|
57
BAB 2
LANDASAN TEORI
2.1
Teknik Pengumpulan Data
Pengumpulan data
dapat
dilakukan
dalam berbagai
cara, setting,
dan
sumber.
Bila
dilihat
dari
segi
cara atau
teknik
pengumpulan
data,
teknik
pengumpulan
data
dapat
dilakukan
dengan
menggunakan interview
(wawancara), kuesioner (angket), observasi (pengamatan), dan gabungan dari
ketiganya.
Sedangkan bila dilihat dari segi setting-nya, data dapat dikumpulkan
dalam setting
alamiah
(natural setting), dalam laboratorium dengan
metode
percobaan atau
experiment,
dalam suatu
kantor dengan
berbagai
responden,
dalam suatu seminar, diskusi , di restoran, dll.
Apabila dilihat dari segi sumber datanya, maka pengumpulan data
dapat dibagi menjadi dua yaitu
menggunakan sumber primer dan
menggunakan
sumber
sekunder.
Sumber
primer adalah sumber data yang
secara langsung memberikan data kepada pengumpul data, dan sumber
sekunder
merupakan
sumber
yang
secara
tidak langsung
memberikan
data
kepada pengumpul data.
|
|
58
2.1.1
Interview (Wawancara)
Wawancara
merupakan
salah
satu teknik
dalam
pengumpulan
data,
dimana
teknik
ini
digunakan
oleh peniliti
bila
ingin
melakukan
studi
pendahuluan untuk menemukan pokok permasalahan yang harus diteliti selain
itu
juga
digunakan
oleh
peneliti
untuk
mengetahui
hal-hal
dari
responden
yang lebih mendalam dan dalam jumlah responden yang sedikit/kecil.
Prof.
Dr.
Sugiyono
(2004,
p
130) mengemukakan
bahwa
anggapan
yang perlu dipegang oleh peneliti dalam menggunakan metode interview dan
juga kuisioner (angket) adalah sebagai berikut:
1. Bahwa subyek (responden) adalah orang
yang paling tahu
tentang dirinya
sendiri.
2. Bahwa
apa
yang dinyatakan oleh subyek kepada peniliti adala benar dan
dapat dipercaya.
3. Bahwa
interpretasi
subyek
tentang
pertanyaan-pertanyaan
yang
diajukan
peneliti kepadanya adalah sama dengan apa
yang dimaksudkan oleh
peneliti.
Wawancara yang dilakukan oleh peneliti atau pengumpul data dapat di
bagi dalam 2 (dua) cara yaitu :
1. Wawancara terstruktur .
Wawancara terstruktur digunakan sebagai
teknik
pengumpulan
data
oleh peneliti
atau pengumpul data bila
mereka
mengetahui
dengan
pasti
tentang apa
yang akan diperoleh. Sehingga dalam melakukan wawancara,
|
|
59
pengumpul data telah mempersiapkan pertanyaan-pertanyaan tertulis yang
alternatif jawabannya pun telah disiapkan. Dengan wawancara terstruktur
ini, setiap responden diberikan pertanyaan yang sama dan pengumpul data
mencatat
setiap jawabannya.
Dalam melakukan
wawancara,
selain
harus
mempersiapkan
pertanyaan-pertanyaan sebagai pedoman, pengumpul data atau peneliti juga
dapat menggunakan alat bantu seperti tape recorder, gambar, grafik dan hal
lain sebagainya yang dapat digunakan
untuk
membantu
pelaksanaan
wawancara menjadi lancar.
2. Wawancara tidak terstruktur.
Wawancara tidak terstruktur adalah wawancara yang bebas dimana
peneliti atau pengumpul data tidak menggunakan
pertanyaan-pertanyaan
yang telah disiapkan secara sistematis dan lengkap yang digunakan dalam
pengumpulan datanya. Pedoman wawancara yang digunakan oleh peneliti
atau pengumpul data hanya berupa garis-garis besar permasalahan yang
akan ditanyakan.
Wawancara
tidak
terstruktur
atau terbuka
bisanya
digunakan
dalam
penelitian pendahuluan atau untuk penelitian yang lebih mendalam tentang
responden.
Dalam penelitian
pendahuluan,
peneliti
menggunakan
wawancara
tidak
terstruktur
untuk berusaha
mendapatkan
informasi
awal
tentang berbagai isu atau permasalahan yang ada pada obyek, sehingga
peneliti dapat menentukan secara pasti permasalahan atau variabel apa
|
|
60
yang harus di teliti. Untuk mendapatkan gambaran permasalahan yang
lebih lengkap dan jelas, maka peneliti perlu melakukan wawancara kepada
pihak-pihak yang mewakili berbagai tingkatan atau bagian yang ada dalam
obyek.
Selain itu wawancara tidak terstruktur
juga
digunakan
untuk
mendapatkan
informasi
yang
lebih
dalam tentang
responden.
Dalam
wawancara
tidak
terstruktur,
peneliti
belum
mengetahui
secara
pasti data
apa yang akan diperoleh, sehingga peneliti lebih banyak mendengarkan apa
yang diceritakan oleh responden. Berdasarkan
analisa
terhadap
setiap
jawaban dari koresponden tersebut, maka peneliti dapat mengajukan –
pertanyaan-pertanyaan berikutnya yang lebih terarah pada suatu tujuan.
Wawancara
baik
yang
dilakukan
dengan face to face maupun
yang
menggunakan telepon, akan selalu terjadi kontak pribadi. Oleh karena itu
pewawancara perlu memahami situasi dan kondisi sehingga dapat memilih
waktu yang tepat, kapan dan di mana harus melakukan wawancara. Pada
saat
koresponden
sedang
sibuk bekerja atau sedang menganggur, sedang
mempunyai masalah berat atau sedang tidak bermasalah, sedang mulai
istirahat, sedang makan, sedang tidak sehat, atau sedang marah, maka harus
hati-hati dalam melakukan
wawancara. Bila dipaksakan wawancara dalam
kondisi tersebut, data yang dihasilkan tidak valid dan akurat.
Informasi
atau
data yang biasa di peroleh
dari
wawancara
seringkali
bias, dimana pengertian bias adalah menyimpang dari seharusnya, sehingga
|
|
61
dapat dinyatakan data tersebut subyektif dan tidak akurat. Kebiasan data
dipengaruhi oleh pewawancara,
yang di wawancarai (responden) dan
situasi dan kondisi pada saat wawancara.
Kelebihan dari teknik pengumpulan data dengan menggunakan
interview atau wawancara:
1. Pewawancara dapat secara luwes mengajukan pertanyaan sesuai dengan
situasi yang dihadapi pada saat itu.
2. Pewawancara dapat mengobservasi perilaku nonverbal, misalnya
perasaan suka, tidak suka atau perilaku lainnya pada saat pertanyaan
diajukan dan dijawab oleh responden.
