 BAB II LANDASAN
TEORI
2.1
Toyota Production System
Toyota Production System atau yang biasa disingkat menjadi TPS. TPS adalah
aktivitas pada tingkat keseluruhan perusahaan berdasarkan pada kesadaran untuk
menghilangkan pemborosan secara menyeluruh, mencari rasionalitas cara
manufaktur,
dan
mengembangkan
teknik
manufaktur yang lebih baik. Sasaran TPS
sendiri adalah
men-supply kendaraan dengan kualitas yang lebih baik, lebih murah,
lebih tepat waktu, kepada lebih banyak orang.
Masukan
(Input)
Proses Produksi
(Through-put)
Keluaran
(Output)
Gambar 2.1 Gambaran Proses Produksi
Gambar diatas
merupakan contoh
gambaran suatu proses produksi
yang biasa
dilakukan
dalam
suatu
perusahaan.
Dalam
gambar
tersebut
terlihat
3(tiga)
proses
7
|
|
8
utama
yaitu
mulai
dari
proses
masukan (input),
proses
produksi
(
Through-put),
dan
keluaran (output).
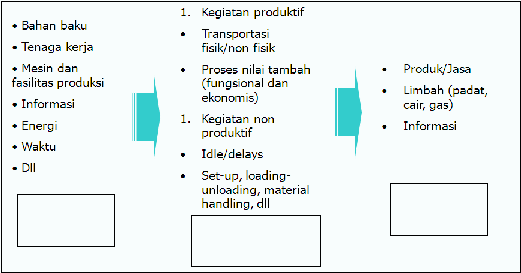
2.2
Menghilangkan Pemborosan
Fujio Cho dari
Toyota
mendefinisikan pemborosan (muda dalam bahasa
Jepang) sebagai “segala sesuatu yang berlebih diluar kebutuhan minimum atas
peralatan, bahan, komponen, tempat, dan waktu kerja yang mutlak diperlukan untuk
proses nilai tambah suatu produk”.
Terdapat beberapa jenis pemborosan, yaitu:
1. Pemborosan karena over produksi
Toyota menyimpulkan bahwa kelebihan produksi adalah pemborosan yang
paling parah diantara jenis pemborosan yang lain. Pemborosan ini disebabkan
karena memproduksi barang melebihi jumlah yang dibutuhkan. Seandainya
permintaan pasar sedang naik, mungkin pemborosan
ini
tidak
terlalu penting
tetapi dikala permintaan sedang turun dampak dari pemborosan ini akan
terlihat, bahkan perusahaan
seringkali kesulitan karena menyimpan barang
yang tak terjual sebagai bagian dari inventory.
Ada dua jenis produksi yang berlebih, yaitu melebihi jumlah yang
diperlukan dan memproduksi
lebih cepat dari yang diperlukan, sehingga dapat
menimbulkan :
a)
Menambah area inventory.
b)
Dapat
menghamburkan tenaga kerja, energy, pemakaian material
sebelum diperlukan.
|
|
9
c)
Menambah operator untuk penanganan barang.
d)
Dapat menimbulkan muda-muda lainnya.
Lebih
jauh
lagi,
kebiasaan
membuat
persediaan
yang berlebih
dapat
berakibat
kerancuan
pada
apa
y
ang
harus dikerjakan terlebih dahulu,
mengganggu konsentrasi operator dan menghalangi mereka berkonsentrasi pada
tugasnya. Sebagai akibat lanjut, diperlukan tenaga kerja tambahan untuk
mengontrol produksi, karena operator semua terlalu sibuk dan semua mesin
terus-menerus dipakai untuk hal yang sebenarnya belum dibutuhkan.
2. Pemborosan karena waktu menunggu
Pemborosan over produksi tidak mudah ditemu kenali karena operator
tetap tampak sibuk walaupun pekerjaan mereka tidak mempunyai nilai tambah.
Sebaliknya, pemborosan karena waktu menunggu lebih mudah ditemu kenali.
