|
BAB 2
LANDASAN TEORI
2.1.
Pengertian dan Fungsi Gudang
Gudang
dapat
didefinisikan
sebagai tempat
yang
dibebani
tugas
untuk
menyimpan barang yang akan dipergunakan dalam produksi sampai barang diminta
sesuai
dengan
jadwal
produksi.
Sejak
dulu, gudang berfungsi sebagai buffer atau
penyeimbang
dan
untuk
menentukan
langkah
selanjutnya suatu perusahaan, apakah
perusahaan akan menggunakan gudang untuk komersial atau lebih baik digunakan
sendiri. Dalam perdagangan, gudang digunakan untuk pelayanan beberapa konsumen
yang berbeda-beda dan secara umum, memunyai tenaga kerja yang cukup serta
perlengkapan. Kemudian, dengan jarak
penyimpanan
untuk
tujuan
kepuasan
konsumen
atau
pengguna,
penyimpanan
dilakukan dalam batas waktu yang lama
maupun batas waktu yang pendek sesuai kebutuhan konsumen. Keuntungan yang
diperoleh dari komersial gudang adalah keluwesan (flexibility) dan manajemen yang
profesional. Selanjutnya, gudang sebagai
penyimpanan
produk
jadi
memunyai
beberapa misi atau tugas. Dalam jaringan distribusi pemasaran, gudang memunyai
beberapa misi, yaitu:
a. Menjaga
persediaan
yang
digunakan
sebagai
penyeimbang
dan
penyangga
(buffer) dari variasi antara penjadwalan produksi dan permintaan.
|
|
12
b. Gudang
sebagai
penyaluran
dalam
sebuah
daerah pesanan
dengan jarak
transportasi terpendek dan untuk memberikan jawaban cepat akan permintaan
pelanggan.
c. Gudang digunakan sebagai
tempat akumulasi dan menguatkan produk dalam
kegiatan produksi dan pendistribusian.
Gudang
sebagai
tempat
penyimpanan produk
untuk
memenuhi
permintaan
pelanggan
secara
cepat
mempunyai
beberapa fungsi
di
antara
penerimaan
dan
pengiriman produk. Fungsi-fungsi pokok gudang sebagai berikut:
a. Receiving (penerimaan) dan shipping (pengiriman)
b. Identifying and sorting (pengidentifikasian dan penyaringan)
c. Dispatching ke penyimpanan
d. Picking the order (pemilihan pesanan)
e. Storing (penyimpanan)
f.
Assembling the order (perakitan pesanan)
g. Packaging (pengepakan)
h. Dispatching the shipment
i.
Maintaining record (perawatan produk)
2.1.1. Karakteristik Gudang
Umumnya, pada kebanyakan perusahaan gudang berada dalam ruangan. Pada
suatu pabrik, kita dapat
membedakan
macam gudang menurut karakteristik
material
yang akan disimpan, yaitu:
|
|
13
1. Penyimpanan Bahan Baku
Gudang akan menyimpan setiap material yang dibutuhkan atau digunakan
untuk proses
produksi.
Lokasi
gudang umumnya berada di
dalam
bangunan
pabrik. Beberapa jenis barang tertentu bisa pula diletakkan di
luar bangunan
pabrik,
sehingga
perusahaan
dapat menghemat
biaya
gudang
karena
tidak
memerlukan bangunan khusus untuk itu. Gudang
demikian
disebut
pula
stockroom karena
fungsinya
memang
menyimpan
stok
untuk
kebutuhan
tertentu.
2. Penyimpanan Barang Setengah Jadi
Dalam industri manufaktur, kita sering menemui bahwa benda kerja harus
melalui
beberapa
macam operasi
dalam pengerjaannya.
Prosedur
demikian
sering pula harus terhenti karena dari satu operasi ke operasi berikutnya waktu
pengerjaan yang dibutuhkan tidaklah sama. Akibatnya, barang atau material
harus menunggu sampai mesin atau operator berikutnya siap mengerjakannya.
Ada dua macam barang setengah jadi (work in process storage), yaitu: bahan
berjumlah kecil dan barang berjumlah banyak.
3. Penyimpanan Produk Jadi
Gudang demikian kadang-kadang disebut pula gudang dengan fungsi
menyimpan produk-produk yang telah selesai dikerjakan.
Selain ketiga macam gudang di atas, ada pula beberapa macam gudang
lainnya yang perlu diketahui:
|
|
14
1. Penyimpanan bagi pemasok
Gudang
penyimpanan
barang
nonproduktif dan
akan
digunakan
untuk
pengerjaan
pengepakan,
perawatan, dan
penyimpanan
barang
kebutuhan
kantor.
2. Penyimpanan komponen jadi
Gudang untuk menyimpan komponen yang siap dirakit. Gudang demikian
biasa diletakkan berdekatan dengan area perakitan atau bisa pula ditempatkan
secara terpisah di dalam penyimpanan barang setengah jadi.
3. Salvage
Dalam sebagian proses produksi, ada kemungkinan beberapa benda kerja akan
salah
dikerjakan.
Akibatnya,
barang memerlukan
pengerjaan
kembali
untuk
perbaikan, sehingga kualitas produksi diperbaiki. Oleh karena itu, perusahaan
memerlukan suatu area guna menyimpan benda kerja yang salah sebelum
diproses kembali. Benda kerja yang tidak bisa diperbaiki akan menjadi scrap
atau buangan yang diletakkan di lokasi tersendiri.
4. Buangan dan limbah
Gudang
digunakan
untuk
menyimpan
material atau komponen yang salah
dikerjakan dan sudah tidak bisa diperbaiki.
Gudang atau tempat penyimpanan pada umumnya memiliki fungsi yang
cukup penting dalam menjaga kelancaran operasi produksi suatu pabrik.
Tujuan dan
fungsi penyimpanan dari gudang adalah memaksimumkan utilitas sumber daya,
kemudian memenuhi kebutuhan pelanggan atau memaksimumkan pelayanan kepada
|
|
15
pelanggan dengan memperhatikan kendala sumber daya. Di sini ada tiga tujuan utama
yang berkaitan dengan pengadaan barang, yaitu:
1.
Pengawasan; yaitu sistem administrasi yang terjaga dengan baik untuk
mengontrol keluar-masuknya material. Tugas demikian menyangkut
pula
keamanan material, yaitu jangan sampai hilang.
2.
Pemilihan;
yaitu
aktivitas
pemeliharaan atau
perawatan agar
material
yang
disimpan di dalam gudang tidak cepat rusak dalam penyimpanan.
3. Penimbunan
atau
penyimpanan;
yaitu
agar
bila
sewaktu-waktu
diperlukan,
maka material yang dibutuhkan akan tetap tersedia sebelum dan selama proses
produksi berlangsung.
Dalam
memfasilitasi proses
dan
aktivitas
pengelolaan
barang,
fungsi
utama
gudang adalah:
1. Penerimaan (receiving); yaitu menerima material pesanan perusahaan,
menjamin
kuantitas
material
yang
dikirim supplier,
serta
mendistribusikan
material ke lantai produksi.
2.
Persediaan; yaitu menjamin agar permintaan dapat dipenuhi karena tujuan
perusahaan adalah memenuhi kepuasan pelanggan.
3.
Penyisihan
(put
away);
yaitu
menempatkan
barang-barang
dalam lokasi
penyimpanan.
4.
Penyimpanan (storage); yaitu bentuk fisik barang-barang yang disimpan
sebelum ada permintaan.
|
|
16
5. Pengambilan pesanan
(order picking); yaitu proses pengambilan barang dari
gudang sesuai permintaan.
6. Pengepakan
(packaging);
yaitu
langkah
pilihan
setelah proses pengambilan
(picking).
7. Penyortiran;
yaitu pengambilan batch
menjadi pesanan individu dan
akumulasi pengambilan yang terdistribusi disebabkan variasi barang yang
besar.
8. Pengepakan dan pengiriman; yaitu pemeriksaan barang dalam kontainer
hingga pengiriman.
Dalam penyimpanan, ada beberapa hal yang perlu diperhatikan. Hal-hal yang
menjadi faktor utama dalam tata letak penyimpanan adalah:
1. Material mudah rusak; lingkungan tempat penyimpanan harus ideal.
2. Bentuk
unik; hal ini akan menimbulkan
masalah area dan pemindahan
itemnya.
3. Item mudah hancur; perhatikan kelembaban dan metode.
4. Material berbahaya; jenis demikian harus disimpan di lokasi tersendiri.
5. Keamanan material; hindari benturan saat ada pemindahan bahan.
6.
Compability, di
mana
item tipe kimiawi
mudah bereaksi dengan
zat kimia
lainnya.
Penyimpanan barang
atau
produk dalam suatu
gudang
(storage) diatur
dan
ditata sesuai dengan kebijakan perusahaan yang telah ditentukan. Pengaturan dan tata
letak suatu gudang dapat dilihat dalam beberapa bentuk kebijakan penyimpanan
|
|
17
berikut,
di
mana
metode
terbaik
yang
akan diambil
tergantung
pada
karakteristik
item. Kebijakan-kebijakannya adalah:
1. Kebijakan Penyimpanan Acak
(Random Storage Policy);
yaitu penyimpanan
item
yang datang di setiap
lokasi
yang tersedia, di
mana setiap
item
memunyai probabilitas sarana pada setiap lokasi.
2. Kebijakan
Penyimpanan
Tetap
(Dedicated
Storage
Policy);
Item
disimpan
pada lokasi tertentu tergantung tipe itemnya.
Kebijakan
demikian
didesain
dengan
luas penyimpanan setiap item sama dengan level maksimal
persediaan, lalu hal demikian terjadi saat pengisian.
3. Cube Per-Order Index Policy. Rasio kebutuhan space penyimpanan item
dengan jumlah transaksi S/R untuk itemnya. Item dengan S/R terbesar sedikit
dekat dengan titik I/O.
4.
Kebijakan Penyimpanan Berbasis Tertutup (Closed
Based
Storage
Policy);
Aplikasi efek pareto di mana 80% aktivitas S/R oleh 20% item, 15% S/R oleh
30%, dan 5% S/R oleh 50%.
5.
Kebijakan Penyimpanan Pangsa (Shared
Storage
Policy); Kebijakan yang
berada pada titik ekstrem random dan dedicated storage policy.
Dalam sebuah perencanaan,
manajemen harus menentukan apakah pendirian
sebuah pusat gudang atau beberapa fasilitas penyimpan di setiap tempat yang
digunakan
(dekat
dengan
stasiun
kerja
atau lintasan
perakitan).
Kemudian,
yang
terakhir adalah mendekati pemindahan
bahan
dan
menghentikan
penumpukan
produksi dalam pengiriman dari pusat
gudang. Hal demikian berkaitan pula dengan
|
|
18
pengawasan
inventory. Dalam banyak waktu, setiap fasilitas penyimpanan bisa pula
dibangun
untuk penggunaan, tetapi bukan untuk dimanfaatkan. Operasi pengawasan
gudang
antara
lain
adalah
pengawasan
penyimpanan
(storage
policies) dan
pengawasan order pilihan (order picking policies).
Operasi pengawasan terdiri atas pengawasan penyimpanan (storage policies).
