|
BAB 2
LANDASAN TEORI
2.1
Konsep
Teknik
Industri
Teknik
Industri
bisa diartikan
sebagai
keahlian
teknik
(engineering)
yang
berfungsi
untuk
merancang
(design)
fasilitas-fasilitas
produksi
seperti
pemilihan
proses
manufakturing,
perencanaan
fasilitas (lokasi, layout,
dll)
dan tata cara produksi
(methods
engineering).
Selain
itu yang
tidak
kalah
pentingnya
disiplin teknik
industri
ini
juga
bertanggung
jawab
untuk
merancang
proses
pengelolaaan
(manajemen)
dari
proses
produksi/operasional
agar
sistem
produksi
tersebut
bisa
diselenggarakan
secara
terencana,
terorganisir
dan terkendali.
Disiplin
teknik
industri
pada
hakikatnya
juga
mengusahakan
tercapainya
pencapaian
hasil
secara
optimal
dan pengelolaan
faktor-faktor
produksi
yang
didukung
oleh
pertimbangan
kelayakan
taknik
dan
kelayakan ekonomis.1
2.2
Konsep
Dasar Sistem
Sistem
adalah kumpulan dari elemen-elemen yang
berinteraksi untuk
mencapai
suatu tujuan
tertentu.2
1
Wignjosoebroto, Sritomo, Pengantar Teknik & Manajemen Industri (Guna Widya,2006), hal 11
2
Jogianto, Analisis & Desain Sistem Informasi (Yogyakarta: ANDI, 2001), hal 2
|
 10
Suatu
sistem
adalah
suatu
jaringan
kerja
dari
prosedur-prosedur
yang
saling
berhubungan,
berkumpul
bersama-sama
untuk melakukan
suatu kegiatan tertentu.³
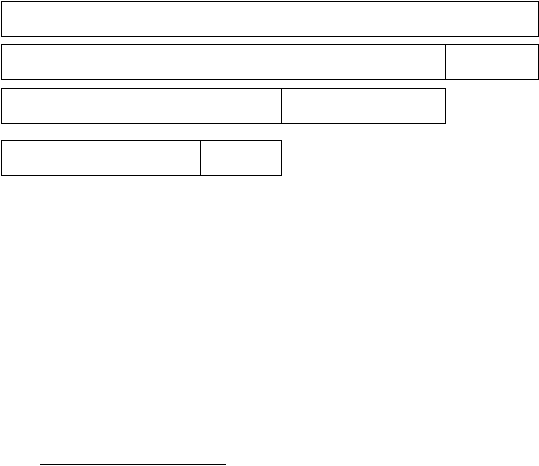
2.3
Konsep Waktu
PT. Gemala Kempa
Daya
(GKD) mempunyai
konsep
pemahaman
waktu
yang
secara
umum
sama
dengan
perusahaan
lainnya
yang
bergerak
di
bidang
manufaktur
khususnya
otomotif.
Waktu Tersedia
Waktu Kerja
Istirah
Waktu Produksi
Waktu Tidak
Waktu Produksi
Loss
Gambar 2.1 Konsep pemahaman waktu
Berikut penjelasan dari gambar 2.1 :
a. Waktu Tersedia, adalah waktu yang tersedia
dalam satu
hari.
b. Waktu
Kerja,
adalah
waktu
yang
tersedia
dalam
satu
hari
yang
digunakan
untuk
bekerja.
c. Waktu Istirahat, adalah
waktu
istirahat dalam satu hari.
3
Jerry FitzGerald,
Ardra F. Gerald, Warren D. Stallings, Jr, Fundamentals of System Analysis (New
York : John Witley & Sons, 1981), hal 5
|
|
11
d. Waktu
Produksi,
adalah
waktu
untuk
bekerja
atau
waktu
untuk
produksi
dalam
waktu kerja dikurangi
dengan
waktu tidak produksi.
e. Waktu
Tidak
Produksi,
adalah
waktu
untuk
tidak
produksi,
misalnya
trial
untuk
produk
baru.
f.
Waktu
Proses,
adalah
waktu
efektif
dalam
waktu
produksi
untuk
menghasilkan
produk
dikurangi
losstime.
g. Losstime, adalah
waktu
yang
hilang
atau
tidak menghasilkan produk
dalam waktu
produksi. PT. GKD membagi waktu losstime menjadi
dua, yaitu
:
i.
Idletime,
adalah waktu tidak produksi
yang disebabkan oleh :
-
Gangguan
Trial (GT)
-
Gangguan
Order (GO)
-
Gangguan
Utility Dalam
Rencana (GUR)
-
Gangguan
Mesin Dalam
Rencana (GMR)
ii.
