|
BAB2
LANDASAN TEORI
2.1
Percetakan
Percetakan adalal). sebuah proses
industri untuk
memproduksi secara
massal
tillisan dan
gambar, terutama dengan tinta
di
atas
kertas
menggunakan sebuah
mesin
cetak.
Teknik percetakan
umunya terbagi
menjadi
4,
yaitu:
•
Teknik cetak tinggi
(letter
press)
Merupakan
suatu
teknik
cetak
dimana
bagian
yang
mencetak
posisi/letaknya
lebih
tinggi
dibandingkan
bagian
yang
tidak
mencetak. Rol-rol
tinta
hanya
menyentuh
bagian-bagian
yang
lebih
tingi
dan
menintainya
kemudian
cetakan
akan
memindahkan
tinta
tersebut
ke
permukaan
bahan
cetak_.
Contoh:
koran,
stempel, dll.
•
Teknik cetak
dalam
(rotogravure)
Merupakan
suatu
teknik
cetak
dimana
bagian
yang
mencetak
posisi/letaknya
lebih rendah
dibandingkan
bagiaiJ. yang
tidak
mencetak.
Pada
proses
cetak
ini
tinta
akan
masuk
ke
bagian
yang
dalam
dari
cetakan
dan
kemudian
permukaan
cetakan akan
dibersihkan
oleh
"doctor-blade"
hingga
tinta
yang tersisa
hanya
ada
di
bagian
dalam
cetakan.
Kemudian
tinta dari
bagian
dalam cetakan
akan
|
|
52
dipindahkan
ke permukaan
bahan cetak dengan
bantuan
tekanan. Contoh:
kemasan
indomie,
shampoo,
Blueband, dll.
•
·
Teknik
cetak
sablon
(screen
printing)
Merupakan
suatu
teknik
cetak
dimana
acuan
cetaknya
tidak
tinggi,
tidak
datar,
dan
juga
tidak
dalam, tetapi
pencetakan
teijadi karena tinta dilewatkan
diantara anyaman (saringan) yang halus, yang
terdiri dari bagian yang
meneruskan
tinta (teks
dan
gambar) dan
bagian yang
menahan tinta
(bagian
bukan gambar). Tinta
yang Jewat dari saringan
akan
mengenai permukaan
bahan cetak dan
menghasilkan
suatu gambar
tertentu sedangkan bagian
tinta
Jainnya
tidak tersalurkan
ke permukaan bahan cetak karena tertahan di
anyaman.
•
Teknik cetak datar/o.ffiet (lithography)
Merupakan suatu
teknik
cetak dimana
bagian
yang mencetak dan bagian yang
. tidak
mencetak sama posisi/Ietaknya.proses cetak teljadi
karena adanya proses
.
kimia yang
terjadi antara
air
dan
tinta.
Teknik cetak datar
ini
menggunakan
''plate"
sebagai acuan
cetak
yang
terdiri dari
bagian
yang bergambar
dan tidak
bergambar.
Bagian
bergambar akan meriarlk tinta
yang
menempel
di
plate
sedangkan
bagian yang
tidak
bergambar akan
menolak
tinta dan
menarik
air
sehitigga akhimya
bagian yang
mengandung
tinta hanya ada
di
bagian
bergambar
saja
untuk
kemudian dipindahkan ke permukaan bahan
cetak
dengan
bantuan
tekanan.
|
|
53
Banyak
buku,
koran,
brosur,
flyer, dan
majalah sekarang
ini biasanya
dicetak
menggunakan teknik.cetak datar (Offset).
Selain
itu dikenal
pula beberapa
teknik cetak
seperti: cetak poly
untuk
.memberi kesan emas
dan perak
ke atas permukaan
dan cetak emboss
untuk
memberi
kesan
menonjol kepada
kertas..
2.1.1 Kertas
Kertas mempakan
bahan yang sangat penting di dalam
pekeljaan
cetak
.
sehingga
penyesuaian
kualitas dari kertas
(bahan cetakan) akan sangat dorriirian di
dalam menentukan/menghasilkan
kualitas cetak. · Tingkat brightness dan
kondisi
permukaan
kertas
akan
mempimgaruhi hasil cetak tinta pada kertas (Dr. Wilson,
.
Daniel G, dkk, Colour
Quality
Assurance
for Package Printing,
2005).
Keitas
dap·at dibagi
menjadi
beberapajenis:
1.
Uncoated
Kertas ini'mempunyai
sifat
penyerapan besar,
permukaan yang
kasar,
mudah
teljadi
picking
(tercabut),
PH
rendah
sehingga
lambat
kering,
dan karena
permukaannya
bergelombang
(tidak
rata)
maka
hasil
cetak
tidak
menimbulkan
gloss. Yang termasuk
kedalam kategori
ini antara
lain:
HVS, HVO, kertas
koran,
dll.
2.
Coated
Yang
termasuk coated antara
lain
:
art paper, coated paper, mat coated,
cast
coated,
art karton,
coated
karton.
|
|
54
3. NonAbsorptionPaper
..
Sesuai
dengan namanya,
malca jenis kertas
ini
tidak
memiliki
daya serap.
Karena
itu, pengeringan
akan
teljadi
secara
oksidasi
penuh
dan
pada
akhirnya
menimbulkan
masalah
set off atau lambat kering sehingga akan dip ;:rlukan
penanganan khusus.
2.1.2
Tinta Cetak
Susunan umuni suatu tinta
terdiri atas
varnish
(vehicle) atau
bahan
pengikat,
.
pigffien (zat warna/ dai), aditional agent. atau bahan penolong. Varnish, pigmen,
additional agent diproses
menjaditinta
cetak
melalui
proses
produksi mulai
dari pre
mixing, grinding,
mixing (color matching),
sampai canning melalui standar proses
produksi
yang sudah baku dan akan
mendapat
hasil kualitas
yang baku pula.
Untuk
memperoleh
gambar-cetak
yang
tanpa
cacat, tinta
tidak boleh
terlalu
encer,
dan
tidak terlalu kental. Ukuran untuk keadaan encer-kentalnya
tinta
ini
disebut
viskositas.
Viskositas adalah kekentalan
tinta
cetak
atau ukuran
tekanan
dalam (internalfriction)
dari
suatu
zat
cair
terhadap alirannya yang
diukur dengan
alat
ukur Viscometer
dengan
satuan Centipoise
(cP). Tinggi
rendalmya
viskositas
tinta
cetak
dipengaruhi
oleh
sifat
mesin
cetak
dan
bahan
cetakan (kertas).
Viskositas
tinta
ditentukan oleh
bahan
pengikatnya
(pembawa
wamanya).
Dengan
menambahkan
bahan
pengencer
atau
vernis
dari
berbagai
tingkat
viskositas,
pencetak
dapat
mengubah viskositas tintanya.
|
|
55
Pada· tiap pengalihan
lapisan tinta dan satu permukaan
ke permukaan
lain,
terjadi pembagian
lapisan
tinta
itu.
Ketahanan
itu
dinamakan
kelekatan
atau
kelengketan
tinta
atau
yang
sering
disebut
tackness.
Tackness
adalah
sifat lengket
(kelengketan).
Tinggi rendalmya kelengketan
tinta
cetak
akan
ditentukan
oleh
sifat
sifat
mesin
cetak/kecepatan,
sifat
bahancetakail
(kertas),
jenis
cetakan,
dan
lain-lain.
Alat pengukur tackness adalah tack meter. Viskositas
dan kelengketan
tinta dapat
_diubah
dengan penambahan
pasta, bahan pengencer, dan vernis dari berbagai
kelengketan. Minyak cetak
membuat tinta encer
dan
pendek.
Tinta
off.set yang
encer
·dan pendek
sangat
mudah mengendap pada rol
hantar air.
Sedangkan pasta
cetak
membuat
tinta pendek,
tetapi tidak encer, jadi baik terhadap
pencabutan.
·
Baik buruknya
pengalihan
tinta ke kertas tergantung pada beberapa faktor,
antara lain :
(I)
tekanan antara rol-rol tinta, (2) kekerasan rol-rol tinta (karet),
(3)
kerataan/ kelicinan pemiukaan
kertas, (4) ke:inudahan kertas untuk dibasahi dengan
tinta,
(5) ketebalan
lapisan
tinta cetak,
(6) sifat
alir
tinta
cetak (reologi),
(7)
kecepatan
mesin
cetak,
(8)
tekanan
cetak,
dan
(9)
bahan
acuan
(pelat
cetak). Disamping
itu,
kekenyalan kain
karet
juga
mempengaruhi alih
tinta
sehingga tinta
dapat
melekat
di
kertas · dengan
sempuma
pada lapisan
yang sangat tipis. Ro-lrol tinta yang sudah
mengeras, besamya diameter
antara tepi kanan-tengah-tepi
kiri rol
tidak sama
atau
diameter
rol
tinta
menjadi
lebih
kecil
akaiJ.
sangat
sulit
Untuk dapat
mengalirkan tinta
dengan baik; Alangkah
lebih baiknya rol
tinta seperti
ini diganti.
Derajat kekerasan
dari rol kirret dinyatakail. dengan derajat
shore.
Berikut
derajat
kekerasan yang
umumnya lazim
dipakai : (I) rol hantar
tinta
28-32° shore,
(2) rol
jilat
tinta 38-42°
|
|
56
shore,
(3)
rol
penyalur. 38-42° shore,
(4)
rol
jilat
air
20-22°
shore,
dan
(5)
rol
hantar
air 18-20°
shore.
Sistem
penintaan
dapat dibagi
nie!1iadi 4 bagian:
a. Bak tinta,
tempat
persediaan tinta
b. Rol bak,
fungsinya mengeluarkan
tinta dari bak
ke
rol-rol distribusi
melalui rol
jilat.
c. Rol-rol distribusi atau seksi distribusi, yang
menerima Japisan tinta
tebal
dari
rol
bak,
menyebarkannya
menjadi
Japisan
yang
tipis merata, dan
menghantarkannya
ke rol acuan
(pelat).
d. Rol-rol acuan atau rol-rol pelat, yang menghantarkan
lapisan tinta kepada
permukaan
pelat ofset dengan
ketebalan yang tepat.
2.1.3
Air Pembasah
Pengalihan
tinta yang baik
hingga ke permukaan kertas jika
tidak didukung
oleh pembasahan
yang baik, hasil cetak akan tidak sesuai yang diharapkim, antara
lain :
warna tinta
akan pudar,
lama mengering,
warna
tinta pucat, dan lain-lain.
Penyaluran air
yang
tanpa
cacat pada
tempat-terripat
tak bergambar, tergantung
3(tiga) faktor, yaitu :
(1)
sifat penarikan air bagian-bagian
yang tak mencetak, (2)
sifat
dan susunan air
pembasah yang
diberikan pada
pelat,
dan (3)
bekerjanya
peralatan air secara
teratur,
Untuk
mencapai pemisahan antara
bidang
gambar dan tidak bergambar,
maka
digunakanfountain
solution. Fountain solution mempunyai
beberapa fungsi,
antara
|
|
57
lain : (1)
standarisasi dan stabilisasi nilai
pH, (2)
memampukan
air membasahi pelat
c
.
etak s
.
ecara tipis
dan
merata, (3)
melindungi pelat
cetak,
(4) perlindungari terh
.
adap
alga
dan
bakteri
dalam
sirkulasi
fountain solution,
dan
(5)
mempercepat
standarisasi
dari ink-water
balance
(keseimbangan
antara tinta dan air).
Faktor penting laiunya
yang
menentukan
kualitas
basil
cetak
yang optimal
adalah
air
yang digunakan.
Untuk
menjaga kualitas
air
yang
baik,
disarankan menggunakan
sistim water conditioning
··.agar enjamin
kualitas
air
yang konstan
(Wasono,
Teknik Grafika
dan Industri
Grafika,
2008).
2.1.4
Warna
Untuk dapat
melihat warna
kita
membutuhkan
cahaya, dimana warna
timbul
saat
kita melihat cahaya yang dipantUlkan. Cahaya adalah radiasi yang menyebar
sangat
cepat
dengan
kecepatan
yakni
300.000
kilometer
per detik.
