|
21
BAB 2
LANDASAN TEORI
2.1
Pengertian Kualitas (Quality)
Dari segi linguistik
kualitas berasal dari bahasa latin quails yang berarti
‘sebagaimana kenyataannya’. Definisi kualitas secara internasional (BS EN ISO
9000:2000) adalah
tingkat
yang
menunjukkan serangkaian karakteristik
yang
melekat dan memenuhi ukuran tertentu (Dale, 2003;4)
Dalam
konteks
pembahasan
tentang
pengendalian proses
statistikal,
terminologi
kualitas
didefinisikan
sebagai
konsistensi
peningkatan
atau perbaikan
dan
penurunan
variasi
karakteristik dari
suatu
produk (barang dan/atau
jasa)
yang dihasilkan,
agar
memenuhi kebutuhan yang telah
dispesifikasikan,
guna meningkatkan kepuasan
pelanggan
internal
maupun
eksternal.
(Vincent
Gaspeerz, 1998, p1)
Mutu
adalah
sesuatu
yang
di
putuskan oleh
pelanggan,
bukan oleh
insinyur
atau
oleh
pemasaran
dan
manajemen
umum.
Mutu
di
dasarkan
pada
pengalaman
actual pelanggan
terhadap
produk atau jasa, diukur berdasarkan
persyaratan
pelanggan
tersebut
dan
selalu
mewakili
sasaran
yang
bergerak
dalam
pasar
yang
penuh persaingan. (Feigenbaum, 1992)
Menurut Feigenbaum (1992, p7) mutu produk dan jasa di definisikan sebagai
keseluruhan gabungan
karakteristik produk
dan
jasa
dari
pemasaran,
rekayasa,
pembikinan dan
pemeliharaan
yang
membuat
produk
dan
jasa
digunakan
untuk
memenuhi harapan-harapan pelanggan.
Kualitas
adalah
total
composite
product dan
karateristik pelayanan
dari
marketing,
engineering,
manufaktur, dan
maintenance;
yang
mana
produk
dan
pelayanan yang digunakan akan mempertemukan harapan konsumen. (Feigenbaum)
|
|
22
Kualitas,
sebagaimana
yang
diaplikasikan pada
produk
yang
dihasilkan
industri mempunyai arti karakteristik atau grup atau kombinasi dari karakteristik yang
membedakan satu artikel dari lainnya atau produk hasil manufaktur dari para pesaing,
atau satu tingkatan produk dari sebuah pabrik tertentu kepada tingkatan lainnya dari
pabrik yang sama. (Radford).
Perluasan
kualitas
ditentukan
dengan
seberapa
bagus
karekteristik kualitas
yang
sebenarnya
(kebutuhan
konsumen,
diekspresikan dalam
bahasa
konsumen)
dihubungkan dengan
karakteristik
kualitas
pengganti
(spesifikasi
produk,
diekspresikan produser dalam bahasa teknik. (Ishikawa)
2.2
Statistical Process Control ( SPC )
Statistical process control dalam pengertiannya secara umum
merupakan kumpulan dari
metode - metode
produksi dan konsep manajemen
yang
dapat digunakan untuk
mendapatkan efisiensi, produktifitas, dan
kualitas untuk memproduksi produk yang kompetitif dengan tingkat yang
maksimum, SPC
melibatkan
penggunaan signal
-
signal
statistik
untuk
meningkatkan performa dan untuk memelihara pengendalian dari produksi pada
tingkat
kualitas yang
lebih tinggi. (Gerald Smith, 1996, p1 )
Pengendalian proses statistical (Statistical Process Control =
SPC)
adalah suatu terminologi yang mulai digunakan sejak tahun 1970-an untuk
menjabarkan penggunaan teknik - teknik statistikal (statistical techniques) dalam
memantau dan
meningkatkan performansi proses menghasilkan produk
berkualitas.
Pada
tahun 1950-an sampai tahun 1960-an digunakan terminologi
Pengendalian
Kualitas Statistikal (Statistical Quality Control = SQC) yang
memiliki pengertian sama dengan
Pengendalian Proses
Statistikal
(Statistical
Process
Control
=
SPC). (Vincent Gasperz, 1998, hal 1).
Pengendalian
kualitas merupakan
aktivitas teknik dan manajemen,
melalui mana kita mengukur karakteristik kualitas dari output kemudian
|
|
23
membandingkan hasil pengukuran itu dengan spesifikasi output yang diinginkan
pelanggan, serta mengambil tindakan perbaikan yang tepat apabila ditemukan
perbedaan
antara performansi aktual dan
standar.
Pengendalian
proses statistikal
merupakan suatu metodologi pengumpulan dan analisa data kualitas, serta penentuan
dan interpretasi pengukuran - pengukuran yang menjelaskan
tentang
proses dalam
suatu
system
industri,
untuk
meningkatkan kualitas
dari
output
guna
memenuhi
kebutuhan dan ekspektasi pelanggan.
2.2.1
Tujuan dari
SPC
Berikut merupakan tujuan utama dari SPC : ( Gerald Smith, 1996, p4 )
•
Meminimasi biaya produksi.
•
Memperoleh kekonsistenan
terhadap
produk dan
servis yang
memenuhi
spesifikasi produksi dan keinginan konsumen.
•
Menciptakan
peluang - peluang
untuk
semua
anggota
dari
organisasi
untuk memberikan kontribusi terhadap peningkatan kualitas.
• Membantu
karyawan
management
dan
produksi
untuk
membuat
keputusan
yang
ekonomis mengenai tindakan yang diambil yang dapat
mempengaruhi proses
2.2.2
Teknik - Teknik Statistical Process Control ( SPC )
Teknik - teknik yang penting didalam SPC termasuk penggunaan dari :
(
Gerald Smith, 1996, p6 )
1.
Process
Control Chart untuk mencapai dan mempertahankan
pengendalian statistik pada tiap tahap dari proses
2. Process Capability
Studies yang menggunakan control
charts
untuk
memperkirakan kapabilas dari proses
dalam kaitannya dengan
spesifikasi dari produk dan keinginan dari konsumen
3. Gauge capability study
4. SPC tools untuk penyelesaian masalah.
|
|
24
2.3
Variasi
Penyebab utama terjadinya masalah kualitas menurut McNeese & Klein
adalah
variasi.
Variasi
terjadi
di
dalam
proses,
baik
proses
manufaktur maupun
nonmanufaktur.Variasi-variasi ini
dapat
terjadi
disebabkan
karena
adanya
variasi
dalam
elemen-elemen proses,
yaitu
manusia,
mesin,
metode,
material
serta
lingkungan.
Gaspersz (1998, p28-29)
menuliskan definisi bagi
variasi dalam
bukunya
yang berjudul "Statistical Process Control: Manajemen Bisnis Total",
yaitu bahwa
variasi adalah ketidakseragaman
dalam sistem produksi
atau operasional sehingga menimbulkan
perbedaan
dalam
kualitas pada
output (barang dan/atau jasa) yang dihasilkan. Menurutnya pula, terdapat dua
klasifikasi
sumbe
atau
penyebab
timbulnya variasi, yaitu:
1.
Variasi penyebab khusus (Special causes of variation)
Variasi penyebab khusus adalah kejadian-kejadian di
luar
sistem
yang
mempengaruhi variasi dalam sistem. Sumber dari penyebab khusus ini
dapat
berasal dari
faktor-faktor
seperti
manusia,
peralatan,
material,
lingkungan,
metode
kerja. Penyebab khusus ini mengambil pola-pola
non-acak
(non
random
patterns)
sehingga
dapat diidentifikasi.
2.