Linestop, adalah waktu
tidak produksi
yang disebabkan
oleh
:
-
Gangguan
Mesin (GM)
-
Gangguan
Sarana (GS)
-
Gangguan
Utility (GU)
-
Gangguan Material
(GMA)
-
Gangguan
Quality
(GQ)
-
Gangguan
Dies dan Jig (GD/GJ)
-
Gangguan
Crane/Forklift (GCF)
|
|
12
-
Gangguan
Operasional/Operator
(GOP)
-
Repair
-
Pending
Sesuai
dengan
judul,
maka
penulis
hanya
menjelaskan
tentang
gangguan dies
dan jig.
Gangguan Dies
dan
Jig
adalah
gangguan
produksi
yang
diakibatkan
oleh dies
atau jig
sehingga kegiatan
produksi dapat
berhenti.
Misalnya adalah part burry,
kenapa
part
burry
dikategorikan
menjadi
gangguan
dies?
Hal
ini
disebabkan
oleh
mata
pisau punch
sudah
tumpul,
sehingga
punch
tersebut
harus
digerinda
terlebih
dahulu.
2.4
Perhitungan
Dalam
Sistem Dies Management
Dies Management
adalah
sebuah
sistem yang
diterapkan
di PT. GKD
departemen
engineering, khususnya
seksi
press part,
dimana sistem ini berguna
sebagai
acuan
dalam
kegiatan
yang
mempersiapkan
dan
menjamin
dies yang
dibutuhkan
proses produksi selalu tersedia dalam kondisi siap pakai.
Sistem
ini
tidak
hanya
sebagai
acuan
dalam
kegiatan
yang
mempersiapkan
dan
menjamin
dies
yang
dibutuhkan
proses
produksi
selalu
tersedia
dalam
kondisi
siap
pakai
tetapi
juga
sebagai
alat monitoring,
seperti
berapa
besar
frekuensi
dies
tersebut
mengalami
repair
atau
berapa
besar
frekuensi
dies tersebut
mengganti
tools-
nya.
|
 13
Dalam sistem
ini
mengenal beberapa
istilah-istilah
yang cukup penting, yaitu :
a. Record
Dies
(RD),
adalah
data
historical
dies
yang
berisi
sudah
berapa
ribu
stroke
yang
dialami
dies
tersebut.
Stroke
adalah
satuan
yang
digunakan dalam
menghitung
jumlah
part yang
telah
dibuat oleh dies
tersebut.
b.
Drawing (DWG),
adalah gambar detail dari dies.
c. Work
Order
(WO),
adalah
form
perintah
kerja
yang
dibuat
oleh
operator
engineering atau GL engineering,
khususnya
seksi press part
d.
Work
Instruction
(WI),
adalah
form
instruksi
pekerjaan
yang
standar
dalam
merawat atau memperbaiki
dies.
e. Linestop
report
(LSR),
adalah
form/tag
yang
berisi
penyebab
terjadinya
linestop
beserta counter
measure-nya.
2.4.1
Linestop
4
Rumus
yang
digunakan
dalam
menghitung
prosentase
terjadinya
waktu
linestop adalah :
?
LS
?
?
?
x
100 %
?
WP
?
Keterangan
:
1. LS adalah
waktu
linestop aktual dalam satu
bulan (menit)
4
PT Astra
Otoparts
Divisi IGP
Groups, “Diktat Productivity and
Quality Management Consultants”
(Jakarta, 2002), TPM2-R5, Hal 9/23
|
 14
2. WP adalah waktu produksi
dalam satu bulan (menit)
2.5.
Aspek Teknis
Aspek
teknis
merupakan
kajian
untuk
menganalisa
sistem
dari segi
teknis
engineering.
Beberapa
hal yang
menjadi
landasan
teori dari
kajian
teknis
proyek
ini,
yakni:
2.5.1
Efisiensi
5
Effisiensi
adalah
prosentase
suatu
usaha
untuk
memperoleh
output
yg
sebesar-besarnya
dengan sejumlah input tertentu. Rumus dari effisiensi adalah
:
Efisiensi = Output/Input
Effisiensi (%) =
Data Sebelum - Data sesudah
x
100%
Data Sebelum
2.5.2
Total
Productive Maintenance
(TPM)
Total productive Maintenance merupakan
salah
satu konsep
inovasi dari
Jepang,
dan Nippondenso
adalah
perusahaan
pertama
yang
menerapkan
dan
mengembangkan
konsep
TPM pada tahun
1960.
