|
BAB 2 TINJAUAN PUSTAKA
2.1
Definisi Line Balancing
Line Balancing adalah serangkaian stasiun kerja (mesin dan peralatan) yang
dipergunakan untuk pembuatan produk. Line Balancing
(Lintasan Perakitan)
biasanya terdiri dari sejumlah area kerja yang dinamakan stasiun kerja yang
ditangani oleh seorang atau lebih operator dan ada kemungkinan ditangani dengan
menggunakan bermacam-macam alat. Adapun tujuan utama dalam menyusun Line
Balancing
adalah untuk membentuk dan menyeimbangkan beban kerja yang
dialokasikan pada tiap-tiap stasiun kerja. Jika tidak dilakukan keseimbangan seperti
ini maka akan mengakibatkan ketidakefisienan kerja di beberapa stasiun kerja,
dimana antara stasiun kerja yang satu dengan stasiun kerja yang lain memiliki beban
kerja yang tidak seimbang.
Dengan demikian, masalah keseimbangan lintasan perakitan adalah
bagaimana agar suatu pekerjaan dapat diselesaikan dengan beban kerja yang sama
pada setiap stasiun kerja, sehingga menghasilkan keluaran yang sama persatuan
waktu.
2.1.1
Tujuan Penyeimbangan Lintasan
Tujuan dasar daripada penyeimbang lintasan perakitan adalah menugaskan
elemen-elemen kerja pada stasiun kerja dalam berbagai cara dimana batasan
precedence tidak dilanggar dan waktu menganggur minimal. Umumnya
merencanakan keseimbangan dalam sebuah lintasan meliputi usaha yang bertujuan
untuk mencapai suatu kapasitas yang optimal, dimana tidak terjadi penghamburan
fasilitas (waktu, tenaga dan material). Tujuan ini tercapai bila:
1.
Lintasan bersifat seimbang, setiap stasiun kerja mendapatkan beban kerja yang
sama nilainya diukur dengan waktu.
2.
Jumlah waktu menganggur minimum di setiap stasiun kerja sepanjang lintasan
perakitan.
3.
Stasiun kerja berjumlah minimum.
|
|
5
2.1.2
Masukan Keseimbangan Lintasan
Masukan yang diperlukan untuk merencanakan keseimbangan lintasan
perakitan adalah:
1.
Suatu jaringan kerja (terdiri atas rangkaian simpul dan anak panah) yang
menggambarkan urutan perakitan.
2.
Data waktu baku pekerjaan tiap operasi, yang diturunkan dari perhitungan
waktu baku pekerjaan operasi perakitan.
3.
Kecepatan lintasan yang diinginkan (waktu siklus / CT).
2.1.3
Metode Penyeimbangan Lintasan Perakitan
Dalam menyeimbangkan lintasan terdapat beberapa metode atau cara
pendekatan yang berbeda-beda, akan tetapi mempunyai tujuan yang pada dasarnya
sama yaitu mengoptimumkan lintasan agar didapat penggunaan tenaga kerja dan
fasilitas yang sebaik mungkin.
Secara umum terdapat 3 metode dasar keseimbangan lintas perakitan:
1.
Metode Matematis
Merupakan metode yang dapat menghasilkan suatu solusi optimal.
2.
Metode Probabilistik
Simulasi solusi yang dihasilkan adalah solusi - solusi yang feasible.
3.
Metode Heuristik
Metode heuristik pertama kali digunakan oleh Simon
dan Newll
untuk
menggambarkan pendekatan tertentu untuk memecahkan masalah dan
membuat keputusan. Beberapa metode heuristik yang umum dikenal adalah:
a.
Metode Helgesson – Birnie
Disebut juga metode rangked positional weight (metode peringkat bobot
posisi).
b.
Metode Region Approach
Dasarnya adalah opc yang ditransformasikan menjadi precedence
diagram
c.
