
Westinghouse
adalah konsistensi atau consistency. Faktor ini perlu diperhatikan karena kenyataan
bahwa
pada
setiap
pengukuran
waktu
angka-angka yang
dicatat
tidak
pernah
semuanya
sama,
waktu
penyelesaian
yang
ditunjukkan pekerja
selalu
berubah-
|
|
54
ubah dari
satu siklus
ke siklus lainnya, dari jam ke
jam, bahkan dari
hari
ke
hari.
Faktor
konsistensi dibagi
menjadi
Perfect,
Excellent,
Good,
Average,
Fair
dan
Poor.
|
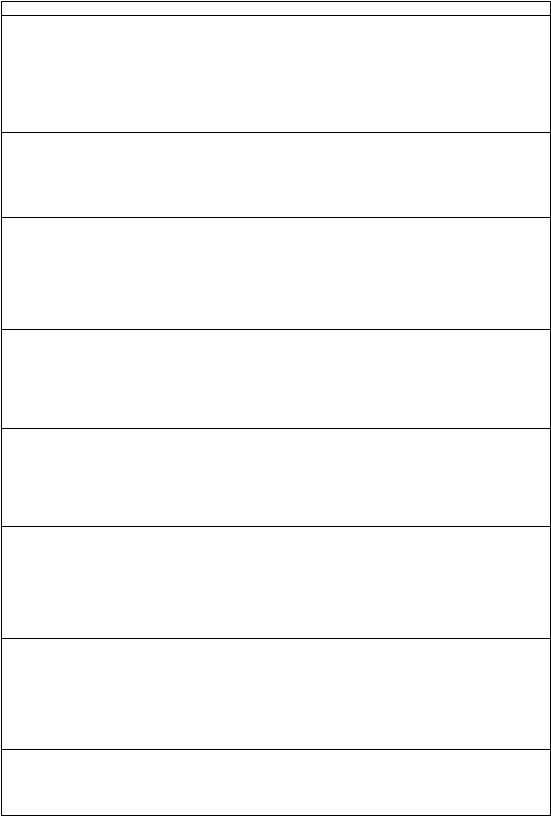
 55
Tabel 2.1 Penyesuaian Menurut Westinghouse
Fakt or
Kelas
Lambang
Penyesuaian
Keterampilan
Super
A1
+
0,15
A2
+
0,13
E
xcellent
B1
+
0,11
B2
+
0,08
G
ood
C1
+
0,06
C2
+
0,03
Averag e
D
0,00
Fair
E
1
-
0,05
E
2
-
0,10
Poor
F1
-
0,16
F2
-
0,22
U
saha
E
xcessive
A1
+
0,13
A2
+
0,12
E
xcellent
B1
+
0,10
B2
+
0,08
G
ood
C1
+
0,05
C2
+
0,02
Average
D
0,00
Fair
E
1
-
0,04
E
2
-
0,08
Poor
F1
-
0,12
F2
-
0,17
Kondisi Kerja
Ideal
A
+
0,06
E
xcellen
B
+
0,04
G
ood
C
+
0,02
Average
D
0,00
Fair
E
-
0,03
Poor
F
-
0,07
Konsistensi
Perfec
A
+
0,04
E
xcellent
B
+
0,03
G
oo d
C
+
0,01
Average
D
0,00
Fair
E
-
0,02
Poo r
F
-
0,04
2.1.6
Kelonggaran (Sutalaksana, 1979, pp149-154)
Kelonggaran
merupakan suatu nilai waktu yang dibutuhkan pekerja yang
terlatih, agar dapat
mencapai performance kerja sesungguhnya,
jika bekerja secara
normal.
Sebagai
seorang
manusia,
seorang
pekerja
membutuhkan
waktu
untuk
|
|
56
memenuhi kebutuhannya,
diantaranya
kebutuhan pribadi,
waktu
untuk
mengatasi
rasa
fatique dan
gangguan
–
gangguan
lainnya
yang
tidak
dapat
dihindari.