TPM
menjadi
sangat
popular
dan
tersebar
luas
hingga
keluar
jepang
dengan sangat
cepat.
Hal
ini terjadi
karena dengan
5
PT Astra
Otoparts
Divisi IGP
Groups, “Diktat Productivity and
Quality Management Consultants”
(Jakarta, 2002), TPM2-R5, Hal 15/23
|
|
15
penerapan
TPM
mendapatkan
hasil
yang
dramatis,
yaitu
peningkatan
pengetahuan
dan ketrampilan dalam produksi
dan
perawatan
mesin bagi pekerja.
2.5.3
Definisi
Total Productive
Maintenance
Metode
pemeliharaan
ini merupakan
pengembangan
dari
metode productive
maintenance-metode
yang
diterapkan
di Amerika,
yang
telah
dimodifikasi
sesuai
kebudayaan
Jepang.
Karena
TPM
merupakan
pengembangan
dari
PM, maka
TPM
dapat
diartikan
sebagai
“productive
maintenance
yang melibatkan
partisipasi
seluruh
bagian
6
.
Menurut
literatur
lain,
TPM adalah
proses organisasi
yang
berorientasi
untuk
memberikan
penigkatan
berkesinambungan
dan
menyeluruh
dalam efektivitas
peralatan
melalui keterlibatan aktif
dan partisipasi
dari seluruh
karyawan
7
.
Selain
itu
menurut J. Venkatesh,
Total Productive
Maintenance
(TPM)
adalah
program
pemeliharaan
yang
memberikan
konsep
pengertian
yang baru
bagi
area
pemeliharaan
dan peralatan.
Tujuan
TPM
adalah
untuk
meningkatkan
produksi
dan
pada saat
yang bersamaan meningkatkan
moral pekerja dan
kepuasan
pekerjaan.
Dari
berbagai
pengertian
di
atas,
dapat
disimpulkan
bahwa
pada
pengertian
TPM akan
ditemukan lima elemen berikut, yaitu
8
:
1)
TPM bertujuan
memaksimalkan
efektivitas
peralatan
(efektivitas
keseluruhan).
6
Seiichi Nakajima, “Introduction to Total Productive
Maintenance (TPM)”, Cambridge
:
Productivity
Press Inc., 1988,
hal.
10
7
Matthew P.
Stephens, PhD,
“Introduction to Product
Life
Management and Total
Productive Maintenance”,
Purdue University,
2006
8
Seiichi
Nakajima, hal. 10
|
|
16
2)
TPM
mengatur sistem productive
maintenance
(PM)
dengan
cermat untuk
seluruh
masa pakai
peralatan.
3) TPM
diterapkan
oleh
berbagai
departemen
(engineering,
operasi,
dan
pemeliharaan).
4)
TPM
melibatkan
semua
karyawan
dari manajemen
puncak
sampai
dengan
pekerjaan
lapangan.
5)
TPM
berdasarkan
pada
promosi PM melalui
motivasi
(motivation management)
:
kegiatan
kelompok kerja kecil mandiri.
Kata
“total”
dalam
TPM
memiliki
tiga
pengertian
yang
digambarkan pada
lima elemen
TPM yang telah
disebutkan sebelumnya
9
,
yaitu :
1)
Efektivitas total (total effectiveness)-mengacu
pada poin 1-menunjukkan
efisiensi
ekonomis atau profitabilitas.
2) Sistem
pemeliharaan
total
(total
maintenance
system)-poin
2-meliputi
maintenance
prevention
(MP)
dan
maintainability
improvement
(MI)
demikian
juga preventive
maintenance.
3)
Partisipasi total
dari
seluruh
karyawan
(poin
3,
4,
dan
5)
meliputi
pemeliharaan
mandiri
oleh
operator melalui kelompok
kerja.
9
Seiichi
Nakajima, hal. 11
|
|
17
2.5.4
Tujuan
dan Dasar
Pemikiran
Total
Productive Maintenance
(TPM)
Berfokus terhadap
perbaikan
peralatan
(equipment improvement),
maka tujaun
dari pelaksanaan TPM adalah :
1)
Memaksimalkan nilai efektivitas peralatan keseluruhan
(overall equipment
effectiveness,
OEE)
melalui
partisipasi
total seluruh
karyawan.
2)
Meningkatkan realibility dan
maintaiability suatu
peralatan sehingga
dapat
meningkatkan kualitas
produk
dan produktivitas.
3)
Menjamin
nilai ekonomi yang maksimum untuk setiap peralatan
dan
menajemen
bagi
keseluruhan
masa pakai (life cycle) suatu
peralatan.
4)
Meningkatkan
keterampilan
dan pengetahuan
dari
operator.