Metode Largest Candidate Rules
Prinsip dasarnya adalah menghubungkan proses-proses atas dasar
pengurutan operasi dari waktu proses terbesar.
|
 6
2.1.3.1 Metode Waktu Operasi Terpanjang ( Largest Candidate Rules )
Nama yang lain dari metode ini adalah teknik/metode waktu operasi
terpanjang, metode ini merupakan metode yang paling sederhana. Dalam metode ini
melakukan pendekatan penyeimbangan lini produksi berdasarkan waktu operasi
terpanjang akan diprioritaskan penempatannya dalam stasiun kerja. Prinsip dasarnya
adalah menggabungkan proses-proses atas dasar pengurutan operasi dari waktu
proses terbesar. Sebelum dilakukan penggabungan, harus ditentukan dahulu, berapa
waktu siklus yang akan dipakai. Waktu siklus ini akan dijadikan pembatas dalam
penggabungan operasi dalam satu stasiun kerja.
Langkah yang harus dilakukan sebagai berikut:
a.
Urutkan semua elemen kerja yang paling besar waktunya hingga yang paling
kecil.
b.
Elemen kerja pada stasiun kerja pertama diambil dari urutan yang paling atas.
Elemen kerja pindah ke stasiun kerja berikutnya, apabila jumlah elemen kerja
telah menlebihi waktu siklus.
c.
Lanjutkan proses langkah-b, hingga semua elemen kerja telah berada dalam
stasiun kerja dan memenuhi
= waktu siklus.
Secara matematis keseimbangan lintasan perakitan dapat dirumuskan sebagai
berikut:
1.
Efisiensi Stasiun Kerja
2.
Efisiensi Lintasan
3.
Waktu Menganggur
4.
Total Waktu Menganggur
|
 7
2.2
Pengukuran Kerja
Mengacu pada pendapat Sritomo Wingjosoebroto (1995), pengukuran yang
dimaksudkan disini adalah pengukuran kerja (time study) adalah suatu aktivitas
untuk menentukan waktu yang dibutuhkan oleh seorang operator (yang memiliki
ketrampilan rata – rata dan terlatih baik ) dalam melaksanakan sebuah kegiatan kerja
dalam kondisi dan tempo kerja yang normal.
2.2.1
Pengukuran kerja dan Manfaatnya
Untuk mengetahui apakah suatu sistem kerja yang diterapkan sudah baik,
maka diperlukan prinsip-prinsip pengukuran kerja yang meliputi teknik-teknik
pengukuran mengenai waktu yang dibutuhkan, tenaga yang dikeluarkan, pengaruh
psikologis dan fisiologis.
Salah satu pengukuran kerja adalah pengukuran waktu kerja (time study).
Pengukuran waktu kerja bertujuan untuk mendapatkan waktu standar penyelesaian
pekerjaan secara wajar, tidak terlalu cepat dan juga tidak terlalu lambat, oleh pekerja
normal untuk menyelesaikan pekerjaannya dalam suatu sistem kerja yang telah
berjalan dengan baik
Manfaat dari waktu standar adalah:
1.
Untuk menetukan jadwal dan perencanaan kerja.
2.
Untuk menetukan standar biaya dalam mempersiapkan anggaran.
3.
Untuk memperkirakan biaya sebuah produk sebelum diproduksi, agar dapat
mempersiapkan penawaran dan menentukan harga jual.
4.
Untuk menentukan pemanfaatan mesin, jumlah mesin yang dapat dioperasikan
seorang operator dan membantu dalam menyeimbangkan lintasan produksi.
5.
Untuk menentukan standar waktu sebagai dasar pengendalian biaya tenaga kerja.
|
|
8
2.2.2
Pengukuran Waktu
Teknik-teknik pengukuran waktu dapat dibagi menjadi dua bagian :
1.
Pengukuran waktu secara langsung
Pengukuran waktu ini dilakukan secara langsung ditempat kerja. Cara ini
terbagi lagi menjadi 2 metode, yaitu:
a.
Metode jam henti (stop watch method)
b.
Metode sampling pekerjaan (work sampling method)
2.
Pengukuran waktu secara tidak langsung
Pengukuran waktu ini dilakukan tanpa harus berada ditempat kerja, tetapi
cukup dengan membaca data dari tabel - tabel atau literatur yang tersedia.
Cara ini terbagi juga menjadi 2 metode, yaitu:
a.
Data waktu standar
b.
Data waktu gerakan
Dalam hal ini, pembahasan akan dilakukan dengan teknik pengukuran waktu
secara langsung dengan menggunakan metode jam henti (stop watch method).