Cahaya
memiliki
gelombang,
namun
hanya
gelombang
elektromagnetik yang berjarak
sangat kecil saja
...· ·.
yang dapat dilihat
oleh kita sebagai cahaya
yang berwarna.
Warna
primer
terdiri dari
3,
yaitu:
biru,
merah,
dan
hijau.
Gelombang
warna
biru
sekitar 400nm, hijau
550nm,
dan
merah 700nm. Ketiga warna ini
dapat
bercampur satu
sama
lain
dan
menghasilkan warna
lain
seperti
yang ditunjukkan
pada
Tabel2.1.
|
 58
Tabel2.1 Pencarnpuran
Warna
Campuran
Basil
Green +Red
Yellow
Green+
Blue
Cyan
Blue+
Red
Magenta
Green + Blue + Red
White
Sumber:
Wasono, 2008
Garnbar
berwarna.
dicetak
dengan
menggunakan
empat
warna,
yaitu cyan,
magenta, yellow,
dan
black.
Tinta
cetak
hitarn
roeningkatkan/menaikkan
ketajarnan
dan kedalarnan/lebar
garnbar. Hal ini karena, sifat-sifat pigmen
warna kromatik,
·
warna hitarn berikutnya
dicarnpur dari
cyan,
magenta dan kuning,
yang
tak
pernah
gehip seperti
hitam.
Mencetak
bertujuan
untuk
menyalin warna yang
konstan dalarn
keseluruhan
proses cetak. 'untuk
tinta cetak
dan warna persediaan cetak,
pararnater yang
paling
.
pentirtg
adalah
ketebalan
film
tinta, nilai
halftone,
keseimbangan
warna,
pemasangan
tintadan
rangkaian warna (Wasono, Teknik Grafika dan Industri
Grafika, 2008).
Untuk itu
dalarn
percetakan
offset
terdapat beberapa hal
yang
harus
dikontrol, yaitu
(Press
Operator's Guide, 2008):
1.
Density
Density
adalah
nilai kepekatan
tinta
yang
dihasilkan.
Berdasarkan
sfandar
ISO yang dihasilkan,
density
dihitung ·
dengan
nilai
Lab yang
meliputi
warna
CMYK
serta
dihiturig pula
hasil
untuk
warna
RGB
yang
tercetak.
Dalarn penelitian ini, wama
RGB akan dhitung
melalui
nilai trapping
(penumpukkan warna).
·
|
|
59
2.
Dot gain
Setelah
density
telah memenuhi standar ISO, maka kontrol selanjutnya
.
yang
harus· dilakukan
adalah nilru
dot gain.
Dot gain
merupakan
efek
pembesaran
dot di daerah halftone yang teJjadi
pada proses cetak.
Dot
gain
merupakan efek
dari
percetakan
yang
dapat
diukur,
diprediksi,
dan
dikendalikan
(Lawler, Brian P.,
Know The Enemy: Understanding
Dot
Gain and
I(s Efficts, 1997).
3.
Gray
balance
Mata manusia
akan
sangat
sulit
menangkap gray balance
dan oleh karena
itu; ISO 12647-2
mendefmisikan gray balance sebagai
CSO%,
M40%,
Y40%,KO%.
Menurut
L.Bergman,
kualitas
hasil
cetak
dipengaruhi oleh baik
density
maupun dot gain yang oleh kareml
itulah kedua hal tersebut menjadi pengukuran
yang harus
dilakukan dalam proses cetak. Pengontrolan
terhadap hasil cetak
khususnya
dalam hal
warna
sebaiknya
menggunakan sampel
yang diambil
per
1.000
lembar cetilk
untuk order cetak
sebanyak 10.000 lembar.
(Press Operator's Guide,
2008)
2.2
Kualitas
Perubahan-perubahan
yang
cepat
dalam era globalisasi
saat ini akan
membawa implikasi pada perusahaan
di seluruh
dunia.
Respon
yang
cepat dan
tepat
terhadap
segala perubahan
tersebut pun akan sangat menentukan
keberhasilan
|
|
60
pertisahaan.
Dewasa
ini semakin banyak perusahaan yang telah mengubah
strateginya
dari perusahaan
yang
berusaha
menguasai
sumber
daya dalam negeri
untuk
menguasai pasar
domestik ke perusahaan yang
berusaha menemukan kombinasi
optimal dari sumber daya lokal dan luar
negeri untuk dapat bersaing baik di pasar
>
dorr:iestik maupun pasar luar negeri. Dengan kondisi yang
seperti ini
maka produk
dan
jasa
yang bermutulah
yang
akan
memenangkan
persaingan. Perusabaan
dituntut
untuk dapat
menjaga
konsistensi mutu produk
maupun
jasa yang dihasilkan, dan
tintuk
itu
diperlukan
adanya pengendalian
mutu atas aktivitas
proses yang dilakukan.
.
·
Produk
atau jasa
yang bermutu
adalab produk
atau
jasa yang sesuai
dengan apa
yang
diinginkan konsumennya.
(Ariani, 1999,
hal.2)
Mutu memerlukan
suatu
proses
perbaikan yang
terus
menerus dan dukungan
dari
manajemen,
karyawan, serta pemerintab. Perbaikan
yang terus
menerus
· •
:
memerlukan
komitrnen
perusahaan terhadap
mutu.
Komitrnen terhadap
mutu
adalab
suatu
sikap
yang
diformulasikan
dan
didemonstrasikan
dalam
setiap
lingkup
kegiatan
dan kehidupan.
Mutu
sangat
penting
bagi
suatu
organisasi
atau
perusahan,
dikarenakan beberapa
alasan
sebagai
berikut :
·
.
Sebagai
reputasi
perusabaan
Perusabaan
yang
menghasilkan
produk atau jasa
yang
bermutu
akan dikenal
oleh
inasyarakat
luas dan mendapatkan
nilai
lebih
di
mata
masyarakat sehingga
·
.·
nantinya
dipercaya oleh masyarakat
luas.
|
|
61
• Penurunan biaya
· Penurunan biaya
Produk
ataujasa
yang
bermutu,
perusahaantidak
perlu
mengeluarkan
biaya
tinggi.
Hal
ini
dikarenakan
perusahaan
berorientasi pada
customer satisfaction,
yaitu
dengan menda.sarkanjenis, tipe, waktu
danjumlah
produk yang
dihasilkan sesuai
·
dimgan kebutuhan dan
harapan pelanggan:
•
Peningkatan pangsa
pasar
Pangsa pasar akan
meningkat
bila
minimasi biaya
tercapai,
sehingga harga
dapat
ditekan
walau rnutti tetap
menjadi
yang terutarna.
•
Pertanggungjawaban produk
Dengan
semakin meningkafilya
mutu
produk
atau
jasa
yang
dihasilkan,
maka
perusahaan
akan
nampak semakin bertanggung
jawab
terhadap desain,
proses dan
·
···
pendistribusian
produk
tersebut
untuk
memenulii.
kebutuhan
dan
harapan
·
·
pelanggan.
·
•
Dampak
Intemasional
Dengan
menawarkan produk ataujasa yang bermutu,
maka
selain dikenal
di pasar
·. ·
lokal, produk
atau jasa akan dikenal dan diterima di pasar internasional.
•
Penampilan produk danjasa
Mutu
.
akan membuat produk atau jasa
dikenal, dan
hal ini
akan membuat
perusahaan· juga
akan
dikenal
dan
dipercaya
masayarakat
luas
sehingga
tingkat
kepercayaan
masyarakitt terhadap produk apapun yang
nantinya ditawarkan
oleh
perusahaan tersebut akan diterirria dengan baik oleh
masyarakat.
|
|
62
•
Mutu
yang dirasakan
Persaingan saat
ini bukan lagi
masalah harga melainkan
mutu produk. Hal
inilah
.
yang
mendorong konsumen untnk
niau
membeli produk atau
barang
dengan
harga ·
.
tinggi
narnun bermutu tinggi pula.
2.2.1
Sejarah
Perkembangan Mutu
Mutu telah dikenal
sejak empat ribu tahuu
lalu, ketika bangsa Mesir · kuno
.
mengnkur
dimensi batu-batu ·yang
digunakan
untnk
membangun pirarnida. Pada
zarnan modern,.fungsi
mutu
berkembang melalui
beberapa
tahap,
yaitu :
I.
Inspeksi
(Inspection)
Konsep
mutu modern dirnulai
pada tahun 1920-an. Kelompok
mutu yang
utarna
adalah
bagian
inspeksi.
Selarna
prodUksi, para
inspektor
mengnkur
hasil
produksi
berdasarkan
spesifikasi.
Bagian
inspeksi tidak independen,
biasanya mereka
melapor
ke . pabrik.
Hal
ini menyebabkan
perbedaan kepentingan.
Seandainya
irispeksi
menolak
hasil satu alur produksi
yang tidak sesuai
maka bagian
pabrik
· berusaha meloloskannya
tanpa mempedulikan
mutu. Pada masa
ini terdapat
beberapa orang ahli
di
bidang
statistic yang antara lain
Walter A. Sewhart (1924)
yang
menemukan
konsep statistic
untnk pengendalian
variabel-variabel
produk,
·
seperti panjang, Iebar,
berat, tinggi
dan sebagainya.
Sedang HF Dodge
dan
HG
·.
Romig
(akhir 1920)
merupakan pelopor dalarn
pengarnbilan
sarnpel
untnk
menguji
penerimaan produk
(acceptance sampling).
|
|
63
2.
Pengendalian Mutu
(Quality
Control)
Pada tahun
1940-an; kelompok; inspeksiberkembang
menjadi bagian
pengendalian
·
mutu. Adanya perang dunia II
mengharuskan
produk
militer
yang bebas cacat.
Mutu
produk
militer
menjadi salah satu
faktor
yang
menentukan kemenangan
dalam peperangan.
Hal ini harus dapat diantisipasi
melalui
pengendalian
yang
·
dilala,ikan
selania proses
produksi.
Tanggung
jawab
mutu
diahlikan
ke bagian
qu
lity control
yang
independen.
Bagian
lni memiliki otonomi penuh dan terpisah
dari bagian
pabrik. Para
pemeriksa
mutu dibekali dengan
perangkat statistika
seperti
diagram
kendali
dan penarikan sampel.
3.
Pemastian Mutu (Quality
Assurance)
.
•
Rekomendasi
yang dihasilk;an
dari
teknik-teknik
statisyis
sering
kali
tidak dapat
dilayani
oleh
stiuktur
pengambilan keputusan
yang
ada.
Pengendalian
mutu
berkembang
.
men
.
jadi pemastian mutu (quality assurance). Bagian
pemastian mutu
difokuskan
untuk
niemastikan proses
dan
mutu
produk melalui pelaksanaan audit
.. operasi,
pelatihan, analisis kinerja
teknis, dan petunjuk operasi untuk
peningkatan
mutu.
Pemastian
mutu
bekerja
sama
dengan
bagian-bagian
Jain
yang
bertanggung
jawab
penuh terhadap
mutu
kinerja masing-masing bagian.
4.
Manajemen Mutu (Quality
Management)
.
Pemastian
mutu
bekerja
berdasarkan
status
quo,
sehingga
upaya
yang dilakukan
hanyalah
memastikan pelaksanaan pengendalian
mutu, tapi
sangat
sedikit
pengaruh
untuk
meningkatkannya.
Karena itu untuk
mengantisipasi persaingan,
|
|
64
aspek
mutu
perlu
selalu
dievaluasi
dan
direncanakan
perbaikannya melalui
p'enerapan
fungsi-fungsi manajemen
mutu.
5.
Manajemen
Mutu
Terpadu (Total
Qil(ility Management)
Dalam
perkembangan
·manajemen
mutu,
temyata
bukan
fungsi
produksi
yang
mempengaruhi
kepuasan
pelanggan
terhadap
mutu.
Dalam
hal
ini
tanggungjawab
terhadap mutu
tidak
cukup
hanya
dibebankan
kepada suatu
bagian
tertentu,
tetapi
sudah
menjadi
tanggung
jawab
seluruh
individu
di
perusahaan.
Pola
inilah
yang
disebut
Total
Quality Management.