Nilai
dari
kelonggaran
yang
diberikan
berupakan persentase
dari
perhitungan
waktu
normal dengan faktor – faktor yang telah ditentukan pada tabel kelonggaran.
|
 57
Tabel 2.2 Kelonggaran Berdasarkan Faktor-Faktor yang Berpengaruh
Faktor
Contoh Pekerjaan
Kelonggaran (%)
A. Tenaga yang dikeluarkan
Ekivalen beban
Pria
Wanita
1. Dapat diabaikan
Bekerja dimeja, duduk
tanpa beban
0,0 - 6,0
0,0 - 6,0
2. Sangat ringan
Bekerja dimeja, berdiri
0,00 - 2,25 kg
6,0 - 7,5
6,0 - 7,5
3. Ringan
Menyekop, ringan
2,25 - 9,00
7,5 - 12,0
7,5 - 16,0
4. Sedang
Mencangkul
9,00 - 18,00
12,0 - 19,0
16,0 - 30,0
5. Berat
Mengayun palu yang berat
19,00 - 27,00
19,0 - 30,0
6. Sangat berat
Memanggul beban
27,00 - 50,00
30,0 - 50,0
7. Luar biasa berat
Memanggul karung berat
diatas 50 kg
B. Sikap kerja
1. Duduk
Bekerja duduk, ringan
0,0 - 1,0
2. Berdiri diatas dua kaki
Badan tegak, ditumpu dua kaki
1,0 - 2,5
3. Berdiri diatas satu kaki
Satu kaki mengerjakan alat kontrol
2,5 - 4,0
4. Berbaring
Pada bagian sisi, belakang, atau depan badan
2,5 - 4,0
5. Membungkuk
Badan dibungkukkan
bertumpu pada kedua kaki
4,0 - 10
C. Gerakan Kerja
1. Normal
Ayunan bebas dari palu
0
2. Agak terbatas
Ayunan terbatas dari palu
0
-
5
3. Sulit
Membawa beban berat dengan satu tangan
0
-
5
4. Pada anggota-anggota
badan terbatas
Bekerja dengan tangan diatas kepala
5
-
10
5. Seluruh anggota badan
terbatas
Bekerja dilorong pertambangan yang sempit
10 - 15
D. Kelelahan mata *)
Pencahayaan baik
Buruk
1. Pandangan yang terputus-putus
Membawa alat ukur
0,0 - 6,0
0,0 - 6,0
2. Pandangan yang hampir terus menerus
Pekerjaan-pekerjaan yang teliti
6,0 - 7,5
6,0 - 7,5
3. Pandangan terus menerus dengan fokus
Memeriksa
cacat-cacat pada kain
7,5 - 12,0
7,5 - 16,0
berubah-ubah
12,0 - 19,0
16,0 - 30,0
4. Pandangan terus menerus dengan fokus
Pemeriksaan yang sangat teliti
19,0 - 30,0
tetap
30,0 - 50,0
E. Keadaan temperatur tempat kerja **)
Temperatur (ÅC)
Kelemahan normal
Berlebihan
1. Beku
Dibawah 0
diatas 10
diatas 12
2. Rendah
0
-
13
10 - 0
12 - 5
3. Sedang
13 - 22
5
-
0
8
-
0
4. Normal
22 - 28
0
-
5
0
-
8
5. Tinggi
28 -38
5
-
40
8
-
100
6. Sangat tinggi
diatas 38
diatas 40
diatas 100
F. Keadaan atmosfer ***)
1. Baik
Ruang yang berventilasi baik,
0
udara segar
2. Cukup
Ventilasi kurang baik, ada bau-bauan
0
-
5
(tidak berbahaya)
3. Kurang baik
Adanya debu beracun, atau tidak beracun tetapi banyak
5
-
10
4. Buruk
Adanya bau-bauan berbahaya yang mengharuskan
10 - 20
menggunakan alat-alat pernapasan
G. Keadaan lingkungan yang baik
1. Bersih, sehat, cerah, dengan kebisingan rendah
0
2. Siklus kerja berulang-ulang antara 5 -10 detik
0
-
1
3. Siklus kerja berulang-ulang antara 0 -5 detik
1
-
3
4. Sangat bising
0
-
5
5. Jika faktor-faktor yang berpengaruh
dapat menurunkan kualitas
0
-
5
6. Terasa adanya getaran lantai
5
-
10
7. Keadaan-keadaan yang luar biasa (bunyi,
kebersihan,
dll.)