2.2.3
Pengukuran Waktu Metode Jam Henti
Pengukuran waktu dengan metode jam henti
(stop watch time study)
menggunakan stop watch
sebagai alat pengukur waktu yang ditunjukkan dalam
penyelesaian suatu aktivitas yang diamati (actual time). Waktu yang berhenti diukur
dan dicatat kemudian dimodifikasikan dengan mempertimbangkan tempo kerja
operator dan menambahkannya dengan kelonggaran waktu (allowances time).
Langkah-langkah yang harus dilakukan sebelum melakukan pengukuran
waktu dengan jam henti adalah sebagai berikut:
1.
Penetapan tujuan pengukuran
Sebelum dimulai kegiatan pengukuran, maka perlu ditetapkan tujuan
dari hasil pengukuran. Tujuan ini akan mempengaruhi besarnya tingkat
ketelitian dan tingkat kepercayaan yang digunakan.
2.
Melakukan penelitian pendahuluan
Penelitian pendahuluan dilakukan untuk mempelajari sistem dan
kondisi kerja saat ini sehingga jika diperlukan dapat melakukan perbaikan
sistem kerja yang baik.
|
|
9
3.
Memilih operator
Operator yang akan diukur dalam melakukan pekerjaannya hendaknya
seorang yang berkemampuan normal. Jadi, operator yang dipilih adalah
operator yang bekerja secara wajar dan berkemampuan rata-rata
4.
Menguraikan pekerjaan berdasarkan elemen pekerjaan
Pekerjaan yang hendak diukur waktunya dibagi –
bagi menjadi
elemen – elemen kerja dengan batas yang jelas. Penguraian ini dilakukan jika
diperlukan dan tergantung dari tujuan yang diinginkan sehingga waktu siklus
pekerjaan adalah penjumlahan dari waktu siklus elemen –elemen kerjanya.
5.
Menyiapkan alat – alat pengukuran
Alat – alat yang dipakai dalam pengukuran waktu ini adalah:
a.
Jam kerja ( stop watch )
b.
Lembar pengamatan
c.
Alat – alat tulis
Kegiatan pengukuran waktu merupakan kegiatan mengamati seorang operator
dalam melakukan pekerjaannya dan mencatat waktu kerja yang dibutuhkan dengan
alat pengukur waktu yang sesuai dalam suatu siklus operasi kerja.
2.2.4
Uji Keseragaman Data
Menurut Wignjosoebroto (2003) uji keseragaman data perlu dilakukan
terlebih dahulu sebelum data yang ada digunakan untuk menentukan banyaknya
pengukuran yang seharusnya dilakukan. Uji keseragaman data dapat dilakukan
secara visual maupun dengan mengaplikasikan peta kontrol. Uji keseragaman data
secara visual dilakukan dengan melihat data yang ekstrim untuk kemudian dibuang
dan tidak disertakan dalam perhitungan uji kecukupan data. Data ekstrim adalah data
yang terlalu besar atau terlalu kecil dan menyimpang dari tren rata-ratanya.
Lebih lanjut Wignjosoebroto (2003) menjelaskan peta kontrol adalah suatu
alat yang tepat untuk menguji keseragaman data hasil pengukuran kerja. Pengujian
keseragaman ini dilakukan dengan menentukan batas kendali atas (BKA) dan batas
kendali bawah (BKB) dari data. BKA dan BKB dari grup data dapat dicari dengan
formulasi sebagai berikut:
BKA = X + 3SD dan BKB = X – 3SD
Keterangan:
X adalah rata-rata dari grup pengamatan
SD dapat diperoleh dengan menghitung standar deviasi data
|
 10
2.2.5
Uji Kecukupan Data
Dalam proses pengukuran waktu kerja, diperlukan kegiatan pengujian
terhadap data yang dikumpulkan. Kegiatan pengujian tersebut dimulai dari analisis
atas jumlah data yang seharusnya dikumpulkan sampai dengan analisis atas
konsistensi kerja operator. Pengujian data yang pertama adalah uji kecukupan data.
Namun pengukuran dalam jumlah yang tak terhingga sulit dilakukan mengingat
keterbatasan-keterbatasan yang ada, baik segi tenaga, biaya, waktu, dan sebagainya.
Sebaliknya pengumpulan data dalam jumlah yang sekadarnyanjuga kurang baik
karena tidak dapat mewakili keadaan yang sebenarnya.
