|
BAB 2
LANDASAN TEORI
2.1 Definisi Perancangan Sistem Kerja
Perancangan sistem kerja adalah suatu ilmu yang terdiri dari teknik -
teknik dan prinsip -
prinsip untuk mendapatkan rancangan terbaik dari sistem
kerja yang bersangkutan (Iftikar Z. Sutalaksana; dkk,
2006, hal.6-7). Teknik-
teknik dan prinsip-prinsip ini digunakan untuk mengatur komponen
sistem kerja
yang terdiri dari manusia dengan sifat dan kemampuannya, peralatan kerja, bahan
serta lingkungan kerja sedemikian rupa sehingga dicapai tingkat efektivitas dan
efisiensi yang tinggi bagi perusahaan serta aman, sehat dan nyaman bagi pekerja.
Efisiensi adalah suatu hal yang amat sangat penting yang terdapat dalam
sifat-sifat yang dikehendaki dari rancangan suatu sistem kerja dan dapat
didefinisikan sebagai keluaran (output) dibagi dengan masukan (input), semakin
besar harga rasio ini maka semakin tinggi efisiensinya. Dalam perancangan
sistem kerja pengertian efisiensi diterapkan dalam bentuk perbandingan antara
hasil kinerja yang dicapai dengan ongkos yang
dikeluarkan untuk mendapatkan
hasil tersebut, pengertian ongkos di sini bukanlah besarnya uang yang
dikeluarkan tetapi dalam pengertian luas, dapat berupa waktu dan lain-lain.
2.2 Pengukuran Waktu Kerja
Pengukuran waktu kerja merupakan suatu aktivitas untuk menentukan
waktu yang dibutuhkan oleh seorang pekerja dalam melaksanakan suatu
pekerjaan (Sritomo Wignjosoebroto, 2006, hal.130).
Tujuan pengukuran waktu kerja adalah untuk mendapatkan waktu baku.
2.2.1 Waktu Pengamatan
Adalah waktu pengamatan yang diperoleh dari hasil pengamatan
dan pengukuran waktu yang diperlukan seorang pekerja untuk
menyelesaikan suatu aktivitas pekerjaan.
2.2.2 Pengukuran Kerja (Work Measurement)
Ada beberapa teknik yang digunakan untuk mengukur kerja,
diantaranya :
1) Sampling Pekerjaan atau work sampling.
2)
Predetermined Motion Times.
|
  3) Studi waktu dengan jam henti atau Stopwatch Time Study.
Pada penelitian ini teknik yang digunakan untuk pengambilan waktu
adalah dengan menggunakan metoda jam henti (Stopwatch) dan untuk
jumlah sampelnya menggunakan metoda sampling. Metode ini
diperkenalkan pertama kali oleh Frederick W. Taylor sekitar abad 19.
Metode ini baik diaplikasikan untuk pekerjaan yang berlangsung singkat
dan berulang - ulang (Edi Satriyanto; dkk. 2008).
Terdapat tiga metoda jam henti yang digunakan untuk mengukur
elemen kerja (Sritomo Wignjosoebroto, 2008, hal.181-182) :
1) Continuous Timing
Pada metode ini stopwatch
dijalankan terus menerus selama
pengamatan Stopwatch
baru akan dihentikan pada saat pengamatan
selesai dilakukan dan pada akhir pengamatan waktu yang telah
didapat dicatat. Selain itu untuk mendapatkan masing-masing waktu
individu maka perlu dilakukan proses pengurangan.
2) Repetitive Timing
Untuk metode ini cara menggunakan stopwatch, stopwatch ini dibaca
secara simultan dan angka pada stopwatch
dikembalikan ke angka
nol setelah setiap proses selesai. Metode ini dapat dilakukan
pencatatan langsung tanpa perlu mengurangi waktu.
3) Accumulative Timing
Pada metode ini cara menggunakan stopwatch
melibatkan dua atau
lebih
stopwatch, hal ini dikarenakan metode yang digunakan yaitu
ketika stopwatch
yang pertama berhenti kemudian stopwatch
yang
kedua mulai dijalankan dan ketika stopwatch yang kedua berhenti
maka stopwatch yang ketiga dijalankan.