3. Pertanyaan dapat diajukan secara berurutan sehingga responden dapat
memahami maksud penelitian secara baik sehingga responden dapat
menjawab pertanyaan dengan baik
4. Jawaban tidak dibuat oleh orang lain tetapi dibuat langsung oleh
responden yang ditetapkan
5. Melalui wawancara dapat ditanyakan hal-hal rumit dan mendetail.
6. Pewawancara dapat memperoleh jawaban atas seluruh pertanyaan yang
diajukan.
Kekurangan dari teknik pengumpulan data dengan menggunakan
interview atau wawancara:
1. Memerlukan waktu yang banyak untuk mengadakan wawancara dengan
individu satu persatu.
|
|
62
2. Walaupun dilakukan secara bertatapmuka, namun kesalahan bertanya
dan kesalahan dalam menafsirkan jawaban masih bisa terjadi.
3. Keberhasilan wawancara sanga bergantung kepada kepandaian
pewawancara dalam
memberikan pertanyaan.
4. Wawancara tidak selalu tepat pada kondisi-kondisi tempat tertentu,
misalnya pada lokasi-lokasi yang ramai dan berisik.
5. Sangat bergantung kepada kesedian, kemampuan dan keadaan sementara
dari subyek wawancara, yang mungkin menghambat ketelitian hasil
wawancara.
6. Jangkauan responden relative kecil dan memakan waktu lebih lama.
7. Biaya yang dikeluarkan relatif lebih mahal dibandingan dengan teknik
yang lain.
2.1.2
Kuesioner (Angket)
Kuesioner merupakan salah teknik pengumpulan data yang dilakukan
dengan
memberikan
sejumlah
pertanyaan atau pernyataan tertulis kepada
responden untuk dijawabnya. Kuesioner merupakan teknik pengumpalan data
yang efisien bila peneliti tahu dengan pasti variabel yang akan diukur dan tahu
apa yang bisa diharapkan dari koresponden. Kuesioner sangat cocok
digunakan untuk responden dalam jumlah cukup besar dan tersebar diwilayah
yang
luas. Kuesioner dapat berupa pertanyaan atau pernyataan tertutup atau
|
|
63
terbuka, dapat diberikan kepada responden secara langsung atau dikirim
melali pos atau internet.
Bila penelitian dilakukan pada lingkup yang tidak terlalu luas,
kuesioner dapat diantarkan langsung dalam waktu tidak terlalu lama sehingga
pengiriman
kuesioner
kepada
responden tidak perlu melalui pos. Dengan
adanya kontak langsung dari peneliti atau pengumpul data dengan responden
akan menciptakan suatu kondisi yang cukup baik sehingga responden dengan
sukarela akan memberikan data obyektif dan cepat.
Dalam penulisan wawancara (angket) sebagai teknik pengumpulan
data) harus memperhatikan 3 (tiga) prinsip penting, yaitu:
1. Prinsip penulisan wawancara (angket):
Prinsip ini menyangkut beberapa faktor yaitu:
a. Isi dan tujuan pertanyaan
Yang dimaksud isi dalam hal ini adalah apakah isi pertanyaan tersebut
merupakan bentuk pengukuran atau bukan. Kalau berbentu
pengukuran,
maka
dalam membuat
pertanyaan
harus
teliti,
setiap
pertanyaan harus skala pengukuran dan jumlah itemnya mencukupi
untuk mengukur variabel yang teliti.
b. Bahasa yang digunakan
Bahasa
yang
digunakan
dalam kuesioner
harus
disesuaikan
dengan
kemampuan berbahasa
responden. Bahasa
yang digunakan dalam
|
|
64
kuesioner harus memperhatikan jenjang pendidikan responden,
keadaan social budaya dan “frame of reference” dari responden.
c. Tipe dan bentuk pertanyaan
Tipe
pertanyaan
dalam
kuesioner dapat
dibagi
menjadi
dua
yaitu
terbuka dan tertutup, bentuknya juga dapat dibagi menjadi dua pula
yaitu menggunakan kalimat positif dan kalimat negatif. Yang
dimaksud pertanyaan terbuka adalah pertanyaan yang mengharapkan
responden untuk menuliskan jawabannya
berbentuk
uraian
tentang
sesuatu hal. Sedangkan pertanyaan tertutup adalah pertanyaan yang
mengharapkan jawaban singkat atau mengharapkan responden untuk
memilih
salah
satu alternative
jawaban
dari
setiap
jawaban
yang
tersedia. Setiap pertanyaan kuesioner yang mengharapkan jawaban
berbentuk data nominal, ordinal, interval, dan ratio adalah bentuk
pertanyaan tertutup. Pertanyaan tertutup akan
membantuk responden
menjawab dengan cepat dan juga memudahkan peneliti dalam
melakukan analisa data terhadap seluruh kuesioner yang telah
terkumpul.
Pertanyaan atau
pernyataan dalam kuesioner
perlu
dibuat
positif dan
negatif agar
responden dalam
memberikan jawaban setiap
pertanyaan lebih serius dan tidak mekanistis.
|
|
65
d. Pertanyaan tidak mendua
Setiap
pertanyaan
dalam kuesioner
tidak
boleh
mendua
(double-
barreled) sehingga menyulitkan responden untuk memberikan
jawaban.
e. Tidak menanyakan yang sudah lupa
Setiap
pertanyaan dalam
kuesioner
sebaiknya
tidak
menanyakan
hal-
hal yang sekiranya responden sudah lupa atau pertanyaan yang
memerlukan jawaban dengan berpikir berat.
f.
Pertanyaan tidak menggiring
Pertanyaan
dalam kuesioner
sebaiknya
juga
tidak
menggiring
responden ke jawaban yang baik saja atau yang jelek saja.
g. Panjang pertanyaan
Pertanyaan dalam kuesioner sebaiknya tidak terlalu panjang sehingga
akan
membuat
responden
jenuh
dalam mengisinya.
Bila
jumlah
variabel banyak sehingga memerlukan instrument yang banyak,
instrument
tersebut
dibuat
bervariasi
dalam penampilan,
model
skala
pengukuran yang digunakan dan cara mengisinya. Disarankan jumlah
pertanyaan yang memadai adalah antara 20 hingga 30 pertanyaan.
h. Urutan pertanyaan
Urutan pertanyaan dalam kuesioner dimulai dari
yang bersifat
umum
meuju ke hal yang spesifik atau dari yang mudah menuju ke hal yang
sulit
atau
diacak.
Hal
ini
perlu
dipertimbangkan
karena
secara
|
|
66
psikologis akan
mempengaruhi semangat responden untuk menjawab.
Kalau pada awalnya sudah diberi pertanyaan yang sulit atau spesifik,
maka responden akan patah semangat untuk mengisi kuesioner yang
telah mereka terima. Urutan pertanyaan
yang diacak perlu dibuat bila
tingkat kematangan responden terhadap masalah yang ditanyakan
sudah tinggi.