Variasi penyebab umum (Common causes of variation)
Variasi penyebab
umum
merupakan
faktor-faktor di dalam sistem
atau yang
melekat pada proses yang menyebabkan timbulnya variasi
dalam sistem serta hasil- hasilnya. Variasi ini sering disebut sebagai
penyebab
acak
(random
causes)
atau penyebab sistem (system causes).
|
|
25
2.4
Pengendalian Proses dan Kapabilitas Proses
Pada
dasarnya
sasaran
dari
sistem
pengendalian proses
adalah
membuat
keputusan-keputusan
yang ekonomis
berkaitan
dengan
tindakan-tindakan
yang
diambil
untuk
mempengaruhi proses.
Suatu
proses
dikatakan
beroperasi
dalam
pengendalian statistikal
apabila
variasi-variasi
yang
timbul
hanya
bersumber dari
variasi
penyebab
umum.
Fungsi
utama
dari
sistem
pengendalian proses
adalah
memberikan signal statistikal apabila terdapat variasi penyebab khusus dalam proses
itu dan tentu saja untuk menghindarkan memberikan signal yang salah apabila
variasi-variasi penyebab khusus itu tidak ada dalam proses.
Berdasarkan
hal
ini,
tindakan-tindakan yang
tepat
dapat
diambil atas
variasi
penyebab
khusus
itu,
yaitu
:
menghilangkannya
apabila
dianggap
rugi dan
mempertahankannya apabila
menguntungkan.
Dalam
mendiskusikan
tentang
kapabilitas
proses
(process
capability),
perlu
dipertimbangkan dua
konsep
yang
berbeda berikut ini :
a. Kapabilitas proses ditentukan oleh
variasi
yang bersumber dari
variasi
penyebab
umum.
Secara
umum
kapabilitas
proses
menggambarkan
performansi
terbaik (misalnya range
minimum) dari proses itu sendiri.
Dengan
demikian kapabilitas proses
berkaitan dengan
variasi
proses
tanpa
memperdulikan
di
mana spesifikasi (didefinisikan sebagai kebutuhan
pelanggan) itu berkaitan dengan lokasi dan/ atau range dari proses .
b. Pelanggan (internal atau eksternal) biasanya lebih memperhatikan output
secara keseluruhan dari proses dan bagaimana output itu memenuhi kebutuhan
mereka (didefinisikan sebagai spesifikasi/ CTQ), tanpa memperdulikan variasi
dari proses.
|
|
26
2.5
Critical To Quality (CTQ)
Output dari sebuah proses dapat berupa produk maupun jasa. Variabel
Output dapat
berupa
waktu
delivery
atau dimensi
dari produk
itu sendiri.
Kunci
penting
dari
Output
(important key
process
Output)
biasanya
dikategorikan
berdasarkan pengaruhnya (area of impact), yaitu critical to quality,
critical
to
cost,
critical to delivery dan critical to process (Breyfogle, 1999, p240).
Critical
To Quality
(CTQ)
adalah berbagai persyaratan
yang
dikehendaki
oleh pelanggan
terhadap
suatu
produk
atau jasa. Dalam
buku
"Pedoman
Implementasi Program Six sigma", Vincent Gaspersz
(2002, p73) dijelaskan
bahwa
CTQ merupakan karakteristik kualitas yang ditetapkan seyogyanya
berhubungan
langsung
dengan kebutuhan
spesifik
pelanggan, yang
diturunkan
secara
langsung
dari persyaratan- persyaratan Output dan pelayanan.
Kebutuhan spesifik pelanggan harus dapat diterjemahkan secara tepat ke
dalam karakteristik
kualitas yang
ditetapkan
oleh manajemen organisasi
2.6
Quality Control Circle (QCC)
Gugus
Kendali
Mutu
adalah
suatu
sistem
dalam
manajemen usaha
yang
ditujukan
untuk
meningkatkan
efisiensi,
produktivitas
dan
mutu produksi,
dalam
rangka
meningkatkan daya-saing
produk
yang
dihasilkan.
Sistim
ini
dilaksanakan
melalui
pemasyarakatan cara pandang, cara analisa dan diagnosa dan solusi
sesuatu
masalah (inefisiensi, produktivitas rendah dan rendahnya mutu pekerjaan/ produk) di
lingkungan
kerja
seluruh
jajaran SDM
perusahaan,
sehingga
dapat
membentuk
kebiasaan (habit) yang diterapkan dalam etos kerja dan budaya produksi kompetitif.
Fungsi dan kegunaan QCC ini adalah :
1.
Penerapan/ pentradisian QCC di lingkungan perusahaan IKM akan ikut
mempercepat
sosialisasi budaya
produksi
kompetitif
melalui
praktek
nyata
dalam kehidupan perusahaan sehari-hari, sehingga hasilnya
akan
jauh
lebih
efektif
daripada sistim
ceramah teori
yang
sering
terkendala oleh daya-serap peserta dari kalangan IKM.
|
|
27
2.
Apabila
pemasyarakatan
QCC
dapat
diterapkan
semakin
meluas
di
kalangan IKM,
hal
ini
akan
berdampak positif
bagi
kemajuan
dan
pertumbuhan IKM terutama oleh faktor pendorong knowledge-based.
Tujuan dan Pengertian QCC
Tujuan QCC adalah untuk mendayagunakan seluruh aset yang dimiliki
perusahaan/instansi terutama sumber daya manusianya secara lebih baik, guna
meningkatkan mutu dalam arti luas.
Tujuan penerapan QCC, antara lain untuk :
1. Peningkatan mutu dan peningkatan nilai tambah.
2. Peningkatan produktivitas sekaligus penurunan biaya
3. Peningkatan kemampuan penyelesaian pekerjaan sesuai target
4. Peningkatan moral kerja dengan mengubah tingkah laku
5. Peningkatan hubungan yang secara antara atasan dan bawahan.
6. Peningkatan ketrampilan dan keselamatan kerja
7. Peningkatan kepuasan kerja.
8. Pengembangan tim (Gugus Kendali Mutu)
Pengertian QCC
Sejak
dahulu, terutama di
Eropa dan
Amerika Serikat dikembangkan
konsep
manajemen
dan
organisasi
yang
bertujuan
meningkatkan kinerja
organisasi.
Antara
lain
dapat
dikemukakan adalah
konsep Max
Weber
tentang Birokrasi, Konsep Taylor tentang
manajemen
ilmiah, Fayol dengan
14
prinsip-prinsip, serta
konsep perilaku
manusia
yang
mengutamakan
motivasi dan
pendekatan demokrasi.
Konsep
serta
prinsip
organisasi dan
manajemen
ini,
telah
mampu
meningkatkan efisiensi
dan
efektivitas
organisasi
baik
pada
perusahaan,
pemerintahan dan organisasi sosial. Total Quality Control (Pengendalian
Mutu Terpadu) diprakarsai oleh Dr. J.M. Juran dan Dr. E.W. Deming dan
|
|
28
dikembangkan
di
Jepang
oleh
Kaoru
Ishikawa
dengan
menerapkan
Quality
Control Circle (QCC) atau Gugus Kendali
Mutu (GKM).
QCC adalah salah
satu konsep
baru
untuk
meningkatkan
mutu
dan produktivitas
kerja
industri / jasa.
Terbukti bahwa salah satu faktor keberhasilan industrialisasi di Jepang
adalah
penerapan QCC
secara
efektif.
Karena
keberhasilan
ini,
sejumlah
negara industri maju dan sedang berkembang termasuk Indonesia,
menerapkan QCC
diperusahaan-perusahaan industri guna
meningkatkan
mutu, produktivitas dan daya saing.