5
-
15
*) Kontras antara warna hendaknya diperhatikan
**) Tergantung juga pada keadaan ventilasi
***) Dipengaruhi juga oleh ketinggian tempat kerja dari permukaan laut dan keadaan iklim
Catatan pelengkap : kelonggaran
untuk kebutuhan pribadi bagi : pria
=
0
-
2,5 %
wanita = 2 - 5,0 %
|
|
58
Kelonggaran dapat diberikan untuk tiga hal yaitu untuk kebutuhan pribadi
menghilangkan rasa
fatique,
dan
hambatan –
hambatan
yang
tidak
dapat
dihindarkan. Ketiganya ini merupakan hal – hal yang secara
nyata dibutuhkan oleh
pekerja,
dan
yang
selama pengukuran
tidak
diamati,
diukur,
dicatat maupun
dihitung. Karenanya
sesuai
pengukuran dan
setelah
mendapatkan waktu
normal,
kelonggaran perlu ditambahkan. Ketiga kelonggaran tersebut adalah:
a. Kelonggaran untuk kebutuhan pribadi
Yang
termasuk dalam kebutuhan pribadi disini adalah
hal-hal seperti minum
untuk
menghilangkan dahaga,
ke
kamar
kecil,
bercakap-cakap
untuk
menghilangkan ketegangan atau kejenuhan dalam bekerja.
b.
Kelonggaran untuk rasa fatique
Rasa
fatique
tercermin
antara
lain
dari
menurunnya hasil
produksi
baik
jumlah
maupun
kualitas. Karenanya
salah
satu
cara
untuk
menentukan
besarnya
kelonggaran
ini
adalah
dengan
melakukan
pengamatan sepanjang
hari kerja dan mencatat pada saat-saat dimana hasil produksi menurun. Tetapi
kendala
yang sering dihadapi dalam pengukuran besarnya kelonggaran
adalah kesulitan dalam
menentukan pada saat – saat mana menurunnya hasil
produksi
disebabkan oleh
timbulnya
rasa
fatique
karena
masih
banyak
kemungkinan lain yang dapat menyebabkannya.
c.
Kelonggaran untuk hambatan yang tak terhindarkan
Dalam
melaksanakan pekerjaan,
pekerja
tidak
akan
lepas
dari
hambatan.
Beberapa contoh yang termasuk kedalam hambatan tak terhindarkan adalah:
menerima atau menerima petunjuk kepada pengawas.
melakukan penyesuaian-penyesuaian mesin.
|
|
59
memperbaiki
kemACetan-kemACetan singkat seperti
mengganti alat
potong yang patah, memasang kembali ban yang lepas dan sebagainya.
mengasah peralatan potong.
mengambil alat-alat khusus atau bahan-bahan khusus dari gudang.
2.2
Sistem Informasi
2.2.1 Definisi Sistem Informasi
Untuk
dapat
mengetahui apa
sistem
informasi
kita
terlebih
dahulu
harus
mengetahui definisnya
terlebih
dahulu. Beberapa
pakar
dalam
sistem
informasi telah memberikan definisi mereka masing – masing diantaranya:
1.
Menurut
O’Brien
(2003,
p7)
sistem
informasi
merupakan
kombinasi
dari
manusia,
perangkat
keras,
perangkat
lunak,
jaringan
komunikasi,
dan
sumber
data
yang
mengumpulkan, mengolah,
mengubah,
dan
menyebarkan informasi di dalam sebuah organisasi.
2.
Menurut
Whitten
dan
Bentley
(2004,
p12)
Sistem
informasi
merupakan
pengaturan orang,
data, proses,
dan
teknologi
informasi yang
berinteraksi
untuk
mengumpulkan,
memproses,
menyimpan,
dan
menyediakan
informasi yang dibutuhkan untuk mendukung organisasi.
Dari beberapa
definisi diatas
maka dapat
disimpulkan sistem informasi
merupakan suatu
alat
bantu
yang
dirancang
untuk
membantu
menyediakan
informasi
yang berguna di dalam pengambilan keputusan organisasi baik pada
tingkat
perencanaan strategis,
perencanaan
manajemen maupun
perencanaan
operasi untuk mencapai tujuan organisasi.
|
|
60
Pemain yang terlibat dalam suatu sistem adalah:
?