2. Prinsip pengukuran
Kuesioner yang diberikan kepada responden adalah instrument penelitian,
yang digunakan untuk mengukur variabel yang akan diteliti. Oleh karena
itu instrument kuesioner tersebut harus dapat digunakan untuk
mendapatkan data yang valid dan reliable tentang variabel yang akan
diukur.
Supaya
diperoleh
data
penelitian yang valid dan reliable, maka
perlu diuji validitas dan
reliabilitasnya
terlebih
dahulu.
Instrumen
yang
tidak valid dan reliable bila digunakan
untuk
mengumpulkan data, akan
menghasilkan data yang tidak valid dan reliable pula.
3. Prinsip fisik angket
Penampilan fisik
kuesioner sebagai alat pengumpulan data akan
mempengaruhi
respon
atau
keseriusan
responden
dalam mengisi
kuesioner. Kuesioner yang dibuat di kertas buram akan
mendapat respon
|
|
67
yang kurang
menarik bagi
responden
bila
dibandingkan
kuesioner
yang
dicetak dalam kertas yang bagus dan berwarna.
Kelebihan dari teknik pengumpulan data dengan menggunakan
kuesioner atau angket:
1. Lebih mudah digunakan untuk lokasi responden yang jaraknya cukup jauh.
2. Pertanyaan-pertanyaan yang telah disiapkan adalah merupakan waktu
yang
efisien untuk menjangkau responden dalam jumlah banyak.
3. Dengan
kueseioner
atau
angket
akan
memberikan
kesempatan
kepada
responden untuk mendiskusikan dengan temannya apabila menemui
pertanyaan yag sukar dijawab.
4.
Dengan
kuesioner
atau
angket dapat
lebih
leluasa
menjawabnya dimana
saja, kapan saja tanpa terkesan terpaksa.
Kekurangan dari teknik pengumpulan data dengan
menggunakan
kuesioner atau angket:
1. Kurang
tepat digunakan
pada
penelitian
yang
membutuhkan
reaksi
yang
sifatnya spontan.
2. Metode ini kurang fleksibel, kejadiannya hanya terpancang pada
pertanyaan yang ada.
3. Jawaban
yang diberikan responden akan terpengaruh oleh keadaan
global
dari pertanyaan.
|
|
68
4. Sulit bagi peneliti untuk mengetahui maksud dari jawaban yang diberikan
responden.
5. Ada kemungkinan respons yang berikan oleh salah satu responden salah.
2.1.3
Observasi
Observasi merupakan salah teknik
pengumpulan
data
yang
mempunyai
ciri
yang
spesifik
bila
dibandingkan
dengan
teknik
yang
lain,
yaitu
wawancara
dan
kuesioner.
Dalam wawancara
dan
kuesioner,
selalu
berkomunikasi dengan orang, maka observasi tidak terbatas pada orang, tetapi
juga obyek-obyek alam yang lain.
Teknik pengumpulan data dengan observasi digunakan bila penelitian
berkenaan dengan perilaku manusia, proses kerja, gejala-gejala alam dan bila
responden yang diamati tidak terlalu besar. Dari segi proses pelaksanaan
pengumpulan data, observasi dapat dibedakan menjadi:
1. Participant observation
Dalam observasi ini peneliti terlibat langsund dengan kegiatan sehari-hari
orang yang sedang diamati atau yang akan digunakan sebagai sumber data
penelitian. Sambil melakukan pengamatan, peneliti ikut melakukan apa
yang
sedang
dikerjakan
oleh
sumber
data
dan
ikut
merasakan
perasaan
suka dukanya. Dengan observasi ini,
data yang diperoleh akan lebih
lengkap,
jelas,
tajam
dan
sampai
mengetahui
pada
tingkat
makna
dari
setiap perilaku yang tampak pada orang yang diobservasi.
|
|
69
2. Nonparticipant observation
Dalam observasi ini peneliti terlibat langsung dengan aktivitas orang-
orang yang sedang diamati maka dalam observasi ini peneliti tidak terlibat
dan hanya sebagai pengamat independen. Pengumpulan data dengan
observasi ini tidak akan mendapatkan data yang mendalam, dan tidak
sampai
pada
tingkat
makna,
dimana
makna
adalah nilai-nilai
dibalik
perilaku yang tampak, yang terucapkan dan yang tertulis.
3. Observasi terstruktur
Observasi terstruktur adalah observasi yang telah dirancang secara
sistematis
tentang
apa
yang
akan
diamati,
dimana
tempatnya.
Jadi
observasi ini dilakukan apabila peneliti telah tahu dengan pasti tentang
variabel
yang
akan
diamati.
Dalam melakukan
pengamatan
peneliti
menggunakan instrument penelitian yang telah teruji validitas dan
reliabilitasnya. Pedoman wawancara terstruktur atau kuesioner tertutup
juga dapat digunakan sebagai pedoman untuk melakukan observasi ini.
4. Observasi tidak terstruktur
Observasi
ini
adalah
observasi
yang tidak dipersiapkan secara
sistematis
tentang apa yang akan diobservasi. Hal ini dilakukan karena peneliti tidak
tahu secara pasti tentang apa yang akan diamati. Dalam melakukan
|
|
70
pengamatan peniliti tidak menggunakan instrument yang baku, tetapi
hanya berupa rambu-rambu pengamatan.
Kelebihan dari teknik pengumpulan data dengan menggunakan
observas:
1. Data yang dikumpulkan melalui observasi cenderung
mempunyai
keakuratan yang lebih tinggi.
2. Dapat melihat
langsung apa
yang sedang dikerjakana, pekerjaan-pekerjaan
yang rumit kadang-kadang sulit untuk diterangkan.
3. Dapat
menggambarkan
lingkungan
fisik
dari
kegiatan-kegiatan,
misalnya
tata letak mesin, penerangan, gangguan suara dan lain-lain.
4. Dapat mengukur tingakt suatu pekerjaan, dalam hal waktu yang diperlukan
untuk menyelesaikan satu unit pekerjaan tertentu.
Kekurangan dari teknik pengumpulan data dengan
menggunakan
observasi:
1. Orang
yang diamati
merasa terganggu atau
tidak
nyaman
sehingga
akan
melakukan pekerjanaannya dengan tidak semestinya.
2. Pekerjaan
yang
sedang
diamati
mungkin
tidak
mewakili
suatu
tingkat
kesulitan pekerjaan tertentu atau kegiatan-kegiatan khusus yang tidak
selalu lakukan.
3. Dapat mengganggu proses yang sedang diamati.
4. Orang yang diamati cenderung
melakukan pekerjaannya dengan lebih baik
dari biasanya dan sering menutup-nutupi kekurangannya.
|
|
71
2.2
Statistika Deskriptif
Metode statistika adalah prosedur-prosedur atau langkah-langkah yang
digunakan dalam mengumpulkan,
menyajikan,
menganalisa dan menafsirkan
data. Secara umum metode statistika yang digunakan untuk analisis data
dalam penelitian dapat dikelompokan menjadi 2 (dua) macam, yaitu statistika
deskriptif dan
statistika inferensial. Statistika
inferensial
meliputi
statistika
parametris dan statistika nonparametris.