Segala sesuatu yang menyebabkan waktu tunggu diantara proses produksi
merupakan pemborosan. Suatu contoh yang dapat menggambarkan pemborosan
ini
adalah
membiarkan
mesin
beserta
operatornya
menunggu
pada
saat
pekerjaan yang diperlukan sudah selesai dikarenakan menunggu proses
sebelumnya yang belum selesai.
3. Pemborosan karena transportasi
Pemborosan karena transportasi dan penanganan
barang adalah
pemborosan yang sering dijumpai didalam pabrik. Barang yang sama dapat saja
ditangani
berulang-ulang
tanpa memberikan
nilai
tambah.
Perencanaan
yang
buruk akan
menyebabkan kegiatan trasnportasi
membengkak dan penanganan
|
|
10
barang dilakukan berulang-ulang. Terlebih jika bahan produksi ditangani secara
salah dan disimpan ditempat penyimpanan sementara yang berpindah-pindah.
4. Pemborosan karena proses
Yaitu
pemborosan
dengan
melakukan
proses
yang
tidak
diperlukan,
sebagai contoh, pada suatu operasi pembuatan benda kerja dengan proses cetak
tuang. Tenaga kerja tambahan mungkin dibutuhkan untuk menghaluskan
permukaan hasil produksi. Pada dasarnya, tenaga tambahan untuk penyelesaian
akhir dapat saja dihilangkan
yaitu bila fasilitas produksi
berupa cetakan selalu
terpelihara dengan baik, lagi pula kehalusan
permukaan
cetakan
sudah
dipertimbangkan pada saat merancang produk maupun prosesnya.
5. Pemborosan karena persediaan
Produk jadi, barang setengah jadi, dan pasokan barang terkonsumsi yang
berstatus persediaan tidak memberikan nilai tambah. Kelebihan persediaan
membutuhkan penanganan ekstra, tempat ekstra, ekstra bunga yang harus
dibayar,
ekstra
karyawan,
ekstra
dokumen
dan
lain-lain. Karena banyaknya
masalah yang berhubungan dengan persediaan yang tidak perlu, dapat
dilakukan hal berikut :
a)
Singkirkan barang-barang persediaan yang tidak diperlukan lagi.
b)
Jangan memproduksi barang
yang
tidak diperlukan
untuk proses
berikutnya.
c)
Jangan membeli atau membawa barang-barang dalam ukuran lot yang
besar.
|
|
11
d)
Usahakan memproduksi dalam lot yang kecil.
6. Pemborosan karena gerakan
Gerakan dari operator yang tidak memberikan nilai tambah terhadap suatu
produk
dapat dikatakan pemborosan
dalam
gerakan.
Penggunaan
waktu
yang
tak
dapat
dipertanggung
jawabkan
untuk memberikan
nilai
tambah
harus
dihilangkan
sedapat
mungkin.
Seorang
pekerja
dapat
kelihatan
sibuk
selama
satu jam untuk bolak-blik
mencari alat kerja ke
semua sudut pabrik. Jelas ini
merupakan kegiatan
yang tidak memberikan nilai tambah
sama sekali,
hal ini
justru membebani biaya produksi dengan upahnya selama satu jam yang sia-sia.
Sekedar menggerakkan anggota tubuh (tangan, kaki dsb) tidaklah berarti
memberikan nilai tambah bagi pekerjaan mereka. Disamping itu, hasil produksi
menjadi
tertunda
untuk
dikirim ke
para
pelanggan
karena
waktu
prosesnya
bertambah.
7. Pemborosan karena cacat produksi
Bila cacat produksi terjadi pada
suatu pos kerja
maka
umumnya operator
pada
pos
kerja
berikutnya
akan menunggu.
Waktu
terbuang
percuma
dan
menambah biaya produksi serta memperpanjang waktu prosesnya. Dengan
adanya produk yang cacat akan menimbulkan aktifitas
repair
sehingga akan
menurunkan kualitas dari barang tersebut serta menambah biaya. Apabila cacat
produksi terjadi, maka tenaga kerja tambahan akan diperlukan untuk
membongkar dan mereparasi produk tersebut, lagi pula tambahan komponen
juga diperlukan untuk mengganti komponen
yang rusak. Secara
langsung
|
|
12
jadwal produksi akan
terganggu karena
menunggu
menyelesaikan produk
tersebut.