Sutalaksana dkk (1979) menjelaskan bahwa di dalam aktifitas pengukuran
kerja biasanya akan diambil tingkat ketelitian 5% dan tingkat keyakinan 95%.
Artinya adalah bahwa pengukur membolehkan rata-rata hasil pengukurannya
menyimpang
sejauh 5% dari rata-rata sebenarnya dan kemungkinan berhasil
mendapatkan adalah 95%. Jika jumlah pengukuran yang seharusnya dilakukan lebih
besar dari jumlah pengukuran yang telah dilakukan (N’>N), maka dilakukan
pengukuran ulang dengan N lebih besar. Jika N>N’ berarti bahwa jumlah
pengamatan yang telah dilakukan memenuhi syarat tingkat ketelitian dan tingkat
keyakinan.
Formula untuk uji kecukupan data dengan tingkat ketelitian 5% dan tingkat
keyakinan 95% adalah sebagai berikut:
Keterangan:
Sx = jumlah besar data
N’ = jumalah pengamatan yang harus dilakukan
N = jumlah pengamatan yang telah dilakukan
Langkah – langkah dalam pengukuran waktu adalah:
1.
Pengukuran pendahuluan
Dalam kegiatan pengukuran yang pertama dilakukan adalah
melakukan
pengukuran pendahuluan dimana bertujuan untuk mengetahui
|
 11
berapa kali pengukuran harus dilakukan untuk tingkat ketelitian dan
keyakinan yang diinginkan.
2.
Uji keseragaman data dan Uji kecukupan data
Setelah pengukuran pendahuluan dilakukan maka dilanjutkan dengan
melakukan pengujian keseragaman data dan bila waktu yang didapat telah
seragam dan cukup maka tidak diperlukan pengukuran tahap berikutnya.
Langkah –
langkah dalam uji keseragaman data adalah sebagai
berikut:
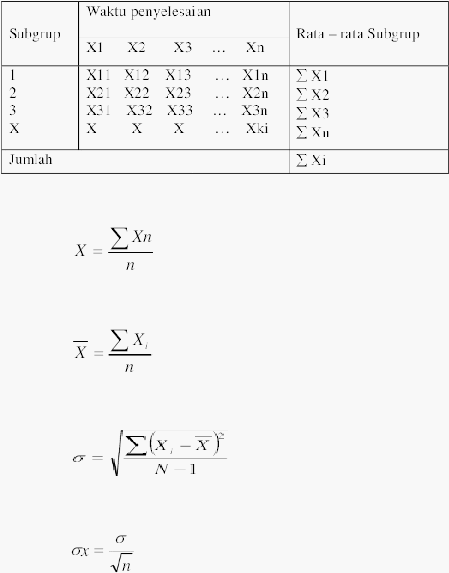
a.
Mengelompokkan data kedalam subgrup – subgrup
b.
Menghitung harga rata – rata subgrup
c.
Menghitung harga rata – rata dari harga rata – rata subgrup
d.
Menghitung standar deviasi sebenarnya
e.
Menghitung standar deviasi dari harga rata – rata subgrup
|
 12
f.
Menghitung batas kontrol atas dan batas kontrol bawah
g.
Menghitung uji kecukupan data dengan tingkat ketelitian 10% dan
keyakinan 95%
2.2.6
Tingkat Ketelitian dan Tingkat Keyakinan
Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran
dari waktu penyelesaian sebenarnya. Sedangkan tingkat keyakinan menunjukkan
besarnya keyakinan pengukuran bahwa hasil yang diperoleh memenuhi syarat
penelitian tadi. Tingkat keyakinan dan ketelitian biasanya dinyatakan dengan persen.
Jadi tingkat ketelitian 10% dan keyakinan 95% memberi arti bahwa
pengukuran membolehkan rata – rata hasil pengukurannya menyimpang sejauh 10%
dari rata – rata sebenarnya dari kemungkinan mendapatkan hasil ini adalah 95%.
2.3
Penyesuaian dan Kelonggaran
2.3.1
Penyesuaian
Dalam pengukuran langsung, pengukur harus mengamati kewajaran kerja
yang ditunjukkan oleh seorang operator. Ketidak wajaran bisa terjadi disebabkan
oleh banyak hal, misalnya bekerja tanpa kesungguhan, sangat cepat seolah –
olah
diburu waktu atau menjumpai kesulitan –
kesulitan seperti kondisi ruangan yang
buruk.