2.3 Beberapa Kategori Waktu
2.3.1 Waktu pengamatan (Waktu Siklus)
Waktu pengamatan merupakan waktu yang diperoleh dari hasil
pengamatan dan pengukuran waktu yang diperlukan oleh pekerja untuk
menyelesaikan sebuah pekerjaan. Berikut ini rumus yang digunakan untuk
menghitung waktu siklus (Barry Render; dkk, 2009, hal.630) :
Waktu Siklus rata-rata =
? Xi
N
|
|
? Xi = Jumlah Waktu Siklus
N = Jumlah Pengamatan
2.3.2 Waktu Normal
Waktu yang diperlukan pekerja untuk menyelesaikan suatu
aktivitas di bawah kondisi kerja yang normal. Waktu normal di sini tidak
termasuk waktu longgar yang diperlukan untuk melepas lelah (fatique)
ataupun kebutuhan seorang pekerja (personal needs). Berikut ini rumus
yang digunakan untuk menghitung waktu normal
(Barry Render; dkk,
2006, hal. 536) :
Waktu Normal (WN) = Waktu Siklus x Performans Rating (%)
2.3.3 Standard Time (Waktu Baku)
Waktu baku merupakan waktu yang dibutuhkan oleh pekerja
untuk menyelesaikan suatu pekerjaan. Waktu baku ini sudah mencakup
kelonggaran waktu (allowance time), waktu kelonggaran
merupakan
kelonggaran
yang diberikan untuk menghilangkan rasa fatique
dan
hambatan-hambatan yang tidak dapat dihindarkan.
yang diberikan dengan memperhatikan situasi dan kondisi yang harus
diselesaikan. Berikut ini rumus yang digunakan untuk menghitung waktu
baku (Sritomo Wignjosoebroto, 2008, hal.203) :
Waktu Baku = Waktu Normal + (Allowance (%) x Waktu Normal)
Ket : Allowance = Kelonggaran
2.4 Penyesuaian (Performans Rating)
Pengukur harus mengamati kewajaran kerja yang ditunjukkan oleh
pekerja Ketidakwajaran dapat terjadi misalnya bekerja tanpa kesungguhan,
sangat cepat seolah-olah dikejar oleh waktu atau karena menjumpai kesulitan-
kesulitan seperti kondisi ruangan yang tidak mendukung untuk bekerja (Iftikar
Z. Sutalaksana; dkk, 2006, hal.157-166). Penyebab
seperti tersebut di atas
mempengaruhi kecepatan kerja yang berakibat terlalu singkat atau terlalu
panjangnya waktu penyelesaian. Hal ini jelas tidak diinginkan karena waktu
baku yang dicari merupakan waktu yang diperoleh dari kondisi dan cara kerja
yang mendukung seorang bekerja menyelesaikan suatu pekerjaan.
|
|
2.4.1 Metoda Westinghouse
Metoda ini merupakan metoda penentuan nilai penyesuaian
dilakukan dengan cara mengelompokkan tingkat keterampilan pekerja,
usaha pekerja, kondisi kerja pekerja, konsistensi kerja pekerja (Iftikar Z.
Sutalaksana; dkk, 2006, hal.159-166).
a.
Keterampilan (Skill)
Merupakan kemampuan yang dimilki oleh pekerja dalam mengikuti
cara kerja yang telah ditetapkan oleh pihak perusahaan. Keterampilan
juga dapat mengalami penurunan yang disebabkan diantaranya karena
apabila pekerja terlampau lama tidak menangani pekerjaan tersebut atau
karena kondisi kesehatan yang sedang terganggu, rasa fatique
yang
berlebihan, pengaruh lingkungan kerja dan faktor-faktor lainnya.
Super skill :
-
Terlihat seperti telah terlatih dengan sangat baik.
-
Gerakan - gerakan halus tetapi sangat cepat sehingga sangat sulit
untuk diikuti.
-
Terkadang terkesan tidak berbeda dengan gerakan mesin
(kecepatannya konsisten).
-
Perpindahan dari satu elemen ke elemen pekerjaan lainnya tidak
terlampau terlihat.
-
Tidak terkesan adanya gerakan-gerakan berpikir dan merencanakan
tentang apa yang dikerjakan.
-
Secara umum dapat dikatakan bahwa pekerja yang
bersangkutan adalah pekerja yang sangat baik.
Excellent Skill :
- Percaya pada diri sendiri.