2.3
Standar Kerja
Standar
kerja adalah pekerjaan
yang
berulang-ulang
untuk
menghasilkan
produk yang berkualitas tinggi, aman dan tanpa pemborosan.
2.4
Peta Rakitan (Assembly Chart)
Peta Rakitan adalah
gambaran
grafis dari
urutan-urutan aliran komponen dan
rakitan-bagian (sub assembly) ke rakitan suatu produk.
Akan terlihat bahwa peta
rakitan menunjukkan cara yang mudah untuk memahami :
1. Komponen-komponen yang membentuk produk
2. Bagaimana komponen-komponen ini bergabung bersama
3. Komponen yang menjadi bagian suatu rakitan-bagian
4. Aliran komponen ke dalam sebuah rakitan
5. Keterkaitan antara komponen dengan rakitan-bagian
6. Gambaran menyeluruh dari proses rakitan
7. Urutan waktu komponen bergabung bersama
8. Suatu gambaran awal dari pola aliran bahan
Standar Pengerjaan dari Assembly Chart adalah sebagai berikut :
|
|
13
1. Operasi terakhir yang menunjukkan rakitan suatu produk digambarkan dengan
lingkaran berdiameter 12 mm dan harus dituliskan operasi itu di sebelah kanan
lingkaran tersebut.
2. Gambarkan
garis
mendatar
dari
lingkaran
kearah
kiri,
tempatkan
lingkaran
berdiameter 6 mm pada bagian ujungnya, tunjukkan setiap komponen (nama,
nomor komponen, jumlah, dsb) yang dirakit pada proses tersebut.
3. Jika yang dihadapi adalah rakitan-bagian, maka buat garis tadi sebagian dan akhiri
dengan lingkaran berdiameter 9 mm, garis yang menunjukkan komponen mandiri
harus ditarik ke sebelah kiri dan diakhiri dengan diameter 6 mm.
4. Jika operasi rakitan terakhir dan komponen-komponennya selesai dicatat,
gambarkan garis tegak pendek dari garis lingkaran
9 mm ke
atas, memasuki
lingkaran
12
mm
yang
menunjukkan
operasi
rakitan
sebelum
operasi
rakitan
yang telah digambarkan pada langkah 2 dan langlah 3.
5. Periksa kembali peta tersebut untuk
meyakinkan bahwa seluruh komponen telah
tercantum,
masukkan
nomer-nomor operasi
rakitan
bagian
ke dalam lingkaran
(jika perlu), komponen yang terdaftar di sebelah kiri diberi nomor urut dari atas
ke bawah bagian sub assembly.
Lingkaran
yang
menunjukkan
rakitan
atau
rakitan-bagian tidak selalu harus
menunjukkan lintasan stasiun kerja atau lintasan rakitan atau bahkan
lintasan orang,
tapi
hanya
benar-benar
menunjukkan
urutan operasi
yang
harus
dikerjakan. Waktu
|
|
14
yang diperlukan oleh tiap operasi akan menentukan akan menetukan apa yang harus
dilakukan operator.
Tujuan utama dari peta rakitan adalah untuk menunjukkan keterkaitan antara
komponen, yang dapat juga digambarkan oleh sebuah ‘gambar-terurai’. Teknik-teknik
ini dapat juga digunakan untuk mengajar pekerja yang tidak ahli untuk mengetahui
urutan suatu rakitan yang rumit.
2.5
Peta Proses Kerja
Peta
kerja
–
atau
sering disebut Peta Proses (process chart)
merupakan
alat
komunikasi yang sistematis dan logis guna menganalisa proses kerja dari tahap awal
sampai akhir, melalui peta proses ini kita mendapatkan informasi-informasi yang
diperlukan untuk memperbaiki metode kerja ini antara lain bisa dilihat seperti :
•
Benda kerja, berupa gambar kerja, jumlah, spesifikasi
material, dimensi
ukurna pekerjaan, dll.