Pada
sebuah
fasilitas
penyimpanan,
beberapa pengawasan memengaruhi
tata
letak,
lokasi sel-sel penyimpanan, dan tata letak item
atas sel-sel.
Berikut
adalah
uraian
singkat bentuk pengawasan:
1. Physical similarity (kemiripan fisik)
Pada item dengan kemiripan fisik, karakteristik dalam pengelompokannya
ditempatkan
pada
tempat
yang
sama.
Sebagai
contoh,
item dengan
ukuran
besar
disimpan
dalam satu
area,
sedangkan
item
berukuran
kecil
di
tempat
lainnya.
Hal demikian diikuti oleh kemiripan penggunaan material handling,
perlengkapan, dan kemiripan penempatan secara fisik untuk setiap area.
2. Functional similarity (kemiripan fungsi)
Penyimpanan dilakukan atas dasar kemiripan fungsi yang disimpan pada
tempat yang sama. Sebagai contoh, alat-alat elektronik yang disimpan pada
satu area.
3. Popularity (popularitas)
Setiap gudang memunyai item yang diperoleh secara bersamaan dan
jumlah yang banyak. Pada sistem demikian, pergerakan
cepat diperuntukkan
bagi setiap item penyimpanan tertutup untuk area penerimaan dan pengiriman
|
|
19
serta item dengan pergerakan lambat di sistem yang lam. Bentuk pengawasan
demikian bertujuan mempersiapkan jarak minimal pekerjaan gudang dan
dalam pemilihan pesanan.
4. Reserve stock separation (penyimpanan dan pemisahan persediaan)
Beberapa keuntungan penyimpanan dan
pemisahan
persediaan
dari
pekerjaan penyimpanan adalah semua pekerjaan penyimpanan dapat diambil
bersamaan
dalam kesamaan
tempat dan rata-rata pemilihan dapat
dilakukan
dengan mudah.
5. Randomized storage (penyimpanan acak)
Pada
sistem
proses
informasi
modern (computerized inventory control
system), kemungkinan besar kemudahannya ada dalam penempatan tetap dan
lokasi yang unik pada sebuah penyimpanan individu. Pertukaran dari
penyimpanan
tetap (dedicated
storage) yang
tersedia ke
penyimpanan
acak
(randomized
storage) berbentuk
hasil
yang
agak besar.
Bentuk pengawasan
digunakan
pada
penyimpanan
item dengan
jarak
yang
didapat
ketika
dibutuhkan
dan
penyimpanan
beberapa
bentuk
item yang
penyimpanannya
tidak umum.
6. High security storage (pengamanan penyimpanan)
Bentuk pengawasan demikian dilakukan jika beberapa item terutama yang
terpilih dan
bentuk khas
dibutuhkan
sebagai
kunci
pengamatan
dan
pengukuran.
|
|
20
Beberapa
faktor
penting
yang
memengaruhi
kenyamanan
dalam tata
letak
gudang adalah pengawasan yang diikuti bentuk pesanan, pengambilan pesanan
pilihan, dan pengawasan. Faktor di atas digambarkan dalam batasan-batasan berikut:
1. Sistem area;
Penyimpanan
item dalam
gudang
dengan bermacam
logika;
Dalam
gudang, pergantian personel terus-menerus pada sebuah area mulai dari
pemilihan item yang telah direncanakan untuk pesanan sampai siap dikirim.
2. Sistem area dimodifikasi;
Sistem dapat
diterapkan
di
mana
penyimpanan stock dilakukan
secara
terpisah
dalam pengerjaannya;
Pemilihan order
pesanan diikuti oleh
sistem
area ketika penambahan pegawai dimanfaatkan untuk menambah pengerjaan
stock penyimpanannya.
3. Sistem zona;
Pembagian wilayah-wilayah gudang dan pendistribusian pesanan di antara
pemilihan pesanan, tiap unit merupakan pilihan dari daerah-daerah
penempatannya;
4. Sistem zona urutan;
Tiap
pesanan
dibagi
dalam
wilayah-wilayah
pada
sistem zona;
Namun,
pesanan melewati satu wilayah ke wilayah lainnya yang merupakan perakitan.
Beberapa pesanan bisa diproses
serentak dan setiap
hasilnya mulai dari satu
wilayah ke wilayah berikutnya.
5. Sistem jadwal pesanan berganda (multiple orders schedule system);
|
|
21
Sebuah kelompok pesanan dapat dikumpulkan dan dianalisis untuk
menentukan
total
item yang dibutuhkan dari tiap
wilayah atau
zona.
Dalam
kemiripan
kebiasaan
pada
sistem
wilayah,
item merupakan
pilihan
dari
pembuatan satu
trip
langsung
ke setiap
wilayah
pesanan
yang dirakit
mengikuti area untuk peningkatan pengiriman. Sedikit variasi dari operasi
demikian dijadwalkan serentak mengikuti komponen tiap wilayah yang
dialokasikan
dengan
tiap
order, kemudian
diletakkan bersamaan untuk
pengiriman.
Untuk penyimpanan
individu atau item yang kecil, beberapa
variasi aksesori
yang didapat seharusnya ada pada semua gudang. Kemudian, variasi yang digunakan
adalah
salah
satu
atau
banyak
dari
beberapa pengembangan dan pesanan fasilitas
penyimpanan.
Aksesorinya
adalah bins
(peti
atau
bak), shelves (papan
atau
palet),
racks (rak), stacking (penumpukan), dan conveyor storage.
Shipping (pengiriman) berkaitan dengan persiapan-persiapan
yang berkenaan
dengan
stocking
produk
jadi
untuk
memenuhi permintaan
atau
order; pengepakan
(packaging);
serta
pemuatan
ke
dalam alat
transportasi
yang
tersedia,
kemudian
dikirim ke
konsumen
yang
memesannya.
Aktivitas
shipping
dapat
pula
disebut
aktivitas
receiving.
Pada
dasarnya,
receiving,
raw
materials
storage,
warehousing,
dan
shipping
akan
memiliki
kaitan
erat
dalam perencanaan
tata
letaknya
masing-
masing. Seperti
halnya
receiving,
lokasi departemennya
harus
berada
sedekat
mungkin
dengan
fasilitas
transportasi
yang menuju
keluar
pabrik.
Sementara
itu,
perencanaan luas area perlu mempertimbangkan beberapa faktor berikut:
|
|
22
1. Karakteristik produk yang dikelola
2. Jumlah pengiriman dan frekuensi pengiriman per periode
3. Metode pemindahan dan peralatan yang digunakan
4. Lokasi area yang tersedia
Kita
perlu
menggambarkan
proses
pokok di dalam fasilitas
gudang sebagai
fungsi
sistem
penyimpanan. Receiving
(penerimaan)
merupakan
departemen
yang
mempunyai aktivitas berkaitan dengan penerimaan material yang datang ke pabrik.
Setelah aktivitas
inspeksi
dilakukan,
departemen
receiving
bertanggung
jawab
mengirimkannya ke
gudang (storage) agar disimpan. Departemen penerimaan bahan
terutama bertanggung jawab terhadap hal-hal seperti:
1. Membongkar atau menurunkan material dari truk yang membahayakan.
2. Membongkar kotak pembungkus material yang dikirim.
3. Identifikasi dan pengecekan material yang datang.
4. Pengecekan tanda terima barang dan menyesuaikannya dengan kartu pesanan.
5. Mencatat adanya kerusakan-kerusakan
yang
dijumpai
dari
material
yang
datang dan menyiapkan laporan untuk klaim.
6. Menyimpan data
material
yang datang untuk digunakan bila
sewaktu-waktu
dibutuhkan.
7. Mengirim
material
yang
datang ke
departemen
lain
yang
membutuhkan
segera
atau mengirimkannya ke gudang untuk disimpan.
Departemen pengiriman barang bertanggung jawab terhadap pemeriksaan
awal kuantitas dan kualitas material yang datang. Oleh karena itu, departemen
|
|
23
pengiriman akan memunyai hubungan erat dalam melaksanakan tugas ini dengan
departemen
pengendalian
kualitas. Selanjutnya,
perusahaan
perlu
melakukan
suatu
analisis terhadap material yang
menyangkut karakteristik, jumlah,
frekuensi datang,
berat atau volume, dan lain-lain serta waktu yang dibutuhkan untuk proses unloading
guna
menentukan
area
luas
yang
diperlukan departemen penerimaan. Aktivitas
penerimaan barang merupakan awal aliran bahan yang akan diproses. Maka, bagian
penerimaan seharusnya ditempatkan berdekatan dengan
fasilitas-fasilitas transportasi
yang
menghubungkan
pabrik
dengan
lingkungan
luar,
seperti
fasilitas
jalan
raya,
jalan kereta api, maupun tepi sungai.
2.2. Sistem Pengisian Kembali Persediaan
Dalam
manajemen
persediaan
tersedia
sejumlah
sistem yang
mengatur
dan
menghitung bagaimana mengisi kembali persediaan barang. Persediaan barang yang
ada di gudang akan berkurang karena diambil dan dipakai oleh berbagai pihak atau
bagian perusahaan. Jumlah,
frekuensi, keteraturan, dan turun-naiknya pengambilan
atau pemakaian tergantung dari kebutuhan. Kebutuhan ini kadang-kadang teratur,
kadang-kadang agak tidak teratur, bahkan kadang-kadang tidak
teratur
sama sekali.
Oleh karena itu, sistem yang dikembangkan untuk pengisian kembali persediaan juga
didasarkan atas berbagai kondisi kebutuhan atau permintaan barang. Atas dasar ini,
secara
garis
besar,
sistem yang
dikembangkan
tersebut
dibedakan
menjadi
sistem
permintaan
independen, sistem permintaan dependen, dan sistem permintaan dengan
ciri tersendiri.
|
|
24
2.2.1. Sistem Permintaan Independen
Permintaan independen ialah jenis permintaan suatu barang yang bebas,
artinya tidak tergantung pada waktu atau jumlah permintaan barang lain. Permintaan
seperti
ini
biasanya
seragam dan
relatif
lebih
teratur.
Dalam sistem
permintaan
independen seperti ini, model-model perhitungan jumlah pemesanan kembali antara
lain
adalah
sistem pemesanan
tetap,
sistem produksi
turnpukan
(batch),
sistem
periodik tetap, dan sistem minimum-maksimum.
a. Sistem pemesanan tetap
Dalam sistem ini, untuk setiap kali pemesanan, jumlah yang dipesan
selalu bersifat tetap. Model yang paling populer ialah model EOQ
(economic order quan tity].
b. Sistem produksi tumpukan
Sistem ini
berorientasi
pada
produksi
barang
dalam tumpukan
tertentu. Model
yang cukup populer adalah
formula economic production
quantity
(EPQ), runout
time method (ROT),
dan
aggregate runout time
method (AROT).
c. Sistem periodik tetap
Sistem ini
digunakan
untuk
perhitungan
atau
tinjauan
pemesanan
kembali persediaan barang berdasarkan jadwal waktu yang tetap. Ada
beberapa model yang dikembangkan dalam sistem ini, di antaranya adalah
economic order interval (EOT).
|
|
25
d. Sistem minimum-maksimum
Sistem ini
menganut
paham bahwa
sebaiknya
diusahakan
suatu
jumlah persediaan minimum untuk menjamin kelangsungan operasi
perusahaan, namun juga perlu ditetapkan jumlah maksimal untuk
menjamin tidak tertumpuknya barang secara tidak terkendali. Ini sesuai
dengan prinsip manajemen persediaan.