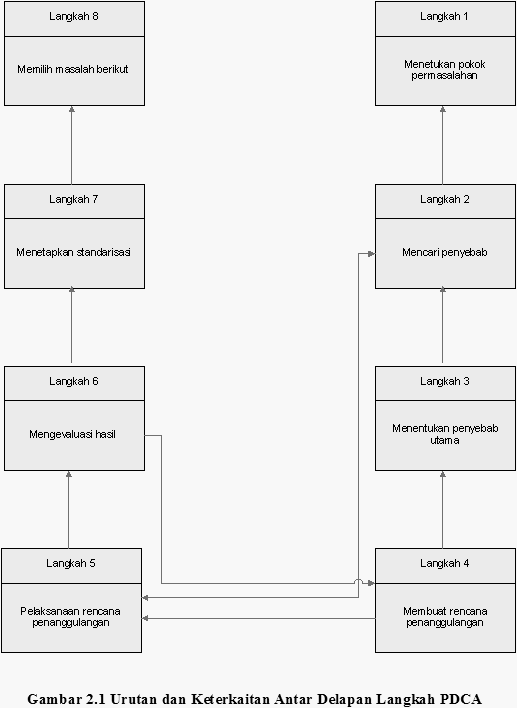
Delapan Langkah QCC
Dalam pelaksanaan kegiatan pengendalian mutu, QCC memutar roda
Deming
(PDCA) dan melakukan 8 langkah secara berkesinambungan yaitu :
Delapan Langkah yang digunakan meliputi :
P
berarti "Planning" (perencanaan) meliputi 4 langkah yaitu :
Langkah 1
:
Menentukan pokok masalah
Langkah 2
:
Membahas penyebab
Langkah 3
:
Menguji Penyebab
Langkah 4
:
Menyusun rencana penanggulangan
D berarti "Do" (pelaksanaan) meliputi 1 langkah yaitu :
Langkah 5
:
Pelaksanaan penanggulangan
C
berarti "Check" (meneliti hasil) meliputi 1 langkah yaitu
Langkah 6
:
Meneliti hasil
A berarti "Action" (tindakan) meliputi 2 langkah yaitu :
Langkah 7
:
Standarisasi
Langkah 8
:
Langkah berikutnya
|
 |
|
30
2.6.3
Tujuh Alat Bantu
Tujuh alat yang digunakan meliputi :
1)
Check Sheet aatau Lembar Pengumpul Data
Check Sheet adalah merupakan alat yang
mutlak diperlukan bagi mereka
yang melaksanakan penelitian dan pengendalian kualitas atau kuantitas barang
ataupun
jasa. Karena dari data
yang didapat/ dikumpulkan dapat
mengambil
suatu gambaran, kesimpulan ataupun keputusan yang akurat.
Tanpa mempunyai data membuat pengambilan kesimpulan / keputusan
ataupun rencana tindakan hanya berdasarkan kira-kira saja, sehingga
bukan
suatu yang mustahil akhirnya kesimpulan/keputusan akan
jauh
dari
yang
diharapkan.
Hal-hal yang perlu diperhatikan dalam membuat Check Sheet, antara lain :
-
Sasarannya harus jelas
-
Keterangan yang diperlukan memenuhi sasaran
-
Dapat diisi dengan mudah dan cepat
-
Dapat disimpulkan dengan cepat
Secara umum Check Sheet dibagi dalam 3 jenis dengan fungsinya
masing-masing :
a)
Check Sheet
Suatu
lembaran
yang
berisi
bahan-bahan keterangan
yang
telah
ditentukan sasaran/keperluannya dengan kolom jumlah/ukuran barang
atau kegiatan
yang diperiksa dengan penentuan waktu
yang teratur
ataupun bebas.
Fungsi Check Sheet :
-
untuk menghitung jumlah produksi/jasa yang dihasilkan
-
untuk menghitung kerusakan/kesalahan produk yang
dibuat
-
untuk mengukur bentuk (panjang / volume
hasil produksi)
-
untuk mengukur waktu proses pekerjaan.
|
|
31
b)
Check List
Suatu
lembaran
yang
berisi
bahan-bahan keterangan
yang
telah
ditentukan
sasaran/
keperluannya, kegiatan
yang
dicocokkan
keberadaanya/ jumlahnya dengan penentuan waktu yang tertentu.
Fungsi Check List
-
untuk mencocokkan ukuran hasil produksi dengan standar
-
untuk mencocokkan jumlah
pengiriman
dengan pesanan
-
untuk mencocokkan barang dengan jumlah yang dibawa/dikirim
-
untuk mengontrol jenis barang yang dibeli
c)
Check drawing
Suatu
lembaran
yang
berisi
gambar
barang
yang telah
ditentukan
untuk diperiksa keadaannya dan setiap barang menggunakan lembar yang
berbeda.
Fungsi Drawing :
-
untuk menunjukkan posisi/lokasi kerusakan
-
untuk mencocokkan posisi pemasangan bagian barang produksi
-
untuk pengontrolan lokasi masalah yang akan/ telah diselesaikan.
2)
Diagram Pareto
Diagram
Pareto
adalah
kombinasi
dua
macam bentuk
grafik
yaitu
grafik kolom dan
grafik garis, berguna untuk :
-
menunjukkan masalah utama/pokok masalah
-
menyatakan perbandingan
masing-masing
masalah terhadap
keseluruhan
-
menunjukkan perbadingan masalah sebelum dan sesudah
perbaikan
|
|
32
Langkah-langkah pembuatan Diagram Pareto :
1)
Tentukan bagaimana data
harus diklasifikasikan menurut
pelaksanaan pekerjaan.
2) Tentukan periode waktu yang diperlukan untuk
mempelajari dan
buat
lembar
isian
(check
sheet)
yang
mencakup periode
waktu dari
semua
klasifikasi
data
yang
mungkin,
kemudian
kumpulkan
datanya.
3) Untuk tiap kelompok hitunglah data untuk seluruh periode waktu
dan
catatlah jumlah totalnya
4) Gambarlah sumbu horizontal dan vertical pada secarik kertas
grafik.
Bagilah
sumbu
horizontal ke
dalam bagian
yang
sama,
satu
bagian
untuk tiap
kelompok. Skala sumbu
vertical dibuat sedemikian
rupa
sehingga
titik puncak
sumbu
vertical
tersebut
menggambarkan suatu
jumlah yang sama dengan jumlah total dari semua kelompok.
5) Gambar data ke dalam bentuk kolom. Mulailah dari sisi sebelah kiri
dari grafik tersebut dengan kelompok yang semakin kecil. Bilamana
ada kelompok
yang disebut
"lain-
lain" gambarkanlah
kelompok itu
pada bagian yang paling akhir setelah kelompok
yang paling kecil
6)
Gambarlah
garis
komulatif.
Mulailah
dengan
menggambar garis
diagonal
memotong kolom yang
pertama, dengan
dimulai dari dasar
pada
sudut
kiri (titik nol).
Dari bagian atas sudut
kanan
pada kolom
pertama,
lanjutkan garis
ini ke arah
yang baru dengan
menggerakkannya kearah
kanan
yang
jaraknya
sama
dengan
tinggi
kolom kedua,
dari
titik
tersebut
tariklah garis
lurus
untuk
ruas
berikutnya , teruskan ke
arah
kanan dengan
jarak
yang sama dengan
lebar
kolom
dan
menuju
ke
atas
dengan jarak
yang
sama
dengan
tingginya kolom ketiga. Ulangi terus sampai ujung sudut
kanan
|
|
33
paling atas dari grafik
tercapai. Tingginya
garis komulatif pada
titik ini menggambarkan jumlah data yang telah
dikumpulkan
7)
Buat sumbu vertical yang lain di sebelah kanan grafik, dan buat
skala
dari
0
É 100
%.