Ketidakwajaran harus diketahui oleh pengukuran dan juga pengukuran harus
mampu menilai seberapa jauh hal ini terjadi. Penilaian perlu diadakan karena
berdasarkan inilah penyesuaian dilakukan.
Biasanya penyelesaian dilakukan dengan mengalikan waktu siklus rata – rata
atau waktu elemen rata –
rata dengan suatu harga p yang disebut dengan faktor
penyesuaian.
|
|
13
Bila pengukur berpendapat bahwa operator bekerja diatas normal (terlalu
cepat), maka harga p akan lebih besar dari 1 ( p > 1 ), tetapi bila operator dipandang
bekerja normal maka harga p sama dengan 1 ( p = 1 ).
Ada beberapa cara menentukan faktor penyesuaian, antara lain adalah:
1.
Presentase
Cara presentase ini merupakan cara paling awal digunakan dalam
melakukan penyesuain. Disini faktor penyesuaian sepenuhnya ditentukan
oleh pengukur melalui pengamatannya selama melakukan pengukuran.
Jadi
sesuai dengan pengukuran, pengukur tadi menentukan harga p yang menurut
pendapatnya akan menghasilkan waktu normal. Cara ini merupakan cara
yang paling mudah dan paling sederhana dalam menentukan faktor
penyesuaian namun segera terlihat adanya ketidak telitian akibat dari
kasarnya penelitian.
2.
Shumard
Pada cara Shumard penyesuaian ditentukan dengan memberikan patokan-
patokan penilaian melalui kelas performa kerja dimana setiap kelas
mempunyai nilai sendiri-sendiri. Disini pengukur diberi patokan untuk
menilai performa kerja operator menurut kelas-kelas seperti superfast-, fast+,
fast, fast-, excellent dan seterusnya
3.
Westinghouse
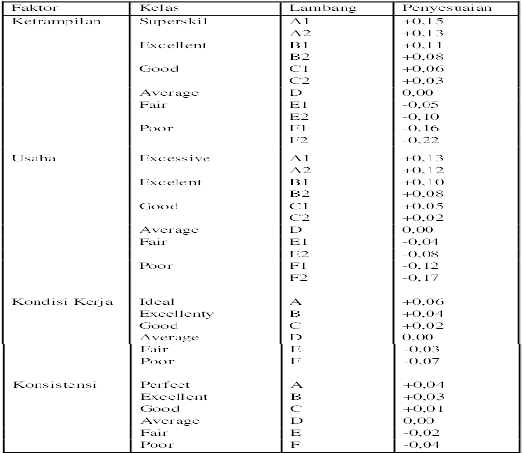
Pada penelitian ini digunakan cara Westinghouse karena pada cara ini
faktor penyesuaian lebih diarahkan pada empat faktor
yang dianggap
menentukan kewajaran atau ketidak wajaran dalam bekerja. Keempat faktor
ini adalah keterampilan, usaha, kondisi kerja dan konsistensi. Untuk
penyesuaian maka dibagi dalam enam kelas yaitu super skill, excellent skill,
good skill, average skill, fair skill dan poor skill.
|
 14
Angka –
angka yang diberikan bagi setiap kelas dari faktor –
faktor diatas
diperhatikan pada tabel 2.1:
Tabel 2.1 Penyesuaian menurut Westinghouse
4.
Objektif (Bedaux dan Sintesis )
Cara Bedaux dan cara sintesa dikembangkan guna lebih
mengobyektifkan penyesuaian. Pada dasarnya cara Bedaux tidak berbeda
dengan cara Shumard, hanya saja nilai –
nilai pada cara Bedaux dinyatakan
dalam “B” ( huruf pertama Bedaux, penemunya) seperti misalnya 60B atau
70B.