Statistika
deskriptif adalah
statistika
yang
digunakan
untuk
menganalisa data dengan cara mendeskriptifkan atau menggambarkan data
yang telah terkumpul sebagaimana adanya tanpa bermaksud membuat
kesimpulan
yang berlaku untuk
umum atau generalisasi. Menurut Ronald
E.
Walpole
(1997,
p
2),
statistika
deskriptif
adalah
metode-metode
yang
berkaitan dengan pengumpulan dan penyajian suatu gugus data sehingga
memberikan informasi yang berguna.
Statistika deskriptif dapat digunakan bila peneliti hanya ingin
mendeskriptifkan data sampel, dan tidak ingin membuat kesimpulan yang
berlaku untuk populasi dimana sampel diambil. Termasuk dalam statistic
deskriptif
antara
lain
adalah
penyajian
data
melalui
tabel, grafik,
diagram
lingkaran, pictogram, perhitungan modus, median, mean (pengukuran
tendensi sentral), perhitungan desil, persentil, perhitungan penyebaran data
melalui perhitungan rata-rata dan standar deviasi, perhitungan persentase.
|
|
72
Dalam statistic
deskriptif
juga
dapat
dilakukan
mencari
kuatnya
hubungan antara variabel melalui analisi korelasi, melakukan prediksi dengan
analisis regresi dan membuat perbandingan dengan membandingkan rata-rata
data sampel dan populasi.
Hanya perlu diketahui bahwa dalam analisi korelasi, regresi atau
memnadingan dua rata-rata atau lebih tidak perlu diuji signifikansinya. Jadi
secara
teknis dapat
diketahui bahwa dalam statistic deskriptif tidak ada
uji
signifikansi, tidak ada taraf kesalahan karena peneliti tidak bermaksud
membuat generalisasi sehingga tidak ada kesalahan generalisasi.
2.3
Diagram Pareto
Menurut Gaspersz (1998, p53),
Diagram pareto adalah grafik batang
yang
menunjukan masalah berdasarkan urutan banyaknya kejadian. Masalah
yang
paling
banyak
terjadi
ditunjukan
oleh grafik barang pertama yang
tertinggi serta ditempatkan pada sisi paling kiri, dan seterusnya sampai
masalah yang paling sedikit terjadi ditunjukkan oleh grafik batang yang
terakhir yang terendah serta ditempatkan pada sisi paling kanan.
Diagram pareto
merupakan suatu prioritas dimana
membutuhkan data
yang
disesuaikan
dengan jenis, kategori atau
klasifikasi
lainnya.
Analisa
ini
akan mengidentifikasikan sejumlah kecil permaslahan vital atau jenis
kerusakan dari berbagai
macam
hal.
Selain
itu analisa dari
diagram
pareto
|
|
73
juga akan
membantu kita dalam
menentukan permasalahan dan akibat
yang
tepat untuk dipelajari.
Prinsip diagram pareto juga dikenal sebagai aturan 80/20 dimana yang
berarti
80%
dari
permasalahan
kita
berasal
dari 20%
dari semua
hal
yang
harus kita
hadapi. Pada dasarnya diagram Pareto dapat dipergunakan sebagai
alat interprestasi untuk :
•
Menentukan frekuensi relatif dan urutan pentingnya masalah-masalah atau
penyebab-penyebab dari masalah yang ada.
•
Memfokuskan perhatian pada isu-isu kritis dan pentign melalui pembuatan
ranking
terhadap
masalah-masalah
atau
penyebab-penyebab
dari
masalah
itu dalam bentuk yang signifikan.
Menurut
Turner,
dkk (2000,
p286),
Diagram
Pareto
adalah
grafik
batang
yang
menunjukkan
masalah berdasarkan urutan banyaknya kejadian.
Pada dasarnya diagram Pareto digunakan untuk :
•
Menentukan frekuensi relatif dan urutan pentingnya masalah dan penyebab
masalah yang ada.
•
Memfokuskan
perhatian
pada
isu –
isu
penting
melalui
pembuatan
rangking terhadap masalah atau penyebab dari masalah tersebut.
Menurut Gaspersz
(1998, p58), Pada dasarnya diagram Pareto
terdiri
dari dua jenis, yaitu:
•
Diagram Pareto Mengenai Fenomena.
|
|
74
Diagram ini berkaitan dengan hasil-hasil berikut yang tidak diinginkan dan
digunakan untuk mengetahui apa masalah
utama
yang
ada.
Contoh
fenomena, antara lain:
a)
Kualitas kerusakan, kegagalan, keluhan, item-item yang dikembalikan,
perbaikan (reparasi), dll.
b) Biaya: jumlah kerugian, ongkos pengeluaran, dll.
c)
Penyerahan
(delivery):
penundaan
penyerahan,
keterlambatan
pembayaran kekurangan stok, dll.
d) Keamanan: kecelakaan, kesalahan, gangguan, dll.
•
Diagram Pareto mengenai Penyebab
Diagram ini
berkaitan dengan
penyebab
dalam proses
dan dipergunakan
untuk mengetahui apa penyebab utama dan masalah yang ada. Contoh
penyebab, antara lain:
a)
Operator: umur, pengalaman, keterampilan, sifat individual, pergantian
kerja *shift), dll.
b) Mesin: peralatan, mesin, instrumen, dll.
c)
Bahan baku: pembuatan bahan baku, macam bahan baku, pabrik bahan
baku, dll.
d) Metode Operasi: kondisi operasi, metode kerja, sistem pengaturan, dll.
Langkah-langkah
membuat diagram pareto
menurut Gaspersz (1998,
p53) adalah sebagai berikut:
|
|
75
-
Langkah 1
Menentukan masalah apa yang akan diteliti, mengidentifikasikan kategori-
kategori atau penyebab-penyebab dari masalah yang akan diperbandingkan.
Setelah itu merencanakan dan melaksanakan pengumpulan data.
-
Langkah 2
Membuat
suatu
ringkasan
daftar
atau
table
yang mencatat
frekuensi
kejadian dari masalah yang telah diteliti dengan menggunakan formulir
pengumpulan data atau lembar periksa.
-
Langkah 3
Membuat daftar masalah secara berurut berdasarkan frekuensi kejadian dari
yang tertinggi sampai terendah, serta hitunglah frekuensi kumulatif,
presentase
dari
total
kejadian,
dan
presentase dari
total
kejadian
secara
kumulatif.
-
Langkah 4
Menggambar dua buah garis vertical dan sebuah garis horizontal.
1. Garis vertikal:
a)
Garis
vertikal
sebelah
kiri:
buatkan
pada
garis
ini,
skala
dari
nol
sampai total keseluruhan dari kerusakan.
b) Garis
vertikal sebelah kanan: buatkan pada
garis
ini, skala dari 0%
sampai 100%
2. Garis Horizontal:
|
|
76
a) Bagilah garis ini kedalam banyaknya interval sesuai dengan
banyaknya item masalah yang diklasifikasikan.