5)
Menciptakan
lingkungan kerja
yang
baik.
Berdasarkan
hal di atas
dapat
dikatakan
bahwa
tujuan
TPM
adalah
perbaikan
kondisi
perusahaan
atas
dasar perbaikan
kondisi
mesin
dan karyawan.
Perbaikan
kondisi
karyawan
maksudnya
adalah
pendidikan
personil
sesuai
dengan
era factory
autonomous, yaitu :
1)
Operator,
yaitu
kemampuan
memelihara
diri sendiri.
2)
Maintenance, yaitu
kemampuan
memelihara
mesin dengan keahlian
tinggi.
3)
Teknik
Produksi,
yaitu
kemampuan
merncang
mesin
yang
tidak
memerlukan
pemeliharaan.
Adapun
yang
menjadi dasar
pemikiran
dari TPM adalah :
1)
Membuat
kondisi
perusahaan
yang profitable, yaitu mengejar
nilai ekonomis,
zero accident, zero defect, dan zero breakdown.
|
|
18
2)
Berfilosofi pencegahan
(PM-CM-MP).
3)
Partisipasi seluruh
karyawan.
4)
Prinsip
benda
dan
lapangan
kerja,
yaitu
dengan
bentuk
mesin
dan
perkerjaan
yang
seharusnya,
pengawasan
dengan
dengan
baik
dan
selalu
membuat
tempat
kerja bersih.
5)
Automatisasi
tanpa operator.
2.5.4.1 Keuntungan
Implementas
Total Productive Maintenance (TPM)
Keuntungan-keuntungan
yang
mungkin
diperoleh
oleh perusahaan
yang
menerapkan
TPM
bisa secara
langsung
maupun
tak langsung.
Keuntungan
secara
langsung
yang munggkin
diperoleh
adalah :
1)
Mencapai
OPE (Overall
Plant Efficiency)
minimum
80%.
2)
Mencpai OEE minimum
90%.
3)
Memperbaiki
perlakuan,
sehingga
tidak ada
lagi komplen dari pelanggan.
4)
Mengurangi
biaya
manufaktur sebesar 30%.
5)
Memenuhi
pesanan
pelanggan
sebesar
100%
(mengirimkan
kuantitas
yang
tepat
pada waktu yang tepat
dengan
kualitas yang disyaratkan
pelanggan).
6)
Mengurangi
kecelakaan.
7)
Mengikuti ukuran kontrol
polusi.
Sedangkan
keuntungan yang didapat secara tidak langsung adalah
:
1)
Tingkat keyakinan tinggi antara karyawan.
2)
Menjaga tempat
kerja bersih,
rapi,
dan menarik.
|
|
19
3)
Perubahan perilaku
operator.
4)
Mencapai
tujuan
dengan
bekerja
sebagai
tim
5)
Penjabaran
horizontal dari konsep
baru
di semua area organisasi.
6)
Membagi
pengetahuan
dan pengalaman.
7)
Pekerja memiliki
rasa kepemilikan tarhadap
mesin.
2.5.5
Overall Equipment
Effectiveness
Objek
dari kegiatan
produksi
adalah
meningkatkan
produktivitas
dengan
meminimalkan
input
dan
memaksimalkan
output
10
.
Input
dapat
berupa
tenaga
kerja,
mesin/peralatan,
manajemen,
dan
material.
Sementara
output
terdiri
dari PQCDSM
(product,
quality, cost, delivery,
safety, morale).
TPM
berusaha
untuk memaksimalkan
output
(PQCDSM)
dengan
menjaga
kondisi
ideal
operasi
dan
menjalankan
peralatan
secara
efektif,
seperti
tiga konsep
utama TPM (Orjan
Ljunberg)
11
,
yaitu :
1)
Memaksimalkan
efektivitas
peralatan.
2)
Pemeliharaan
mandiri oleh operator.
3)
Akivitas group
kecil.
Konsep
pertama
berkaitan
dengan
usaha
untuk
memaksimalkan
output.
Agar
output dapat dimaksimalkan
maka, peralatan
yang ada harus digunakan
seefektif
10
Seiichi Nakajima, hal. 12
11
Suhendra,
Robby,
“Pengukuran
Nilai Overall
Equipment
Effectiveness
Sebagai
Dasar Usaha
Perbaikan
Proses
Manufaktur Pada Limi
Produksi”,
Januari 2005 hal. 21
|
|
20
mungkin.
Suatu
peralatan
yang
rusak,
mengalami
penurun
kecepatan
periode,
atau
tidak tepat (presisi), dan menghasilkan
barang cacat.