Untuk setiap jenis sistem tersebut dikembangkan beberapa model rumus atau
formula, yang beberapa di antaranya akan dibahas lebih lanjut. Model-model di atas
ini
juga
disebut
model
deterministik,
karena
dalam model
ini
perhitungan
pasti
dilakukan untuk jumlah yang paling ekonomis, dan parameter serta variabel yang
digunakan bersifat tetap, serta dihitung secara pasti pula. Variabel-variabel yang
dimaksud adalah jumlah permintaan, biaya penyediaan barang, dan waktu
pemesanan.
Namun,
di
samping
itu
ada
juga
model-model
dalam sistem ini
yang
dikembangkan secara lain, yaitu secara probabilistik, jadi bukan deterministik. Dalam
model
deterministik,
variabel-variabel
yang
digunakan
dalam perhitungan
lebih
bersifat
tetap
dan
pasti,
sedangkan
dalam model
probabilistic,
variabel-variabel
tersebut
tidak
bersifat
pasti
atau
tetap,
tetapi
berubah-ubah.
Variabel
yang
sering
sekali
berubah
biasanya
meliputi
jumlah permintaan, waktu
permintaan,
dan
waktu
pemesanan. Untuk itu, model-model perhitungan yang sudah dijelaskan tersebut perlu
disempurnakan dengan menambah dan menggunakan perhitungan persediaan
pengaman (safety stock).
|
|
26
2.2.2. Sistem Permintaan Dependen
Jenis permintaan barang dependen adalah jenis permintaan barang yang waktu
dan atau jumlahnya tidak bebas berdiri sendiri, tetapi tergantung pada waktu dan atau
jumlah permintaan barang lain. Permintaan jenis ini biasanya berlaku untuk produksi
rakitan, di
mana suatu produk
rakitan jadi adalah
hasil suatu rakitan komponen atau
barang yang lebih kecil. Model pemesanan kembali yang paling terkenal dalam
sistem ini adalah material requirement planning (MRP).
2.2.3. Sistem Permintaan dengan Ciri Tersendiri
Dalam sistem ini, permintaan barang walaupun ada sifat kepastiannya, namun
jumlah,
waktu,
dan
frekuensi pemakaiannya
mempunyai
pola
tersendiri,
yang
berubah-ubah
dalam suatu
kurun
waktu
tertentu
pula,
kadang-kadang
teratur
dan
kadang-kadang tidak teratur. Ada ciri atau pola pemakaian yang berulang-ulang
setiap
tahunnya
(musiman)
atau
setiap
beberapa tahun (siklikal), dan ada pola
pemakaian yang sama sekali tidak teratur.
Dalam buku
ini, tidak semua
model dan formula di atas akan dibahas, tetapi
hanya beberapa saja yang relatif paling banyak digunakan seperti model Min-Maks,
model EOQ, dan salah satu model tinjauan periodik. Model persediaan pengaman dan
model
MRP
masing-masing akan
dibahas
dalam bab tersendiri
karena
memerlukan
uraian yang lebih panjang.
|
|
27
2.3.
Konsep Persediaan Minimum-Maksimum
Konsep Min-Maks ini dikembangkan berdasarkan suatu pemikiran sederhana
sebagai berikut. Untuk menjaga kelangsungan beroperasinya suatu pabrik atau
fasilitas lain, beberapa jenis barang tertentu dalam jumlah minimum sebaiknya
tersedia di persediaan, supaya sewaktu-waktu ada yang rusak, dapat langsung diganti.
Tetapi, barang yang disimpan dalam persediaan tadi juga jangan terlalu banyak, ada
maksimumnya, supaya biayanya tidak menjadi terlalu mahal. Keduanya sebetulnya
mengikuti prinsip pengendalian atau manajemen persediaan yang sudah disinggung
disi terdahulu.
Secara
ideal,
seharusnya
persediaan minimum
adalah nol
dan
persediaan
maksimum adalah sebanyak yang secara ekonomis mencapai optimal, yaitu sesuai
dengan
perhitungan
EOQ,
yang
nanti
akan dijelaskan
lebih
lanjut.
Jadi,
dapat
dibayangkan
bahwa
persis
pada
waktu
barang
habis,
pemesanan
barang
sejumlah
yang paling ekonomis tadi datang. Tetapi, ini perhitungan teori, artinya dalam
kenyataannya tidak dapat dijamin bahwa perencanaan dapat secara sempurna
terpenuhi. Ada kemungkinan pemakaian barang berubah dan meningkat secara
mendadak, ada kemungkinan barang yang dipesan datang terlambat, dan sebagainya.
Oleh
karena
itu,
dalam menentukan
minimum dan
maksimum ini,
sebaiknya
tidak
mengambil angka yang ekstrem tadi, tetapi ada faktor pengaman yang dapat dihitung
berdasarkan pengalaman.
Berdasarkan pemikiran tersebut, timbul formula Min-Maks untuk penggantian
kembali persediaan ini, yang sebagai contoh dapat diberikan sebagai berikut:
|
|
28
Q = Maks - Min
Q
= jumlah yang perlu dipesan untuk pengisian persediaan kembali
Min = persediaan minimum,
yaitu jumlah pemakaian selama waktu pemesanan
atau pembelian, yang dihitung dari perkalian antara waktu pemesanan
(dalam satuan
waktu)
dan
pemakaian
rata-rata
(dalam satuan
waktu)
ditambah dengan persediaan pengaman = (K x W) + S
Maks= persediaan
maksimum,
yaitu
jumlah
maksimum
yang
diperbolehkan
disimpan dalam persediaan, yang dihitung dari jumlah pemakaian selama
2
x
waktu pemesanan, yaitu perkalian antara 2 x waktu pemesanan dan pe-
makaian rata-rata selama satuan waktu tertentu = 2 (K x W)
dimana:
K
=
pemakaian barang rata-rata per satuan waktu (biasanya bulan)
W
=
waktu pemesanan dalam satuan waktu (biasanya bulan)
S
=
jumlah persediaan pengaman
2.3.1. Waktu Pemesanan
Waktu
pemesanan
atau
kapan
memesan
adalah
setiap
kali
persediaan
mencapai
titik
minimum.
Titik
di
mana
pemesanan
ini dilakukan dinamakan
juga
Titik Pemesanan Kembali (reorder point).
|
|
29
2.3.2. Jumlah Pemesanan
Ialah sebesar Q tadi. Cara perhitungan persediaan pengaman akan dijelaskan
dalam
bab
lain.
Waktu
pemesanan adalah
waktu
yang
diperlukan
untuk
memesan
atau membeli barang, dari pesanan dikeluarkan sampai barang tiba di gudang dan siap
untuk dipakai.
Formula
Min-Maks
tersebut
dapat dijelaskan lebih
lanjut
dengan
menggunakan angka, contohnya:
Pemakaian rata-rata per bulan
= 5 buah Waktu
pemesanan
= 2,5 bulan
Persediaan pengaman
= 1 bulan pemakaian
Persediaan minimum
= (2,5 x 5) + 5
= 17buah(dibulatkan)
Persediaan maksimum
= 2 x (2,5 x 5)
= 25 buah
Jadi, apabila jumlah persediaan sudah mencapai titik minimum, yaitu tinggal
17 buah, perlu dipesan lagi sebesar:
Q = Maks - Min
= 25-17
= 8 buah
Perhitungan tersebut hanyalah sebagai contoh.
Rumusnya sendiri
umumnya
sama seperti di atas, tetapi cara menghitung Minimum, Maksimum, dan Persediaan
Pengaman dapat berbeda dari perusahaan yang
satu ke perusahaan
yang
lain. Tiap-
|
|
30
tiap perusahaan, apabila menggunakan formula ini, dari waktu ke waktu, berdasarkan
pengalaman,
akan
me-ngembangkan
sendiri rumus
tadi
sedemikian
rupa
sehingga
mencapai suatu rumusan yang dianggap paling cocok dengan kebutuhan perusahaan.
Di atas telah disebutkan bahwa waktu pemesanan adalah waktu yang
diperlukan untuk memesan barang, yang apabila diperinci akan terdiri
dari unsur-
unsur yang cukup banyak, yaitu penjumlahan waktu yang diperlukan untuk:
1.
Menghitung apa dan berapa yang perlu dipesan;
2.
Menyiapkan dokumen tender/permintaan penawaran;
3.
Mencari sumber pembelian;
4.
Menyelenggarakan tender atau permintaan penawaran;
5.
Mengevaluasi tender atau penawaran harga;
6.
Menyiapkan surat pesanan/kontrak;
7.
Membuka L/C, kalau diperlukan;
8.
Pembuatan oleh pabrik;
9.
Pengiriman atau pengapalan barang;
10.
Bongkar muat di pelabuhan;
11.
Pemeriksaan bea cukai, kalau diimpor;
12.
Pembukaan peti dan pemeriksaan;
13.
Pengiriman ke gudang.
|
|
31
2.4.
Tata Letak Pabrik
2.4.1. Jenis-jenis Masalah Tata Letak Pabrik
Tata letak pabrik merupakan bagian kegiatan merancang fasilitas manufaktur.
Perancangan tala letak pabrik perlu direncanakan dengan baik dan benar.
Perancangan tata letak pabrik dipahami seolah-olah terkait dengan pendirian pabrik
baru. Padahal, tidaklah demikian. Pengaturan
kembali
fasilitas manufaktur
merupakan
bagian
kegiatan
merancang
tata
letak
yang
dikenal
dengan
istilah
penataan
kembali
atau relayout.
Ada
beberapa
hal
yang
mendorong
perlu
dilakukannya relayout sebagai bagian permasalahan dalam tata letak pabrik, yaitu:
1.
Perubahan rancangan; Kerap perubahan rancangan produk menuntut
perubahan proses atau operasi
yang diperlukan. Perubahan mungkin hanya
memerlukan penggantian sebagian kecil tata letak yang telah ada atau
berbentuk perancangan ulang tata
letak, tergantung pada perubahan-
perubahan yang terjadi. Kesimpulannya adalah
tata
letak perlu ditata
ulang
apabila perubahan rancangan produk menyebabkan adanya penambahan
atau penggantian salah satii atau beberapa jenis mesin yang telah ada.
2.
Perluasan departemen; Adakalanya, perusahaan ingin
menjawab kebutuhan
pasar dalam bentuk menambah produksi suatu produk atau komponen
tertentu
dan
mungkin
memerlukan
perubahan pada tata letak. Perubahan
mungkin hanya berupa penambahan sejumlah
mesin
yang
mudah
diatasi
dengan membuat ruangan atau mungkin memerlukan perubahan seluruh tata
letak
jika penambahan produksi menuntut perubahan proses.
|
|
32
Kesimpulannya adalah adanya peningkatan kapasitas produksi yang diikuti
penambahan sejumlah mesin mengakibatkan peningkatan kebutuhan ruang,
sehingga memerlukan penyesuaian atau penataan ulang tata letak yang telah
ada.
3.
Pengurangan departemen; Jenisnya kebalikan dari permasalahan di atas.