-
Langkah 5
Buatkan histogram pada diagram Pareto
-
Langkah 6
Gambarkan
kurva
kumulatif
serta
cantumkan
nilai-nilai
kumulatif (total
kumulatif atau persen kumulatif) disebelah kanan atas dari
interval setiap
item masalah.
-
Langkah 7
Memutuskan
untuk
mengambil
tindakan
perbaikan
atas
penyebab
utama
dari masalah yang sedang terjadi itu. Untuk mengetahui akar penyebab dari
suatu
masalah,
kita
dapat
menggunakan
diagaram sebab-akibat
atau
bertanya mengapa beberapai kali (konspe five whys).
Contoh diagram pareto:
|
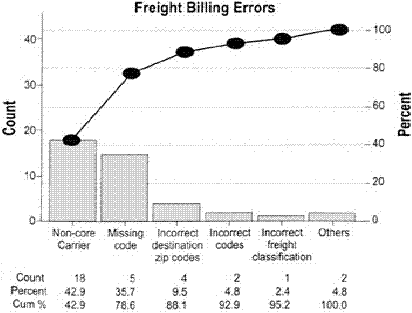 77
Gambar 2.1 Contoh diagram pareto
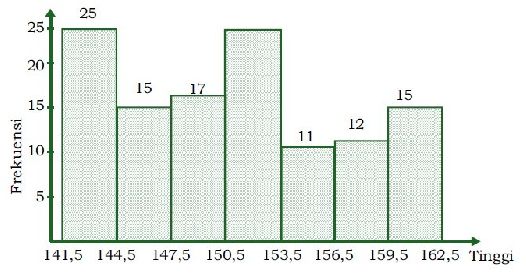
2.4
Histogram
Menurut Gapersz (1998, p69), Histogram merupakan suatu potret dari
proses yang menunjukan:
1) Distribusi dari pengukuran.
2) Frekuensi dari setiap pengukuran itu.
Histogram menampilkan
sekilas dari sekumpulan data.
Histogram ini
sangat berguna jika digunakan untuk melihat bentuk, pemusatan dan
penyebaran sekumpulan data dari beberapa proses. Selain itu histogram dapat
dipergunakan juga sebagai suatu alat untuk:
|
|
78
1) Mengetahui dengan mudah penyebaran data yang ada
2) Mempermudah melihat dan menginterpretasikan data.
3)
Sebagai alat pengendalian proses sehingga mencegah timbulnya
masalah
4) Membantu
manajemen dalam membuat keputusan-keputusan yang
berfokus pada suatu usaha perbaikan terus-menerus (continuous
improvement efforts).
Umumnya
gambar
diagram histogram seperti
barisan
batang-batang
persegi panjang yang menunjukan jumlah batang menurut pengelompokan
datanya. Untuk
memudahkan analisis, kelompok data
yang sekelas biasanya
dipandang secara kelompok dan kelompok-kelompok data tersebuat akan
bertebaran mulai dari kelas rendah sampai tinggi.
Langkah-langkah membuat Histogram adalah:
1. Mengumpulkan data pengukuran yang diperlukan
2. Mengelompokan data.
2. Tentukan jumlah kelas atau kelompok
3. Tentukan banyaknya kelas interval
4. Tentukan interval kelas, batas kelas dan nilai tengah kelas
5. Tentukan Frekuensi dari setiap kelas interval
6. Buatlah histogram dengan memperhatikan hal-hal:
a.
Buatlah garis horizontal dengan menggunakan skala berdasarkan
pada unit pengukuran data.
|
 79
b. Buatlah garis vertikal dengan menggunakan skala frekuensi.
c. Gambarkan grafik batang (histogram) untuk setiap kelas interval
dengan tingginya berdasarkan pada frekuensi setiap kelas
interval itu.
d. Jika batas-batas
spesifikasi telah ditetapkan berdasarkan
keinginan pelanggan, maka tariklah garis vertikal pada histogram
itu yang menunjukkan batas bawah dan batas atas dari spesifikasi
yang telah ditetapkan.
Contoh histrogram:
Gambar 2.2 Contoh Histogram
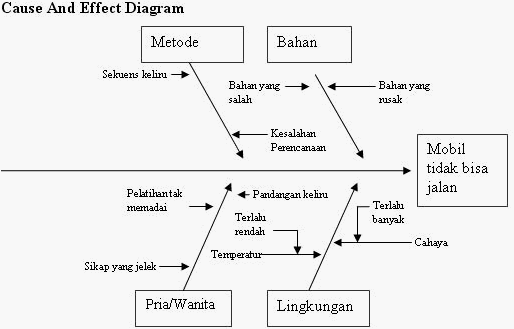
2.5
Diagram Sebab-Akibat ( Cause-and-Effect Diagram/Fish Bone Diagram )
Diagram sebab-akibat atau lebih dikenal dengan istilah “Diagram
Tulang
Ikan”
(Fishbone
Diagram)
karena
bentuknya
seperti
kerangka
ikan
|
|
80
atau dikenal
juga dengan
nama
“Diagram Ishikawa”
yang
dikarena
pertama
kali diperkenalkan oleh Prof. Kaouru Ishikawa dari Universitas Tokyo pada
tahun 1953. Menurut Gaspersz (1998,p61), Diagram sebab-akibat adalah
suatu diagram yang menunjukkan hubungan antara sebab dan akibat. Diagram
ini digunakan untuk menunjukkan faktor-faktor penyebab (sebab) dan
karakteristik kualitas (akibat).
Diagram ini
digunakan
untuk
meringkaskan
pengetahuan
mengenai
kemungkinan
sebab-sebab
terjadinya variasi
dan
permasalahan
lainnya.
Diagram ini
menyusun
sebab-sebab
variasi
atau
sebab-sebab
permaslahan
kualitas kedalam kategori-kategori
yang logis. Hal ini
membantu kita dalam
menentukan fokus yang akan diambil dan merupakan alat yang sangat
membantu
dalam penyusunan
usaha-usaha
pengembangan
proses.
Diagram
sebab-akibat juga digunakan untuk keperluan-keperluan lainnya sebagai
berikut :
• Membantu mengidentifikasi akar permasalahan
• Membantu mengembangkan ide untuk solusi dari suatu masalah.
• Membantu dalam menemukan fakta yang lebih lanjut.
Menurut
Gaspersz (1998,p61), langkah-langkah
membuat
diagram
sebab-akibat adalah:
1. Mulai
dengan
pernyataan
masalah-masalah
utama
yang penting dan
mendesak untuk diselesaikan.
|
|
81
2. Tuliskan pernyataan masalah itu pada ”kepala ikan”, yang merupakan
akibat (effect). Tuliskan pada sisi
sebelah kanan dari kertas (kepala ikan),
kemudian
gambarkan
”tulang
ikan” dari
kiri
kekanan
dan
tempatkan
pernyataan masalah itu dalam kotak.