System analyst: seorang
fasilitator yang
menjembatani jurang komunikasi
yang
berkembang
di
antara
sistem
non-teknis
(owner
dan
user)
dengan
sistem teknis (designer dan builder).
?
System
owner:
seorang yang memiliki
jabatan manajemen
dan
lebih
tertarik
pada
inti
sistem,
berapa
biaya
yang
dikeluarkan dan
apakah
keuntungan yang dapat diberikan pada perusahaan.
?
System user: seorang yang lebih
memperhatikan bagaimana fungsi sistem
berpengaruh pada
pekerjaan
yang
dikerjakan.
Apakah
memberikan
kemudahan, mudah digunakan, dan mudah dimengerti.
?
System designer: seorang spesialis dari sistem
informasi, biasanya
orang
ini
tertarik
pada
teknologi
informasi
yang
dipilih
dan
rancangan sistem
yang
menggunakan teknologi.
Bertindak
sebagai
penerjemah
kebutuhan
bisnis
dari
keinginan
user
dengan
merancang database,
input,
output,
layar, jaringan, dan software.
?
System
builder:
seorang
spesialis
teknik
yang
membangun
sistem
informasi dan komponennya berdasarkan pada spesifikasi
rancangan
yang dibuat oleh system designer.
Sistem definisi secara FACTOR adalah:
Functionality: Fungsi sistem yang
mendukung tugas application-domain.
Application domain: Bagian dari suatu organisasi yang berhubungan dengan
administrasi, monitor, atau mengendalikan problem domain.
|
|
61
Conditions: Dengan kondisi yang bagaimana sistem akan dikembangkan dan
digunakan.
Technology: Semua
teknologi
yang
digunakan untuk
mengembangkan dan
menjalankan sistem.
Objects: object yang utama didalam problem domain.
Responsibility: tanggung jawab sistem (kegunaan) secara keseluruhan dalam
hubungannya
dengan konteks sistem.
2.2.2
Analisis dan Desain Sistem Berorientasi Objek (OOAD)
Menurut
McLeod
(2001,
p234)
analisis
sistem
adalah penelitian
atas
sistem
yang
telah
ada
dengan
tujuan
untuk
merancang sistem
yang
baru
atau
diperbaiki.
Jadi
analisis
sistem
merupakan
penelitian sistem
dengan
tujuan
penyempurnaan
sistem
yang
dapat
dimanfaatkan oleh
pengguna
sistem
untuk
membantu pengguna dalam pekerjaan yang dikerjakan.
Menurut Whitten et al. (2004, p31), Object Oriented Analysis and Design
(OOAD)
adalah
kumpulan
alat
dan
teknik
mengembangkan sistem
dengan
menggunakan teknologi objek untuk membuat sebuah sistem dan programnya.
2.2.3 Keunggulan dan Kelemahan Analisis dan Desain Berorientasi Objek
?
Keunggulan Analisis dan Desain Berorientasi Objek
Menurut McLeoad (2001,
pp613-614),
terdapat dua
kemampuan dari
sebuah sistem berorientasi objek, yaitu:
|
|
62
1.
Reusability ?kemampuan untuk menggunakan kembali pengetahuan dan
kode
program
yang
ada,
dapat
menghasilkan keunggulan
saat suatu sistem baru dikembangkan atau sistem
yang ada
dipelihara
atau direkayasa
ulang.
Kemampuan
ini
dapat
digunakan
kembali
berdasarkan
objek
yang
telah
diciptakan
sebelumnya bahkan
mungkin
hanya
dengan
memberikan
sedikit
modifikasi.
Hal
tersebut
dapat
mengurangi
biaya
pengembangan
sebuah
proyek
dan
memberikan keuntungan untuk proyek – proyek lainnya.
2.
Interoperability ?
kemampuan
untuk
mengintegrasikan
berbagai
aplikasi dari
beberapa sumber, seperti program
yang
dikembangkan
sendiri
dan
perangkat
lunak
jadi,
serta
menjalankan
aplikasi-aplikasi
ini
di
berbagai platform perangkat keras.
?
Kelemahan Analisis dan Desain Berorientasi Objek
Beberapa kelemahan dari sistem berorientasi
objek
(McLeod,
2001, p615)
adalah:
-
Diperlukan waktu lama untuk memperoleh pengalaman pengembangan.