Total
Quality . .
itu
sendiri
memiliki
definisi
suatu
pendekatan
untuk
·
. 'melaksanakan
bisnis
yang
berusaha
memaksimumkan
persaingan
organisasi
melalui
perbaikan
secara
menyeluruh
dalam
mutu
produk,
pelayanan, orang,
proses,
dan
lingkungail..
Pendekatan
tersebut
mempunyai
karakteristik
sebagai
berikut
:
(Ariani,
·
1999,
ha!S)
·
•
Ilei:fokus
pada
pelanggan, baik
pelanggan internal
maupun eksternal
•
Tujuan
utamanya adalah
mutu
•
Menggunakan
pendekatan
ilmiah
dalam pengambilan
keputusan
dan
penyelesaian
masalah
•
Komitffien terhadap mutu
dalamjangka
panjang
•
Mengadakan
kerja
tim
•
·
Mengadakan
perbaikan
proses
secara terus
menerus dan
berkesinambungan
•
·
Memberdayakan pendidikan dan
pelatihan
|
|
65
• Adanykebebasan
· Adanykebebasan
dalam
mengadakan
pengendalian
•
·
Adanya
keseragaman dan kesamaan
tujuan
•
Keterlibatan dan
pemberdayaan karyawan
maupun seluruh personil
organisasi
· . 2.2.2 ·
·
Definisi
Kualitas ·
Defmisi
kualitas
menurut
beberapa ahli yang banyak dikenal, antara lain :
•
Juran
(1962) :
"Kualitas
adalah kesesuaian dengan tujuan atau
manfaatnya. '
•
Crosby (1979) ·:
"Kualitas adalah kesesuian dengan kebutuhan
yang
meliputi
availability,
· delivery, ·.·reliability,
maintainability,
dan cost
effectiveness."
•
Deming
(1982)
:
"Kualitas
hanis bertujuan
memenuhi
kebutuhan
pelanggan
sekarang
dan di masa
mendatang."
•
•
Feigenbaum (1991)
:
''Kualita.S merupakan keseluruhan
·
karakteristik
produk
dan
jasa
yang meliputi
marketing,
engineering,
manufacture,
dan
maintenance,
dalam mana produk dan
jasa tersebut dalam
pemakaiannya
akan sesuai
dengan kebutuhan
dan harapan pelanggan."
•
Scherkenbach
(1991)
:
"Kualitas
ditentukan
oleh pelanggan,
pelanggan
rrienginginkan produk
dan
jasa
yang
sesuai
dengan
kebutuhan
dan
harapannya pada
suatu
tingkat
harga tertentu
yang
menunjukkan nilai
produk
tersebut."
|
|
66
•
Elliot
(1993)
:
"Kualitas
adalah sesuatu
yang berbeda untuk orang yang
berbeda dan
tergantung
pada
waktu
dan tempat, atau
dikatakan
sesuai
dengan
tujuan."
•
Goetch
dan
Davis
(1995) :
"Kualitas
adalah suatu kondisi dinamis yang
berkaitan
dengan
produk,
pelayanan,
orang,
proses,
dan lingkungan
yang
memenuhi atau
melebihi
apa yang
diharapkan."
•
Perbendaharaan
istilah
ISO
8402
dan dari Standar
Nasional
Indonesia
(SNI
19-8402-1991)
:
"Kualitas
adalah keseluruhan ciri dan karaktreristik
produk
atau jasa
yang kemampuannya
dapat
memuaskan kebutuhan, baik
yang
dinyatakan
secara
tegas
maupun
tersamar.
Istilah
kebutuhan
diartikan
sebagai spesifikasi
yang
tercantum dalam
kontrak
maupun kriteria-kriteria
yang
harus
dldefinisikan terlebih
dahulu.
Secara
garis
besar,
mutu
atau
kualitas
adalah
keseluruhan
ciri atau
karakteristik produk atau
jasa
dalam
tujuannya untuk
memenuhi kebutuhan
dan
harapan
pelanggan (Ariani,
1999,
hal
6).
Suatu
produk
dikatakan
bermutu
apabila
mempunyai
nilai subyektifitas
yang
tinggi
antara satu
konsumen dengan konsumen
lain. Hal
inilah yang
biasa disebut dengan
dimensi
mutu yang berbeda
satu
sama lain.
|
|
67
2.2.3
Konsep
Kiialitas pada
lndustri Maimfaktur
Kualitas pada
·
industri
manufaktur selaill
menekankan
pada
produk
yang
dihasilkan, juga
perlu diperhatikan kualitas pada
proses
produksi. Bahkan
yang
·
.
terbaik adalah apabila
perhatian
pada
kualitas bukan pada
produk akhir,
melaiukan
proses
produksinya
atau· produk ·yang
masih ada dalam proses (work in process),
sehingga
bila diketahui ada cacat atau kesalahan
masih dapat diperbaiki. Dengan
demikian, produk
akhir
yang dihasilkan adalah
produk
yang
bebas cacat dan tidak ada
lagi
pemborosan
yang
harus
dibayar
mahal karena
produk
tersebut
harus
dibuang
atau
dilakukan
pengerjaan ulang.
Ada
beberapa
dimensi
kualitas
untuk
industri manufaktur.
Dimensi
ini
digunakan
untuk
me!ihat
dari
sisi
manakah
kualitas
dinilai.
Yang dimaksud
dimensi
kualitas
tersebut,
telah
diuraikan oleh Garvin
,
antara
lain
:
• ·Performance,
yaitu kesesuiari produk
derigan
fungsi
utama
produk
itU sendiri
atau
karakteristik operasi
dari suatu produk.
•
·
Feature, yaitu
ciri khas produk
yang membedakan
dari produk
lain yang
menipakan
karakteristik
pelengkap dan mampu
menimbulkan
kesan yang baik
bagi pelanggan.
•
Reliability,
yaitu kepercayaan
pelanggan terhadap produk karena kehandalannya
atau karena
kemungkinan
kerusakan
yang
rendah.
|
|
68
•
Conformance,
yaitu
kesesuaian
produk
dengan
syarat
atau. ukuran
tertentu
atau
sej11uh mana
karakteristik
desain
dan
operasi
memenuhi
standar
yang
telah
ditetapkart.
•
·Durability,
yaitu
tingkat
ketahanan atau.awetnya produk atau
lama
umur
produk.
•
Serviceability,
yaitu
kemudahan
produk
itu hila
akan
diperbaiki
atau
kemudahan
memperoleh
komponen produk tersebut.
•
Aesthetic,
yaitu
keindahan atau
daya
tarik produk tersebut.
·•
Perception,
ya.itu
fanatisme
konsumen
akan
merek
suatu
produk
tertentu
karena
citra
atau
reputasi produk
itu
sendiri.
·2.2,4
.
Alat dan TeknikPerbaikan Mutu
·Ada beberapa
alat
yang
sering
digunakan
dalam
memperbaiki
kondisi
perusahaan
untUk
dapat
meningkatkan
mutu
produk
atau
jasa
yang
dihasilkannya.
Teknik
atau
alat
tersebut
dapat
berwujud
2
jenis, yaitu
yang
menggunakan
data
verbal
dan
yang
inenggunakan data
numeric. Yang
menggunakan data
verbal
adalah:
i.
Flow chart
yang
menunjukkan
seluruh
lartgkah
dalam
proses
dan
menunjukkan
bagaimana langkah itu
saling
berinteraksi.
2.
Brainstorming
untuk
memacu
pemikiran
kreatif
guna
mengumpulkan
ida-ide
dari
suatu
kelompok
waktu
yang
relatif singkat.
3.
Cause and effict
diagram yang
digrinakan
untuk
melljelaskan
sebab-sebab
suatu
persoalan. Diagram ini
disebut
juga
dengan diagram
kerangka ikan
atau
Fishbone.
|
|
69
4.
Affinity Diagram
yang
berguna
untuk
menyaring
data
yang
berjumlah
besar
dan
·
menciptakan pola
pikir
baru.
Sedangkan
yang
menggunakan data
numerik sbb:
I.
Check sheet
untuk menghitung seberapa sering
sesuatu teljadi.
2.
Pareto chart
yang
digunakan
untuk
membandingkan
baebagai
kategori
kejadian
yang
disusun
menurut
ukurannya untuk
menentukan prioritas.
3.
Histogram
yang
digunakan untuk
menunjukkan
variasi
data
pengukuran
dan
variasi setiap
proses.
4.
Scatter
diagram
yang
menunjukkan
kemungkinan
hubungan
antara
pasangan
dua
macam
variabel
dan
menunjukkan keeratan hubungap.
antara
dua
variabel
tersebut.
5.. Run chart
yang
menunjukkan
variasi
ukuran
sepanjang
waktu,
kecenderungan,
daur,
dan
pola-pola lain
dalam
suatu
proses.
23
Six sigma.:
2.3.1
Sejarah
Six sigma
Ide
six sigma
dimulai
tahun
1981
ketika
Robert Galvin
menantang
sektor
komunikasi
Schaumburg
untuk
perbaikan
mutu
dalam 5
tahun. Pada
tahun
1986,
Galvin
menetapkan
tujuan
yang
lebih
menantang
dengan
perbaikan sepuluh
kali
lipat
dalam
semua
area fungsional
Motorola
pada tahun
1989,
seratus kali
lipat
perbaikan
pada
tahun 1991,
dan
kemampuan
six sigma
pada
tahun 1992 (Ariani, 1999,
hal156).
|
|
70
Six
sigma
Motorola
merupakan
suatu metode
atau
teknik
pengendalian
dan
peningkatan kualitas
dramatik yang diterapkan
oleh perusahaan Motorola sejak tahun ·
1986, yang inenipakan
terobosan baru dalam bidang manajemen
kualitas. Banyak
ahli
manajemen
kualitas
menyatakan
.
bahwa
metode
Six
sigma
Motorola
dikembangkan
dan
diterima Secara luas oleh dunia
industri, karena
manajemen
industri
frustasi
terhadap sistem-sistem manajemen
kualitas
yang ada, yang ·tidak
mampu melakukan peningkatan
kualitas secara dramatik menuju tingkat kegagalan
no! (zero defect). Prinsip-prinsip
pengendalian
dan peningkatan
kualitas Six
sigma
Motorola mampu. menjawab tantangan
ini, dan
membuktikan bahwa perusahaan
Motorola selama
kurang
lebih I 0 tahun
setelah
implementasi konsep
six sigma telah
mampu
mencapai tingkat
kualitas 3,4
DPMO (defects
per million
opportunities) atau
kegagalan
per sejuta
kesempatan.
2.3.2
Pengertian
Six
sigma
Kata
sigma
adalah
istilah
yang secara
statistik
berarti
standar
deviasi
yang
menggambarkan seberapa
jauh
variasi proses dari
nilai
rata-ratanya dalam arah
positif
dan
negatif.. Sigma
merupakan
ukuran
statistik
mengenai
variabilitas sekitar
rata-rata.
Six
sigma
merupakan
suatu
visi peningkatari
kualitas
menuju
target
3,4
kegagalan
per
sejuta
kesempatan (DPMO) untuk setiap
produk . (barang
ataupun
jasa).
Adapun
istilahcistilah
yang terkait
dengan
metode six sigma, yaitu : (Gaspersz, 2002,
hal. 6)
|
|
71
• BlackBelt
·
Merupakan
pemimpin
tim
(team
leader)
yang
bertanggung
jawab
untuk
pengukuran,
analisis,
peningkatan
dan
pengendalian
proses-proses
kunci
yang
mempengaruhi
kepuasan
pelanggan
dan!atau
pertumbuhan
produktivitas.
Seorang
black belt
menempati
posisi
pemimpin
penuh
waktu
(full
time position)
dalam
proyek
six sigma.
•
Green
Belt
Seorang
green
belt
memiliki tanggungjawab
yang
sama
dengan
Black Belt,
kecuali
posisinya tidak
penuh
waktu
(not full time position).
•
Master
Black
Belt
Merupakan
seorang
guru
yang
melatih
Black Belt,
sekaligus
merupakan
mentor
dan/atau
konsultan
proyek
six
sigma
yang
sedang ditangani
oleh
BiackBelt.
•
Champion
Merupakan
individu
yang berada
pada manajemen
atas
(top
management)
·
yang
memahami
six sigma
dan
bertanggung jawab
untuk
keberhasilan
dari
six sigma
yang
sedang
dijalankan tersebut.