•
Macam proses yang dilakukan, jenis & spesifikasi mesin, peralatan produksi,
tooling, dll.
•
Waktu
operasi
(waktu
standard)
untuk
setiap
proses
atau
elemen
kegiatan
disamping total waktu penyelesaiannya.
•
Kapasitas mesin ataupun kapasitas kerja lainnya yang dipergunakan
•
Dan lain sebagainya.
Lewat
peta
kerja
ini pula
kita bisa
melihat
semua
langkah
(urutan prosedur
kerja)
yang
dialami
oleh
suatu
benda
kerja
–
material
input
atau
bilangan berupa
|
|
15
masukan yang lain –
dari saat mulai
masuk kelokasi kegiatan kemudian
menggambarkan semua langkah-langkah aktivitas yang dialaminya guna memproses
masukan tersebut seperti : transp[ortasi, operasi kerja, inpeksi, menunggu (delay) dan
menyimpan, sampai akhirnya menjadi produk akhir (finished goods product) yang
merupakan keluaran yang diinginkan.
Apabila kita melakukan studi seksama terhadap suatu peta kerja/proses,
maka
pekerjaan
kita
untuk
memperbaiki metode
kerja
akan
mudah
dilaksanakan.
Perbaikan yang mungkin dilakukan antara lain :
•
Menghilangkan aktivitas handling operasi yang tidak efesien
•
Mengurangi jarak perpindahan operasi kerja dari suatu elemen kerja ke
elemen yang lain.
•
Mengurangi waktu-waktu yang tidak produktif seperti haknya dengan waktu
menunggu (delay).
•
Mengatur operasi kerja menurut langkah-langkah kerja yang lebih efektif dan
efesien
•
Menggabungkan suatu operasi kerja dengan operasi kerja yang lain bilamana
mungkin.
•
Menemukan
opersi kerja
yang
lebih
efektif
dengan
maksud
mempermudah
pelaksanaan
•
Menemukan
mesin atau
fasilitas-fasilitas prodeksi
lainnya
yang
mampu
bekerja lebih produktif.
|
|
16
•
Menunjukkan aktifitas-aktifitas inpeksi yang berlebihan.
Pada dasarnya semua perbaikan tersebut diatas ditunjukkan untuk mengurangi
biaya produksi secara keseluruhan. Dengan demikian peta kerja akan merupakan alat
yang
baik
untuk dipakai
menganalisa suatu operasi kerja dengan tujuan
mempermudah atau menyederhanakan proses kerja yang ada. Disamping itu juga
merupakan alat yang penting guna menetapkan urutan proses yang seharusnya
dilaksanakan
dan
menetapkan
lokasi,
mesin serta personil yang diperlukan untuk
masing-masing langkah pengerjaan tersebut. Penggambaran peta kerja atau peta
proses
ini bisa
diaplikasikan
utnuk
manusia (operator) atau bahan baku (material).
Man-Proses Chart dalam hal ini akan menggambarkan urutan-urutan elemen kerja
dimana seorang pekerja akan melaksanakan pekerjaan tersebut, sedangkan Material
Process Chart akan menggambarkan urutan secara detail mengenai proses kerja yang
berlangsung terhadap material tersebut dari awal sampai menjadi produk jadi.
Selain
peta
kerja
dapat
digambarkan
menurut
aliran kerja
manusia –
yang
bisa
juga
dikaitkan
dalam interaksi
kerjanya
dengan
mesin/fasilitas
kerja
lainnya
dalam sebuah sistem manusia –
mesin – dan aliran material ,
maka peta kerja juga
dapat digambarkan secara berbeda menurut derajat detail ataupun ruang lingkup yang
ingin
dijelaskan.
Dalam
hal
ini kita
bisa
menggambarkan
peta
kerja
dengan
klasifikasi :
•
Peta-peta kerja yang digunakan untuk menganalisa kerja secara keseluruhan.