Apabila perusahaan ingin mengurangi sejumlah mesin tertentu karena ingin
menurunkan tingkat produksi maka ruangan yang tidak terpakai akan
berkurang dan
jarak antarmesin
atau proses
menjauh
pula.
Hal
demikian
mendorong perlunya menata kembali susunan mesin atau peralatan yang
telah ada.
4.
Penambahan
produk
baru;
Apabila
produk
baru
yang
berbeda
dari
yang
sudah
ada
diproduksi
pada
tata
letak
yang
sudah
ada
maka
masalah baru
akan muncul. Apabila penambahan produk baru membutuhkan jenis mesin
yang belum
ada,
maka perusahaan perlu mencari lokasi posisi mesin baru,
sehingga total jarak minimum. Namun, apabila penambahan produk baru
tidak
membutuhkan
penambahan
mesin jenis
baru,
maka
konsekuensinya
dapat
berupa penambahan
jumlah
unit
mesin tertentu. Akibatnya,
perusahaan membutuhkan ruangan untuk menempatkan penambahan jumlah
mesin.
Kesimpulannya
adalah
penambahan produk baru yang
mengakibatkan penambahan jenis mesin baru atau penambahan jumlah
mesin yang sudah ada membutuhkan penataan kembali tata letak yang sudah
ada.
|
|
33
5.
Pemindahan
departemen;
Adakalanya,
dengan
pertimbangan
keselamatan
atau pertimbangan tertentu perusahaan memindahkan lokasi mesin bahkan
sebuah
departemen.
Kebijakan
demikian akan mengacaukan aliran bahan
apabila tidak ditata ulang dengan baik. Kemudian, apabila perusahaan
menemukan aliran bahan yang kurang baik, maka perlu melakukan
pemindahan mesin atau departemen.
6.
Penambahan departemen baru; Masalah demikian bisa
muncul dari
harapan
untuk meningkatkan konsolidasi misalnya pekerjaan mesin bor dari seluruh
departemen ke dalam satu departemen terpusat. Hal
lainnya
mungkin
adanya akibat kebutuhan pengadaan suatu departemen untuk pekerjaan yang
belum pernah
ada
sebelumnya.
Penambahan
departemen
atau
jenis
mesin
bisa terjadi apabila perusahaan ingin memproduksi sendiri jenis komponen
yang selama ini dibeli. Fasilitas produksi untuk komponen tersebut tentunya
perlu disiapkan yang bisa berupa penambahan sebuah departemen baru.
7.
Perubahan metode produksi; Sebuah produk dibuat melalui proses produksi
tertentu. Upaya
meningkatkan produksi dapat dilakukan dengan perbaikan-
perbaikan
metode
produksi.
Akibat perubahan
metode
produksi
akan
memberi
pengaruh pada
tempat
kerja atau wilayah
kerja
yang
berdekatan.
Sementara itu, perusahaan perlu meningkatkan utilisasi ruang yang tersedia,
sehingga memerlukan penataan kembali fasilitas secara keseluruhan.
8.
Peremajaan peralatan
yang
rusak;
Kegiatan
perawatan
mesin dan peralatan
tentu membutuhkan ketersediaan ruang. Untuk mendukung kegiatan
|
|
34
perawatan
mesin
dan peralatan,
maka
perusahaan
perlu
mengatur
lokasi
yang sesuai berdasarkan aturan tingkat kedekatan.
9.
Penurunan
biaya; Pada
dasamya,
pemanfaatan ruang
yang sia-sia
merupakan biaya tersembunyi (hidden cost). Hal demikian dapat dijelaskan
berdasarkan
biaya
investasi
bangunan
yang
harus
didepresiasikan.
Sementara itu, ada ruang yang sama sekali tidak terpakai yang berarti biaya
yang dikeluarkan tidak memberikan manfaat atau nilai tambah apa pun.
10.
Pendirian
pabrik
baru;
Pembangunan
pabrik
baru
sudah
jelas
harus
merancang tata letak fasilitas yang dibutuhkan. Dalam hal ini, perancang
tidak dibatasi oleh banyak kendala. Penempatan sebuah fasilitas masih
relatif lebih bebas karena ruang yang tersedia masih kosong.
Perancangan tata letak fasilitas umumnya berawal dari salah satu jenis
masalah yang telah dijelaskan di atas. Relay out
merupakan
pekerjaan
yang
lebih
kompleks dibandingkan dengan merancang pabrik baru. Selain persoalan menjamin
kelancaran
produksi
tetap
terjaga,
pengaturan
dibatasi
pula
oleh persoalan
logika
keterkaitan dan ketersediaan ruang.
2.4.2. Ciri-ciri Tata Letak Pabrik Yang Baik
Dalam merancang
tata
letak
fasilitas
sebuah
pabrik,
tentunya
ada
ukuran-
ukuran di mana sebuah tata
letak dikatakan sudah baik. Tata letak pabrik yang baik
perlu
mempertimbangkan aspek-aspek sosial dan aspek-aspek teknik. Hal demikian
|
|
35
dikenal dengan
istilah socio-technical system. Ada beberapa ciri-ciri yang bisa
dijadikan patokan tata letak pabrik yang baik, yaitu:
1.
Keterkaitan kegiatan terencana;
Kriteria demikian
umumnya
diukur
secara
kualitatif menggunakan skor atau
kuantitatif
menggunakan
frekuensi
perpindahan.
Keterkaitan
kegiatan yang
terencana
bertujuan
menjaga
kelancaran dan
kemudahan
kegiatan proses
produksi
dan pendukung
lainnya.
2.
Pola aliran bahan terencana; Hal demikian terkait dengan pergerakan bahan
dari satu proses ke proses lainnya. Tujuannya adalah aliran tidak melompat
atau mundur, namun kurang ekonomis bila dipenuhi karena membutuhkan
investasi
yang
relatif
cukup
besar. Secara
fisik,
pola
aliran
bahan
yang
terencana akan terlihat mengalir dengan lancar tanpa terjadi bentrokan pada
sebuah lintasan yang bersilangan.
3.
Aliran
yang
lurus;
Pergerakan
bahan
dari
satu
proses
ke
proses
lainnya
diharapkan
lurus karena mengurangi potensi risiko kerusakan pun
merupakan
upaya
memperpendek jarak
perpindahan.
Pada
praktiknya,
ciri
ini sulit dipenuhi karena kendala ketersediaan ruang.
4.
Langkah
balik
(backtrack)
minimum;
Hal
demikian
terkait
dengan
jarak
perpindahan
bahan. Kemudian,
akibat
adanya
langkah
balik akan
mengganggu pergerakan maju bahan.
5.
Jalur
aliran tambahan; Perubahan
rancangan
produk atau
perubahan
proses
menuntut fleksibilitas fasilitas. Adanya jalur aliran tambahan bertujuan
|
|
36
meningkatkan
fleksibilitas. Hal demikian
merupakan bagian kajian jumlah
mesin atau peralatan.
6.
Gang yang lurus; Gang merupakan luasan yang disediakan untuk
memfasilitasi perpindahan bahan. Gang yang lurus bertujuan mempermudah
kelancaran aliran bahan. Perencanaan
gang merupakan bagian perencanaan
luas lantai.
7.
Pemindahan antar-operasi
minimum; Perpindahan bahan merupakan waste,
namun
tidak bisa dihindari. Karena pemindahan sebagai waste, maka
operasi
perlu
diminimumkan.
Pada umumnya,
tujuan
dicapai
dengan
menggabungkan
operasi,
sehingga
waktu yang dibutuhkan untuk
menyelesaikan produk bisa minimum pula.
8.
Metode pemindahan
yang
terencana;
Pemilihan
peralatan pemindahan
bahan sangat menentukan kelancaran pemindahan bahan yang efektif dan
efisien.
Penentuan
tipe
pemindahan
bahan
secara
manual
atau
berbantuan
alat bahkan otomasi merupakan proses merancang metode pemindahan yang
terencana. Metode pemindahan yang terencana pun akan menjaga kualitas
bahan yang dipindahkan.
9.
Jarak pemindahan
minimum;
Kriteria
total
jarak
yang
umum
mgin dicapai
dalam setiap perancangan
tata
letak.
Total
jarak
merepresentasikan
biaya
pemindahan dan keteraturan aliran bahan.
10.
Pemrosesan digabung dengan pemindahan bahan; Inti tujuannya adalah
minimalisasi waktu produksi. Penggabungan dapat dilakukan pada saat
|
|
37
merancang
metode kerja sebuah proses.
Penerapan
peta-peta
kerja
sangat
berperan untuk mencapai hal ini.
11.
Pemindahan bergerak dan penerimaan
menuju pengiriman; Kelancaran
pergerakan bahan sangat ditentukan awal dan akhir pergerakan bahan. Awal
pergerakan bahan adalah di gudang bahan
baku
dan
diakhiri
di
gudang
produk jadi. Pengelolaan pergerakan dapat dicapai saat menentukan pola
umum aliran bahan yang sesuai dengan kondisi areal pabrik yang tersedia.
12.
Operasi
pertama
dekat
dengan
penerimaan;
Kedekatan penerimaan dengan
operasi pertama bertujuan menghemat pemakaian ruang dan memperpendek
jarak perpindahan bahan.
13.
Operasi terakhir dekat dengan pengiriman; Kedekatan operasi terakhir
dengan area pengiriman bertujuan memperpendek jarak perpindahan bahan.
14.
Penyimpanan pada tempat pemakaian jika mungkin; Bahan yang akan
diproses disimpan pada area kerja bertujuan mempermudah proses dan
memperpendek waktu produksi.
15.
Tata letak fleksibel; Apabila terjadi perubahan, baik dari sudut volume
maupun penambahan tipe produk; maka tata letak yang baik haruslah
mampu memfasilitasinya. Pada analisis data dasar, hal demikian akan
dipertimbangkan, sehingga tata letak akan fleksibel.
16.
Mampu
mengakomodasi
rencana
perluasan
di
masa
datang;
Penambahan
jumlah
mesin
memberi
konsekuensi perluasan kebutuhan ruang. Dalam
perencanaan luas lantai, kemungkinan adanya perluasan ruang akan
|
|
38
dipertimbangkan,
sehingga
implementasi
kebijakan strategi
manajemen
dapat difasilitasi.
17.
Persediaan
setengah
jadi
atau
WIP
minimum;
Persediaan barang
setengahjadi
merupakan
biaya
yang tidak
memiliki
nilai
tambah.
Upaya
mengurangi jumlah barang setengah jadi dilakukan dengan cara
meminimalisasi
total
jarak perpindahan
bahan.
Apabila
total
jarak
perpindahan
bahan
minimum,
maka
waktu
produksi
minimum pula.
Kemudian, keseim-bangan lintasan dicapai dengan cara menghindari
terjadinya bottleneck.
18.
Sesedikit mungkin bahan yang tengah diproses; Bahan yang tengah diproses
dan berjumlah banyak berarti banyak bahan yang akan menumpuk.
Penumpukan bahan yang terlalu banyak berarti penyediaan luas lantai
menjadi lebih besar dan jumlah barang setengah jadi pun meningkat.
19.