•
Critical to Quality
(CTQ)
Merupakan
atribut-atribut
yang
sangat
penting
untuk
diperhatikan
karena
berkaitan
langsung
dengan
kebutuhan
dan
kepuasan
pelanggan.
Juga
|
|
72
·
inerupakan
elemen
dari
suatu
produk,
proses
atau
praktek-praktek
yang
·
berdampak
Iangsung pada
kepuasan.pelanggan.
•
Defect
Merupakan
kegagalan
untuk
memberikan
apa yang
diinginkan
oleh
pelanggan.
•
Defects
per Million
Opportunity
(DPMO)
Meiupakan
ukuran
kegagalan
yang
dihitung
dalam
program
peningkatan
kualitas
six sigma,
yang
menunjukkan
banyaknya
cacat atau
kegagalan
per
sejuta kesempatan.
•
Process
Capability •
Menipakan
kemampuan
proses
untuk
memproduksi
atau
menyerahkan
output
sesuai
dengan
ekspektasi
dan kebutuhan
pelanggan.
Process
Capability
merupakan
suatu
ukuran
kinerja
kritis
yang
menunjukkan
proses
mampu
menghasilkan sesuai
dengan
spesifikasi
produk
yang
ditetapkan
oleh
manajemen
berdasarkan
kebutuhan dan
ekspektasi
pelanggan.
•
Variation
Merupakan
apa
yang
pelanggan
Iihat
dan
rasakan
dalam
proses
transaksi
antara
pemasok
.
dan
pelanggan.
Semakin
kecil
variation
akan
semakin
disukai, karena
menunjukkan
konsistensi dalam
kualitas. Variasi
mengukur
|
|
73
suatu
perubahan
dalam proses yapg
mungkin
mempengaruhi hasil yang
diharapkan...
· 2.3.3
Konsep
Six
sigma
Motorola
Penerapan
konsep
six
sigma
dalam
industri
manufakturing,
harus
memperhatikan_enam aspek
berikut,
yaitu:
(Gaspersz, 2002,
hal9)
I.
Identifikasi karakteristik
produk yang akan
memuaskan pelanggan,
sesuaikan dengan
kebutuhan
dan
ekspektasi
pelanggan.
·
2. Mengklasifikasikan semua
karakteristik kualitas
itu sebagai CTQ.
3. Menentukan apakah CTQ
dapat
dikendalikan
melalui pengendalian
material,
mesin, proses kerja, dll.
4.
Menentukan batas
maksimum
toleransi
untuk
setiap
CTQ
sesuai
dengan
keinginan
pelanggan [nilai
Upper
Spesification
Limit
(USL)
dan
Lower
Spesification Limit
(LSL)].
5. Menentukan
maksimum variasi proses
untuk
setiap
CTQ
atau dengan
kata
lain
menentukan
nilai.maksimum standar deviasi
untuk setiap CTQ.
6.
Mengubah desain produk atau proses sedemikian
rupa agar mampu
mencapai nilai
target
six sigma.
Nilai dari
target six
sigma dapat tercapai apabila indeks kemampuan proses
. atau
biasa
disebut dengan Cpm
bemilai minimum 2 (Cpm
?.
2).
Pendekatan
pengendalian proses 6-sigma Motorola mengizinkan adanya pergeseran
nilai
rata-rata
|
 74
(mean)
dari setiap CTQ
dari proses
industri
terhadap ni1ai
spesifikasi target
(T)
sebesar
±
1,5
sigma, sehinggan
nantinya akan
menghasilkan 3;4
DPMO. Proses
six
·
sigma
dengan distribusi
normal yang
mengizinkan
ni1ai
rata-rata
(mean)
proses
·bergeset
1,5 ·sigma
dari ni1ai spesifikasi
target
kualitas
(T) yang diinginkan
o1eh
pe1anggan, dapat
dilihat
pada
Gambar
2.1.
Adapun hubungan antara
batas spesifikasi,
persentase
yang memeimhi spesifikasi dan DPMO
terlihat
pada Tabe12.2.
Sumber:
Gaspersz, 2002
Gambar
2.L Konsep
Pergeseran 1,5 Sigma
pad a Distribusi
Normal
|
 75
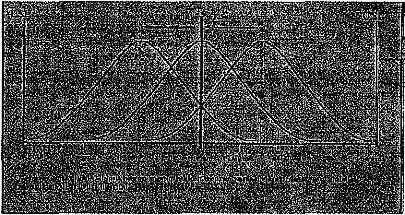
Tabel2.2 Hubungan Batas Spesiftkasi,
Persentase dan DPMO
Batas
Spesifikasi
Persentase yang
Memenuhi
Spesiiikasi
DPMO
±
1
sigma
30,8 38%
..
691.462
±2 sigma
69,1462%
308.538
±3 sigma
93,3193%
66.807
±4sigma
99,3790%
6.210
±5
sigma
99,9767%
233
±6 sigma
99,99966%
3,4
Sumber:Gaspersz, 2002
·
2.3.4
Metode DMAIC pada Peningkatan
Kualitas
Six
sigma
.Metode
Define,.· Measure,
Analyze,
Improve
and
Control
(DMAIC)
merupakan
proses
untuk
peningkatan
terus-menerus
menuju
target
six
sigma. DMAIC
dilakukan
secara
sistel:natis, berdasarkan
ilmu
pengetahuan dan fakta (systematic,
· scientific and fact based).
Adapun
terbagi
menjadi 5 tahap, yaitu:
1.
Define, merupakan langkah operasional
pertama dalam program peningkatan
kualitas six sigma. Dalam
tahap
ini dideftnisikan beberapa
hal
yang terkait
dengan
identi
.
ftkasi
masalah dengan project
statement,
i
.
dentiftkasi
kebutuhan
pelanggan
(voice of customer), pemilihan produk
terkait
dengan proyek
six sigma, dan
penggambaran diagram
SIPOC.
|
|
76
2;
Measure, merupakan ·
Iangkah operasional kedua dalam program peningkatan
·
_ kualitas six sigma. Hal pokok
yang
harus dilakukan dalam -tahap measure adalah
melakukan pengukuran kineija sekarang
baik pada tingkat
output ataupun proses.
3.
Analyze, meiupakan
Iangkah openisional ketiga dalam program peningkatan
kualitas
six sigma. Pada tahap ini dilakukan
2
hal yaitu menentukan
stabilitas
.
(stability) dan kapabilitas
atau kemampuan
(capability)
dari proses, serta
mengidentifikasi sumber-sumber dan akar penyebab
kecacatan atau kegagalan.
4.
Improve, merupakan
rencana
tindakan
(action plan)
untuk
melaksanakan
peningkatan kua!itas six sigma.
5.
Control,
merupakan
tahap operasional
terakhir
dalam program
peningkatan
.
·
.
. kualitas six sigma. Pada tahap ini, basil peningkatan
kualitas
didokumentasikan
·
·dan disebarluaskan, prosedur didokumentasikan
dan dijadikan pedoman keija
standar.
·
2.3.4.1 Tahap
Define
Tahap define •
merupakan .
tahap.
pertama
dalam
metode
DMAIC
yang
mengidentifikasi
masalah;
mengidentifikasi kebutuhan
pelanggan,
melakukan
pemilihan prciduk terkait
dengan proyek six sigma,
serta penggambaran
diagram
SIPOC.·
1. ·
Project
Statement
Project statement merupakan pemyataan proyek yang
terbagi menjadi beberapa
komponen,
yaitu :
|
|
77
•
Business Case,
merupakan Jatar belakang
dari
proyek
yang dijalankan dan/atau
dari permasalahan yang teJ.jadi.
•
Problem Statement, merupakan
pemyataan
mitsalah yang akan dibahas.
_ • Project Scope,
merupakan
ruang lingkup
dan pembatasan
dari proyek
yang
dijalankan.
•
Goal
Statement, merupakan
peinyataan
tujuari dari proyek
yang dijalankan.
·
-
•
Milestone, merupakan batas.waktu
penelitian
dan pengeJ.jaan proyek.
2.
Voice
of Customer (VOC)
Prciyek
six
sigma
merupakan
suatu
stnitegi
dan sistem
yang
secara
terus
menerus
riienelusuri
dan memperbaharui
kebutuhan
pelanggan,
aktivitas
pesaing,
perubahan
pasar, dll.
Dengan
demikian, program
six sigma
menjadi
suatu
sistem
Voice of Customer.
(Gaspersz,
2002, hal
53)
3.
Pemilihan Produk
Pemilihan
produk
merupakan
salah
satu komponen
dalam tahap define
guna penelitian
atau proyek six sigma yang dijalankan
menjadi
lebih terfokus
pada produk
tertentu.
4.
Diagram SIPOC
(Suppliers-Inputs-Processes-Outputs-Customers)
Diagram
SIPOC
merupakan
suatu
alat
yang berguna
dan
paling
banyak
dipergunakan
dalam
manajemen
dan ningkatan
proses (Gaspersz,
2002,
hal
47). Nama SIPOCmerupakan lima elemen
utama dalam sistem
kualitas,
yaitu:
|
|
78
•· Suppliers,
merupakan
orang
atau
kelompok
orang
yang
memberikan
informasi
kunci,
material, atau
sumber
daya
lain
kepada
proses. Jika
suatu
proses terdiri
dari
beberapa
sub-proses,
maka
sub-proses
sebelumnya
dapat
dianggap
sebagai
pemasok internal
(internal suppliers).
•
!(!puts,
adalah
segala sesuatu
yang
diberikan oleh
pemasok
(suppliers).kepada
proses.
•
Processes,
merupakan
sekumpulan
langkah
yang
mentransformasi
dan
secara
ideal,
menambah
nilai
kepada
inputs
(proses
tranformasi
nilai
tambah
kepada
inputs).
Suatu proses
biasanya terdiri
dari
beberapa sub-proses.
•
Outputs,
merupakan
produk
(barang
dan/atau
jasa)
dari
suatu
proses.
Dalam
industri
manufaktur,
outputs
dapat
berupa
barang
setengah
jadi
maupun
barang
jadi
(final product).
Termasuk
ke
dalam
outputs
adalah
informasi
informasi kunci: dari
proses.
•
Customers,
merupakan
orang
atau
kelompok
orang,
..
tau
sun-proses
yang
menerima
outputs.
Jika
suatu
pro
es terdiri
dari
beberapa
sub-proses,
maka
sub-proses
sesudahnya
dapat dianggap
sebagai
pelanggan internal
(internal
customers).
|
 79
Proses I
Proses II·
Proses III
I .
Suppliers
I
I
Inputs
I
Processes
I
Outputs
I
I
Customers
I
·
Keteratigan
Keterang8.n
Keterangan
Keterangan
t
l
Sumber: Gaspersz, 2002
Gambar 2.2 Diagram SIPOC
2.3.4.2
Tahap
Measure
Tahap
Measure
merupakan
tahap
kedua dalam metode DMAIC, pada
tahap
ini dilakukan pengukuran DPMO dan level sigma.
1.
Uji
Kenormalan
Data
Uji
kenormalan
data
ildalah
suatu
uji
yang dilakukan pilda sampel yang diamati
untuk
mengetahui
apakah
data-data
sampel tersebut
menyebar
mengikuti
pola sebarim
normal.
Suatu
kumpulan
sampel
data
yang berdistribusi
normal,
memiliki
arti
bahwa
data"data
atau
sampel
yang
diamati memiliki sebaran yang
mendekati nilai
rata-rata
dan nieiniliki
nilai
simpangan baku yang cukup kecil.
.
.
Sebaran
normal
dari
data sampel
yang diamati
mengindikasikan
bahwa
parameter atau
ukuran karakteiistik
dari
data
sampel
tersebut
valid
untuk
digunakan
· padaperhitungan
yimgnantinya diharapkan
dapat mewakili
populasi.
|
 80
Kurva normal
digambarkan
menyerupai
bentuk
lonceng
atau
genta
yang
merupilkan sebuah kurva
yang simetris
terhadap
garis vertikal, yang digambarkan
seperti berikut:
Gambar 2.3 Kurva Normal
Uji kenormalan data dapat dilakukan menggunakan sojlware
Minitab
14.