Akhir
dari
garis
komulatif
adalah
pada
titik
yang
bertuliskan 100%.
8) Tambahkan keterangan pada diagram pareto tersebut. Jelaskan
siapa yang
telah mengumpulkan
data
tersebut,
kapan
dan dimana,
serta
tambahan
informasi
apa
saja yang
penting
untuk
mengidentifikasi
data. Tuliskan tanggal pembuatan diagram
pareto
tersebut,
nama
anggota gugus yang bertanggung
jawab
atas
persiapan diagram tersebut.
3)
Diagram Sebab Akibat (Fishbone Diagram)
Disebut juga " Grafik Tulang Ikan", yaitu diagram yang menunjukkan
sebab
akibat
yang
berguna untuk
mencari
atau
menganalisa
sebab-sebab
timbulnya
masalah sehingga memudahkan cara mengatasinya.
Penggunaan Analisis Sebab Akibat :
-
Untuk mengenal penyebab yang penting
-
Untuk memahami semua akibat dan penyebab
-
Untuk membandingkan prosedur kerja
-
Untuk menemukan pemecahan yang tepat
-
Untuk memecahkan hal apa yang harus diilakukan
Langkah-langkah membuat diagram Sebab Akibat :
1)
Gambarlah
sebuah
garis
horizontal
dengan
suatu
tanda
panah
pada
ujung
sebelah
kanan
dan suatu
kotak
didepannya.
Akibat atau
masalah yang ingin dianalisis ditempatkan dalam kotak
2)
Tulislah penyebab
utama (manusia, bahan,
mesin dan
metoda) dalam
kotak yang ditempatkan sejajar dan agak jauh dari garis panah utama.
|
|
34
Hubungan
kotak tersebut dengan garis panah yang
miring ke arah
garis
panah
utama.
Kadang-kadang mungkin,
atau
mungkin
diperlukan untuk
menambahkan lebih
dari
empat
macam
penyebab
utama.
3)
Tulislah
penyebab kecil
pada diagram tersebut
di
sekitar penyebab
utama, yang penyebab kecil tersebut mempunyai pengaruh terhadap
penyebab
tama.
Hubungkan
penyebab
kecil
tersebut
dengan
sebuah garis panah dari penyebab utama yang bersangkutan.
Beberapa pokok yang perlu diingat adalah sebagai berikut :
a)
Perlu adanya partisipasi dari semua anggota gugus, dan semua
anggota harus benar-benar ikut terlibat didalam menganalisis
penyebabnya
b) Harus diperoleh sejumlah ide (penyebab)
c)
Harus didorong untuk melakukan acara secara bebas
d)
Tidak diperkenankan untuk mengeritik
e)
Penyebab tersebut harus terkumpul lebih dahulu sebelum sesorang
mengambil tindakan pemecahan. Seringkali semua informasi ide
ditulis pada sebuah papan tulis yang besar dan disajikan untuk
dipertimbangkan dalam waktu seminggu guna memberikan
kesempatan kepada merekauntuk menambah beberapa penyebab
yang mungkinmasih ada pada diagram tersebut seperti yang
terlintas dalam pemikiran mereka.
f)
Para anggota diminta untuk memberi tanda atau memilih penyebab
yang mereka rasakan paling penting.
|
|
35
4)
Histogram
Histogram adalah
bentuk
dari
grafik
kolomyang
memperlihatkan
distribusi yang diperoleh bila mana data dalam bentuk angka telah terkumpul.
Meskipun suatu
histogram dibuat berdasarkan contoh data,
namun tujuannya
adalah
untuk
memberikan
saran
mengenai
kemungkinan distribusi
keseluruhan data (populasi)
yang contoh datanya diambil.
Dalam Histogram,
nilai dari peubah berkesinambungan
digambarkan pada sumbu horizontal
yang dibagi dalam kelas atau sel yang mempunyai ukuran sama. Biasanya ada
satu
kolom
untuk
tiap
kelas
dan
tingginya
kolom
menggambarkan jumlah
terjadinya nilai data dalam jarak yang digambarkan oleh kelas. Histogram ini
dipakai untuk
menentukan masalah dengan
melihat bentuk dan sifat dispersi
dan nilai rata-rata.
5)
Diagram Tebar (Scatter Diagram)
Menggambarkan hubungan antara dua data yang dipetakan dalam
suatu diagram. Diagram tebar digunakan sebagai alat penguji hubungan
antara sebab dan akibat.
Langkah-langkah pembuatan Diagram Tebar
1) Kumpulkan data dan masukkan dalam tabel
2) Gambarkan sumbu tegak dan sumbu datar beserta skala dan
keterangannya
3) Gambarkan titik-titik koordinat data tersebut.
6)
Grafik
Grafik
adalah kumpulan data
yang
dinyatakan dalam
bentuk
gambar
secara sistematis
Gunanya grafik :
a) Mempermudah, memperjelas serta mempercepat pembacaan data
b) Dapat memaparkan data yang lalu dan data yang baru sekaligus
|
|
36
c) Dapat melihat dengan jelas perbadingan dengan data lain yang
berhubungan
d)
Untuk
membantu/mempermudah
manganalisa
dalam
pengambilan
keputusan
Berbagai jenis grafik
digunakan, yang pemakaiannya tergantung pada
tujuan analisis.
Jenis-jenis grafik adalah :
a) Grafik Garis (Line Graph)
b) Grafik Kolom/Balok (Bar Graph)
c) Grafik Lingkaran (Circle Graph)
Langkah-langkah pembuatan grafik :
1)
Kumpulkan
sejumlah data,
tentukan jumlah datanya
dan
sebutkan
sumber datanya.
2)
Temukan frekuensi data maksimum dan minimumnya
3)
Cantumkan secara
jelas keterangan
yang
menunjukkan nama data
(data dari apa)
4)
Cantumkan waktu/periode pengumpulan data, dalam periode
yang
sama dan kontinyu
5)
Cantumkan
secara
jelas
penunjukkan/ukuran
skala/unit
baik
untuk
sumbu tegak maupun sumbu datar (untuk grafik garis/balok)
6)
Petunjuk skala(garis kecil) terletak dibagian dalam sumbu grafik
|
|
37
7.
Peta Kendali ( Control Chart )
Sebuah
peta
kendali
merupakan
sebuah
alat
grafik
yang
digunakan
untuk
melakukan
pengawasan
dari
sebuah
proses
yang
sedang
berjalan.
Peta kendali kadang - kadang juga dikenal sebagai peta
kendali Shewhart, ini dikarenakan Walter A.Shewhart merupakan orang yang
pertama
kali
memperkenalkan
teori
umum
mengenai ini. Nilai dari
karakteristik
kualitas
diplot
sepanjang
garis
vertikal,
dan garis
horizontal
mewakili
sample
atau
subgroups
( berdasarkan
waktu
)
dimana
karakteristik
dari kualitas ditemukan. ( Amitava Mitra, 1998,p236)
Keuntungan dari Penggunaan Peta Kendali
Beberapa
keuntungan
yang
bisa
didapat dengan
menggunakan
peta
kendali diantaranya : ( Amitava Mitra, 1998, p237 )
• Kapan harus melakukan tindakan perbaikan
: Sebuah peta
kendali
dapat
mengindikasikan kapan
sesuatu
menjadi
salah
dan
tindakan
perbaikan
dapat dilakukan
•
Tipe
dari
tindakan
perbaikan
yang
diperlukan
:
Pola dari
peta
kendali
yang
diplot
menganalisa penyebab - penyebab
yang
mungkin
dan
mengindikasikan tindakan perbaikan yang
diperlukan.