Pemakaian seluruh
lantai pabrik maksimum; Seluruh luas lantai
yang ada di
pabrik
harus dimanfaatkan dengan
maksimal. Tujuannya adalah
memberikan nilai tambah terhadap luas lantai yang tersedia.
20.
Ruang penyimpanan
yang cukup; Produk atau komponen yang telah selesai
harus disimpan
dalam fasilitas
yang baik.
Agar penumpukan produk
dan
komponen tidak menyebabkan kerusakan,
maka
perusahaan
perlu
menyediakan
fasilitas
yang
memadai, baik
luas
lantai
maupun
sistem
penyimpanannya.
|
|
39
21.
Penyediaan
ruang
yang
cukup
antar
peralatan;
Sebuah
pabrik
akan
berisi
banyak mesin, baik kuantitas maupun jenisnya. Setiap mesin akan
disediakan ruang menjadi sebuah stasiun kerja. Kedekatan antarstasiun kerja
tidak
dibenarkan
saling
mengganggu
kelancaran kegiatan manufakturnya.
Dalam hal ini, perlu ada kelonggaran (allowance).
22.
Bangunan didirikan di sekeliling tata letak; Sebuah pabrik tidak hanya
terdiri atas mesin dan peralatan, tetapi fasilitas pendukung produksi lainnya.
Pengaturan bangunan di sekeliling pabrik bertujuan memudahkan para
pekerja mengakses setiap bangunan unruk keperluan koordinasi.
23.
Bahan diantar ke pekerja dan diambil dari tempat kerja. Sebaiknya, operator
sebuah mesin tidak bertugas ganda dengan harus mengantar bahan ke proses
berikutnya. Maksudnya adalah menghindarkan waktu delay bahan yang
tidak perlu.
24.
Sesedikit mungkin jalan kaki antar-operasi produksi; Sebaiknya, pergerakan
bahan antar-operasi tidak diikuti oleh pergerakan operator. Apabila operator
harus berjalan kaki untuk menyelesaikan operasi berikutnya, maka akan
menambah
waktu.
Pergerakan
jalan kaki
operator
tidak
memunyai
nilai
tambah.
25.
Penempatan yang tepat untuk fasilitas pelayanan produksi dan pekerja;
Kedekatan
antara fasilitas pendukung dan produksi bertujuan
memudahkan
koordinasi.
Agar
fasilitas
pelayanan
tidak
terganggu
oleh kebisingan
atau
|
|
40
debu,
perusahaan
perlu
merancang bangunan
yang
mampu
mereduksi
gangguan.
26.
Alat pemindah mekanis dipasang pada tempat yang sesuai; Penggunaan alat
pemindah harus sesuai kebutuhan. Pemindahan bahan
merupakan kegiatan
yang tidak memiliki nilai tambah. Apabila pemindahan ditambah investasi
peralatan yang cukup mahal, maka akan menambah beban biaya bagi
perusahaan.
27.
Fungsi
pelayanan pekerja cukup; Fasilitas
yang dibutuhkan oleh para
pekerja harus tersedia, misalnya kantin, tempat sholat, toilet,
kamar
ganti,
dan sebagainya. Fasilitas akan memberikan kenyaman bagi para pekerja.
Kenyamanan
pekerja
merupakan
faktor
penting
dalam meningkatkan
produktivitas.
28.
Pengendalian
kebisingan,
kotoran,
debu,
asap,
dan
kelembaban
memadai;
Stasiun kerja dan pabrik secara keseluruhan harus memberikan jaminan bagi
pekerja
untuk
tidak
menimbulkan
penyakit
akibat
kerja.
Kesehatan
kerja
bagi para pekerja merupakan faktor penting dalam produktivitas.
29.
Waktu
pemrosesan bagi
waktu produksi
total
maksimum; Waktu produksi
total terdiri atas waktu pemrosesan dan waktu pemindahan bahan.
Sebaiknya, waktu pemindahan dapat diminimumkan karena tidak memiliki
nilai tambah sehingga dapat dimanfaatkan untuk memaksimumkan waktu
pemrosesan.
|
|
41
30.
Sedikit mungkin pemindahan bahan; Apabila mungkin, maka seluruh proses
yang dibutuhkan tidak mengalami pemindahan dengan tujuan minimalisasi
total waktu produksi.
31.
Pemindahan
ulang
minimum; Terjadinya
pemindahan ulang
akibat
terjadinya rework perlu dihindari. Pemindahan berulang akan berarti
pemborosan waktu produksi. Stasiun kerja harus didukung fasilitas yang
mencegah terjadinya rework atau dengan proses menetapkan kualifikasi
operator yang sesuai.
32.
Pemisah
tidak
mengganggu
aliran
barang;
Sebuah
fasilitas
kadang
perlu
diberi dinding pemisah dengan pertimbangan keselamatan. Pembuatan
dinding
pemisah sebaiknya tidak mengganggu aliran bahan karena
pergerakan bahan sangat diinginkan selancar mungkin.
33.
Pemindahan bahan oleh buruh
langsung sesedikit
mungkin;
Operator
sebaiknya tidak berfungsi
ganda,
yaitu turut
serta
mengantar bahan.
Dua
dampak negatifhya adalah potensi delay dan pemborosan waktu.
34.
Pembuangan bahan sisa sekecil
mungkin; Metode produksi
yang dirancang
harus
mampu
memanfaatkan
bentuk dasar bahan
baku.
Tujuannya
adalah
meminimalisasi buangan. Buangan bukan hanya pemborosan, tetapi harus
difasilltasi tempat pembuangan. Artinya, biaya fasilitas meningkatkan pula.
35.
Penempatan yang pantas bagi bagian penerimaan dan pengiriman;
Penerimaan
dan
pengiriman
bisa
digabungkan.
Pola
umum
aliran
bahan
akan
menunjukkan penempatan
penerimaan dan pengiriman
yang
sesuai.
|
|
42
Pola
umum aliran bahan
merupakan bagian dukungan
terhadap kelancaran
aliran bahan.
2.4.3. Prosedur Tata Letak Pabrik
Dalam membuat sebuah tata letak pabrik, ada langkah-langkah yang berurutan
sebagai
prosedur tata
letak
pabrik.
Berikut
adalah
uraian
beberapa
prosedur
yang
telah dikembangkan oleh Apple, Reed, Muther, dan algoritmik.
Apple telah mengusulkan urutan langkah-langkah yang cukup rinci dalam
membuat tata letak pabrik sebagai berikut:
1.
Mengumpulkan data dasar.
2.
Menganalisis data dasar.
3.
Merancang proses yang produktif.
4.
Merencanakan bentuk aliran bahan.
5.
Mempertimbangkan rencana pemindahan bahan secara umum.
6.
Menghitung keburuhan mesin dan peralatan.
7.
Merencanakan stasiun kerjamandiri.
8.
Memilih peralatan pemindahan bahan yang spesifik.
9.
Mengkoordinasikan kelompok-kelompok operasi yang terkait.
10.
Merancang interrelationship aktivitas.
11.
Menentukan kebutuhan penyimpanan.
12.
Merencanakan aktivitas pelayanan dan tambahan (auxiliary).
13.
Menentukan kebutuhan ruang.
|
|
43
14.
Mengalokasikan aktivitas-aktivitas pada ruang yartg telah direncanakan.
15.
Mempertimbangkan tipe-tipe bangunan.
16.
Mengonstruksi tata letak induk.
17.
Mengevaluasi, menyesuaikan, dan memeriksa tata letak dengan pihak-pihak
terkait.
18.
Mengajukan persetujuan.
19.
Menginstal tata letak.
20.
Menindaklanjuti implementasi tata letak.
Reed
telah
merekomendasikan
istilah
systematic plan of attack sebagai
langkah-langkah yang diperlukan dalam perencanaan dan persiapan tata letak dengan
urutan sebagai berikut:
1.
Menganalisis produk-produk yang akan dibuat.
2.
Menentukan proses yang dibutuhkan.
3.
Mempersiapkan peta-peta rencana tata letak.
4.
Menentukan stasiun kerja.
5.
Menganalisis kebutuhan area penyimpanan.
6.
Menetapkan lebar gang minimum.
7.
Menetapkan kantor yang dibutuhkan.
8.
Mempertimbangkan fasilitas dan pelayanan bagi para pekerja.
9.
Melakukan survei pelayanan pabrik.
10.
Melengkapi fasilitas terhadap kemungkinan ekspansi.
|
|
44
Menurut Reed, peta-peta rencana tata letak sangat penting agar proses
membuat
tata
letak
sepenuhnya
berhasil dengan
baik.
Adapun,
peta-peta
yang
diperlukan adalah:
1. Proses aliran (flowprocess) termasuk operasi, transportasi, penyimpanan, dan
inspeksi.
2. Waktu standar untuk setiap operasi.
3. Pemilihan dan penyeimbangan mesin yang dibutuhkan.
4. Pemilihan dan penyeimbangan operator yang dibutuhkan.
5. Kebutuhan pemindahan bahan.
Systematic Layout Planning (SLP)
merupakan prosedur
yang dikembangkan
oleh Muther dengan menganalisis aliran material
dan
identifikasi
kegiatan-kegiatan
pokok yang harus difasilitasi. Keduanya selanjutnya dianalisis menggunakan
peiafrom - to. Peta row - to akan menghasilkan tingkat kedekatan setiap fasilitas yang
diwujudkan dalam diagram keterkaitan. Penyusunan diagram keterkaitan memerlukan
rencana kebutuhan ruang dan dibatasi dengan ketersediaan ruang. Perencanaan
tentatif tata letak memerlukan kebijakan perusahaan dan pertimbangan dari faktor-
faktor eksternal. Misalnya adalah kecenderungan kebutuhan pasar masa datang yang
harus dipenuhi, namun perusahaan memunyai keterbatasan sumber daya, sehingga
harus
mengambil kebijakan
khusus
untuk
tata letaknya.
Sebaiknya,
rencana
tentatif
menghasilkan beberapa alternatif
yang akan dievaluasi
guna dipilih sebagai
rencana
yang
akan
diimplementasikan.
SLP
cukup populer
dan
banyak
dirujuk
sebagai
kerangka kerja dalam merencanakan dan
merancang
tata
letak pabrik. Secara
garis
|
|
45
besar, SLP terdiri atas tiga bagian, yaitu fase analisis, fase pencarian, dan fase
pemilihan.
Kita dapat pula memakai konsep Engineering Approach
sebagai
pendekatan untuk merancang tata letak pabrik. Pendekatan terdiri atas beberapa
langkah, yaitu:
1. Mengidentifikasi masalah.
2. Mengumpulkan data.
3. Memformulasikan model dari masalah.
4. Mengeonbangkan algoritma penyelesaian model.
5. Membangun alternatif, mengevaluasi, dan memilih.
6. Mengimplementasikan solusi.
7. Tinjauan terus-menerus setelah implementasi.
2.5.
Tata Letak Gudang
2.5.1. Prinsip-prinsip Perencanaan Tata Letak Gudang
Kelancaran aktivitas produksi sebuah pabrik secara umum dipengaruhi oleh
ketersediaan suku cadang. Aktivitas pokok dalam operasi gudang adalah penerimaan,
penyimpanan,
dan
pengiriman.
Sistem
penyimpanan dibentuk dari elemen-elemen,
yaitu: space, peralatan pemindahan bahan, operator,
accessibility, dan proteksi.