Untuk mencapai
efektivitas peralatan keseluruhan
(overall
equipment
effectiveness),
maka langkah
pertama yaitu fokus untuk
menghilangkan
kerugian
utama
(six
big
losses)
yang
dibagi
dalam
3 kategori,
yang
merupakan
penghalang
terhadap efektivitas peralatan.
Losses tersebut adalah
12
:
I.
Downtime
1)
Equipment
Failure
(breakdown losses)
Equipment
failure
merupakan
yang
terbesar
dari
six
big
loss.
Terdapat
dua jenis equipment
failure, yaitu
sporadic
dan chronic. Sporadic failure
terjadi
secara
tiba-tiba
dimana
sesuatu
terjadi
pada
saat
mesin
rusak.
Biasanya
kerusakan
jenis ini dapat
diidentifikasi dengan mudah dan diperbaiki.
Sebaliknya
chronic
failure
merupakan
jenis kerusakan
minor
yang
terjadi
pada
peralatan,
namun
pada
saat terjadi
kita tidak
dapat
dengan
jelas
mengidentifikasi
penyebabnya.
Disamping
itu, dampak
yang
ditimbulkannya
tidak signifikan,
sehingga
kerusakan
ini secara umum
dapat
diterima.
2)
Set-up and adjustment
losses
Set-up
dan adjusment
losses
dapat
diukur
setelah
terjadi
breakdown.
Kerugian
ini
mengacu
pada
kerugian
waktu
produksi
antara
jenis
produk
dan
12
Francis Wauters
and Jean Mathot, “OEE (Overall Equipment Effectiveness)”,
ABB Inc, June, 2002
|
|
21
termasuk
pemanasan
setelah
pergantian
model.
Waktu
pergantian
harus
masuk
ke dalam kategori
ini
dan tidak termasuk
dalam bagian
planned
downtime.
II. Speed Losses
1)
Reduced speed
Reduced
speed
mengacu
pada perbedaan
antara
kecepata
ideal
dengan
kecepatan aktual
operasi. Peralatan mungkin
bekerja
dibawah
kecepatan
idealnya
dengan
beberapa
alasan
:
tidak
standard
atau
kesulitan
raw
material,
masalah
mekanik,
masalah
yang
lalu, atau kelebihan
beban
kerja terhadap
peralatan tersebut.
2)
Idling and Minor stoppages
Idling
losses
ini terjadi
ketika
peralatan/mesin
tetap
beroperasi
(menyala)
walaupun
tanpa
menghasilkan.
Minor
stoppages
losses
terjadi
ketika
peralatan
berhenti
dalam waktu
singkat
akibat
masalah
sementara.
Contohnya,
minor
stoppage
terjadi
ketika sebuah
bagian
pekerjaan
terlewatkan
atau
ketika
sensor
aktif dan
menghentikan
mesin.
Secepat
mungkin
operator
akan
memindahkan
bagian pekerjaan tersebut atau
mematikan sensor sehingga
dapat beropersi
normal
kembali.
Karena
kerugian
ini mengganggu
kerja,
maka
dapat
dikategorikan sebagai breakdown.
Namun
demikian,
keduanya
berbeda,
dimana
minor
stoppage dapat
diselesaikan
dengan cepat ketika diketahui
(operator
dapat membetulkan
minor stoppage dan
dalam waktu
kurang dari 10 menit).
|
|
22
III.
Quality Losses
1)
Start-up
losses (reduced yield)
Kerugian
ini terjadi
di awal
produksi,
dari
mesin
dinyalakan
sampai
mesin
stabil
untuk
berproduksi
dengan
kualitas
yang
sesuai
standard.
Volume
dari kerugian
ini
tergantung
dari derajat
kestabilan
proses.
Ini
bisa dikurangi
dengan
level pemeliharaan
terhadap
peralatan/mesin,
kemampuan
teknik
operator, dll.
2)
Quality defect (Process defect)
Prosses
defect
menunjukkan
bahwa
ketika
suatu
produk
yang
dihasilkan
rusak
dan harus
diperbaiki,
maka
lama waktu
peralatan memproduksinya
adalah
kerugian.
Kerugian
ini
relatif
lebih
kecil
dibandingkan
dengan
kerugian
yang
lain.
Namun
dalam
lingkungan
“Total
Quality”
sekarang
ini,
diharapkan
tidak
ada
reject,
terutama
yang
disebabkan
oleh
peralatan.
Oleh
karenanya
kerugian
ini harus ditekan seminimal
mungkin.