- Terlihat telah terlatih baik dan bekerja dengan teliti.
- Gerakan - gerakan dalam bekerja beserta urutan pekerjaan yang
dikerjakan tanpa kesalahan.
- Menggunakan peralatan dengan baik.
- Bekerja dengan cepat tanpa mengorbankan mutu.
- Bekerja berirama dan terkoordinasi.
Good Skill :
-
Kualitas hasil memenuhi standar.
|
|
-
Bekerja tampak lebih baik dari kebanyakan pekerja lainnya.
-
Dapat memberi petunjuk - petunjuk pada pekerja lainnya yang
memiliki keterampilan lebih rendah.
-
Tampak jelas sebagai pekerja yang cakap.
-
Tidak memerlukan banyak pengawasan.
-
Tidak keragu-raguan.
-
Bekerja dengan stabil.
-
Gerakan - gerakan terkoordinasi dengan baik.
-
Gerakan-gerakan cepat.
Average Skill :
-
Tampak kepercayaan pada diri sendiri.
-
Terlihat adanya pekerjaan-pekerjaan perencanaan.
-
Gerakan cukup menunjukkan tidak ada keraguan.
-
Mengkoordinasi tangan dan pikiran dengan cukup baik.
-
Tampak cukup terlatih dan mengetahui seluk beluk pekerjaanya.
-
Secara keseluruhan cukup memuaskan dan bekerja dengan teliti.
Fair Skill :
-
Tampak terlatih tetapi belum cukup baik.
-
Mengenal peralatan dan lingkungan secukupnya.
-
Terlihat adanya perencanaan-perencanaan sebelum melakukan
gerakan - gerakan.
-
Tidak memiliki kepercayaan diri yang cukup.
-
Tampaknya seperti tidak cocok dengan pekerjaan yang sedang
dilakukan tetapi telah dipekerjakan di bagian itu sejak lama.
-
Sebagian waktunya terbuang karena kesalahan - kesalahan
sendiri
-
Jika tidak bekerja dengan sungguh - sungguh maka produk yang
dihasilkan sangat rendah.
Poor Skill :
-
Tidak dapat mengkoordinasi tangan dan pikiran.
-
Gerakan - gerakan dalam bekerja terlihat kaku.
-
Kelihatan ketidaknyaman pada urutan gerakan dalam bekerja.
-
Seperti tidak terlatih untuk pekerjaan yang bersangkutan.
-
Tidak terlihat adanya kecocokan dengan pekerjaannya.
|
|
-
Ragu-ragu dalam melaksanakan gerakan - gerakan kerja.
-
Sering melakukan kesalahan-kesalahan.
-
Tidak adanya kepercayaan pada diri sendiri.
-
Tidak dapat mengambil inisiatif sendiri.
Secara keseluruhan tampak pada kelas-kelas di atas bahwa yang
membedakan kelas keterampilan seseorang adalah keragu-raguan,
ketelitian gerakan, kepercayaan diri, koordinasi, irama gerakan. Dengan
pembagian ini pengukur akan lebih terarah dalam menilai kewajaran
pekerja dilihat dari segi keterampilannya. Karena faktor penyesuaian
yang nantinya diperoleh dapat lebih objektif.
b.
Usaha
Adalah kesungguhan yang ditunjukkan atau diberikan operator ketika
melakukan pekerjaannya.
Excessive Effort
-
Kecepatan sangat berlebihan.
-
Usaha sangat bersungguh - sungguh tetapi dapat membahayakan
kesehatannya.
-
Kecepatan dalam bekerja tidak stabil sepanjang hari kerja.
Excellent Effort
-
Jelas terlihat kecepatan dalam bekerja.
- Gerakan dalam bekerja lebih ekonomis dari pada pekerja lainnya.
-
Penuh perhatian dalam bekerja.
-
Memberi saran dan dapat menerima petunjuk dengan senang.
-
Percaya pada kebaikan maksud pengukuran waktu.
-
Gerakan - gerakan yang salah terjadi sangat jarang sekali.
- Bekerja dengan sistematis.
Good Effort
-
Bekerja berirama.
-
Waktu menganggur sangat sedikit.
-
Penuh perhatian pada pekerjaan.
-
Senang dengan pekerjaannya.
-
Kecepatan dalam bekerja dapat dipertahankan sepanjang hari.