• Kapan harus meninggalkan sebuah proses
: Variasi merupakan
bagian
dari sebuah proses. Sebuah
peta kendali menunjukkan
ketika
variasi dikatakan
normal dan
menunjukkan
tidak
ada
tindakan perbaikan yang diperlukan
•
Kapabilitas proses : Apabila peta kendali menunjukkan bahwa
sebuah
proses
berada
dalam
kendali statistik, kita
dapat
memperkirakan
kapabilitas dari proses dan menunjukkan
kemampuannya untuk memenuhi kebutuhan dari konsumen
|
 38
•
Kemungkinan untuk melakukan peningkatan kualitas : Peta kendali
menyediakan dasar untuk mengukur peningkatan kualitas. Peta
kendali
juga
menyediakan
informasi
yang berguna dengan
mempertimbangkan
tindakan
-
tindakan
yang dapat dilakukan
untuk melakukan peningkatan kualitas.
Jenis-Jenis Data Dan Peta Kendali
Definisi data
itu
sendiri
menurut Gasperz (1998,
p43)
adalah catatan
tentang
sesuatu
yang
dipergunakan
sebagai
petunjuk
untuk bertindak. Jenis
data dalam SQC adalah :
Data variabel
Merupakan data kuantitatif yang diukur untuk keperluan analisis.
Contoh : berat produk, tinggi produk, diamater
produk, dan lain-
lain.
Data atribut
Merupakan data
kualitatif
yang dapat
dihitung
untuk pencatatan
analisis. Contoh
:
ketidaksesuaian warna, banyaknya jenis cacat
produk, dan ketidaksesuaian spesifikasi atribut yang ditetapkan.
Berdasarkan jenis data yang ada, jenis peta kendali terbagi
atas
jenis
peta kendali
untuk
data variabel dan peta kendali
untuk data
atribut. Jenis –
jenis peta kendali dalam SQC adalah :
Peta kendali untuk data variabel
1.
Peta
x
dan R
Peta kendali
x menggambarkan apakah perubahan
telah terjadi
dalam
ukuran
titik
pusat (central tendency) atau
rata
–
rata
dari
suatu
proses. Dan
peta
kendali
R
menggambarkan
apakah perubahan
–
perubahan
telah
|
 39
i
?
terjadi
dalam
ukuran
variasi,
dengan
demikian
berkaitan
dengan
perubahan
homogenitas
produk
yang
dihasilkan melalui suatu proses. Biasanya peta kendali x dan
R
digunakan
untuk
pengamatan
yang
mempunya jumlah
sampel banyak.
Untuk
menghitung
rata-rata
dan
batas
kontrol
digunakan rumus sebagai berikut :
n
j=1
X
=
x
ij
=
rata
-
rata
pengukuran
untuk
setiap
kali
observasi
n
k
?
x
X
=
i=1
k
=
garis
pusat
untuk
peta
pengendali
rata
-
rata
R
i
X
i
max
-
X
i
min
jangkauan
k
R
?
i
garis pusat untuk peta pengendali jarak
i
1
k
UCL
x
X
A
2
R
LCL
x
X - A
2
R
UCL
R
D
4
R
LCL
R
D
3
R
|
 40
2.
Peta
x
dan S
Peta kendali
x menggambarkan
apakah perubahan
telah terjadi dalam
ukuran
titik
pusat (central
tendency)
atau rata – rata dari suatu proses. Peta pengendali
standar
deviasi
digunakan
untuk
mengukur tingkat
keakurasian
proses.
Rumus untuk menghitung batas kontrolnya :
X
2
X
2
X
2
...
X
n
2
-
nX
2
s
1
2
3
standar deviasi n
-
1
k
s
s
?
i
i
1
k
garis pusat untuk peta pengendali standar deviasi
UCL
x
X
A
3
S
LCL
x
X - A
3
S
UCL
S
B
4
S
LCL
S
B
3
S
|
 41
Peta kendali untuk data atribut
1.
Peta kendali p
Digunakan untuk
mengukur proporsi
cacat
dari
item
yang
dihasilkan dalam
suatu
produk.
Dengan
demikian
peta
kendali
p
digunakan
untuk
mengendalikan proporsi item
yang
tidak
memenuhi syarat kualitas
yang dihasilkan dalam
suatu proses.
Rumus menghitung peta kontrol p yaitu :
UCL
p
p
3
p(1 - p)
n
i
CLp
p
LCL
p
p - 3
p(1 - p)
n
i
2.
Peta kendali np
Peta
kendali
np
menggunakan ukuran banyaknya
item
yang tidak
memenuhi
spesifikasi
dalam suatu pemeriksaan.
Jadi dalam peta np tidak ada perubahan skala pengukuran.
Rumus menghitung peta kontrol np, yaitu :
UCL
np
np
3
np(1 - p)
CL
np
LCL
np
np - 3
np(1 - p)
|
 42
3.
Peta kendali C
Diterapkan pada
kasus
yang
tingkat
toleransi
atas
kelemahan satu
atau
beberapa titik
spesifik
yang
tidak
memenuhi
syarat
sepanjang tidak
mempengaruhi fungsi
dari
produk yang diperiksa.
Rumus untuk menghitung peta kontrol c, yaitu :
UCL
c
c
3 c
CL
c
LCL
c
c - 3
c
4.
Peta kendali U
Mengukur
banyaknya cacat per
unit
laporan
inspeksi
dalam kelompok pengamatan, yang mungkin memiliki ukuran
contoh.
Rumus untuk menghitung peta kontrol u, yaitu :
UCL
u
u
3
u
n
i
CL
u
LCL
u
u - 3
u
n
i
|
 43
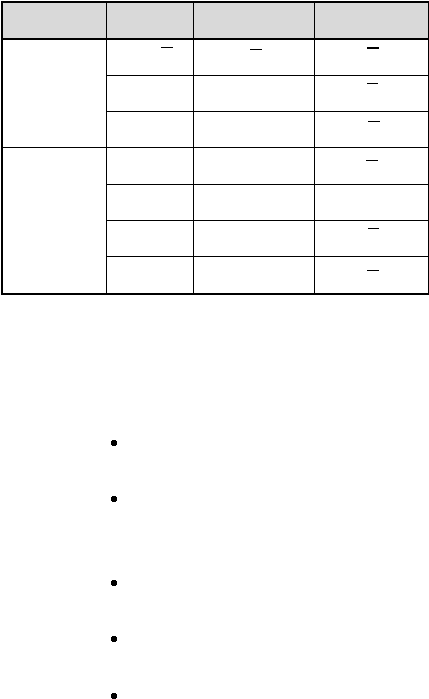
Tabel 2.1 Ringkasan Jenis Peta Kendali
Jenis Data
Jenis Peta
Yang Diamati
Garis Sentral
Terukur
(Variabel)
Peta X
X
X
Peta R
R
R
Peta S
S
S
Tidak
Terukur
(Atribut)
Peta p
P
p
Peta np
Np
np
Peta C
C
C
Peta u
U
u
(
Sumber Tabel : Menurut Buku Nur Iriawan, dkk (Minitab 14) )
Menurut Grant, dkk (1991, p6), keuntungan yang didapat dengan
menggunakan peta kendali adalah :
Sebuah
peta
kendali
dapat mengindikasikan
kapan
sesuatu harus diperbaiki.
Pola dari peta kendali
yang diplot
menganalisa
penyebab
yang
ada
dan
tindakan perbaikan
yang
diperlukan.
Peta kendali
menunjukkan kapan
variasi dikatakan
normal dan tidak diperlukan tindakan perbaikan lagi.
Ketika suatu peta kendali berada dalam kendali statistik
maka kita dapat memperkirakan kapabilitas dari proses.