Pada cara sintesis agak berbeda dengan cara – cara lain, dimana dalam
cara ini waktu penyelesaian setiap elemen gerakan dibandingkan dengan
harga –
harga yang diperoleh dari tabel –
tabel data waktu gerakan untuk
kemudian dihitung harga rata – ratanya
|
 15
2.3.2
Kelonggaran
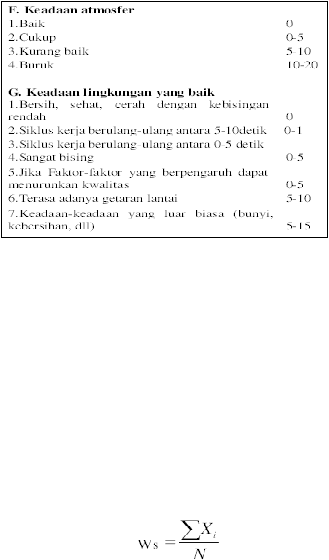
Kelonggaran waktu (allowances time) merupakan sejumlah waktu yang harus
ditambahkan dalam waktu normal (normal time) untuk mengantisipasi terhadap
kebutuhan –
kebutuhan waktu guna melepaskan lelah (fatique
), kebutuhan-
kebutuhan yang bersifat pribadi (personal needs) dan kondisi –
kondisi
menunggu/menganggur baik yang bisa dihindarkan ataupun tidak bisa dihindarkan
(avoidable or unavoidable delay).
Kelonggaran diberikan untuk tiga hal yaitu untuk kebutuhan pribadi,
menghilangkan rasa lelah dan hambatan-hambatan yang tidak dapat dihindarkan.
Ketiganya ini merupakan hal-hal yang secara nyata dibutuhkan oleh pekerja dan
yang selama pengukuran tidak diamati, diukur, dicatat ataupun dihitung. Karenanya
setelah pengukuran dan setelah mendapatkan waktu normal, kelonggaran perlu
ditambahkan.
Tabel 2.2 Besarnya Kelonggaran Berdasarkan Faktor-faktor yang Berpengaruh
|
 16
2.4
Menghitung Waktu Standar
Waktu standar secara definitif dinyatakan sebagai waktu yang dibutuhkan
oleh
seorang pekerja yang memiliki tingkat kemampuan rata –
rata untuk
menyelesaikan suatu pekerjaan. Waktu standar tersebut sudah mencakup faktor
kelonggaran waktu (allowances time) yang diberikan dengan memperhatikan situasi
dan kondisi pekerjaan yang harus diselesaikan.
Untuk mendapatkan waktu standar maka terdapat beberapa langkah yang
harus diikuti:
1.
Menghitung waktu siklus rata – rata (Ws):
2.
Menghitung faktor penyesuaian (P):
Faktor penyesuaian (P) = 1 + p
3.
Menghitung waktu normal (Wn):
Waktu normal = Waktu siklus rata-rata x Faktor penyesuaian
Wn = Ws×
P
4.
Menghitung faktor kelonggaran:
Faktor kelonggaran = k
5.
Menghitung waktu standar (Wb):
Waktu standar = Waktu normal x ( 1 + kelonggaran)
Wb = Wn× (1 + k )
|
|
17
2.5
Efisiensi
Efisiensi merupakan perbandingan yang terbaik antara masukan dan keluaran
atau antara daya usaha dan hasil atau antara masukan dan keluaran atau antara
pengeluaran dan pendapatan. Pengertian efisiensi sangat relatif, efisien dapat
diartikan sebagai penggunaan input yang sekecil-kecilnya untuk mendapatkan
produk yang sebesar-besarnya (Soekarno,1991).
2.6
Yamazumi Chart
Sebuah grafik
Yamazumi
adalah
bar chart
ditumpuk
yang menunjukkan
keseimbangan
beban kerja
waktu siklus antara sejumlah operator
biasanya di
jalur
perakitan atau
sel
kerja. Grafik
Yamazumi
dapat
baik untuk
satu produk atau
lini
produk
multi-perakitan.
Yamazumi
adalah kata
Jepang yang
secara harfiah berarti
menumpuk.
Toyota
menggunakan
grafik
keseimbangan
Yamazumi
bekerja
untuk visual
menyajikan
isi
karya
serangkaian tugas
dan memfasilitasi
menyeimbangkan
pekerjaan dan isolasi dan penghapusan nilai tambah non isi pekerjaan.
2.7
Standarisasi kerja
Standarisasi kerja adalah sebuah metode kerja paling efisien (minimum
MUDA) dalam menghasilkan unit berkualitas tinggi dan aman.
2.7.1
Tujuan Standarisasi Kerja
1.