2.5.6
Definisi
Overall Equipment Effectiveness
(OEE)
Definisi-definisi yang
terdapat
dibeberapa
artikel,
jurnal,
maupun
buku
tentang
overall
equipment
effectiveness
menekankan
pada
penghapusan
losses,
|
|
23
kehandalan, dan kinerja
peralatan.
Salah
satunya
13
menyatakan bahwa OEE
merupakan
alat pengukur
kinerja
keseluruhan
peralatan
(complete,
inclusive,
whole),
dalam
arti bahwa
peralatan
dapat
bekerja
seperti
yang
seharusnya.
OEE
juga
tool
analisa
tiga bagian
untuk
kinerja
peralatan
berdasarkan
availability,
performance
efficiency, dan quality dari produk atau output.
Definisi
lain menekankan
bahwa
keseluruhan
kinerja
peralatan,
akan selalu
dipengaruhi
oleh
tiga
faktor,
yaitu
availability,
performance
rate,
dan
quality
rate
14
yang masing-masing
dalam
bentuk angka
persentase.
Selain
kedua
definisi
di atas,
melihat
pada
kegunaan
ukuran
OEE
yang
dapat
digunakan
juga sebagai
pembanding,
maka
OEE
juga didefinisikan
sebagai
ukuran
performa
standard mesin. Definisi
ini muncul karena OEE digunakan oleh
perusahaan-perusahaan
kelas
dunia yang hasilnya digunakan sebagai
pembanding
oleh
perusahaan-perusahaan
lain sejenis
yang berusaha
untuk
memperbaiki
efektivitasnya
melalui
penerapa
metode overall equipment effectiveness.
Dari
definisi
yang ada, dapat
disimpulkan
bahwa, OEE
merupakan
alat
dalam
program
TPM
yang
digunakan
untuk
menjaga
peralatan
dalam
kondisi
ideal
dengan
menghilangkan
six big
losses
yang
dikelompokkan
menjadi
tiga
faktor
OEE
yaitu
availability rate,
performance
rate, quality
rate
untuk
selanjutnya
dijadikan
standard
13
Robert M. Williamson, “Using Overall Equipment Effectiveness: the Metric and the Measures”,
Strategic
Work
Systems, Inc, 2006
14
Mike
Sondalini, “Oee:
Overall
Equipment Effectiveness”, Article,
Business Industrial Network,
August
10,
2008
|
 24
dalam
proses
perbaikan
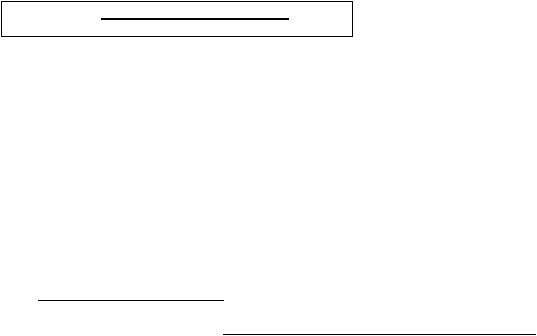
berkelanjutan.
Pengelompokkan
six
big
losses
tersebut
dapat
dilihat pada gambar 2.
2
berikut
:
Gambar 2. 2 Pengelompokkan
Major Losses
Overall
Eguipment
Effectiveness
adalah
suatu
indikator
yang
memperlihatkan
”seberapa
bagus”
peralatan/mesin
dipakai
dalam
suatu batch/lot
produksi.
Overall
Eguipment
Effectiveness
diperoleh
dari hubungan
terhadap
kerugian
(losses)
yang
mengganggu
efektivitas
peralatan
produksi
15
15
PT
Astra Otoparts Divisi
IGP
Groups,
“Diktat Productivity
and
Quality Management
Consultants”
(Jakarta, 2002), TPM2-R5, Hal 11/23
|
|
25
Nilai overall equipment effectiveness diperoleh dari
perkalian ketiga faktor OEE,
yaitu availability,
performance
rate, dan quality rate.
Formula
perkalian
ketiga
faktor
tersebut
adalah sebagai berikut
:
OEE (%) = Availability (%) x Preformance rate (%) x Quality
rate (%)
Hasil dari formula
tersebut
berupa
angka
presentase
yang
menggambarkan
tingkat efektivitas
penggunaan
peralatan.
Pada penerapannya
angka
ini akan berbeda-
beda
untuk
tiap
perusahaan.
Beberapa
literatur
menyebutkan
OEE
> 50%
merupakan
besaran
yang dapat
diterima.
Meski
demikian,
agar
menjadi
perusahaan
yang
“menguntungkan”
disarankan
untuk
memiliki
nilai
OEE
sebesar
min
85%,
dengan
komposisi faktor OEE sebagai
berikut
16
:
•
Availability
lebih besar
dari
90%.