Peta
kendali
merupakan
dasar
untuk
mengukur
peningkatan kualitas.
|
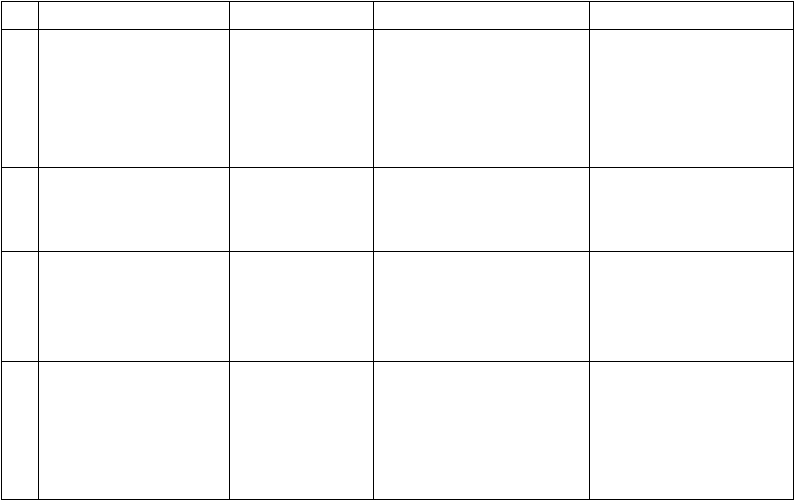 15
NO
LANGKAH KEGIATAN
TUJUAN
URAIAN KEGIATAN
ALAT YANG DIPAKAI
1
Menentukan
pokok
permasalahan
Untuk
menentukan
tema
yang
akan
dibahas
-
stratifikasi data
-
buat pareto diagram
-
menentukan pokok masalah
-
pareto diagram
-
grafik
-
histogram
-
check sheet
-
stratifikasi
2
Membahas penyebab
Mencari
penyebab
dari
masalah
yang
sedang dibahas
-
sumbang
saran
untuk
menganalisa sebab akibat
-
buat diagram tulang ikan
-
diagram tulang ikan atau
fish bone
3
Menguji sebab
Menguji kebenaran
penyebab
dengan
data
-
buat check sheet, kumpulan
data untuk uji sebab
-
buat diagram pareto
-
buatkan diagram garis
-
check sheet
-
diagram pareto
4
Rencana perbaikan
Membuat
rencana
guna
mengatasi
penyebab
-
buat rencana perbaikan yang
memenuhi 5 W + 1 H
-
matriks
?
apa
permasalahannya _
mengapa ditanggulangi
_
bagaimana _ kapan _
dimana _ siapa
Tabel 2.2 Delapan Langkah Kegiatan dan 7 Tools Yang Digunakan
NO
|
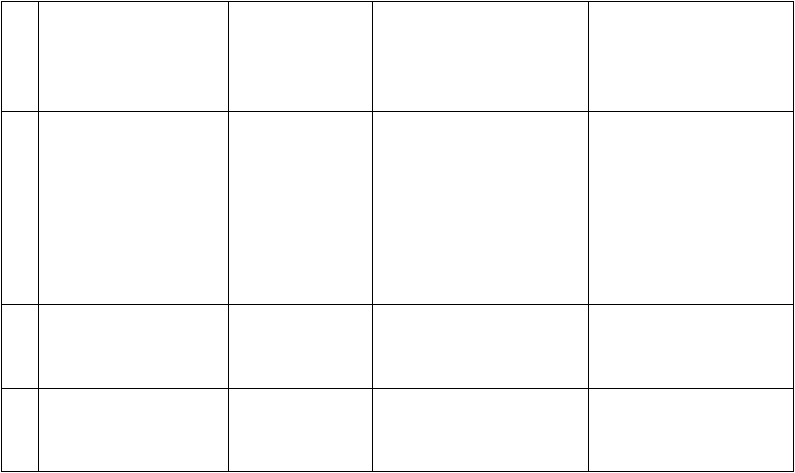 16
5
Pelaksanaan perbaikan
Melaksanakan
apa
yangtelah
direncanakan
-
melakukan perbaikan sesuai
dengan rencana
-
gambarkan caranya / dengan
uraian
-
penjelasan dengan gambar
/
uraian
tindakan
yang
dilaksanakan
6
Evaluasi hasil
Mengkonfirmasi
hasil antara
sebelum dan
sesudah langkah
perbaikan
-
buat
pareto
sebelum
dan
sesudah perbaikan
-
buat grafik garissebelum
dan sesudah perbaikan
-
buat
diagram
pie
chart
sebelum
dan sesudah
perbaikan
-
diagram pareto
-
grafik garis
-
peta kontrol
7
Standarisasi
Membakukan
prosedur
proses
sesuai L5
-
membuat
standar
kerja
/
flow proses
-
kalimat perintah cerminan
L4
8
Masalah berikut
Merencanakan
kegiatan berikutnya
-
membuat
jadwal
rencana
kegiatan dan pilih pokok
permasalahan selanjutnya
|
 46
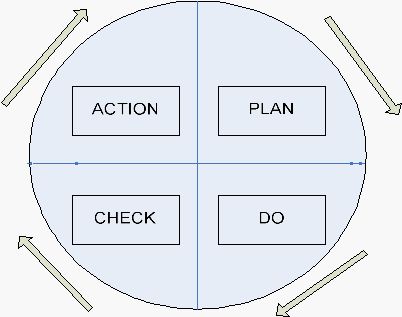
2.7
PDCA (Plan Do Check Action)
PDCA diciptakan oleh W. Edward Deming pada tahun 1950¹
sebagai
metode
sederhana dalam
melakukan
penyelesaian
masalah
secara
berkesinambungan. Pada
tahun 1950-an, Deming ditugaskan untuk membantu Jepang dalam usaha membangun
kembali perekonomian ekonomi Negara Jepang.
Tujuan Deming
menggunakan
PDCA
dengan proses peningkatan yang berkesinambungan adalah
untuk
membantu
Jepang
membangun
kembali
perindustrian
mereka
sehingga
dengan
begitu
mereka
dapat bersaing di pasar dunia untuk masa mendatang. Terdapat 4
tahapan, yaitu Plan,
Do, Check, Action.
Gambar 2.2
Siklus PDCA
|
 47
Tabel 2.3 Pengertian PDCA
Definisi
Plan
Buatlah rencana sebelum mulai bekerja
Do
Laksanakan pekerjaan sesuai dengan rencana yang telah
ditetapkan sebelumnya
Check
Teliti
apakah
pekerjaan
sudah sesuai
dengan rencana
yang
telah dibuat,
ukur performa output dan bandingkan dengan
standar kualitas yang telah ditetapkan
Action
Bilamana diperlukan tindakan perbaikan, karena
hal
ini
merupakan dasar rencana selanjutnya
Plan
Tujuan
:
untuk
menyelediki situasi
yang
terjadi dan memahami dengan jelas
lingkungan masalah yang akan dibahas.
Tahapan :
Diagnosa – pembahasan kembali penerapan saat ini
-
Mendefinisikan masalah: Siapa?, Apa?, Dimana? Dan Kapan terjadi? (Who,
What, Where, When)
-
Tuliskan tujuan tim
-
Lakukan sumbangkan sumbang saran untuk mengetahui penyebab potensial
dengan
menggunakan proses
Brainstorming
atau
dengan
menggunakan
diagram sebab akibat
-
Mengidentifikasikan akar penyebab berdasarkan prioritas yang didapat dari
perhitungan perbandingan dan menggunakan metode 5 WHY
-
Implementasikan perbaikan cepat (Quick Fixes)
-
Buat diagram Alir Proses
-
Analisi data sebenarnya dan buat diagramnya.
|
|
48
Do
Tujuan:
untuk
memberi
penerangan (enlighten)
kepada
tim
tentang
masalah
yang
sebenarnya
dengan menganalisis data,
mendefinisikan, dan
mengimplementasikan rencana perbaikan.