Mengklarisikasi dalam membuat dan mengelola barang, dengan
mempertimbangkan aspek safety, kualitas, volume, dan cost sebagai dasar
dari management produksi
2.
Alat untuk Kaizen
-
There is no kaizen without standard
Bila tidak ada standard, tidak mungkin dapat menilai (judge) antara
kondisi normal dan abnormal.
-
Untuk menghindari MURI (overburden), dan MUDA (Non Value
Added), MURA (unevenness)
2.7.2
Tiga Elemen dari Standarisasi Kerja
1.
Tack Time
Adalah waktu yang disediakan untuk menyelesaikan 1 (satu) produk.
|
 18
Tack Time
=
Jam Kerja murni Reguler/shift
Volume produksi yang di butuhkan/shift
Artinya bahwa Tack Time adalah
“ukuran kecepatan laku terjualnya barang ke pelanggan”
“tolok ukur untuk memberikan beban kerja ke operator”
2.
Urutan Kerja
Adalah urutan yang paling efisien bagi operator dalam memproduksi unit
berkualitas.
3.
Standard In Process stock
Adalah barang dengan jumlah minimum yang harus disiapkan di dalam
proses agar pekerjaan dapat dilakukan berulang (continuous) dengan
urutan dan gerakan yang sama.
2.8 Tabel Standarisasi Kerja Kombinasi
Yang disebut Tabel Standarisasi Kerja Kombinasi adalah instruksi kerja yang
menggambarkan gabungan antara gerakan manusia dengan mesin di dalam satu cycle
time (kurun waktu), yang menggambarkan seberapa area kerjanya, dan bagaimana
urutan kerja tersebut dilakukan. Dengan melihat tabel ini, urutan kerja dan berapa
waktu kerja tersebut berlangsung akan mudah dimengerti, dipergunakan juga untuk
menemukan point-point yang diperlukan untuk melakukan kaizen pekerjaan.
2.9
Istilah-Istilah Dalam Line Balancing:
1.
Waktu Menganggur (Idle Time)
Idle time
adalah selisih atau perbedaan antara Cycle Time (CT) dan
Stasiun Time (ST), atau CT dikurangi ST. (Baroto, 2002).
Keterangan:
n = Jumlah stasiun kerja
Ws = Waktu stasiun kerja terbesar
Wi =Waktu sebenarnya pada stasiun kerja
i
= 1,2,3,…,
|
 19
2.
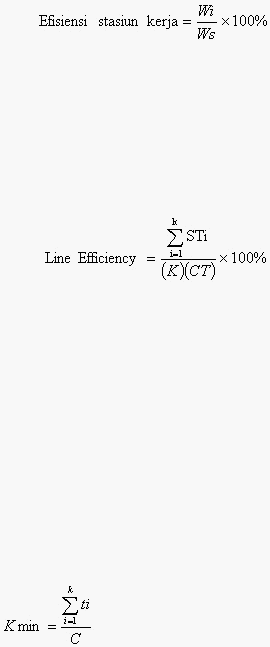
Efisiensi Stasiun Kerja
Efisiensi stasiun kerja merupakan rasio antara waktu operasi tiap
stasiun kerja (Wi) dan waktu operasi stasiun kerja terbesar (Ws). Efisiensi
stasiun kerja dapat dirumuskan sebagai berikut (Nasution, 1999):
3. Efisiensi Lintasan Produksi (Line Efficiency)
Line Efficiency
merupakan rasio dari total waktu stasiun kerja dibagi
dengan siklus dikalikan jumlah stasiun kerja (Baroto, 2002) atau jumlah
efisiensi stasiun kerja dibagi jumlah stasiun kerja (Nasution, 1999).
Line Efficiency dapat dirumuskan sebagai berikut:
Keterangan:
STi = Waktu stasiun kerja dari ke-i
K = Jumlah stasiun kerja
CT = Waktu siklus
4.
Work Station
Work Station
merupakan tempat pada lini perakitan di mana proses
perakitan dilakukan. Setelah menentukan interval waktu siklus, maka
jumlah stasiun kerja yang efisien dapat ditetapkan dengan rumus (Baroto,
2002):
Keterangan:
ti =Waktu operasi (elemen)
C = Waktu siklus stasiun kerja
Kmin = Jumlah stasiun kerja minimal.
|