•
Peta – peta kerja yang digunakan untuk menganalisa kerja setempat.
|
|
17
Suatu
kegiatan
disebut sebagai kegiatan
kerja
keseluruhan apabila
kegiatan
tersebut melibatkan secagian besar atau semua fasilitas yang diperlukan untuk
membuat/mengerjakan produk yang bersangkutan.
Sedangkan
suatu
kegiatan
kerja
disebut kegiatan kerja setempat apabila kegiatan
tersebut terjadi dalam suatu stasiun
kerja. Suatu produk biasanya akan dibuat dengan berbagai macam proses yang
melibatkan berbagai
macam fasilitas produksi dalam berbagai stasiun kerja.
Dengan
demikian untuk menganalisa proses kerja yang ada perlu dilaksanakan dengan jalan
menganalisa kerja secara keseluruhan atau secara setempat (per stasiun kerja). Untuk
penggambaran analisa kerja secara keseluruhan maka aplikasi dari simbol-simbol
ASME akan banyak membantu.
Untuk memilih peta kerja apa yang paling tepat untuk diaplikasikan, maka
terlebih dahulu harus didefinisikan secara jelas dan tepat mengenai kegiatan apa yang
ingin diuraikan (pekerja, mesin atau aliran material) dan ruang lingkup yang ingin
dianalisa .
2.5.1
Peta-peta Kerja Guna Menganalisa Proses Kerja Keseluruhan
Ada berbagai macam peta kerja yang umum dipakai untuk manganalisa proses
kerja keseluruhan, yaitu antara lain :
•
Peta Proses Operasi (Operation Process Chart)
•
Peta Proses Produk banyak (Multi Product Process Chart)
•
Peta Aliran Proses (Flow Process Chart)
|
|
18
•
Diagram Aliran (Flow Diagram atau String Diagram)
Didalam pembuatan peta-peta kerja tersebut
maka disini akan dipergunakan simbol-
simbol standard dari ASME. Khusus untuk Peta Proses Operasi tidak semua simbol
akan
diaplikasikan,
sedangkan
untuk
Diagram
Aliran
selain aplikasi
dari
simbol-
simbol
ASME juga diperlukan
gambar
layout dari pabrik
atau area kerja yang akan
dianalisa.
2.5.2 Simbol-Simbol Standard Yang Dipakai Pembuatan Peta Kerja
Seperti telah diuraikan diatas, peta kerja/proses secara umum bisa
didefinisikan sebagai gambar grafis yang menjelaskan setiap proses manufacturing
ataupun proses kerja lainnya yang terjadi didalam pelaksanaan suatu operasi kerja.
Disini tahapan proses
harus dianalisa secara sistematis
dan
logis
berdasarkan
langkah-langkah proses yang seharusnya hampir semua langkah atau kejadian dalam
suatu proses kerja akan terdiri dari elemen-elemen kerja seperti operasi, transportasi,
inspeksi,
menunggu atau menyimpan (storage). Untuk
maksud
tersebut diatas
perlu
digunakan
berbagai
macam simbol
untuk
menggambarkan
msing-masing aktivitas.
Simbol-simbol aktivitas yang dalam hal ini telah dilakukan oleh ASME (American
Society of Mechanical Engineers). Selanjutnya masing-masing simbol dapat
dijelaskan lebih lanjut sebagai berikut :
|
 19
OPERASI
Kegiatan operasi apabila suatu proyek (material) akan mengalami
perubahan
sifat
–
baik
sifat
maupun
kimiawi
–
dalam suatu
proses
transformasi.Kegiatan merakit
atau
mengurai
–
rakit
juga
dipertimbangkan sebagai suatu operasi kerja.
Menerima informasi
maupun
memberikan informasi,
membuat suatu
rencana
(planning)
atau
melaksanakan
kegiatan kalkulasi
pada
suatu
keadaan
juga
diklasifikasikan
sebagai
suatu
operasi
kerja. Kegiatan-kegiatan kerja disini juga
dilakukan manusia (operator) mesin, atau kedua-duanya. Operasi merupakan kegiatan
yang paling banyak terjadi di dalam suatu proses kerja. Beberapa contoh operasi kerja
adalah sebagai berikut :
Material Process Chart.