Adaj:mn
langkah-langkah
uji
kenormalan
dengan
software
minitab
14
adalah
sebagai
berikut:
I.
Bukasoftware minitab
14
2. Tuliskan
judul data yang mewakili
gambaran data yang akan dihitung.
pada baris paling
atas kiri
(
C
I) dari tabel
yang telah
tersedia .
·
3. ·
Masukkan data-data
yang akan dihitung
pada
kolom-kolom di bawah
judul
data tersebut
secara.berurut
4. Pilih
menu Stat pada toolbar
5. Pilih pilihan
Basic Statistic.
6. Pilih
Normality
Test
|
 81
7. Klik 2 kali
pada
tabel
yang
memuat
judul data
yang
akan dihitung,
untuk
menampilkan judul data pada text "variable"
8. Pilih kolmogorov-smirnov pada "test for normality"
9. KlikOK
10. Akan
tam
pi! grafik probability
plot dari data perhitungan yang diinginkan
11. Kenormalan
data
dapat
dilihat dari
nilai
p-value, dimana untuk p-value
>
0,15 menunjukkan bithwa data normal,
2.
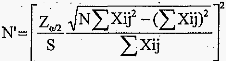
UjiKecukupan
Data·
Pengujian
ini dilakukan untuk mengetithui apakith jumlith sampel
yang telith
diambil dapat
mewakili
populasi data secara
keseluruhan.
Rumus
yang
digunakan
adalith:
Keterangan:
Za
12
=
Titik
Z
yang
diperoleh dengan
mencari
nilai area kurva
sebesar a/2
pada
tabel distribusi
normal
(Lampiran
3)
S
adalith persentase
tingkat
ketelitian
N' adalith jumlah
pengukuran yang diperlukan
N
adalith jumlith pengukuran
yang telith dilakukan
|
|
82
Xij adalah hasil pengukuran
yang telah dilakukan
Jika
hasil perhitungan
uji
kecukupan
data
tersebut
adalah
jurnlah
pengukuran
Yl!llg
diperlukan
lebih
kecil
atau sarna dengan
jurnlah pengukuran
yang telah
dilakukan
(N'SN),
maka jumlah pengukuran tersebut telah cukup
dengan
asumsi
bahwa
jumlah
pengukuran
telah
mewakili
populasi
yang ada.
Sedangkan
apabila
jumlah
pengukuran
yang
diperlukan
lebih
besar
dari jumlah
pengukuran
yang telah dilakukan
(N'>N),
maka
harus
dilakukan
pengukuran
kernbali
dengan
kondisi
dan
keadaan
yang sarna
pula, sarnpai
jumlah
pengukuran
yang telah dilakukan
lebih dari atau sarna dengan jurnlah yang diperlukan.
Tingkat
ketelitian
menunjukkan
penyimpangan maksimum
hasil
pengukuran
dari
spesifikasi sebenarnya yang dinyatakan dalarn persen.
Sedangkan
tingkat
keyakinan
menunjukkan besarnya
keyakinan pengukur bahwa
hasil yangdiperoleh
memenuhi
syarat ketelitian
yang digunakan
tersebut.
3.-
Rencana Pengukuran pada Tingkat Proses dan
Output
Pengukuran
pada tingkat proses adalah
mengukur
setiap
langkah
atau
aktivitas dalarn proses dan karakteristik
kualitas
input
yang diserahkan
oleh
pemasok .
(supplier)
yang
mengendalikan dan
mempengaruhi karakteristik
kualitas
output
yang diingirtkan.
Tujuan
dari
pengukuran pada
tingkat
ini
adalah
niengidentifikasi perilaku
yang
mengatur
setiap
langkah
dalarn
proses
operasional serta memperkirakan
output
yang akan
dihasilkan
sebelum
output
itu
diproduksi atau
diserahkan kepada
pelanggan. Sedangkan pengukuran pada
|
|
83
tingkat
output
adalah
mengukur
karakteristik
kualitas
output
yang
dihasilkan dari
suatu proses
dibandingkan
terhadap
spesifikasi
karakteristik
kualitas
yang
diinginkan oleh
pelanggan. (Vincent Gaspersz, 2002,
hal.I 0I)
Berkaitan
.dengan
pengukuran
karakteristik
kualitas
baik
pada
tingkat
proses
maupun
oufput,
maka
kita
perlu
membedakan
apakah
data
yang
diukur
itu
merupakan
data
variabel atau
data
atribut.
(Gaspersz, 2002, ha1.104).
•
Data
vadabel
merupakan
data
kuantitatif
yang dapat
diukur
dengan
menggunakan
alat
pengukuran
tertentu
untuk
keperluan
pencatatan
dan
analisis.
Data
variabel
bersifat
kontinu.
Jika
suatu
catatan
dibuat
berdasarkan
keadaan
aktual,
diukur
secara
langsung,
maka
karakteristik
kualitas
yang
diukur
itU
disebut
sebagai
variabel.
Contoh:
diameter
pipa,
ketebalan
produk
kayu
lapis, berat
semen dalam
kantong,
dan
lain-lain.
•
Data
atribut
merupakan data
kualitatif
yang
dihitung
menggunakan
daftar
pencacahan·
untuk
keperluan
pencatatan dan
analisis,
Data
atribut
bersifat
·
diskrit.
Jika
suatu
catatan
hanya
merupakan
suatu
ringkasan
atau
klasifikasi
yang
berkaitan
dengan
sekumpulan
persyaratan
yang
telah
ditetapkan,
maka
catatan
itu
disebut
atribut.
Contoh:
kesalahan
proses
administrasi
buku
tabungan
nasabah,
banyaknya
jenis
cacat
pada
produk,
ketiadaan
label
pada
kemasan produk, dan
lain-lain.
|
|
84
4.
Pengukuran
Baseline
Kinerja
Sebelum
suatu
proyek Six
sigma
dimulai,
kita
harus
mengetahui
tingkat
.kinelja
yang
sekarang
atau
sering
disebut
baseline
kinelja.
Setelah
mengetahui
baseline
kinerja,
maka
kemajuan
peningkatan-peningkatan
yang
dicapai
setelah
memulai
proyek
Six
sigma
dapat
diukur sepanjang
masa
berlangsung
proyek
Six
sigmaitu.
Baseline
kinelja
biasanya
ditetapkan
menggunakan
satuan
pengukuran
DPMO
(defects per
million
opportunities)
dan!atau
kapabilitas
sigma (level
sigma).
•
Pengukuran
Baseline
Kinerja pada Tingkat Proses
Pengukuran
baseline
kinelja
pada
tingkat
proses,
biasa
dilakukan
apabila
suatu
proses
terdiri
dari
beberapa sub-proses. Pengukuran
pada
tingkat
proses
.
akim
memberikan
baganan
secara
jdas
dan
komprehensif
tentang
segala
sesuatu
yang
teljadi
dalam
sub-proses
itu,
yang
biasanya
masalah-masalah
kualitas
tidak
tampak apabila
pengukuran
kinerja
itu
hanya
dilakukan
pada
tingkat
output
(Gaspersz, 2002,
hal.l13).
•
Pengukuran
Baseline
Kinerja
pada
Tingkat
Output
Pengukuran
baseline kinelja
pada
tingkat
output dilakukan
secara
langsung
pada
prodUk
akhir
yang
akan
diserahkan
kepada
pelanggan.
Hasil
pengukuran
pada
tingkat
output
dapat
berupa
data
variabel
atau data
atribut,
yang
akan
ditentukan
kineljanya
menggunakan
satuan
pengukuran
DPMO
(defects per
million
opportunities)
dan
kapabilitas Sigma
(nilai
sigma).
|
 85
Pengukuran Baseline Kinerja
Variabel
Karakteristik
Kualitas
pada
Tingkat
Output untuk
Contoh Berukuran
Lima Unit
(n =
5)
Penggunaan .ukuran
contoh
sebanyak
lima
unit
(n =
5) adalah
hanya
berdasarkan
pertimbangan
praktis
dan
.um.um
dilak.ukan
di
dalam
industri-
industri
manufaktur.
Atau
dapat
menggunakan
ukuran
contoh
yang
berkisar
antara
5-19
unit,
tergantung
situasi
dan
kondisi
di
dalam
ind.ustri
itu
(Vincent
Gaspersz, 2002, hal.120).
Tabel
2.3
Contoh Tabel Data
Hasil
Peng.ukuran
Sampel
Pengukuran pada Unn Contoh (1F5)
Perhitongan yang Diperlukan
XI
x,
x,
X.
x,
Jwnlah
Rata-rata
--·-·-·--·--·---·--
(X-bar)
e-
(R)
Standar Deviasi
--------·-··----·--·-
--
s
=Rid,
I
yl
Yz
Y,
y,
Y,
.
2
Yo
y,
Ys
y•
YIO
Jwnlah
Rata-Rata
Rumus
yang
diperlukan:
J.umlah
Yij
.
_LYij
Rata-rata
(X )
=
--
n
Range
(R)
=(Max Y1- Ys)- (Min
Y1 - Ys)
StandarDeviasi (S)
=
R/d2
R.umus
yang
digunakan untuk
perhitungan proses secara
keseluruhan:
Rata-rata (mean)
proses=
X-double bar
Standar Deviasi Proses=
S
=
R-Barld2
Keterangan:
|
|
86
X-double bar= Rata-rata dari
X-bar
R
Bar
=Rata-rata dari Range
d2
= koefisien
untuk
·
pendugaan
standar deviasi,
tergantung
pada
ukuran
contoh (Lampiran
5)
Setelah
melakukan pengukuran
peildahuluan selanjutnya
dalah
melakukan
perhitungan DPMO dan
Kapabilitas Sigma
(Level
Sigma).
Perhitungan
DPMO
dan Level Sigma yang rilemiliki dua batas
spesifikasi atas
dan bawah
(USL
dan LSL).
Langkah-langkahnya adalah sebagai
berikut:
1.
Terttukan
batas
spesifikasi atas dan bawah
(USL
dan
LSL)
2.
Hitung kemungkinai:t
cacat yang berada · diatas nilai USL per
satu
juta
kesempatan (DPMO) ·
DPMO USL: P[z 2:
(USL-
X
)/S] x 1.000.000
3..
Hitung
kemungkinan · cacat
yang berada
di bawah
nilai
LSL per satu juta
kesempatan (DPMO)
DPMO LSL: P[z
:5 (LSL- X)/S]
x
1.000.000
4.
Hitung
total DPMO dengan
menjumlahkan DPMO
USL dengan DPMO
LSL.
5. Konversi nilai
DPMO
ke dalam
nilai sigma
(lihat Lampiran
4).
Perhitungan
DPMO dan Level
Sigma yang
memiliki satu batas
spesifikasi atas
(USL).
Langkah-langkahnya adalah
sebagai berikut:
1.
Tentukan
batas
spesifikasi atas (USL).
|
|
87
2.
Hitung
kemungkinan cacat persatujuta kesempatan (DPMO)
DPMO: 1000000-NORMSDIST[abs(USL- x )/S]*IOOOOOO
•. 3. Konversi riilai DPMO
ke dalam
nilai sigma (lihat
Lampiran 4).
.
Perhitungan DPMO dan
Level
Sigma
yang memiliki satu batas spesifikasi bawah
(LSL). Langkah-langkahnya adalah sebagai
berikut:
1.
Tentukan batas spesifikasi bawah
(LSL).
2.
Hitung kemungkinan cacat per satu juta kesempatan (DPMO)
DPMO: 1000000-NORMSDIST[(X-LSL)/S]*IOOOOOO
3.
Konversi nilai DPMO
ke dalam nilai sigma (lihat
Lampiran 4).
2.3.4;3 Tahap
Analyze
Pada tahap
analyze dilakukan 2 hal yaitu
menentukan stabilitas dan
kapabilitas
atau
kemampuan
(capability)
dari
proses,
serta mengidentifikasi
sumber
sumber
dan akar
penyebab kecacatan atau kegagalan.
·1.
Menentukan Stabilitas dan Kapabilitas Proses
Target
dari program
six sigma
adalah
membawa
proses
industri
yang
memiliki
stabilitas
(stability)
dan kemampuan (capability),
sehingga
nantinya
mencapai tingkat kegagalan
nol
(zero defocts
oriented).