Tahapan :
Penerangan (Enlighten) :
-
Lakukan sumbang saran mengenai solusi
-
Prioritaskan solusi untuk mengidentifikasikan pengaruh yang terbaik
-
Hasilkan analisis pencegah kerusakan
-
Hasilkan analisi pengaruh perbaikan
-
Buat perencanaan proyek untuk mengimplementasikan perbaikan
-
Buat tolak
ukur pelaksanaan dengan
menggunakan Bagan
Kendali atau
Lembar Pemeriksaan (Checksheet)
Implementasi :
-
Hasilkan perencanaan proyek
-
Pendidikan, pembelajaran dan komunikasi.
Check
Tujuan :
memonitor pengaruh dari implementasi rencana proyek dan
menemukan
countermeasure yang akan meningkatkan perbaikan pada masa mendatang.
Tahapan:
Evaluasi:
-
Kumpulkan data untuk mengawasi pelaksanaan perbaikan
-
Libatkan dan kendalikan pengaruh yang ada dengan perencanaan
perbaikan
|
|
49
Action
Tujuan
: untuk
membahas kembali
tindakan perbaikan dan membuat
penyesuaian
yang dibutuhkan.
Gabungkan situasi terbaru ke dalam kondisi kerja nyata, dan
lakukan lagi langkah PDCA.
Tindakan Kunci :
Perbaikan dan Standarisasi :
-
Tentukan
apakah
solusi
dan
penggabungan dengan
kondisi
kerja
nyata
berjalan dengan efektif atau
gagal.
Jika gagal,
tanyakan apa
yang terjadi
dalam proses dan ulangi kembali proyek.
-
Tentukan target berikutnya dan mulai kembali siklus PDCA.
2.8
Failure Method And Effect Analysis ( FMEA )
FMEA adalah suatu cara di mana suatu bagian atau suatu proses yang
mungkin gagal memenuhi suatu spesifikasi, menciptakan cacat atau ketidak
sesuaian
dan dampaknya pada pelanggan bila mode kegagalan itu tidak dicegah atau
dikoreksi (Brue, 2002, p130).
FMEA
merupakan
sebuah
metodologi
yang
digunakan
untuk
menganalisa
dan menemukan
:
1.
Semua
kegagalan - kegagalan
yang
potensial terjadi
pada
suatu
sistem.
2.
Efek
-
efek
dari
kegagalan
ini yang
terjadi
pada sistem dan
3.
Bagaimana cara untuk memperbaiki atau meminimalis kegagalan -
kegagalan atau efek - efek nya
pada
sistem.
( Perbaikan
dan minimalis
yang
dilakukan
biasanya
berdasarkan
pada
sebuah
rangking
dari
severity dan probability dari kegagalan ) ( Lewis, 1996, p3 )
|
|
50
FMEA biasanya dilakukan selama tahap konseptual dan tahap awal
design
dari
sistem
dengan
tujuan
untuk
meyakinkan bahwa semua
kemungkinan
kegagalan
telah
dipertimbangkan dan
usaha
yang
tepat
untuk
mengatasinya
telah
dibuat untuk meminimasi semua kegagalan - kegagalan yang potensial
FMEA
dapat
bervariasi
pada level
detail
dilaporkan,
tergantung pada
detail yang
dibutuhkan
dan
ketersediaan
dari
informasi.
Sebagaimana
pengembangan terus berlanjut, memperkiraan secara kritis ditambahkan dan
menjadi Failure,
Mode, Effects and Critically Analysis atau FMECA Ada
variasi yang sangat banyak didalam
industri didalam mengimplementasikan
analisis
FMEA. Sejumlah
standar
-
standar
dan
aturan telah
dikembangkan
untuk
menentukan kebutuhan - kebutuhan
untuk analisis dan setiap organisasi
dapat
melakukan pendekatan yang berbeda didalam melakukan analisis.
Definisi
serta
pengurutan
atau
pemberian ranking
dari
berbagai
terminologi
dalam FMEA adalah sebagai berikut:
1.
Akibat potensial adalah akibat yang dirasakan atau dialami oleh pengguna
akhir.
2. Mode
kegagalan
potensial
adalah
kegagalan
atau
kecacatan
dalam
desain
yang menyebabkan cacat itu tidak berfungsi sebagaimana mestinya.
3. Penyebab
potensial
dari kegagalan
adalah
kelemahan-kelemahan
desain dan perubahan
dalam
variabel yang
akan
mempengaruhi
proses
dan menghasilkan kecacatan produk.
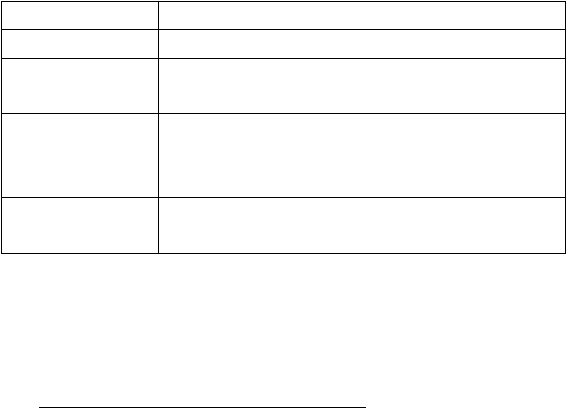
4.
Occurance (O)
adalah
suatu
perkiraan
tentang
probabilitas
atau
peluang
bahwa penyebab
akan terjadi dan
menghasilkan
modus
kegagalan
yang menyebabkan akibat tertentu.
|
 51
Tabel 2.4 Rating Occurence
(Sumber : Gasperz, 2002,
p251)
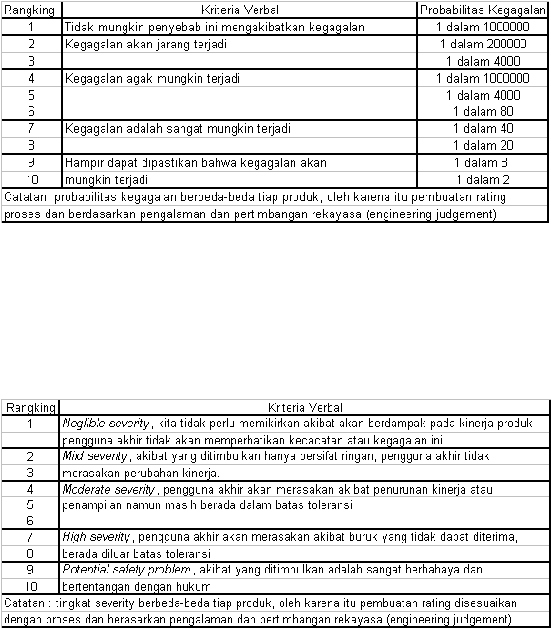
5. Severity
(S) adalah suatu perkiraan
subyektif
atau estimasi
tentang
bagaimana buruknya pengguna akhir akan merasakan akibat dari kegagalan
tersebut.
Tabel 2.5 Rating Severity
(Sumber : Gasperz, 2002, p250)
|
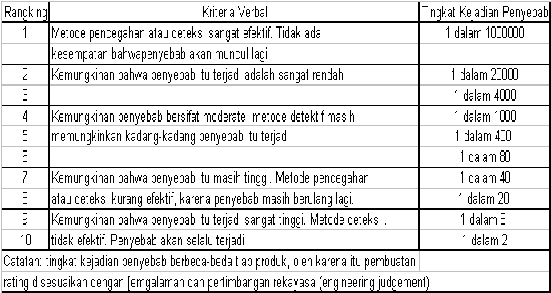 52
6. Detectibility (D)
adalah
perkiraan
subyektif
tentang
bagaimana
efektivitas
dan metode pencegahan atau pendeteksian.