•
Sebuah
material dikerjakan
dalam
proses permesinan
dengna
engine
lathe,
milling machine, grinding machine, dan lain-lain.
•
Sebuah billet dipanaskan dalam suatu furnace.
•
Selembar kertas diketik dengan mesin ketik dalam kegiatan administrasi.
Man-Process Chart.
•
Gerakan tangan operator untuk pemakanan feeding dalam proses membubut,
mengedrill, dan lain-lain
•
Memasang mur dan baut pada proses merakit.
|
 20
•
Memukul palu
Jumlah pekerja yang bisa digambrkan oleh sebuah simbol akan tergantung dengan
derajat
ketelitian
yang
dikehendaki
dari penggambaran
suatu
peta
kerja.
Sebagai
contoh,
kegiatan
transfer
material dari
dan
ke
mesin bisa
dianggap sebagai
bagian
dari kegiatan operasi
akan tetapi bisa pula dipandang sebagai keghiatan transportasi
sehingga penggambaran simbolnya dalam peta kerja juga akan berbeda. Secara umum
bila maksud utama dari penggambaran peta kerja adalah untuk menunjukkan urutan
langkah dari aktivitas dari sejumlah operasi kerja, maka kegiatan transfer yang
“kecil”
(jarak
perpindahan
relatif
pendek)
dan
material
yang
terjadi
dalam suatu
stasiun kerja bisa diasumsikan sebagai bahan dari kegiatan operasi.
Transportasi
Kegiatan Transportasi terjadi bila fasilits kerja lainnya –
yang dianalisa
bergerak berpindah tempat yang bukan
merupakan
bagian
dari
suatu
operasi kerja.
Suatu pergerakan yang merupakan bagian dari suatu operasi atau disebabkan oleh
pekerja pada tempat kerja sewaktu operasi atau pemeriksaan berlangsung bukanlah
merupakan kegiatan transportasi. Contoh kegiatan transportasi disini adalah :
•
Memindahkan material dengan tangan, holist, truck, conveyor, dan lain-lain.
•
Bergerak,
berjalan,
membawa obyek
dari
suatu
lokasi
kerja
ke
lokasi kerja
yang lain.
|
 21
•
Meletakkan / memindahkan material menuju atau dari mesin, container,
conveyor, dan lain-lain.
•
Membuat gambr kerja dari bagian disain kebagian produksi.
INSPEKSI
Kegiatan inspeksi atau pemeriksaan terjadi apabila suatu obyek
diperiksa
–
baik
pemeriksaan
pada
segi kualitas
maupun
kuantitas
–
apakah sudah sesuai dengan karakteristik performans yang
distandarkan. Pemeriksaan ini bisa termasuk
kegiatan
mengukur
besaran
dengan
memakai
peralatan
ukur
atau
sekedar
membandingkan
secara
visual
dengan
obyek
lain yang sudah diklasifikasikan standard. Dalam beberapa kasus tertentu kegiatan ini
bisa
dilaksanakan
bersama
dengan
kegiatan kerja lainnya seperti operasi atau
transportasi. Beberapa contoh pemeriksaan adalah sebagai berikut :
•
Meneliti dimensi benda kerja dengan menggunakan alat ukur (gage).
•
Membaca dial indicator atau instrumen-instrumen pengukur lainnya.
•
Menghitung jumlah benda yang diterima dari hasil pembelian.
MENUNGGU (DELAY)
Proses menunggu terjadi apabila material, benda kerja, operator atau
fasilitas kerja dalam kondisi berhenti dan tidak terjadi kegiatan apapun selain
menunggu. Kegiatan ini biasanya berlangsung temporer (sementara), dimana terpaksa
|
 22
menunggu atau ditinggalkan sementara sampai suatu saat dikerjakan / diperlukan
kembali. Contoh-contoh untuk keadaan menunggu ini antara lain seperti :
•
Material atau benda kerja diletakkan di container, menunggu untuk
dipindahkan ke stasiun kerja berikutnya.