Masalah esensial
yang perlu diselesaikan dalam penataan
sistem penyimpanan
yang
telah ada saat ini adalah penyiapan rencana perbaikan sistem penyimpanan yang lebih
terfokus.
Tujuannya
adalah
penilaian terhadap
tata
letak
penyimpanan
berdasarkan
|
|
46
kaidah-kaidah ergonomis sebagai dasar penyusunan rencana perbaikan sistem
penyimpanan. Manfaat penilaian ergonomi adalah perumusan yang lebih menyeluruh
terhadap rencana perbaikan sistem penyimpanan. Dengan demikian, perusahaan dapat
melakukan perbaikan dengan efisien dan efektif, Tujuan penyimpanan dan fungsi-
fungsi gudang antara lain adalah maksimalisasi utilisasi sumber daya seiring dengan
pemenuhan elemen-elemen kepuasan pelanggan
atau
maksimalisasi pelayanan
pelanggan dengan kendala ketersediaan sumber daya. Sumber daya penyimpanan dan
gudang adalah luas lantai, peralatan, dan personalia. Kebutuhan pelanggan pada
penyimpanan dan fungsi-fungsi gudang adalah kemampuan mendapatkan barang
yang diinginkan dengan cepat dan barang dalam kondisi yang baik.
Oleh
karena
itu,
banyak
ahli
mengatakan
bahwa
dalam merencanakan
dan
merancang sistem penyimpanan dan
gudang kita patut
mempertimbangkan beberapa
obyektif, yaitu: utilisasi luas lantai, utilisasi peralatan, utilisasi pekerja, kemudahan
akses seluruh barang, dan perlindungan terhadap seluruh barang. Perencanaan untuk
maksimalisasi
peralatan membutuhkan
pemilihan
peralatan yang sesuai
dan
dalam
jumlah optimal. Obyektif utilisasi pekerja berkaitan dengan penentuan jumlah pekerja
yang
dibutuhkan; baik dalam
kegiatan penenmaan, penyimpanan,
pengiriman,
maupun
kegiatan
perkantoran.
Perencanaan
untuk
kemudahan
akses seluruh
barang
merupakan
sebuah
isu
penting
dalam tata
letak
penyimpanan.
Sebaliknya,
perlindungan
terhadap
seluruh
barang secara
langsung
dilakukan
mulai
dari
penyimpanan barang pada luas lantai yang cukup dengan peralatan yang tepat melalui
pekerja yang terlatih dalam tata letak yang terencana.
|
|
47
Tata
letak penyimpanan
merupakan
bagian
sistem pergudangan
yang
terdiri
atas
bermacam
aktivitas.
Sistem pergudangan terkesan
sebagai
sistem
sederhana
karena operasi penyimpnnan hanya didominasi kegiatan utamanya, yaitu menyimpan
barang-barang. Maka, kita perlu memahami
bahwa
elemen-elemen kegiatan
penyimpanan
merupakan salah satu
bagian proses mendapatkan barang-barang dari
dalam dan
luar
gudang. Adapun, beberapa kegiatan
yang terdapat di banyak gudang
adalah:
penerimaan; put
away;
penyimpanan; order
picking;
periyortiran;
packing;
pengiriman; dan beberapa kegiatan tambahan lainnya seperti prapengemasan,
pelabelan
harga,
cross-docking,
dan
pengisian (replenishment). Setiap jenis gudang
tentu memiliki spesifikasi aktivitas sesuai dengan misi dan fungsinya. Pada gudang
suku cadang, seluruh aktivitas
di atas akan memunyai proporsi
kontribusi
yang
berbeda dengan jenis gudang produk jadi atau bahan baku. Sebagai konsekuensinya,
perencanaan tata
letak penyimpanan
tentu diarahkan pada pencapaian obyektif
yang
mengakomodasi misi dan fungsi setisp jenis gudang.
Beberapa literate mendefinisikan
obyektif
perencanaan
tata
letak
penyimpanan sebagai efisiensi luas lantai, penyediaan alat pemindahan bahan yang
efisien, minimalisasi biaya penyimpanan, fleksibilitas, dan penjagaan barang yang
efektif.
Obyektif-obyektif
di
atas
dalam sperencanaan
tata
letak
penyimpanan
akan
melibatkan koordinasi antara pekerja, peralatan,
dan
luas
lantai.
Kesempurnaan
perencanaan tata letak penyimpanan perlu didukung oleh.prinsip-prinsip berikut:
popularitas,
kemiripan,
ukuran,
karakteristik, dan
utilisasi
luas
lantai.
Kita
perlu
memadukan
kelima
prinsip
dengan
obyektif perencanaan. Kita
perlu
mengevaluasi
|
|
48
kembali tata letak penyimpanan yang digunakan saat ini agar bisa meningkatkan
efektivitas pelayanan. Evaluaasi demikian menjadi penting apabila kondisi nyata di
lantai penyimpanan
menunjukkan adanya varian yang relatif tinggi terhadap sistem
informasi
persediaan.
Apabila
varian
terjadi, maka
ada
indikasi
mekanisme
dan
fasilitas penyimpanan tidak bekerja sesuai rencana. Kemungkinan lainnya adalah
perencanaan tata letak penyimpanan kurang memperhatikan obyektif dan prinsip
yang seharusnya terpadu. Hal demikianlah
yang
mendorong
perlunya
dilakukan
assessment ergonomis terhadap tata letak yang digunakan saat ini guna mengetahui
sumber-sumber
yang kurang efisien agar dapat diperbaiki. Ergonomi
menjadi sudut
pandang assessment karena secara
ideal perencanaan dan perancangan sebuah
fasilitas harus sesuai dengan peranan dan fungsi pokoknya. Komponen-komponen
fasilitas penyimpanan akan terdiri atas pekerja, peralatan, dan lingkungan fisik kerja.
Peranan manusia dalam hal ini akan didasarkan pada kemampuan dan
keterbatasannya, terutama yang berkaitan dengan aspek pengamatan, kognitif, fisik,
maupun psikologisnya.
Pada
kasus
perbaikan
sistem pergudangan,
langkah
strategis
yang
perlu
dilakukan
adalah
mengevaluasi
sumber-sumber yang kurang efisien. Berikutnya
adalah uraian sebuah studi kasus evaluasi sistem penyimpanan pada gudang suku
cadang
yang
memiliki
jenis dan
jumlah
barang
cukup banyak.
Maksud
dan
tujuan
studi adalah
menilai kondisi tata letak penyimpanan yang digunakan saat ini untuk
mengetahui
sumber-sumber
ketidakefisienan sebagai
dasar
perencanaan
perbaikan.
Pentingnya
studi
dilakukan
karena
gudang
suku
cadang
belum pernah
melakukan
|
|
49
evaluasi secara
teknis dan ergonomis. Oleh karena
itu,
ada
dugaan bahwa
gudang
suku cadang memiliki potensi masalah yang sepatutnya perlu diidentifikasi untuk
perbaikan. Studi dilakukan dengan fokus pada penilaian terhadap kondisi
tata
letak
penyimpanan dengan mengacu pada obyektif-obyektif dan prinsip-prinsip yang
sepatutnya berlaku pada sebuah gudang.
Kita perlu melakukan perencanaan perbaikan, misalnya ada beberapa temuan
dari hasil stock opname yang mengindikasikan tata letak saat ini perlu perbaikan.
Sebagai contoh, indikasinya adalah lokasi ganda dan sulitnya mencari lokasi sebuah
barang. Selanjutnya, saat ini perusahaan bukannya menggunakan
lokasi, tetapi area,
sehingga
lokasi didefinisikan berdasarkan letak barang. Pengalokasian lokasi seperti
demikian
menunjukkan
bahwa
lokasi
akan hilang
apabila
barang
sudah
tidak
digunakan karena
lokasi
melekat pada barang. Seharusnya, lokasi direncanakan dan
barang yang berlainan jenis bisa
mengisi lokasi. Sistem update lokasi tidak terjadi,
tetapi updating hanya pada jenis barang yang mengisi lokasi tertentu.
2.5.2. Perencanaan Tata Letak Gudang
Tujuan dari perencanaan layout dari bagian penyimpanan atau gudang yaitu :
1. Untuk efektivitas dari penggunaan ruang
2. Memberikan material handling yang efisien.
3. Untuk meminimalkan biaya penyimpanan ketika memenuhi pelayanan pada level
tertentu
4. Untuk memberikan fleksibilitas maksimum
|
|
50
5. Untuk menyediakan pengaturan rumah tangga produksi yang baik
Untuk
melengkapi
dan
memenuhi
tujuan ini, maka beberapa
prinsip/faktor/kriteria
untuk
penerapan
area
penyimpanan
harus
diintegrasikan.
Faktor-faktor tersebut antara lain :
-
Faktor Komoditi
-
Faktor Space Utilization
Faktor Komoditi sendiri dapat dibagi menjadi 4 kriteria, yaitu :
1. Popularity (popularitas)
Hukum
Pareto
menyatakan,
85%
kesejahteraan
di
dunia
dimiliki atau
dipegang oleh 15% orang”. Hukum Pareto ini seringkali diterapkan pada popularitas
dari material yang disimpan. Biasanya, 85% turnover material hanya dilakukan oleh
15% material yang disimpan. Untuk memaksimalkan pengambilan, maka 15%
material populer harus disimpan dengan jarak tempuh yang minimal. Dalam
kenyataannya, material
disimpan sehingga jarak tempuh (jangkauan) berkebalikan
secara relatif dengan popularitas material. Jarak
tempuh
ini
dapat
diminimalkan
dengan menyimpan item popular pada daerah/area penyimpanan (deep storage areas)
dan menempatkan material untuk meminimalkan jarak tempuh
total.
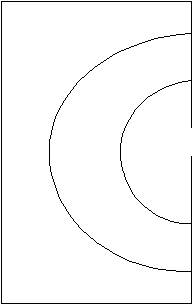
Pada gambar
dapat
dilihat bahwa
dengan
menyimpan
material
dalam
bentuk deep
storage
(penataan bertingkat) maka jarak tempuh ke material lain lebih kecil daripada
material
yang
disimpan
dalam shallow
areas (penataan
melebar).
Apabila
material
memasuki dan meninggalkan gudang dari titik yang sama maka material yang
popular dapat diposisikan sedekat mungkin dengan titik tersebut. Selanjutnya apabila
|
 51
material memasuki dan meninggalkan area gudang dari titik yang berbeda dan
diterima serta
dikirimkan
dalam
jumlah
yang
sama,
material
yang paling
populer
harus
diposisikan sepanjang
rute
secara
langsung
diantara
titik
kedatangan
dan
keberangkatan. Hal ini juga berlaku untuk kondisi sebaliknya yaitu area masuk dan
pergi berbeda dan jumlah penerimaan serta pengiriman berbeda, maka material yang
paling popular memiliki rasio penerimaan ataupun pengiriman terkecil dan
ditempatkan dekat dengan titik pengiriman sepanjang rute yang langsung dilewati
antara
titik
masuk dan keluar
tersebut. Akhirnya,
material
yang
popular
memiliki
rasio pengiriman/penerimaan terbesar sehingga harus diposisikan dekat dengan titik
penerimaan sepanjang rute angsung yang dilewai antara titik masuk dan keluar. (rasio
penerimaan / pengiriman tidak
lebih dari
rasio
jarak
tempuh
untuk penerimaan dan
jarak tempuh untuk pengiriman suatu material)
Gambar2.1 Penyimpanan material berdasarkan popularity
|
|
52
2. Similarity (kesamaan)
Prinsip kedua dari pengaturan layout penyimpanan yaitu berdasarkan
kesamaan dari
material
yang disimpan.