Dalam
menentukan
apakah suatu proses berada dalam kondisi stabil dan
mampu, maka
dibutuhkan
alat-alat
atau
metode
statistika
sebagai
alat analisis.
|
|
88
Pemahaman
tentang proses
industri
yang diperlukan
adalah
memahami
bagaimana suatu proses itu
bervariasi dari
waktu
ke
waktu dalam menghasilkan
·
produk,
sehingga
nantinya dapat diambil
tindakan-tindakan
yang tepat
untuk
meningkatkan
keija dari
proses
industri
tersebut menuju tingkat kegagalan
no!
dengan
menggunakan
bantuan alat-alat statistika (stastical tools).
Variasi
adalah
ketidakseragaman
dalam
sistem
industri
sehiil.gga
menimbulkan
perbedaan
dalam
kualitas pada
produk (barang
dan/atau
jasa)
yang dihasilkan.
Pada
dasamya
dikenal ada
dua
sumber
atau
petiyebab timbulnya
variasi, yang
diklasifikasikan
sebagai
berikUt : (Vincent Gaspersz,
2002,
ha1.205).
a.
Variasi
Penyebab Khusus
(Special
Causes
Variation)
··
·
Merupakan
kejadi!m-kejadian
diluar sistem
industri
yang mempengaruhi
variasi dalam
sistem
industri itu. Penyebab khusus dapat
bersumber dari
faktor-faktor .seperti manusia, peralatan,
material, Iingkungan,
metode kerja,
dll. Penyebab
.khusus
ini mengambil
pola-pola
non acak (non random
patterns)
sehingga dapat diidentifikasi
atau ditemukan,
sebab mereka
tidak
.
.
selalu
aktif
dalam
proses
tet
pi memiliki
pengaruh
yang Iebih kuat pada
proses
sehingga
menimbulkan
variasi.
Dalam
konteks
pengendalian proses
statistikal menggunakan
peta-peta
kontrol
(control charts),
jenis variasi
ini
sering ditandai dengan titik-titik
pengamatan
yang melewati atau
keluar dari
batas-bataspengendalian yang ·didefinisikan (defined control
limits).
|
|
89
p.
Variasi
Penyebab Umum (Common
Causes Variation)
·
Merupakan ·faktor
faktor
di dalam sistem industri
atau yang melekat pada
proses
industri
yang
menyebabkan
ti
bulnya
variasi dalam sistem
industri
serta hasil-hasilnya.
Penyebab
umum sering disebut
juga sebagai penyebab
acak (random causes) atau penyebab sistem (system
causes). Oleh karena
penyebab ·
umum ini
selalu melekat
pada
sistem,
maka
untuk
menghilangkannya
harus
menelusuri
pada elemen-elemen
dalam sistem
itu
dan
himya pihak
manajemen
irtdustri
yang dapat
memperbaikinya,
karena
pihak manajemen industri yang
mengendalikan sistem
industri
itu.
Dalam
konteks
pengendalian proses
statistikal menggunakan peta-peta
kontrol
(control charts),
jenis variasi .ini sering ditandai dengan
titik-titik pengamatan
yang
berada
dalam batas-batas pengendalian
yang
didefinisikan (defined
control
limits).
Suatu
proses
dimana
hanya
mempimyai
variasi
penyebab urnurn (common
causes
variation) yang
mempengaruhi output
merupakan proses
yang
stabil
karena penyebab sistem yang
mempengaruhi variasi biasanya relatif stabil
_sepanjang
waktu.
Variasi penyebab
umum
dapat
diperkirakan
dalam
batas-batas
perigendalian yang ditetapkan secara · statistikal. Sedangkan
apabila variasi
penyebab khusus
te!jadi
dalani. proses,
maka
akan
menyebabkan proses
itu
menjadi
tidak stabil. Upaya-upaya
menghilangkan
variasi
penyebab
khusus
akan
membawa proses
ke dalam pengendalian statistikal.
(Vincent Gaspersz, 2002,
hal.205).
|
|
90
Pemahaman. dan
pengendalian variasf
merupakan inti
dari
teori
Deming.
Dr.
William Edwards Deming
menyatakan .bahwa sasaran dari pengendalian
proses
industri
guna
meningkatkkualitas
dan produktivitas
industri adalah
mengurangi
variasi
sebanyak
mungkin.
Pendekatannya
adalah
menstandarcil asikan proses melalui setiap orang menggunakan
prosedur kerja,
material
dan peralatan
yang sama, Di
samping
itu pihak
manajemen
industri
harus
mempelajari proses,
mencari
sumber-sumber
potensial dari variasi,
mengumpulkail
data, dan kemudian
menghilangkan
variasi
penyebab khusus.
Kohtribusi utama
dari penggunaan metode-metode statistika
dalam
pengendaliari
sistem
industri
adalah
memisahkan
variasi
total
dalam proses
ke dalam
dua
sumber
diatas.
Suatu
sistem
industri . disebut berada dalam pengendalian
statistikal apabila
sistem itu terbebas · dari variasi
yang ditimbulkan oleh
·
penyebab khusus. Kinerja dari
sistem
industri yang berada
dalam pengendalian
statistikal akan dapat di prediksi
dengan baik.
Analisis Stabilitas
dan
Kapabilitas Proses
Analisis
untuk
melihat
apakah
proses
sudah stabil
atau
belum,
dilakukan dengan
membangun
peta kontrol kualitas. Apabila proses sudah berada .dalam batas
batas koritrol.
yarig ada,
maka proses dapat dikatakan
stabil. Namun
apabila
proses
berada diluar batas, maka proses dapat dikatakan
belum stabil.
|
|
91
I.
Peta Kontrol X-Bar
dim R
Peta
kontrol
x-bar dan
·R digUnakan tuk
memantau proses
yang
mempunyai
kara,kteristik
berdimensi
kontinu,
sehingga
peta
kontrol
x-bar
dan
R
sering
disebut
sebagai
peta
kontrol
untuk
data variabel.
Peta
kontrol
X-bar
menjelaskan
kepada
kita
tentang
apak<!h
perubahan-perubahan
telah
terjadi
dalam
ukuran
titik
pusat
(central
tendency)
atau rata-rata
dari suatu
proses.
Sedangkan
peta
kontrol R
menjelaskan tentang apakah perubahan-perubahan
telah teijadi dalam
ukuran variasi, dengan demikian
berkaitan dengan
perubahan homogenitas produk
yang dihasi!kan me!alui
suatu proses.
Untuk membangtn suatu
peta kontrol,
maka perlu adanya
batasan
pengendalian. Batasan
pengendalian
untuk peta kontrol
x-bar adalah:
=
ucL=
x
+A2R
LCL=
x
-A2
R
sedangkan batasan
untuk peta kontrol R adalah:
LCL=D3x
R
2. Kapabilitas Proses
Setelah
membuat
peta
kontrol, selanjutnya
adalah
melakukan
analisis
kemampuan
proses, dimana
analisis
ini dapat dilakukan
apabila proses sudah
stabil. Apabila ditemukan
adanya
instabilitas dalam nilai
rata-rata proses pada
|
|
92
tingkat
sigma
tertentu, malca haruslah
proses. distabilkan terlebih
dahulu sebelum
dilakukan.analisis kapabilitas proses. (Gaspersz,
2002,
hal.210)
Kemampuan
proses berkaitan dengan keseragaman
proses . sehingga
variabilitas
merupakan
ukuran
keseragrunan
proses.
Analisis kemampuan
proses
merupakan
suatU studi
guna
menaksir
kemampuan proses
dalam
bentuk
distribusi
probabilitas
yang mempunyai
bentuk, rata-rata (mean),
dan penyebaran
(standard
deviation).
Manfaat
mempelajari analisis
kemampuan proses antara
lain:
.
•
Dapat
menciptakan output
yang seragam
•
Kualitas dapat
dipertahankan atau bahkan ditingkatkan
•
Membantu dalam
membuat perancangan produkmaupun proses
•
·
Membantu dalam
pernilihan pemasok
yang memenuhi persyaratan
•
Mengurangi
biaya mutu total dengan memperkecil
biaya kegagalan
internal
dan ekstemal
•
Memperkirakan seberapa
baik proses akan
memenuhi
toleransi
•
·
Mengurangi variabilitas dalam proses produksi
·
•
Membantu
dalam pembentukan
interval untuk pengendalian
interval antara
pengambilan
sampel
•
Merencanakan
urutan proses produksi apabila
ada
pengaruh interaktif proses
pada toleransi
•
Menetapkan persyaratan penampilan bagi alat baru.
|
 93
Cp
,
Terdapat
2
index
kapabilitas
yang
digunakan
secara
luas
(Kolarik,
1999,
hal
305), yaitu:
·I.
Cp
index, merupakan
kapabilitas proses
produksi potensial
Cp
USL-LSL
6cr
Dari
hasil perhitungan, apabila:
•
Cp
>
Iberarti proses masih baik
(capable),
•
Cp
<
I
Bearti proses tidak baik
(not
capable).
•
Cp
=.I
berarti proses sama
dengan spesifikasi
konsumen.
.
2. Cpk
index, merupakan kapabilitas proses produksi aktual
.
. (USL-J.t
J.t
LSLJ
k
=mm
.
·
3cr
3cr.
Apabila produk hanya
memiliki satu
spesifikasi, maka
digunakan index
kapabilitas Cpu dan
CpL
USL- J.t
·
-:----'- 7 untuk
index
kemampuan atas
3cr
·
J.t
:
LSL
7
untuk
index kemampuan bawah
·
3cr
Nilai
Cpk?: 1
menunjukkan
bahwa
proses
disebut
baik
(capable),
namun
bila
Cpk
<
I
maka
proses
disebut
kurang
baik
(not
capable).
Selain
itu,
untuk
dapat
melakukan
perhit1Jngan
Cp
dan
Cpk,
maka
data
yang
diambil
adalah
data
yang
berdistribusi
normal (://en.wikipedia.org/wiki/Process
capability index).
Dalam
perhitungan
Cpk,
akan
dipilih
nilai Cpu
atau
CpL
yang
paling
kecil.
|
|
94
Apabila
nilai
Cpk
yang
terpilih berasal dari
nilai
CpL,
maka
hal ini
menunjukkan
bahwa
proses
kurang mampu dalam
memenuhi spesifikasi bawah · yang
diinginkan
pelanggan,
dan begitu juga.s
baliknya
apabila yang terpilih adalah
Cpu
maka
menunjukkan
bahwa
proses
kurang
mampu dalam
memenuhi batasan
spesifikasi atas.
2.
Mengidentifikasi Sumber dan
Akar
J>enyebab Kecacatan
Di dalam proyek
six
sigma
dibutuhkan identifikasi
masalah secara
tepat,
menemukan sumber dan
akar
penyebab dari
masalah kualitas
tersebut dan
·
mengajukan solus1
masalah yang efektif dan efisien. Masalah
kualitas
dapat
didefinisikan
sebagai kesenjangan · atau gap antara kine!ja kualitas aktual dan
target
kine!ja yang
diharapkan. Oleh karena
target
kine!ja
dari
six sigma
adalah
menuju
tingkat kegagalan
no!atau tingkat kepuasan !00%
bagi pelanggan,
maka
masalah
kualitas
yang berkaitan
dengan segala
bentuk
ketidakpuasan (kebutuhan
pelanggan yang
tidak
terpenuhi) harus
segera
diselesaikan. (Gaspersz, 2002,
hal
236).
Suatu solusi
masalah
yang efektif adalah apabila
berhasil menemukan
.
sumber-sumber
dan
akar-akar penyebab dari
masalah
itu,
kemudian mengambil
tindakan
untuk
menghilangkan
akar-akar
penyebab
itu.
Untuk
dapat
menemukan
akar penyebab dari suatu
masalah,
maka perlu
memahami dua prinsip
yang
berkaitan dengan
hukum
sebab-akibat,
yaitu :
|
|
95
I.
Suatu akibat terjadi atau ada
hanya jika
penyebabnya
itu
ada
pada titik
yang
sama dalam
ruang dan
waktu.
2.