•
Obyek menungga untuk proses atau diperiksa
•
Material menunggu dipeoses karena adanya kerusakan teknis pada mesin.
MENYIMPAN (STORAGE)
Proses penyimpanan terjadi apabila obyek disimpan dalam
jangka waktu yang cukup lama. Jika memerlukan prosedur perijinan
yang khusus. Simbol ini digunakan untuk menyatakan bahwa suatu obyek mengalami
proses penyimpanan permanen, yaitu ditahan atau dilindungi terhadap pengeluaran
tanpa ijin tertentu. Prosedur perijinan dan lamanya waktu adalah dua hal yang
membedakan antara kegiatan menyimpan (storage) dan menunggu (delay). Contoh
yang sesuai dengan kegiatan menyimpan ini adalah antara lain seperti :
•
Bahan baku, supplies, dan lain-lain yang disimpan dalam gudang pabrik.
•
Dokumen atau arsip yang disimpan dalam rak atau lemari khusus.
•
Uang atau surat berharga lainnya yang disimpan dalam brankas.
AKTIVITAS GANDA
Sering kali dijumpai kondisi-kondisi dimana dua elemen kerja harus
dilaksankan secara bersamaan. Sebagai contoh disini adalah kegiatan
|
|
23
operasi yang harus dilaksanakan bersama dengan kegiatan pemeriksaan pada stasiun
kerja yang sama pula. Untuk ini penggambaran simbol yang dipergunakan adalah
dengan meletakan simbol kerja yang satu diatas simbol kerja yang lainnya.
2.5.3 Peta Proses Operasi (Operation Process Chart)
Peta Proses operasi – seringkali disingkat dengan peta operasi atau (operation
chart) – adalah peta kerja
yang
mencoba menggambarkan urutan kerja dengan jalan
membagi pekerjaan tersebut elemen-elemen operasi secara detail. Disini tahapan
proses operasi kerja harus diuraikan secara logis dan sistematis. Dengan demikian
keseluruhan operasi kerja dapat digambarkan dari awal
(raw
material) sampai
menjadi produk akhir (finished goods product) sehingga analisa perbaikan dari
masing-masing operasi kerja secara induvidual maupun urut-urutannya secara
keseluruhan akan dapat dilakukan. Peta operasi
kerja
yang
makan
waktu beberapa
menit per siklus kerja.
Sepertti
dijelaskan
peta proses
operasi
ini
akan memberikan daftar
elemen-
elemen operasi suatu pekerjaan secara berurutan. Suatu elemen kadang-kadang
disebut pula dengan langkah (step) atau detail pekerjaan atau operasi adalah subdivisi
yang
berlangsung
singkat
yang
membagi-bagi
siklus kerja/operasi
secara
keseluruhan. Elemen – elemen ini harus mudah didefinisikan saat mulai dan berakhir.
Untuk pembuatan peta operasi ini
maka
simbol-simbol
ASME
yang dipakai adalah
simbol operasi, inspeksi dan gabungan antara operasi dengan inspeksi .
|
 24
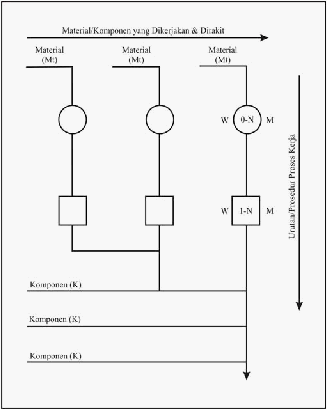
Gambar 2.2
Langkah-langkah Sistematis Pembuatan Peta Proses Operasi
Keterangan :
W
= waktu yang dibutuhkan untuk suatu operasi atau pemeriksaan
(dinyatakan dalam unit waktu menit atau jam).
O – N = Nomor urut untuk kegiatan operasi tersebut
I – N
= Nomor urut untuk kegiatan pemeriksaan
M
= Nama mesin atau lokasi kerja dimana kegiatan operasi atau
pemeriksaan tersebut dilaksanakan
K
= Komponen yang tidak dikerjakan, tapi tinggal merakitnya.
|