Sebagai contoh,
dalam gudang spare part
otomotif, komponen karburator dismpan bersama-sama dengan komponen sistem
pembuangan lainnya. Seorang konsumen tidak suka untuk memesan karburator yang
baru dan selangnya. Hal ini akan lebih disukai apabila selang yang ada sudah
termasuk
dalam pesanan
selang
gasket
ketika
karburator
itu
diminta.
Dengan
menyimpan komponen yang memiliki kesamaan maka, jarak tempuh untuk order
pengambilan maupun penerimaan dapat diminimalisir.
3. Size (ukuran)
Memiliki
komponen
kecil
yang
disimpan dalam
ruang
yang didesain untuk
komponen
besar
adalah
tindakan
pemborosan. Umumnya, sering dijumpai bahwa
komponen
yang besar tidak dapat disimpan pada rak (sesuai dengan popularitasnya
atau
kesamaan)
karena
tidak
muat.
Untuk
mengurangi
hal
ini
maka,
variasi
dari
ukuran lokasi penyimpanan harus diberikan. Apabila kendala yang dihadapi adalah
ketidakpastian
ukuran dari material
yang disimpan maka rak
yang adjustable (dapat
dipindahkan atau diatur sesuai dengan keinginan) dapat digunakan untuk
mengatasi
hal itu.
Secara
umum,
material
berat
dan
berjumlah
banyak
harus disimpan
dekat
dengan
titik
pemakaian.
Maka,
perancangan dari
ruangan
juga
berdasarkan
dari
kemudahan penanganan dan popularitas dari komponen. Apabila dijumpai dua
komponen
yang
sama
populer,
sama
banyak
maka
komponen
yang
paling
mudah
|
|
53
pemindahannya akan ditempatkan dekat dengan titik pemakaiannya. Apabila salah
satu komponen
lebih
popular dari komponen lainnya
tapi
komponen
yang
kurang
popular itu ternyata penanganannya lebih mudah maka harus dibandingkan (trade off)
untuk menentukan posisi komponen tersebut.
Jika
ukuran
dari
komponen
menjadikan
beban lantai bermasalah maka
komponen
yang
lebih berat
disimpan
pada
area
yang
memiliki
beban
terendah.
Komponen ringan, mudah dipindahkan harus disimpan pada area yang memiliki
beban lebih besar.
4. Characteristics (karakteristik)
Karakteristik dari komponen yang disimpan
dan ditangani seringkali
berlawanan dengan metode yang diindikasikan oleh popularitas, kesamaan dan
ukuran mereka. Beberapa karakteristik komponen yang penting yaitu :
1. Perishable materials (komponen yang mudah rusak)
Komponen ini membutuhkan penanganan kontrol lingkungan yang serius dan
juga penentuan shelf life harus dipertimbangkan.
2. Oddly
shaped
and
crushable
items
(komponen
bentuk
khusus
dan
mudah
rusak)
Komponen tertentu tidak akan sesuai dengan area penyimpanan yang tersedia.
Pada komponen
dengan bentuk khusus tersebut membutuhkan penanganan
yang cenderung bermasalah karena jika komonen tersebut harus disimpan
maka dibutuhkan ruang khusus yang terbuka untuk penyimpanannya. Apalagi
jika komponen tesebut mudah rusak atau dapat rusak karena ketidaksesuaian
|
|
54
kelembaban maka metode penyimpanan dan satuan unit penyimpanan harus
disesuaikan.
3. Hazarduous materials (Komponen berbahaya)
Komponen seperti cat, varnish, propane, dan bahan kimia yang mudah
terbakar
membutuhkan penyimpanan
yang terpisah. Kode keselamatan
harus
dicek dan langsung diikuti oleh seluruh komponen yang mudah terbakar atau
meledak.
Asam dan
komponen
berbahaya
lainnya
harus
dipisahkan
untuk
mengurangi kecelakaan terhadap pekerja.
4. Security items (Komponen dengan pengamanan khusus)
Hampir semua komponen dapat hilang. Untuk komponen dengan pengamanan
khusus seringkali menjadi target yang mudah hilang. Komponen ini sebaiknya
diberikan perlindungan tambahan di dalam area penyimpanan.
5. Compatibility (Kecocokan / kesesuaian)
Beberapa
bahan kimia
tidak
berbahaya ketika disimpan
sendiri,
tapi
mudah
menguap jika bercampur dengan unsur lain. Beberapa material tidak
membutuhkan penyimpanan khusus tapi dapat dengan mudah terkontaminasi
dengan
material
lain apabila
ditempatkan
bersama-sama.
Maka
perlu
dipertimbangkan
penyimpanan
bercampur ini agar tidak menemui
permasalahan.
|
|
55
2.5.3. Space Utilization (utilitasasi ruangan)
Perencanaan ruang termasuk juga
menentukan kebutuhan area yang
digunakan untuk penyimpanan komponen.
Maka
dengan
mempertimbangkan
popularitas, kesamaan, ukuran dan karakteristik material, suatu layout dari pemakaian
ruang harus dikembangkan
utnuk memaksimalkan utilitas ruangan dalam memenuhi
kebutuhan penyimpanan. Beberapa hal yang dapat dijadikan pertimbangan yaitu :
1. Konservasi ruangan
Konservasi ruangan termasuk di dalamnya maksimalisasi pemusatan
dan
pemanfaatan
penumpukan
serta
minimalisasi honeycombing.
Maksimalisasi
konsentrasi
ruangan
mampu
meningkatkan fleksibilitas
dan
kapabilitas dari penanganan komponen dalam jumlah besar.
2. Limitations of Space (limit ruangan)
Pemanfaatan ruangan dapat dibatasi oleh rangka bangunan, tinggi
atap, beban
lantai, kuda-kuda bangunan dan kapasitas maksimum dari
penumpukan. Kemampuan lantai untuk menahan beban merupakan hal yang
harus
diperhatikan
pada
penyimpanan
dengan fasilitas
multistory.
Dampak
negatif dari rangka bangunan dalam pemanfaatan
ruang
dapat diminimalisir
dengan menyimpan komponen
mengelilingi rangka bangunan dengan teratur.
Beban tumpukan komponen yang aman,
termasuk komponen yang mudah
rusak dan kestabilan komponen harus diperhatikan. Sebaiknya, komponen
yang diambil secara langsung harus ditegakkan sehingga operator tidak
mengalami kesulitan dalam mengambilnya.
|
|
56
3. Accessibility (Jangkauan)
Pemanfaatan ruangan yang terlalu padat akan mengakibatkan kesulitan
dalam pengambilan ruangan.
Lorong
harus dirancang agar cukup
lebar untuk
pergerakan pemindahan material yang efektif dan dialokasikan sedemikian
rupa
sehingga
tiap-tiap
blok
penyimpanan
dapat
dijangkau. (Tompkins,
hal
427-434)
2.5.4. Prinsip Jalan Lintasan (aisles)
Prinsip
ini diterapkan dalam area kunci fungsi warehouse.
Area
fungsi
tersebut
adalah
fungsi
penerimaan,
transportasi,
pembukaan,
penyortiran,
penghitungan, penyimpanan, order-pick (distribusi), pemilihan, pengepakan, dan
pengiriman. Layout aisle warehouse yang layak meningkatkan produktivitas
transportasi operator warehouse, mengurangi resiko kerusakan barang dan peralatan,
dan
memudahkan perpindahan peralatan dan operator diantara
fungsi tersebut.
Dengan dimensi aisle tersebut, maka operasi
warehouse
memperoleh produktivitas
yang memuaskan, pengurangan rusaknya barang dan peralatan, menjadi lebih untung,
dan menyediakan pelayanan yang lebih baik kepada konsumen. (Mulcahy, hal 3.9)
Bentuk dan ukuran aisle tergantung oleh :
1. tipe peralatan pemindah bahan yang digunakan
2. tipe dari rak yang digunakan
Bila
yang
digunakan
adalah
forklift, maka
dapat dipilih
aisle
sempit.
Sedangkan bila yang digunakan adalah traktor maka diperlukan aisle
lebar. Apabila
|
|
57
i
digunakan rak dua sisi maka setiap rak harus dipisahkan untuk memudahkan
penyimpanan/pengambilan.
Pengaturan
ini
akan
menambah
ruang
untuk aisle
tapi
mengurangi ruang penyimpanan.
2.5.5. Pengukuran Jarak
Pengukuran yang sesungguhnya tergantung dari ketersediaan personel, waktu
pengumpulan
data
serta
tipe
material
handling yang digunakan. Ada beberapa cara
pengukuran jarak yang digunakan, yaitu sebagai berikut :
-
Euclidean
Pengukuran dengan cara ini mengukur jarak dengan garis lurus dari pusat
(center) setiap fasilitas. Meskipun dalam keadaan tertentu tampak tidak realistis, akan
tetapi cara ini adalah cara yang paling umum digunakan. Hal ini dikarenakan karena
kegunaannya dan kemudahan untuk dimengerti dan kemudahan dalam pembuatan
modelnya.
Dengan memperhatikan notasi pada gambar
x
i
: koordinat x pusat dari fasilitas i
y
i
: koordinat y pusat dari fasilitas i
d
ij
: jarak antara pusat fasilitas i dan j
Perhitungan jarak menggunakan,
d
ij
=
[
(
x
-
x
j
)
2
+
(y
-
y
j
)
2
]¹
2
...................................................................... (2.1)
|
 58
i
i
Fasilitas j
(x
j
,y
j
)
(x
i
,y
i
)
(xi - xj)
Fasilitas i
Gambar 2.2 Pengukuran Jarak
-
Squared Euclidian
Sesuai
dengan
namanya,
pengukuran
ini
adalah
kuadrat
dari euclidian.
Pengkuadratan mengakibatkan pembebanan lebih besar kepada pasangan fasilitas
yang berjauhan daripada pasangan yang berdekatan. Penggunaan cara ini kurang
banyak
digunakan
dalam
aplikasi-aplikasi. Perhitungan jarak ini menggunakan
Squared Euclidian,
d
ij
=
[
(
x
-
x
j
)
2
+
(
y
-
y
j
)
2
]
......................................................................... (2.2)
-
Rectilinear
Pengukuran
rectilinear juga
dinamakan
Manhattan,
sudut
siku-siku
atau
rectangular. Cara ini banyak digunakan karena
mudah dihitung, mudah dimengerti
dan tepat untuk berbagai masalah praktis. Jarak rectilinear digambarkan dalam garis
horisontal dan garis vertikal. Perhitungan jarak menggunakan rectilinear,
d
ij
=
x
i
-
x
j
+
y
i
-
y
j
.................................................................................. (2.3)
|
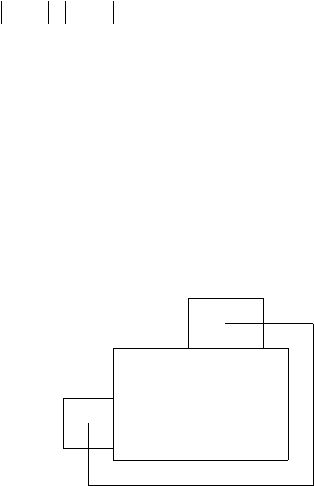 59
i
-
Tchebychev
Pengukuran ini berdasar masalah pergerakan material pada fasilitas
permesinan
berat
dengan
melalui crane
dengan
gerakan
x
dan
y.