-
Kesulitan metodologi untuk menjelaskan sistem bisnis yang rumit.
-
Kurangnya pilihan
peralatan
pengembangan
yang khusus disesuaikan
untuk sistem bisnis.
|
|
63
UML (Unified Modeling Language)
UML
merupakan sebuah
notasi,
bahasa
yang
berdasarkan grafik
atau
gambar yang diterima dengan
luas sebagai bahasa pemodelan objek standar
untuk
memvisualisasikan,
menspesifikasikan,
mengkonstruksi
dan
mendokumentasikan
sebuah sistem perangkat lunak.
Menurut
Mathiassen untuk
menggambarkan aktivitas
utama
dalam
analisis
dan
perancangan sistem
perangkat
lunak
berorientasi
object
diperlukan
delapan diagram yaitu:
1.
Rich Picture
2.
Cluster
3.
Class Diagram
4.
Statechart Diagram
5.
Use – case Diagram
6.
Sequence Diagram
7.
Navigation Diagram
8.
Component Diagram
9.
Deployment Diagram
1.
Rich Picture
Sebuah
Rich
Picture
berisi
seluruh
pandangan dari
people,
object
process,
structure, dan problem dalam
system
problem dan application domain. People
dapat
berupa
system developer, user,
pelanggan, atau
pemain
lain
sedangkan
object
dapat
berupa
banyak
benda.
Process
menguraikan
aspek
dari
sebuah
situasi yang berubah, tidak stabil, atau di bawah pengembangan. Secara grafik,
|
 64
process diilustrasikan dengan simbol panah. Structure menguraikan aspek dari
sebuah situasi yang terlihat stabil atau sulit untuk diubah..
2.
Cluster
Merupakan
kumpulan dari
classes
yang
bertujuan
untuk
memudahkan
pengelompokan kelas.
3.
Class Diagram
Class
Diagram
berisi
kesimpulan dari class dan
hubungan
strukturalnya yang
saling
timbal
balik.
Class
adalah
uraian
dari
kumpulan object
yang
saling
berbagi
structure,
behavioral pattern,
dan
attribute.
Class
Diagram
menggambarkan struktur objek dari sistem dan
menunjukkan class objek yang
membentuk sistem
dan
hubungan
struktural
diantara
class
objek
tersebut
(Mathiassen et al, 2000, pp336).
Terdapat
tiga
jenis
hubungan
antar class
yang
biasa
digunakan
dalam
Class
Diagram, yaitu:
1.
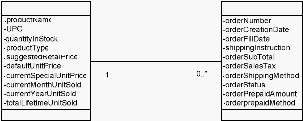
Asosiasi
Asosiasi
merupakan hubungan
statis
antar
dua
objek
atau
class
yang
menggambarkan
hubungan
yang
perlu
diketahui oleh
sebuah
class
mengenai class lainnya.
Sumber: Whitten et al. (2004, p461)
Gambar 2.1 Contoh Hubungan Asosiasi
|
 65
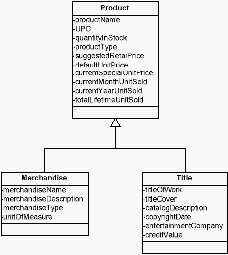
2.
Generalisasi (atau Spesialisasi)
Hubungan
antar
dua
jenis
class,
supertype dan
subtype
dimana
class
supertype
memiliki
atribut
dan
behaviour
yang
umum
sedangkan
class
subtype
memiliki
atribut
yang
unik
dan
juga
memiliki
atribut dan
behaviour miliki class supertype-nya.
Sumber: Whitten et al. (2004, p461)
Gambar 2.2 Contoh Hubungan Generalisasi
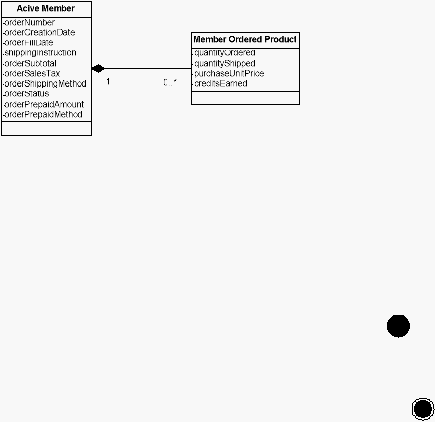
3.