3. Tuliskan
faktor-faktor penyebab
utama (sebab-sebab)
yang
mempengaruhi
masalah
kualitas
sebagai
”tulang
besar”,
juga
tempatkan
dalam kotak.
Faktor-faktor penyebab atau kategori-kategori utama dapat dikembangkan
melalui
stratifikasi
kedalam pengelompokan
dari
faktor-faktor:
manusia,
mesin, peralatan, material, metode kerja, lingkungan kerja, pengukuran, dll,
atau stratifikasi melalui langkah-langkah aktual dalam proses. Faktor-faktor
penyebab
atau kategori-kategori dapat dikembangkan melalui
brainstroming.
4. Tuliskan penyebab-penyebab sekunder yang mempengaruhi penyebab-
penyebab utama (tulang-tulang besar), serta penyebab-penyebab sekunder
itu dinyatakan sebagai ”tulang-tulang berukuran sedang”.
5. Tuliskan
penyebab-penyebab
tersier
yang
mempengaruhi
penyebab-
penyebab sekunder (tulang-tulang berukuran sedang), serta penyebab-
penyebab itu dinyatakan sebagai ”tulang-tulang berukuran kecil”
6.
Tentukan
item-item yang penting
dari
setiap
faktor
dan
tandailah
faktor-
faktor penting tertentu yang kelihatannya memiliki pengaruh nyata
terhadap karakteristik kualitas.
|
|
82
7. Catatlah
informasi
yang perlu
didalam diagram sebab-akibat
itu,
seperti:
judul, nama produk, proses, kelompok, daftar partisipan, tanggal, dll.
Penyebab masalah mempunyai diagaram yang berbeda-beda dan dapat
dikategorikan sebagai berikut:
1.
6 M’s
Machine,
Method, Materials,
Maintenance,
Man,
Mother
Nature,
Environmnet, (biasanya digunakan pada istilah industri manufaktur).
2.
8 P’s
Price, Promotion, People, Processes, Place/Plant, Policies, Procedures
and
Product/Services, (biasanya
dgiunakan
pada
istilah
administrasi
dan
service industri).
3.
4 S’s
Surroundings, Suppliers, Systems, Skills, (biasanya digunakan pada istilah
servis industri).
Selain yang disebutkan diatas bila hendak mengetahui penyebab-
penyebab dari suatu masalah yang sedang diteliti, kita dapat juga
menggunakan pertanyaan-pertanyaan berikut ini:
-
Apa yang menjadi penyebab terjadinya itu?
-
Mengapa penyebab itu dapat terjadi?
-
Bertanya ”Mengapa” beberapa kali
(konsep five whys) sampai ditemukan
penyebab
yang
cukup
spesifik
untuk
dapat
diambil
tindakan
perbaikan.
|
 83
Penyebab-penyebab spesifik
itu
yang
selanjutnya
dicatat
dan
dimasukan
kedalam diagram sebab-akibat.
Contoh diagram sebab akibat:
Gambar 2.3 Contoh gambar Diagram Sebab
-
Akibat
2.6
Learning Curve (Kurva Pembelajaran)
Learning Curve adalah konsep pekerjaan yang mengarah pada usaha
perbaikan. Konsep ini sangat berguna bagi manajemen operasi perusahaan.
Konsep ini memungkinkan perusahaan untuk mengestimasi biaya,
penjadwalan, perencanaan kebutuhan, penganggaran maupun penetapan
harga.
|
|
84
Learning Curve
berkaitan
dengan
ide
ketika pekerjaan,
proses
kerja
atau kegiatan baru dimulai untuk pertama kalinya dimana ada kemungkinan
bahwa tenaga kerja yang terlibat tidak akan mencapai efisiensi maksimum
dengansegera. Pengulangan tugas yang
diberikan cenderung akan membuat
orang
lebih
percaya
diri
dan
berwawasan
luas
dan
akhirnya
akan
bekerja
secara
yang efisien dan lebih cepat. Dan pada akhirnya proses pembelajaran
akan terhenti setelah terus menerus mengulangi pekerjaan yang sama.
Sebagai konsekuensi waktu untuk menyelesaikan pekerjaan pada
walanya akan menurun dan kemudian sedikit demi sedikit akan meningkat
hingga efisien. Rata-rata waktu kumulatif per unit diasumsikan menurun
dengan persentase
yang
konstan setiap
kali
output
digandakan.
Waktu
rata-
rata kumulatif
mengacu pada waktu rata-rata per unit untuk semua unit yang
dihasilkan sejauh ini, dari dan termasuk yang pertama dibuat.
2.7
Gemba Kaizen
2.7.1
Definisi Gemba Kaizen
Dalam bahasa
Jepang
Kaizen
berarti
continous
improvement
atau
perbaikan berkelanjutan. Dimana Kai artinya change dan
Zen artinya better.
Istilah ini mencakup pengertian perbaikan yang melibatkan semua orang baik
manager maupun karyawan dan melibatkan cara hidup kita. Konsep kaizen ini
mengajarkan kepada kita bahwa dalam kehidupan sosial dan rumah tangga
|
|
85
haruslah mengalami perbaikan secara terus menerus. Hal yang membuat kita
menggunakan kaizen adalah:
1. Cepat dan mudah pelaksanaannya.
2. Langsung ke permasalahan.
3. Hasilnya bisa langsung dirasakan.
4. Menggnakan SDM yang ada.
4. Berfokus pada major issue.
5. Teamwork, dapat dilihat dengan kacamata berbeda.
6. Melewati semua batas birokrasi
7. Bisa dipakai untuk referensi Kaizen berikutnya.
Hal-hal yang menyebakan penerapan konsep kaizen gagal adalah:
1. Fokus di area tertentu bukan pada perubahan budaya.
2. Tidak melibatkan smua bagian.
3. Ketakutan akan gagal dan ragu pada hal baru.
4. Ketidakmampuan untuk melihat proses secar keseluruhan.
5. Salah prioritas utama (produksi, design, bisnis).
6. Ketidakmampuan membaca peluang ke depan.
7. Gagal menerapkan ADOPT, ADAPT dan CREATIVITY.
Dalam bahasa
Jepang,
Gemba
berarti real
place
atau
tempat dimana
suatu
tindakan
dilakukan
atau
terjadi.
Dimana
dalam manajemen,
gemba
adalah temapat dimana suatu aktifitas yang bernilai untuk dapat memuaskan
konsumen. Didalam
manufaktur biasanya digunakan untuk tempat kerja
|
|
86
dipabrik. Sehingga
Gemba Kaizen
dapat diartikan sebagai
perbaikan
secara
terus menerus ditempat kerja. Manfaat dari penerapan gemba antara lain
adalah:
1. Kebutuhan dilapangan atau tempat kerja
lebih
mudah diidentifikasi
oleh mereka yang bekerja disana.
2. Orang-orang
dilapangan atau tempat
kerja
mulai
memikirkan
masalah yang ada dan mencari pemecahanya.
3.
Penolakan terhadap perubahan dapat dikurangi.