•
Performance efficiency lebih besar dari
95%.
•
Rate of quality product lebih besar dari
99%.
Untuk
mendapatkan nilai OEE terlebih
dahulu
dihitung nilai
dari ketiga faktor
OEE.
Perhitungan
dari
ketiga
faktor
tersebut
akan
diuraikan
pada
subbagian
berikutnya.
16
Seiichi Nakajima, hal. 28
|
 26
2.5.6.1 Availability
Availability
atau
tingkat
operasi
adalah
berdasarkan
pada
ratio
dari
operation
time,
dengan
mengurangi
downtime
terhadap loading time.
Formula matematis untuk
ratio
ini adalah :
Loading
time
atau
available
time
per
day diperoleh
dengan
mengurangkan
planned
downtime
dari
total
waktu
tersedia
per hari
(atau
bulan).
Planned
downtime
adalah
downtime
yang
dijadwalkan
dalam
rencana
produksi
(production
plan),
meliputi downtime
untuk jadwal
pemeliharaan
dan akivitas
manajemen.
Operation
time diperoleh
dengan
mengurangkan
equipment
downtime
dari
loading
time,
dengan
kata
lain, merupakan
waktu
dimana
peralatan
beroperasi
aktualnya.
Equipment
downtime
meliputi kerugian
kemacetan
peralatan
diakibatkan
oleh
kegagalan,
prosedur
set-up/adjustment,
penukaran
OD. Dalam
perhitungan
availability,
pemahaman
terhadap
equipment
downtime
sangatlah
penting. Melalui
equipment
downtime,
tindakan
perbaikan
dapat
diambil
dengan
segera.
Hal
lain yang
tergolong
kedalamnya
adalah sebagai berikut
:
•
Kerugian akibat gangguan
(downtime).
•
Istirahat
minum kopi
dan makan
siang (coffe and lunch breaks).
•
Pergantian dan set-up peralatan.
|
|
27
•
Pemeliharaan
“mendadak”.
•
Menunggu faktor pendukung.
•
Menunggu pengawas.
•
Menunggu untuk pemeliharaan.
•
Tidak ada
operator.
•
Menunggu paperwork.
•
Pergantian shift.
•
Menunggu inspeksi
pertama.
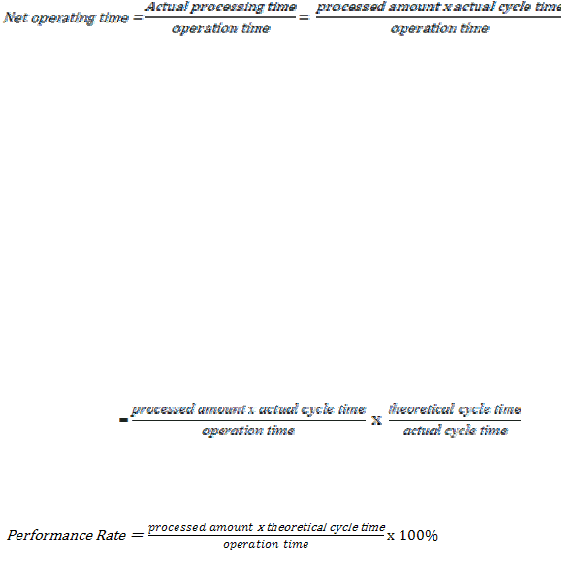
2.5.6.2 Performance Rate
Performance
rate
(atau
efficiency)
merupakan
hasil
dari operating
speed
rate
dan net operating
rate.
Operating
speed
rate peralatan
mengacu
kepada
perbedaan
antara kecepatan
ideal
(berdasarkan
desain
kapasitas
peralatan)
dan kecepatan
operasi
aktual. Formula
matematis untuk operating
speed rate ini adalah
:
Net
operating
rate
mengukur
pemeliharaan
dari
suatu
kecepatan
selama
periode
tertentu.
Dengan
kata lain, ia mengukur
apakah
suatu
operasi
tetap
stabil
disamping
periode
selama
peralatan
beroperasi
pada kecepatan
rendah.
Formula
matematis untuk net operating rate ini adalah :
|
 28
Net operating
time
juga
mengukur
kerugian-kerugian
akibat
kemacetan
dari
minor tercatat, demikian
juga dengan yang tidak tercatat
seperti berikut
:
•
Kecepatan yang dikurangi.
•
Minor stoppages.
•
Idle losses (kerugian menganggur).
•
Permasalahan
material.
•
Kegagalan peralatan
yang
menyebabkan
produksi
melambat.