Setiap akibat mempunyai paling
sedikit dua
penyebab
dalam
bentuk,
sebagai
berikut:
a. Penyebab yang dapat dikendalikan
(controllable
causes),
berarti penyebab
tersebut
berada dalam lingkup tanggung
jawab
dan wewenang yang
bersangkutan
sehingga dapat · diambil tindakan
(actionable)
untuk
menghilangkan penyebab
tersebut.
b.
Penyebab
yang
tidak dapat dikendalikan (uncontrollable
causes), berarti
diluar
pengendalian
pihak
yang
bersangkutan. Penyebab
yang
tidak
dapat
dikendalikan
ini
terbagi terbagi
menjadi dua
penyebab
yaitu penyebab yang
dapat
diperkirakan
(predictable
causes) sehingga
memungkinkan
pihak yang
bersangkutan
u.ntuk
mengantisipasi dan
mencegahnya,
kemudian
penyebab
yang tidak
dapat
diperkirakan
(unpredictable
causes)
dikarenakan
belum
ada
referensi atau pengetahuan
tentang kejadian
itu sebelumnya.
Diagram Sebab
Akibat
·
Diagram sebab
akibat dikembangkan oleh Dr. Kaoru
Ishikawa pada tahun
1943,
sehingga sering
disebut dengan
Ishikawa Diagram.
Diagram
sebab
akibat
menggambarkan
garis
dan
simbol-simbol yang
menunjukkan
hubungan
antara
akibat
dan penyebab suatu
masalah.
Diagram
tersebut digunakan untuk
mengetahui
akibat dari suatu masalah
untuk selanjutnya
diambil tindakan
|
|
96
perbaikan. Dari akibat tersebut kemudian · dicari beberapa kemungkinan
penyebabnya.
Penyebab masalah
ini pun da]iat berasal
dari berbagai
sumber
utama,
misalnya
yaitu
metode kelja,
bahan
atau
material,
peralatan,
karyawan,
lingkung, dan
sebagainya.
Selanjutnya, dari
sumber-sumber
utama
tersebut
diturunkan
menjadi
beberapa
sumber
yang Iebih kecil dan mendetail,
misalnya dari
metode kerja
dapat diturunkan
·
menjadi pelatihan, pengetahuan, kemampuan,
karakteristik
fisik,dan
sebagainya.
Untuk
mencari
berbagai
penyebab
tersebut dapat
digunakan
tekriik
brainstorming
dari
seluruh
personil
yang
terlibat dengan proses·
yang
sedang dianalisis. .
Adapun
manfaat
diagram sebab
akibat antara lain
:
•
Dapat menggunakan kondisi yang
sesungguhllya
untuk tujuan perbaikan
kualitas produk atau
jasa,
Iebih efisien dalam penggunaan sumher daya,
dan
dapat mengurangi biaya.
•
Dapat mengurangi · dan
menghilangkan
kondisi yang
menyebabkan
ketidaksesuaian produk atau jasa dari keluhan pelanggan.
• Dapat
membuat
suatu
standardisasi
operasi
yang
ada
maupun
yang
direncanakan.
•
Dapat
memberikan pendidikan
dan
pelatihan
bagi
karyawan
dalam
kegiatan
pembuatan keputusan
dan
melakukan
tindakan
perbaikan.
|
|
97
Adapun
bentuk
dari
diagram
sebab akibat adalah mirip
seperti
tulang ikan
(Gambar
2.4),
sehingga
dalam
penggunaannya
sering
disebut
dengan
diagram
tulang
ikan
(/ishbone diagram).
Langkah-langkah
pembuatan diagram
tulang
.
ikan
dapat
dikemukaan sebagai
berikut :
1. Mulai
dengan pemyataan masalah utama
yang
penting untuk diselesaikan.
2.
Tuliskan
pemyataan
masalah
tersebut
pada
"kepala
ikan",
yang
merupakan
akibat
(effect).
3.
Tuliskan
faktor-faktor
penyebab utama
(sebab-sebab)
yang
mempengaruhi
masalah
kualitas pada
masing-inasing
cabang
"tulang
ikan".
Faktor-faktor
tersebut
dapat
meliputi
manusia,
mesin,
peralatan,
material,
metode
kerja,
lingkungan kerja, dll.
.
4.
Tuliskan
penyebab-penyebab sekunder
yang
mempengaruhi
penyebab
penyebab
utama
·pada
cabang
dari.
cabang
"tulang
ikan"
faktor
penyebab
utama.
5. Tuliskan
penyebab-penyebab
tersier
yang
mempengarubi
penyebab-penyebab
·
sekunder pada cabang dari
cabang
"tulang ikan" faktor
penyebab sekunder.
·
6.
Tentukan
item-item
yang
penting dari
setiap
faktor dan
tandailah
faktor-faktor
penting
tertentu
yang
kelihatannya memiliki
pengaruh
nyata
terhadap
hrakteristik
kualitas.
7. Catat
informasi yang
perlu
di
dalam
diagram
sebab-akibat
tersebut.
|
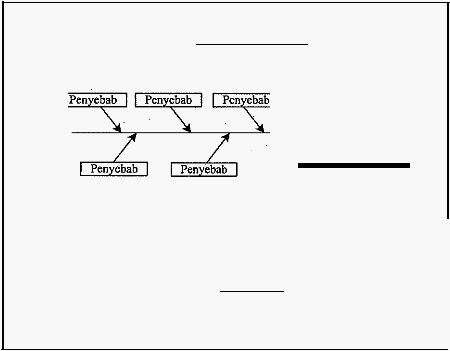 98
Sumber: Kolarik,
1999
AKIBAT
Gambar
2.4 Bentuk
Diagram
Sebab
Akibat
Sumber-sumber
·
dari
penyebab
terbagi
menjadi
beberapa
faktor,
diantaranya yaitu
(Gaspersz, 2002, hal.241)
:
1.
Man
(Tenaga
Keija) :
Berkaitan
dengan
kekuranngan dalam
pengetahuan
(tidak
terlatih,
tidak berpengalaman),
kekurangan dalam keterampilan
dasar
yang
berkaitan
dengan
mental dai.l fisik, kelelahan, stress, ketidakpedulian,
dll.
2. Machines
(Mesin-Mesin
dan Peralatan) :
Berkaitan dengan tidak ada
sistem
perawatan
preventif
terhadap
mesin-mesin
produksi,
termasuk
fasilitas dan
|
|
99
peralatan lain, tidak sesuai dengan spesifikasi
tugas,
tidak
dikalibrasi, terlalu
complicated, terlalu panas,
dll.
3. Methods (Metode Keija)
:
Berkaitan dengail."tidak ada
prosedur dan
metode
kerja
yang
benar, tidak
jelas, tidak
diketahui,
tidak
terstandardisasi,
tidak
cocok, dll.
4. Materials
(Bahan
Baku dan Bahan Penolong) :
Berkaitan
dengan ketiadaan
spesifikasi
kualitas
dari
bahan
baku dan
bahan
penolong
yang
diguriakan,
ketidaksesuaian
dengan
spesifJkasi
kualitas bahan baku
dan bahan
penolong
yang
ditetapkaiJ., ketiadaan penanganan
yang
efektif terhadap bahan
baku
dan
bahan
penolong
itu, dll.
5. Environments
(Lingkungan) : Berkaitan dengan
tempat dan
waktu
kerja
yang
tidak
merriperhatikan
aspek-aspek
kebersihan, kesehatan dan
keselarnatan
kerja,
dan
lingkungan
kerja
yang kondusif,
kekurangan
dalam
larnpu
penerangan, ventilasi
yang
buruk, kebisingan yang berlebihan, dll.
FailureMode and
Effect Analysis (FMEA)
FMEA
merupakan suatu prosedur terstruktur untuk
mengidentifikasi dan
mencegah
sebanyak
mungkin mode
kegagalan (failure modes). Suatu
mode
kegagalan
adalah apa saja
yang
termasuk dalarn kecacatan atau kegagalan dalarn
desain, kondisi
diluar batas spesifikasi
yang
telah ditetapkan,
atau perubahan
perubahari. dalarn ·produk yang menyebabkan
terganggunya
fungsi dari
produk
itu..Dengan menghilangkan
mode kegagalan,
maka FMEA akan meningkatkan
|
|
100
keandalan dari
produk
dan
pelayanan
sehingga meningkatkan kepuasan
pelanggan
yang
menggunakan
produk dan
pelayanan
tersebut. (Gaspersz, 2002,
·hal.246).
Langkah-langkah dalam
proses FMEA, yaitu sebagai berikut
:
1.
Mimgidentifikasi masalah-masalah potensial
yang dapat
muncul.
2.
Mengidentifikasi akibat
serta
menganalisa penyebab dari
masalah-masalah
:
potensial
yarig muncul
tersebut.
3.
Menilai masalah kerumitan (severity) dengan
menggunakan penilaian
skala
1-
10, dimana
masalah yang
lebih
rumit
mendapat
nilai.Jebih tinggi.
.
.
4. Menilai probabilitas kejadian
(occurance),
peni!aian
dilakukan dengan
memberibn skor pada
masing-masing masalah
potensial yang ada.
5.
Memberikan
rating
detection
(deteksi
dalam
menghilangkan
mode
kegagalan).
6.
Menghitung Risk
Priority
Number
atau RPN, dengan
rumus sebagai berikut :
RPN
=
severity
x
occurance x detection.
7.
Selanjutnya adalah menentukan rencanasolusi-solusi
tindakan perbaikan dari
masalah
potensial yang terjadi.
Severity
(S)
atau
pengaruh buruk
merupakan
suatu
estimasi
atau
perkiraan
subyektif
tentang
bagaimana
buruknya pengguna
akhir akan .merasakan akibat
dari kegagalan itu. Digunakan skala
1
sampai I 0, sebagai
berikut
:
|
 101
Tabe1
2.4
Severity
Rating
Ranking
Kriteria
Negligible Severity (pengaruh buruk yang
dapat
diabaikan)
1
Tidak perlu
memikirkan bahwa akibat
ini
akan
berdampak pada
kineija
oroduk.
Mild Severity (pengaruh buruk
yang
ringan I sedikit)
2,3
Akibat yang
ditimbu1kan
hanya bersifat
ringan, pengguna l;lkhir tidak
akan
merasakan·perubahan kinerja.
Moderate Severity (pengaruh
buruk
yang moderat)
4,5,6
.
Pengguna akhir akan
merasakan penurunan kinelja atau
penampilan, namun
masih
berada
dalam batas
to1eransi.
High
Severity (pengaruh buruk yang
tinggi)
7,8
Pengguna akhir akan
merasakan akibat
buruk
yang tidak dapat
diterima,
berada
·
di1uar
batas
toleransi.
Potential
Safety Problems (masalah
keselamatanlkeamanan potensial)
9,1
Akibat yang
ditimbulkan
sangat berbahaya
yang dapat
terjadi tanpa
pemberitiiliuan atau
peringatan terlebih dahulu.
Bertentangan dengan
hukum.
Sumber: Gaspersz, 2002
Occurance (0) atau
probabilitas
kejadian
merupakan
suatu
perkiraan
subyektif
tentang
probabilitas
atau
peluang
bahwa
penyebab
itu
akan
terjadi,
akan
memberikan
mode
kegagalan
yang
memberikan
akibat
tertentu.