4. Pemecahan
masalah
yang
terjadi
berdasarkan
keadaan
yang
sebenarnya.
5. Pemecahan masalah menekankan pada pendekatan akal sehat,
berbiaya rendah
daripada
pendekatan
berorientasi
metode
dan
mahal.
6. Orang-orang
mulai
memahami
kaizen
dahn
mendapatkan banyak
inspirasi.
7.
Pemahaman dan kesadaran akan kaizen serta efisiensi kerja dapat
ditingkatkan secara bersama-sama.
8.
Perkerja dapat terus berpikir tentang kaizen sambil bekerja.
Perbaikan dalam kaizen bersifat kecil dan berangsur, namun proses
kaizen mampu membawa hasil yang dramatis mengikuti waktu. Dimana
konsep kaizen diterapkan dengan menggunakan akal sehat selain itu juga
biaya yang dikeluarkan rendah sehingga bisa dikatakan kaizen juga
|
|
87
merupakan pendekatan dengan resiko yang rendah. Hal ini berbeda dengan
perubahan yang dihasilkan oleh western manajemen yang biasanya dramatis
dimana kaizen bersifat tidak dramtis tetapi sedikit dan bertahap.
Kaizen is a never-ending journey towards waste elimination, quality
improvement and effective utilisation. Traditional manufacturing systems
have limited goal acceptance, for example, the production of some defective
products and Work in Progress (WIP). Kaizen sets its sights of perfection: no
defects, inventory and wastes. (International Journal Product Development,
Vol. 10 Nos. 1/2/3, p 88).
2.7.2
PDCA (Plan Do Check Act)
Langkah pertama dari kaizen adalah menerapkan siklus PDCA sebagai
sarana yang menjamin terlaksananya kesinambungan dari kaizen guna
mewujudkan
kebijakan
untuk
memelihara
dan
meningkatkan standar.
Siklus
ini merupkan konsep yang terpenting dari proses kaizen.
PDCA adalah
singkatan dari
Plan
Do Check
Act
(rencanakan,
kerjakan, cek, tindaklanjuti) merupakan suatu metode yang digunakan untuk
memecahkan
masalah
yang
umum
digunakan
dalam pengendalian
kualitas.
Metode ini dipopulerkan oleh W. Edwards Deming yang seringkali disebut
sebagai bapak pengendalian kualitas modern sehingga metode PDCA disebut
dengan siklus Deming.
|
|
88
Deming
sendiri
selalu
merujuk
metode
ini
sebagai
siklus
Shewhart,
dari nama
Walter A. Shewhart yang sering dianggap sebagai bapak
pengendalian kualitas statistis. Belakangan, Deming sendiri memodifikasi
PDCA menjadi PDSA (Plan Do
Study Act) untuk menggambarkan
rekomendasinya. Pengertian PDCA:
1. Plan (rencanakan)
Meletakkan sasaran dan proses yang dibutuhkan
untuk memberikan
hasil
yang sesuai dengan spesifikasi
yang
diinginkan.
Hal
berkaitan
dengan
penetapan target untuk perbaikan dan perumusan rencana tindakan guna
mencapai target tersebut.
2. Do (kerjakan)
Implementasi proses atau sasaran yang sudah di rencanakan.
3. Check (cek)
Memantau
dan
mengevaluasi
proses yang dikerjakan
dan
hasil
terhadap
sasaran dan spesifikasi yang diinginkan serta melaporkan hasilnya. Hal ini
juga merujuk pada penetapan apakah penerapan yang dilakukan masih
berada dalam jalur yang direncanakan dan memantau kemajuan dari
perbaikan yang diterapkan.
4. Act (tindaklanjuti)
Menindaklanjuti hasil yang di laporkan untuk membuat perbaikan yang
diperlukan.
Ini
juga berarti
meninjau seluruh
langkah
dan
memodifikasi
proses
untuk
memperbaikinya
sebelum
implementasi
berikutnya.
Selain
|
|
89
itu act berkaitan pula dengan standarisasi prosedur baru guna menghidari
terjadinya
kembali
masalah
yang sama
serta
menetapkan
target
atau
sasaran baru bagi perbaikan berikutnya.
The PDCA cycle is also known as Deming Cycle, the Deming wheel of
CI spiral. In ‘Plan phase’, the
objective is to plan for change predict the
results. In ‘do phase’, the plan is executed by taking small steps in controlled
circumstances. In ‘study/check phase’ the results are studied. Finally in ‘act
phase’,
the
organization
takes
action
to
improve
the
process.
(The Icfai
University Journal of Operations Management, Vol. VIII, No. 2, p 53).
Siklus PDCA ini berputar terus secara berkesinambungan setelah suatu
perbaikan terselesaikan, keadaan perbaikan tersebut akan digunakan menjadi
acuan untuk perbaikan selanjutnya. Hal ini disebabkan karyawan pada
umumnya lebih suka dengan kemampanan dan mereka jarang memiliki
prakarsa sendiri untuk meningkatkan keadaan. Oleh karena itu manajemen
yang harus terus menerus melakukan perbaikan. Dibawah ini adalah gambar
siklus PDCA:
|
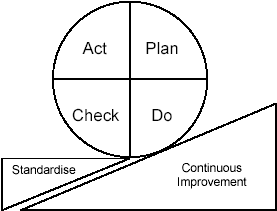 90
Gambar 2.4 Siklus PDCA
2.7.3
Bangunan Gemba
Dua
aktifitas
utama
yang
terjadi
sehari-hari
dalam gemba
yang
berhubungan dengan manajemen sumber daya manusia adalah pemeliharaan
dan kaizen. Yang pertama berhubungan dengan kegitan mematuhi standar dan
menjaga keadaan yang sudah ada, sedangkan yang kedua berhubungan dengan
meningkatkan standar yang sudah ada. Manajer gemba melakukan kedua
aktifitas
utama tersebut dan QCD (quality, cost and Delivery) yang
menjadi
hasilnya.
Gemba kaizen sendiri merupakan sebuah bangunan yang terdiri dari 3
pilar utama yaitu:
1.
Standarisasi.
|
|
91
Standar merupakan bagian
yang tidak dapat dipisahkan dari
gemba kaizen
dan merupakan dasar dari perbaikan sehari-hari. Dimana kualitas dapat
meningkat bila kaizen diterapkan secara benar
selain
kualitas,
dapat pula
menurunkan
biaya
dan
memenuhi
waktu
delivery kepada
konsumen.
Standarisasi
mudah
dipahamai
dan diterapkan
serta
tidak
membutuhkan
pengetahuan maupun
teknologi
canggih. Bagian
yang sulit
adalah
membangun disiplin pribadi pada masing-masing individu
yang
diperlukan untuk menjaga dan memelihara apa yang sudah ada.
Standarisasi di gemba
seringkali bermakna
menerjamahkan
kebuthan
teknologikal dan teknikal yang telah ditetapkan oleh staf rekayasa teknik ke
dalam standar
operasional
sehari-hari
yang dipahami
oleh tenaga kerja.