Agregasi
Agregasi
merupakan hubungan
yang
unik
dimana
sebuah
objek
merupakan bagian dari
objek
lain.
Hubungan
agregasi
tidak
simetris
dimana
jika
objek
B
merupakan
bagian
dari
objek
A,
namun
objek
A
bukan merupakan bagian dari objek B. Pada hubungan ini, objek yang
|
 66
Sumber: Whitten et al. (2004, p461)
Gambar 2.3 Contoh Hubungan Agregasi
4.
Statechart Diagram
Statechart
Diagram
berisi
behavioral
pattern
yang
sah
untuk
semua
object
dalam sebuah class,
diuraikan oleh
state
dan
event yang berpartisipasi.
Penggambaran
Statechart Diagram
diawali
dengan
initial
state
(
)yang
kemudian diikuti oleh event untuk membuka state yang ada. Untuk
mengakhir
objek diperlukan suatu event yang simbolnya ditandai dengan final state (
).
5.
Use-case diagram
Use-case
merupakan
sebuah
model
untuk
interaksi
antara
sistem
dan
ACtor
dalam
application
domain.
Use-case
diagram
berisi
actor
eksternal dalam
sebuah
system,
use
case
dimana
sistem
mendukung
dan hubungan
strukturalnya yang saling timbal balik. Untuk menghubungkan antara actor dan
use case dalam sistem diperlukan hubungan relationship yang menggambarkan
partisipasi actor dalam menjalankan sistem.
|
 67
relationship
use case
Actor1
Gambar 2.4 Relationship
6.
Sequence Diagram
Menurut Roff (2003, p89) sebuah Sequence Diagram terdiri dari active objects
dan komunikasi antar active objects ini. active objects adalah setiap objek yang
mempunyai
peran pada
sistem, baik
object
instance atau
actor.
Pesan
(message) yang dikirimkan antar active objects merupakan kunci dari Sequence
Diagram. Pesan digambarkan sebagai
garis berpanah dari lifeline active object
yang memanggil ke lifeline penerima.
ObjectOne
ObjectTwo
Message
Gambar 2.5 Sequence Diagram
Selain
untuk
komunikasi antar
active
object,
dalam
Sequence
Diagram
juga
dapat menciptakan
objek
baru
dengan
mengirimkan
pesan
“create()”
pada
objek instance. Setelah objek diciptakan, objek
memiliki
lifeline, seperti objek-
objek lainnya dalam Sequence Diagram.
|
|
68
7.
Navigation Diagram
Navigation
Diagram
berisi
semua
window user
interface,
dan
hubungan
dinamisnya. Navigation
Diagram
merupakan
sebuah
Statechart
Diagram
khusus
yang
memfokuskan pada
keseluruhan
user
interface
yang
dinamis.
Sebuah
window
digambarkan sebagai
sebuah
state.
State
tersebut
memiliki
nama dan
mengandung
icon.. State
transition menghubungkan
ke sebuah
switch
antara
dua
window.
Dalam
sebuah
state
transition,
action
yang
user
harus
tunjukkan
diindikasikan
dalam
window
untuk
mengaktifkan
transition
tersebut.
8.
Component Diagram
Component merupakan
sekumpulan
dari
bagian
program
yang
mewakili
keseluruhan dan memiliki tanggung jawab yang dirumuskan dengan baik.
9.
Deployment Diagram
Deployment
Diagram
berisi
komponen system
program,
external device, dan
sebuah struktural
timbal
baliknya.
Deployment Diagram
menguraikan sebuah
konfigurasi
sistem
dalam
bentuk
processor
dan
object
yang
dihubungkan
ke
processor.
Processor
merupakan sebuah
unit
yang dapat menunjukkan proses.
External device
adalah
stereotype
khusus
dari
sebuah
processor.
Program
component
adalah
sebuah
komponen
yang
berhubungan yang
menawarkan
fasilitas
ke
komponen
lain dan
dilukiskan oleh
sebuah
interface
yang dibuat
dari class dan operation yang diimplementasikan.
|