Waktu
untuk
mencapai pusat dari fasilitas adalah
tergantung dari
nilai
yang
lebih besar antara x
dan y. Jadi perhitungan jarak menggunakan Tchebychev,
d
ij
=
max
(
x
-
x
j
+
y
i
-
y
j
)
........................................................................ (2.4)
-
Aisle Distance
Jarak aisle distance berbeda dari cara pengukuran lainnya, karena merupakan
jarak yang sebenarnya. Jarak ini melalui aisle yang dilakukan pe
ralatan material
handling. Cara ini merupakan cara utama pada masalah layout manufacturing.
Karena jalur material handling tidak ada pada desain awal cara ini hanya digunakan
dalam perencanaan evaluasi saja.
Fasilitas j
d
Fasilitas i
b
d
ij
=
a
+
b
+
c
+
d
Gambar 2.3 Aisle Distance
........................................................................................... (2.5)
|
|
60
2.6.
Kebijakan Penyimpanan (Storage Policy)
Secara garis besar, ada dua kebijakan tentang penyimpanan barang yang
datang di gudang. (Tompkins, hal 420) Kebijakan tersebut berdasarkan lokasi tempat
barang tersebut diletakkan pada gudang. Kebijakan penyimpanan tersebut yaitu :
1.
Random storage policy
Merupakan kebijakan yang paling mudah.
Kebijakan
penyimpanan
secara
acak, dimana menyimpan barang yang datang pada sembarang tempat yang tersedia.
Apabila ada lebih dari satu
lokasi penyimpanan yang tersedia, secara
teoritis barang
yang datang mempunyai kemungkinan yang sama
untuk ditempatkan pada semua
lokasi yang tersedia. Pada prakteknya, barang tersebut ditempatkan pada ruang
kosong
yang
paling
dekat.
Seperti
yang
dipaparkan
oleh
Francis,
McGinnis,
and
White (1992) dan Tompkins et al. (1996), penyimpanan dan pengambilan dalam
random storage policy tidaklah “murni” acak dalam prakteknya. Operator cenderung
menyimpan dan mengambil barang dari lokasi yang paling dekat.
2.
Dedicated storage policy
Dalam kebijakan ini, barang yang datang harus disimpan pada lokasi yang
ditetapkan tergantung dari tipe barang. Masing-masing dari
kedua
kebijakan
ini
mempunyai keuntungan dan kerugian. Untuk volume
dan frekuensi operasi S/R
(Storage/Retrieval) yang sama, random policy memerlukan ruang penyimpanan yang
lebih kecil dibanding dengan dedicated policy. Hal ini terutama disebabkan dedicated
policy memberi ruang untuk masing-masing barang sesuai dengan tingkat inventory
maksimal dari barang tersebut. Tentu saja, tingkat maksimal tercapai secepat barang
|
|
61
tersebut
digantikan. Dengan
random
policy,
tingkat inventory
aggregate
maksimal
lebih rendah karena barang tersebut biasanya digantikan/replenished pada waktu yang
berbeda-beda. Dengan kata lain, karena barang tersebut diganti pada waktu yang
berbeda-beda, tingkat agregat inventory maksimal cenderung lebih rendah dibanding
penjumlahan
tingkat-tingkat inventory
maksimal
untuk
individual
items.
Meskipun
random policy membutuhkan ruang yang lebih kecil, jika banyak barang yang harus
disimpan, maka operasi pengambilan akan memerlukan waktu yang lebih banyak
karena kadang-kadang waktu tersebut terbuang untuk mencari lokasi barang (terlebih
untuk
item yang
yang sering dikirimkan). Maka rata-rata throughput (yaitu,
jumlah
transaksi S/R per unit waktu) dari
sistem berkurang, peralatan S/R tidak digunakan
secara efektif, dan gudang cenderung tidak teratur dengan banyak barang yang
tercecer.
2.7. Material Handling
Penanganan material
tidak
dapat
secara
tepat
dimasukkan
dalam
skema
transportasi dan skema persediaan mengingat masalah penanganan material
menyangkut seluruh aspek dari suatu komponen logistik. Penanganan material atau
barang harus terpadu dengan masalah penyimpanan material atau penyimpanan
barang diseluruh sistem logistik. Dalam penanganan terhadap material ini merupakan
suatu hal yang paling banyak memakan dan menyita tenaga kerja. Penggunaan tenaga
untuk
penanganan
material
dalam
sistem
logistik
merupakan
total
biaya
tertinggi.
Bila
ada
kemajuan teknologi
dalam bidang
lain
dari
kegiatan
ini
merupakan suatu
|
|
62
kesempatan untuk meningkatkan produktivitas. Dalam gudang logistikpun penekanan
utama pada arus material dan arus produk, bukan pada penyimpanan.
Ada 4 kegiatan penanganan gudang yang harus dilaksanakan oleh manajemen
logistik, yaitu:
1. Penerimaan material
2. Pemindahan material
3. Seleksi material
4. Pengiriman material.
2.7.1. Penerimaan Material
Yang
dimaksud
dengan
penerimaan
material adalah suatu kegiatan yang
dilakukan oleh
bidang
logistik perusahaan
dalam menerima suatu
barang/material.
Kegiatan
tersebut
mencakup
unsur-unsur tentang barang tersebut,
seperti:
ukuran,
warna,
kemasan,
dan
sebagainya. Dari mana datangnya barang tersebut mungkin
datangnya dari pemasok yang berbeda-beda untuk jenis barang yang diterima.
Selain itu harus juga memperhatikan faktor-faktor yang lain seperti: sifat
barang, daya tahan barang, jenis barang, dan sebagainya. Kapan barang itu harus
diterima
oleh perusahaan, yang disesuaikan dengan perjanjian yang telah dibuat
bersama dan menggunakan
metode penerimaan barang yang berlaku di perusahaan.
Contoh: Barang yang
masuk ke perusahaan diberi kode kemasan "AGS", warna
kemasan Merah, Ukuran Standar, maka barang ini kiriman dari pemasok yang
berinisial Agus.
|
|
63
2.7.2. Pemindahan Material
Yang dimaksud pemindahan material adalah suatu kegiatan
yang dilakukan
oleh bidang logistik perusahaan dalam hal memin-dahkan suatu barang/material ke
tempat atau bagian yang lain.
Unsur-unsur pemindahan materi seperti:
a)
Apa
material yang akan dipindahkan, hal
ini
mencakup:
ukuran,
warna, kemasan, bentuk, berat dan jenisnya.
b) Barang tersebut dipindahkan ke mana dan dari mana asal mulanya.
c)
Alat yang hendak dipakai memindahkan material tersebut.
d) Mengapa pemindahan material itu dilakukan.
Contoh: Material yang berkode" AGS" akan dipindahkan ke bagian produksi
karena bagian ini membutuhkannya.
2.7.3. Seleksi Material
Yang dimaksud seleksi material adalah suatu kegiatan yang dilakukan oleh
bidang
logistik
perusahaan
dalam hal
menyeleksi
material
yang
akan diterima oleh
perusahaan.
Unsur
yang
perlu
di
pertimbangkan
dalam seleksi
material
adalah
pemantauan terhadap kualitas dan kuantitas dari aturan perusahaan yang telah ada.
Yang termasuk kualitas seperti faktor; sifat, jenis, ukuran campuran, masa
penggunaan, dan sebagainya. Sedang yang termasuk kuantitas seperti; faktor jumlah,
warna, susunan, kemasan, ukuran barang dan sebagainya. Contoh: penyeleksian
|
|
64
material yang didasarkan suatu ukuran kualitas, spesifikasi yang telah disepakati
bersama antara pemasok dan perusahaan.
2.7.4. Pengiriman Material
Yang
dimaksud
pengiriman
material
adalah
suatu
kegiatan
yang
dilakukan
oleh
bidang
logistik perusahaan dalam hal
mengirim material
ke
bagian
lain
yang
membutuhkan.
Unsur
yang
perlu
diperhatikan
dalam
hal
pengiriman
material
ke
bagian lain yang membutuhkan, adalah: waktu pengiriman, alat yang hendak dipakai,
cara yang akan dilakukan, material apa yang hendak dikirim ( termasuk jenis dan
sifatnya). Contoh: pengiriman bahan material yang dipesan dari bagian produksi yang
akan dikirim lewat ban berjalan.
Sistem penanganan material modern dapat dikelompokkan menjadi dua, yaitu:
a)
Sistem penanganan mekanis
b)
Sistem penanganan otomat.
Sistem penanganan
mekanis
merupakan
suatu penanganan
kombinasi
antara
tenaga kerja dengan peralatan yang dipergunakan dalam penerimaan, pengolahan, dan
pengiriman barang.
Sistem
penanganan otomat
merupakan sistem penanganan
ma-
terial
yang
berusaha
meminimumkan unsur
tenaga
kerja
manusia
dan
menggantikannya dengan peralatan yang lebih sempurna.
Penanganan
mekanis
selain
banyak
menggunakan tenaga kerja juga akan
banyak menggunakan peralatan untuk penanganan material seperti; traktor, conveyor,
truk
fork-lift,
kabel
penyeret, kereta
gandeng,
dan
sebagainya.
Penanganan
otomat
|
|
65
merupakan
penanganan
material
yang menggunakan
peralatan
yang
sempurna
sehingga banyak membutuhkan Investasi modal. Peralatan otomat yang digunakan
seperti
komputer, sistem
masukan
dan
keluaran
yang
canggih,
sistem kontrol
yang
otomatis.
Penanganan
material
dalam kurun
waktu
saat
ini
di
sejumlah
perusahaan
mendasarkan
sistem
informasi,
konsep
ini
cukup
menarik
karena
penanganan
material
dengan
sistem
informasi
menggabungkan
kontrol
penanganan
otomat
dengan operasi logistik yang fleksibel dari sistem mekanis. Operasi konsep ini adalah
memasukkan
dalam mini
komputer
untuk dianalisa
dan
untuk
penugasan
pada
peralatan. Kemungkinan akan dijumpai adanya total gerakan yang tidak perlu
diminimumkan, dan sebagainya. Semua penugasan pekerjaan akan diberikan kepada
masing-masing alat yang sudah digasang di perusahaan.
Suatu
aspek
tambahan
dalam penanganan
dan
penyimpanan
material
yang
menyeluruh adalah dengan "Peti kemas", istilah ini menunjukkan pengelompokkan
karton-karton induk guna penanganan maupun pengangkutan. Ada 2 hal yang perlu
dicermati
dalam penanganan
peti
kemas
ini,
adalah
penumpukan
karton
induk
dan
pengamanan muatan dalam peti kemas itu sendiri.
|