Proses penerjemahan tersebut
tidak membutuhkan
teknologi yang canggih
melainkan hanya
membutuhkan rencana yang
jelas dari manajemen untuk
menjabarkan dalam tahapan yang logis.
2.
5S dan pemeliharaan tempat kerja.
Lima S (Seiri, Seiton, Seiso, Seiketsu, dan Shitsuke) merupakan singkatan
dari
lima
istilah
Jepang
yang
berkaitan
engan
pemeliharaan tempat kerja.
Pada saat sekarang ini
penerapan 5S sudah menjadi
norma
bagi
setiap
perusahaan
yang
bergerak
dalam bidang
manufaktur.
Seorang
ahli
atau
pakar gemba kaizen dalam waktu lima menit dapat menetapkan caliber dari
suatu perusahaan hanya dengan berkunjung dan mengamati apa yang terjdi
dilapangan atau tempat kerja terutama yang berkaitan dengan penghapusan
|
|
92
pemborosan
dan
5S.
Tidak
ada
5S
dalam area
kerja
merupakan
indikasiterjadinya efisiensi rendah, pemborosan, disiplin diri yang rendah,
moral yang rendah, kualitas yang jelek, biaya yang dikeluarkan tinggi dan
banyak
kesulitan
dalam memenuhi
batas
waktu
penyerahan
barang
ke
konsumen. 5 butir 5S ini merupakan kegiatan awal bagi perusahaan
apapun agar dapat dikenal dan dipandang sebagai perusahaan bertanggung
jawab yang berpotensi dn mendapatkan status perusahaan kelas dunia atau
internasional.
3.
Penghapusan muda atau pemborosan
Muda dalam bahasa Jepang berarti pemborosan, namun cakupan dari istilah
ini mencakup segala sesuatu atau semua kegitatan yang tidak memberikan
nilai tambah. Pada setiap proses, nilai
tambah dimasukan kedalam produk
untuk kemudian diteruskan ke proses berikutnya. Sumber daya yang
terdapat pada setiap proses (manusia dan mesin) dapat memberikan dua hal
yaitu
memberikan
nila
tambah
atau tidak
memberikan
nilai
tambah
meskipun keduanya tampak bekerja giat. Pemborosan mencakup semua
pekerjaan
yang
tidak
memberikan nilai
tambah.
Ohno
mengelompokkan
pemborosan di tempat kerja dalam tujuh jenis, yaitu:
a.
Pemborosan produksi berlebih.
Produksi
berlebih
merupakan
dampak dari
mentalitas supervisor
yang
selalu mengkhawatirkan berbagai
masalah yang selalu dihadapi seperti
gangguan
mesin,
cacat
produksi,
ketidakhadiran
pekerja
sehingga
|
|
93
mereka
memaksakan
diri
untuk
berproduksi lebih banyak agar selalu
berada disisi aman. Berproduksi lebih banyak daripada yang dibutuhkan
berdampak pada pemborosan yang sangat besar, seperti konsumsi
material
sebelum dibutuhkan,
input
yang
dihamburkan
seperti
tenaga
kerja dan energy utilitas (air, angin, listrik, dsb), penambahan ruangan
digudang untuk menyimpan persediaan, tambahan biaya transportasi
maupun administrasi.
b.
Pemborosan pada persediaan
Produk jadi, barang setengah jadi yang berstatus persediaan tidak
memberikan nilai tambah malah sebaliknya semua itu menambah biaya
operasi dengan bertambahnya penggunaan tempat, peralatan dan
fasilitas. Dimana selanjutnya gudang membutuhkan tenaga kerja
tambahan untuk tugas operasional maupun administrasi. Dengan
kelebihan
barang-barang
persediaan
akan
mengumpulkan
debu,
tidak
ada
nilai
tambah
selain
itu
juga kualitasnya juga menurun dengan
bertambahnya
waktu.
Dalam kondisi
terburuk
bisa
terjadi
kehilangan
persediaan yang diakibatkan kebakaran ataupun kebanjiran dan musibah
lainnya.
c.
Pemborosan pada pengerjaan ulang karena cacat atau gagal.
Hasil
produksi
yang
cacat
atau gagal
mengganggu
produksi
dan
membutuhkan
pengerjaan
ulang
yang
mahal.
Seringkali
produk
yang
|
|
94
cacat
atau gagal
harus
dimusnahkan
dimana
hal
ini
merupakan
pemborosan sumber daya maupun upaya yang telah ditanamkan.
d.
Pemborosan pada gerak kerja.
Gerak kerja dari pekerja yang tidak berkaitan langsung dengan nilai
tambah pada produk dikatakan sebagai tidak produktif. Secara spesifik,
semua gerak kerja yang membutuhkan usaha fisik berlebih dari pihak
operator
seperti
mengangkat benda berat harus dihindari, bukan karena
sulit namun juga karena pemborosan gerak kerja.
e.
Pemborosan pada pemrosesan
Teknologi yang kurang tepat ataupun
rancangan
produk
yang
kurang
baik
dapat
berakibat
pada
pemborosan
yang
terjadi
pada
proses
produksi. Langkah mesin tanpa beban yang terlalu panjang atau tidak
efektif hingga pengerjaan penghalusan sudut-sudut benda kerja
merupakan contoh dari pemborosan pada proses produksi
yang bisa di
hindari.
Pemborosan
dalam proses
produksi
dapat
dihindari
dengan
dengan menggabungkan tugas operasi. Pemborosan pada proses
produksi
pada
banyak
kasus
umumnya diakibatkan
karena
kegagalana
melakukan sinkronisasi proses.
f. Pemborosan waktu tunggu/penundaan.
Pemberosan waktu tunggu terjadi bila tangan operator sedang
menganggur atau saat operator menunda kerja sebagai teknik mengatasi
berbagai
keadaan
seperti
jalur
kerja
yang
tidak seimbang,
komponen
|
|
95
yang belum tersedia atau gangguan pada mesin yang sedang digunakan.
Operator yang menunggu benda kerja berikutnya atau menunggu mesin
menyelesaikan proses kerjanya, pada saat itu juga operator hanya
mengawasi mesin tanpa memberikan nilai tambah apapun.
g.
Pemborosan pada transportasi
Di
lapangan atau
tempat kerja,
kita dapat menemukan berbagai sarana
transportasi seperti truk, kereta, forklift, dan konveyor. Tranpor adalah
kegiatan
yang
sangat
penting
dalam
operasi
di
lapangan
atau
tempat
kerja tapi seringkali memindahkan material maupun benda kerja tidak
memberikan nilai tambah
pada barang tersebut. Dan
lebih ekstrimnya,
kerusakan material atau benda kerja dapat terjadi dalam transport. Untuk
menghilangkan pemborosan
ini, proses-proses
yang saling
terpisah
harus dibuat sejalur atau satu line produksi, ini pun bila memungkinkan
untuk dilakukan.
|