Dengan
demikian
performance rate dihitung melalui :
Performance
Rate = Net Operating Rate
X
Operating
Speed Rate
Dengan
demikian,
2.5.6.3 Quality Rate
Quality
rate menggambarkan
kemampuan
menghasilkan
produk
yang
sesuai
dengan
standard.
Quality
rate
merupakan
ratio
antara
produksi
sesuai
standard
(defect-free
product)
dan total produksi (processed
amount). Formula
matematis
untuk
quality rate
ini adalah :
|
 29
Kerugian-kerugian
yang
dapat
menurunkan
tingkat
kualitas
ini
dan
merupakan
faktor yang paling
diperhatikan
dalam perhitungannya
adalah
:
•
Quality reject.
•
Rework.
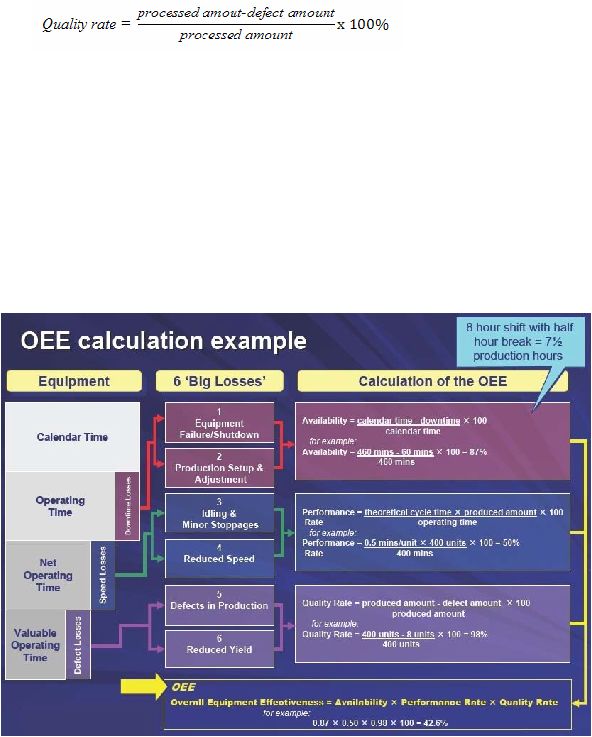
Secara ringkas, hubungan antara formula perhitungan nilai OEE dan
losses
yang
tergolong
dalam six big losses
serta contoh
perhitungannya
dapat
dilihat
pada gambar
2. 3 berikut
:
Gambar 2.3 Pengukuran Overall Equipment Effectiveness
|
|
30
2.6.
Aspek Finansial
Aspek finansial akan
dibahas mengenai apakah terjadi efisiensi biaya
pengadaan
spare part
dari dies oleh
perusahaan
dengan
mengkomparasi
antara
sistem
lampau dengan sistem baru.
2.7.
Komputerisasi Dan Manajemen
Produksi
17
Komputer
merupakan
suatu
peralatan
yang dapat
digunakan
untuk
melakukan
perencanaan
dan
pengendalian
yang
berhubungan
dengan
penjadwalan,
persediaan
dan
monitoring.
Suatu
database
dengan
kemampuan
komunikasi
perlu
dipasang
dan
dapat dipergunakan
oleh semua
lapisan
perusahaan.
Komputer
dapat
mengkoordinasikan
semua
tahapan
pengembangan
produk,
menghindari
pemborosan
waktu, memperpendek
leadtime,
dan mengurangi
jumlah urutan kerja. Suatu
database dengan kemampuan
komunikasi
perlu
dipasang dan
dapat
dipergunakan
oleh semua komputer dalam semua
lapisan
perusahaan.
Fungsi
dari sebuah komputer
dalam suatu
perusahaan
adalah:
1.
Mengkoordinasi
semua tahapan
pengembangan
produk.
2.
Menghindari
pemborosan
waktu.
3.
Memperpendek
leadtime.
4.
Mengurangi
jumlah urutan kerja.
17
Prof. Eiji Ogawa, Manajemen Produksi Modern (Lembaga Penerbit FE UI, 1984) Hal 36-37
|
|
31
2.8.
Production
Control
Production
control
(pengawasan
produksi)
adalah
suatu kegiatan
untuk
mengkoordinasi
aktivitas-aktivitas
pengerjaan/pengelolaan
agar waktu
penyelesaian
yang telah ditentukan terlebih
dahulu dapat
dicapai
dengan efektif
dan efisien.
18
18
Sofjan Assauri, Manajemen Produksi dan Operasi (Fakultas Ekonomi UI, 1999), hal 147-148
|