Sarna
seperti severity, digunakan skala
1
sampai
dengan 10,
yaitu sebagai
berikut
:
|
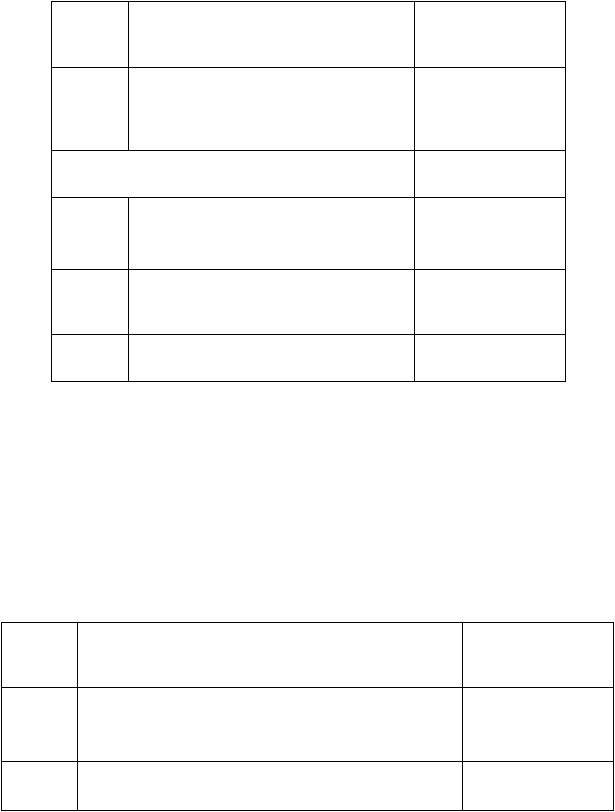 102
Tabel2.5
Occurance
Rating
Ranking
Kriteria Verbal
Tingkat
Kegagalan/
Kecacatan
1
Adalah tidak
mungkin
bahwa
penyebab
ini
yang
mengakibatkan
mode
kegagalan
1
dalam
1.000.000
2
3
Kegagalan akan
jarang teJjadi
1
dalam
20.000
1
dalam
4.000
4
5
6
Kegagalan .agak mungkin
teJjadi
1
dalam
1.000
1
dalam
400
1
dalam
80
7
8
Kegagalan
adalah sangat
mungkin
terjadi
1
dalam
40
1
dalam
20
9
10
Hampir dapat
dipastikan
bahwa
kegagalan akan
terjadi
1
dalam
80
1
dalam
2
Sumber. Gaspersz, 2002
Detection
(0)
atau
efektivitas
merupakan
suatu
perkiraan
subyektif
tentang
bagaiman:a
efektivitas · dari ·
metode
.
pencegahan
atau
deteksi
menghilangkan
mode
kegagalan. Digunakan skala 1
sampai
10,
sebagai berikut :
Tabel2.6.
Detection Rating
·.
Ranking
Kriteria Verbal
Tingkat
Kegagalan/
Kecacatan
1
Metode pencegahan atau
deteksi sangat
efektif.
Tidak ada
kesempatan bahwa penyebab mungkin
masih muncul atau
teJjadi.
1
dalam
1.000.000
2
3
Kemungkinan
bahwa
penyebab itu
teJjadi
adalah
rendah.
..
1
dalam 20.000
1
dalam
4.000
Sumber: Gaspersz, 2002
|
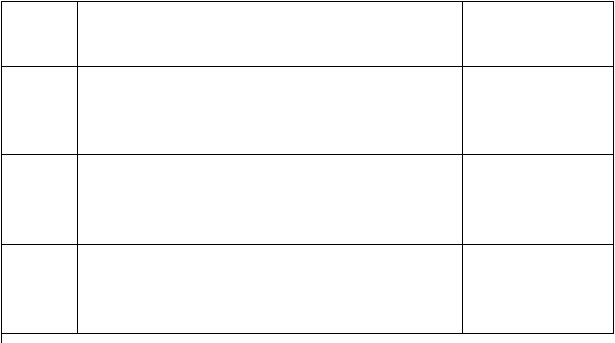 103
Ranking
'
Kriteria Verbal
Tingkat
Kegagalan/
Kecacatan
4
5
6
keni.ungkinan penyebab terjadi
bersifat
moderat.
Metode pencegahan atau deteksi
masih
.
memungkinkan
kadang-kadang penyebab
ituteriadi.
1
dalam
1.000
1
dalam400
1
dalam
80
7
8
Kemungkinan bahwa penyebab
itu terjadi
masih
tinggi.
Metode
pencegahan atau deteksi
kurang
efektif,
karena
penyebab masih
berulang
kembali.
1
dalam
40
1
dalam
20
9
10
Kemungkinan bahwa penyebab
itu terjadi
sangat
tinggi.
.
Metode
pencegahan atau deteksi
tidak efektif.
Penyebab akan
selalu terjadi
kembali.
1
dalam
80
1
dalam
2
Tabe1 2.6. Detection
Rating (Lanjutan)
Sumber: Gaspersz,
2002
Angka
Prioritas Resiko (RPN
=
Risk Priority Number) merupakan
hasil
perkalian antara
severity
ranking, occurance
ranking dan
detection
ranking.
Masing-masing
dari.
mode kegagalan memiliki satu
nilai
RPN.
Melalui
menyusun
RPN
dari
yang terbesar
sampai
yang
terkecil,
maka
akan
mampu
menentukan
mode.kegagalan
mana
yang
paling kritis sehingga perlu
didahulukan
tindakan
korektifuya
pada
mode
kegagalan
tersebut.
Berikutnya adalah
memberikan
rekomendasi-rekomendasi
untuk
menurunkan
kemungkinan
bahwa
mode kegagalan
itu
akan
terjadi, atau
untuk meningkatkan
efektivitas dari
metode-metode
pencegahan
atau deteksi.
|
|
104
2.3.4.4 Tahap
Improve
Setelah
sumber-sumber dan
akar
penyebab
dari
masalah
kualitas
teridentifikasi,
tuaka
perlu
dilakukan penetapan rencana
tindakan (action plan)
untuk
melaksanakan
penlngkatan
kualitas six
sigma.
Pengembangan rencana tindakan
. ·ffierupakan
salah satu
aktivitas
yang penting dalam
program
peningkatan
kualitas
six
sigma,
yang
berarti
bahwa
dalam
tahap
ini
tim peningkatan
kualitas
six
sigma
harus
memutuskan
apa
yang
harus
dicapai
(berkaitan dengan
target
yang
ditetapkan),
alasan
kegunaan (mengapa)
rencana tindakan itu
hai:us dilakukan, dimana rencana
tindakan
ihi
akan
diterapkan
atau
dilakukan;
bilamana
rencana
tindakan itu,
bagaimana
melaksanakan
rencana
tindakan itu, dan berapa
besar biaya untuk
melaksanakan
rencana tindakan
itu seiia manfaat positif yang
diterima dari implementasi
rencana
tindak:an itu.
AnaJisis
menggunakan
metode
5W-2H
dapat
digunakan
pada
tahap
pengetubangan rencana
tindakan
ini.
.
5W-2H adalah what (apa), why
(mengapa);
where
(dimana),
when
(bilamana),
who
(siapa), how
(bagaimana),
dan how much (berapa).
Pengembangan
rencana
.
tindakan
perbaikan
I
peningkatan kualitas
six sigma dapat
menggunakan
metode
5W-
2H.
Petunjuk penggunaan
metode
5W-2H untuk pengembangan
rencana tindakan
dapat
dilihat
pada Tabel
2.7. (Gaspersz,
2002, ha1.283)
|
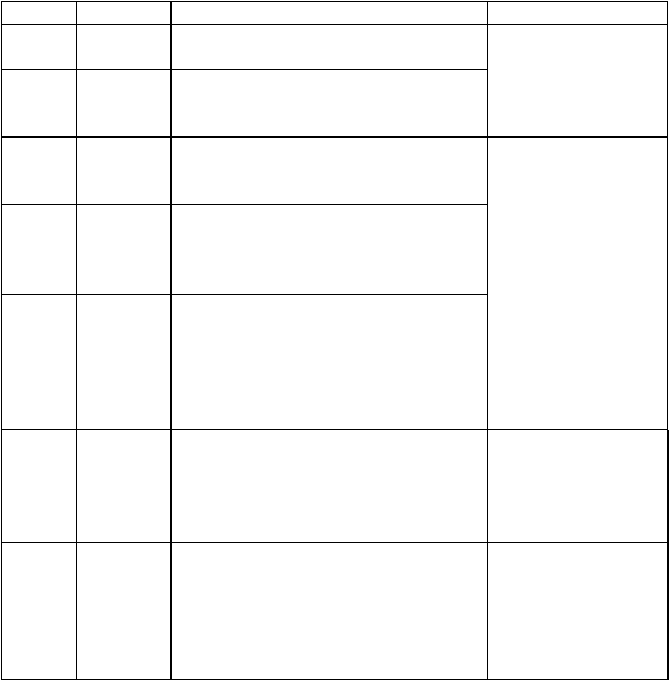 105
·
Tabel.2.7 Penggunaan Metode 5W-2H
Jenis
5W-2H
Dekripsi
Tindakan
Tujuan
Utama
What
(Apa)?
Apa yang menjadi target utama
dari perbaikan/peningkatan kualitas?
Merurnuskantarget
sesuai dengan
kebutuhan
pelanggan
Alasan
Kegunaan
Why
(Mengapa)?
Mengapa rencana tindakan itu diperlukan?
Penjelasan tentankegunaan dari rencana
tindakan yang dilakukan.
Lokasi
Where
(Dimana)?
Dimana rencana tindakan itu akan
dilaksanakan?
Apakah aktivitas itu harus dikerjakan disana?
Mengubah sekuens
(urutan) aktivitas
atau mengkombinasikan
aktivitas-aktivitas
yang dapat
dilaksanakan bersama
$ekuens
(Urutan)
When
(Bilarnana)?
Bilarnana aktivitas rencana tindakan itu akan
terbaik untuk dilaksanakan?
Apakah aktivitas itu dapat dikerjakan
kerimdian? · ·
Orang
Who
(Siapa)?
Siapa yang akan mengerjakan aktivitas
rencana tindakan itu?
Apakah ada orang lain yang dapat
mengerjakan aktivitas rencana tind!\kan itu?
Mengapa harus orang itu yang ditunjuk
untuk mengerjakan aktivitas itu?
Metode
How
(Bagaimana)
Bagaimana mengerjakan aktivitas rencana
tindakan itu?
Apakah metode yang digunakan sekarang,
merupakan metode terbaik?
Apakah ada cara lain yang lebih mudah?
Menyederhanakan
aktivitas-aktivitas
rencana tindakan
yang ada
. Biaya!
Manfaat
How Much
(Berapa)?
Berapa biayayang dikeluarkan untuk
melaksanakan aktivitas rencana tindakan itu?
Apakah akan memberikan darnpak positif
pada pendapatan dan biaya (meningkatkan
efektivitas dan efisiensi), setelah
melaksanakan rencana tindakan itu?
Memilih rencana tindakan
yang paling efektif dan
efisien
Sumber: Gaspersz, 2002
|
|
106
2.3.4.5 Tahap
Control
Tahap
control
merupakan
tahap
operasional terakhir
dalarn
proyek
pehingkatan
kualitas
six sigma.
Pada
tahap
ini
basil-basil
peningkatan
kualitas
didokumentasikan dan
disebarluaskan,
praktek-praktek
terbaik
yang
sukses
dalarn
meningkatkan
proses
distandardisasikan
dan
disebarluaskan, prosedur-prosedur
didokumentasikan
dan
dijadikan pedoman keija
standar.
Selanjutnya,
proyek-proyek
· six.
sigma
pada
area
lain dalarn proses
atau organisasi bisnis diterapkan
sebagai
·
proyek-proyek
baru
yang
barus
mengikuti siklus
DMAIC
(Define, Measure, Analyze,
Improve and Control).
Melalui
cara
ini,
maka
akan
teijadi
peningkatan
integrasi,
iilstitusionalisasi,
pembelajaran,
dan
sharing
atau
transfer
pengetahuan-pengetahuan
baru dalarn organisasi six sigma.
Standardisasi dimaksudkan tintuk
mencegah masalah yang sarna atau praktek-
praktek
lama terulang
kembali. Terdapat
dua
alasan
melakukan
standardisasi,
yaitu :
•
.
Apabila
tindakan . peningkatan
kualitas
atau
solusi
masalah
itu
tidak
..-..•
terstandardisasikan,
terdapat
kemungkinan
bahwa setelah periode waktu tertentu,
.
.
manajemen
dan karyawan
akan kembali
menggunakan
cara-cara keija lama
sebingga
memunculkan kembali
masalah
yang sudah pernah diselesaikan itu.
•
Apabila tindakan peningkatan kualitas atau
solusi
masalah itu tidak
distandardisasikarn
dan
didokumentasikan, maka
terdapat
kemungkinan
setelah
periode
waktu
tertentu
apabila
terjadi
pergantian
manajemen
dan karyawan,
orang-
orang baru akan menggunakan
cara-cara
kerja yang memunculkan
kembali
|
|
107
masalah yang
sudah
pemah
diselesaikan oleh
manajemen dan karyawan terdahulu
itu...
|