Tabel 2.6 Rating Detectability
(Sumber : Gasperz, 2002, p254)
7. Risk Priority
Number
(RPN)
merupakan
hasil perkalian
antara
rating severity, detectibility dan rating occurance.
RPN = ( S ) x ( D ) x ( O )
|
|
53
2.8.1
Keuntungan FMEA
Keuntungan dari FMEA
Produk akhir harus
"aman",
FMEA membantu
desainer
untuk
mengidentifikasi dan
mengeliminasi
atau
mengendalikan
cara kegagalan
yang berbahaya,meminimasi kerusakan terhadap sistem dan penggunanya.
Meningkatnya
keakuratan
dari perkiraan terhadap peluang dari
kegagalan
yang akan dikembangkan, khususnya juga data dari
peluang
realibilitas
didapat dengan menggunakan FMECA.
Realibilitas dari produk akan meningkat
Waktu
untuk melakukan
desain
akan
dikurangi
berkaitan
dengan
melakukan identifikasi dan perbaikan dari masalah - masalah.
2.8.2
Process FMEA
Process FMEA merupakan sebuah teknik analisis yang digunakan
oleh
tim manufacturing
yang bertanggung jawab untuk meyakinkan
bahwa
untuk memperluas
kemungkinan cara
-
cara
kegagalan
dan
mencari penyebab
yang berkaitan yang telah dipertimbangkan dan
dituangkan kedalam
bentuk
form
yang tepat, sebuah FMEA merupakan
ringkasan
dari pemikiran
tim engineering (
termasuk analisa dari
item-
item
yang
dapat
berjalan tidak
sesuai
dengan
keinginan
berdasarkan
pengalaman dann pemikirian masa lalu ) sebagaimana
proses dikembangkan.
(
FMEA Team,1995, p27)
Proses FMEA :
Mengidentifikasi
produk yang
potensial
yang berkaitan
dengan
cara -
cara
kegagalan proses
Memperkirakan
efek bagi konsumen yang potensial yang disebabkan
oleh kegagalan
|
|
54
Mengidentifikasi
sebab - sebab yang potensial pada proses perakitan
dan
mengidentifikasi variabel -
variabel pada proses yang
berguna
untuk menfokuskan pada pengendalian untuk
mengurangi
kegagalan
atau mendeteksi keadaan - keadaan kegagalan
Mengembangkan sebuah daftar peringkat dari cara - cara kegagalan
yang
potensial,
ini
menetapkan sebuah sistem prioritas sebagai
pertimbangan untuk melakukan tindakan perbaikan
Mendokumentasikan
hasil -
hasil
dari
proses
produksi
atau
proses
perakitan.
2.8.3
Risk
Priority Numbers In FMEA
Metodologi Risk
Priority
Number (
RPN ) merupakan
sebuah
teknik
untuk
menganalisa resiko
yang
berkaitan dengan
masalah -
masalah
yang potensial yang telah diidentifikasi selama
membuat FMEA.
(Stamatis,D.H, 1995,
p445).
Sebuah FMEA dapat digunakan untuk mengidentifikasi
cara -
cara kegagalan yang
potensial
untuk
sebuah
produk
atau proses.
Metode
RPN
kemudian
memerlukan
analisa
dari
tim untuk menggunakan
pengalaman
masa
lalu
dan keputusan
engineering
untuk memberikan
peringkat
pada
setiap potensial masalah menurut rating skala berikut :
Severity, merupakan skala
yang
memeringkatkan severity dari efek - efek
yang potensial dari kegagalan
Occurrence, merupakan skala
yang
memeringkatkan
kemungkian dari
kegagalan akan muncul
Detection, merupakan skala yang
memeringkatkan kemungkinan dari
masalah akan
dideteksi
sebelum sampai ke
tangan pengguna akhir
atau konsumen
|
|
55
Setelah
pemberian
rating
dilakukan,
nilai
RPN
dari
setiap
penyebab
kegagalan dihitung dengan rumus :
RPN = Severity x Occurrence x Detection
Nilai
RPN
dari
setiap
masalah
yang
potensial dapat
kemudian
digunakan untuk membandingkan penyebab
-
penyebab
yang
teridentifikasi
selama dilakukan
analisis. Pada
umumnya,
jika
RPN
jatuh
diantara
batas
yang ditentukan, tindakan perbaikan dapat diusulkan atau dilakukan
untuk mengurangi resiko. Ketika menggunakan teknik risk assessment,
sangat
penting
untuk
mengingat
bahwa
tingkat
RPN
adalah
relatif
terhadap analisis tertentu ( dilakukan dengan sebuah set skala peringkat
yang
umum dan
analisis
tim
yang
berusaha
untuk
membuat peringkat
yang
konsisten
untuk semua
penyebab
masalah
yang
teridentifikasi selama
melakukan analisis).
Untuk itu, sebuah RPN didalam satu analisis dapat
dibandingkan dengan RPN yang
lainnya
didalam analisis
yang sama, tapi
dapat menjadi tidak dapat dibandingkan terhadap RPN pada analisis yang lain.
Meskipun
ada banyak
tipe dan
standar, kebanyakan FMEA terdiri dari
suatu
kumpulan
prosedur
yang umum.
Secara
umum,
analisis
FMEA
dipengaruhi oleh tim yang
bekerja
secara cross
function
pada
tahap yang
bervariasi pada waktu desain, proses pengembangan dan perakitan dan pada
umumnya terdiri dari :
Item / Process
: Mengidentifikasi
item atau proses yang akan
menjadi subjek dari analisis, termasuk beberapa penyelidikan terhadap
desain dan karakteristik - karakteristik reabilitas.
Function : mengidentifikasi fungsi - fungsi dimana
item atau
proses diharapkan untuk bekerja
|
|
56
Failures : mengidentifikasi kegagalan yang diketahui dan potensial yang
dapat
mencegah atau
menurunkan kemampuan dari
item atau
proses untuk bekerja sesuai dengan fungsinya
Failure effect : mengidentifikasi efek - efek yang diketahui dan potensial
yang mungkin muncul dari setiap kegagalan yang terjadi
Failure cause : mengidentifikasi penyebab yang diketahui dan
potensial untuk setiap kegagalan
Current
control
:
memeriksa
mekanisme kontrol
yang
akan
ada
untuk
mengeliminasi atau
menurunkan
kemungkinan
kegagalan
akan
muncul
Recommended
action
: mengidentifikasi
tindakan
perbaikan
yang
perlu dilakukan
yang
bertujuan
untuk
mengeliminasi
atau
menurunkan
resiko dan dilanjutkan dengan
melengkapinya
dengan
melakukan recommended action
Prioritize issues :
memprioritaskan tindakan perbaikan yang
harus dilakukan
menurut standard
yang konsisten
yang telah
ditentukan oleh perusahaan. Peringkat RPN adalah metode yang umum
untuk memprioritaskan.
Other details : tergantung pada situasi tertentu dan petunjuk
untuk
melakukan
analisa
yang
diadaptasi
oleh perusahaan,
keterangan
yang lain mungkin dipertimbangkan selama melakukan analisis,
seperti
cara operasional ketika kegagalan muncul.
Report : Membuat
laporan dari analisis dalam bentuk format
standard yang telah ditentukan oleh perusahaan. Ini pada umumnya
berbentuk format
tabel. Sebagai tambahan laporan dapat
menyertakan
diagram
berbentuk
blok dan
/
atau
diagram alir
untuk
mengilustrasikan item atau proses yang merupakan subjek dari analisis.
|