-
Percaya pada kebaikan pengukuran waktu.
-
Menerima saran - saran dan petunjuk dengan senang.
|
|
-
Menggunakan alat - alat yang tepat dengan baik.
-
Tempat bekerja diatur dengan baik dan rapih.
-
Dapat memberi saran - saran untuk perbaikan kerja.
-
Dapat memelihara dengan baik kondisi peralatan.
Average Effort
-
Bekerja dengan stabil.
-
Menerima saran - saran tapi tidak melaksanakannya.
-
Melakukan kegiatan-kegiatan perencanaan.
Fair Effort
-
Saran - saran perbaikan diterima dengan kesal.
-
Terkadang perhatian tidak ditujukan pada pekerjaan.
-
Kurang bersungguh - sungguh.
-
Tidak mengeluarkan tenaga dengan secukupnya.
-
Terjadi sedikit penyimpangan dari cara kerja baku (SOP).
-
Alat - alat yang digunakan tidak selalu dalam keadaaan baik.
-
Sistematika dalam bekerja sedang-sedang saja.
Poor Effort
-
Banyak menyia - nyiakan waktu.
-
Tidak memperlihatkan adanya minat kerja.
-
Cenderung menolak saran - saran.
-
Tampak malas dan lambat dalam bekerja.
-
Melakukan gerakan-gerakan yang tidak perl
-
Tempat kerjanya tidak diatur dengan rapi.
-
Tidak peduli dengan kondisi peralatan kerja.
Dalam kondisi sebenarnya banyak terjadi pekerja dengan keterampilan
rendah bekerja tetapi ia memiliki usaha yang lebih sungguh - sungguh
sebagai pengimbangnya tetapi sebaliknya terdapat seorang pekerja
dengan keterampilan tinggi tetapi bekerja dengan usaha yang tidak
didukung tetapi dapat menghasilkan kinerja yang lebih baik. Jadi
walaupun hubungan antara keterampilan dengan usaha sangat erat tetapi
dengan metoda Westinghouse ini, kedua aspek tersebut dipisahkan
untuk lebih memudahkan dalam pemberian penyesuaian.
|
|
c.
Kondisi Kerja
Adalah kondisi fisik lingkungan, seperti keadaan pencahayaan, suhu,
kebisingan dan lain sebagainya. Kondisi terbagi atas beberapa aspek
antara lain ideal, excellent, good, average, fair dan poor.
d.
Konsistensi
Merupakan Tingkat kestabilan dalam bekerja, tingkat kestabilan ini
dapat diperhatikan dengan waktu penyelesaiaan yang dihasilkan oleh
pekerja untuk menyelesaikan suatu pekerjaan, baik dari jam ke jam, dari
hari kehari dan seterusnya.
Rumus menghitung faktor penyesuaian (Iftikar Z. Sutalaksana; dkk,
2006, hal.166) :
TF = F.Keterampilan + F.Usaha + F.Kondisi + F.Konsistensi
Ket :
TF = Total Nilai Faktor
F = Faktor berdasarkan tabel westinghouse
Rumus menghitung nilai penyesuaian
Adapun rumus untuk menghitung nilai penyesuaian (Nofi Erni,
Haeruman. 2005) :
P = 1 + TF
Ket :
P = Nilai Penyesuaian
TF = Total nilai faktor penyesuaian
|
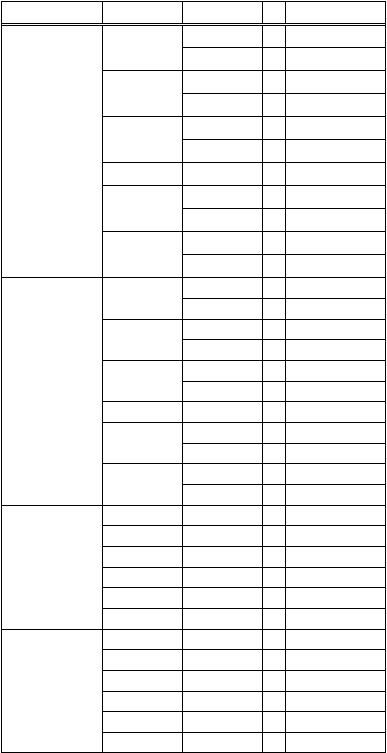 Berikut ini tabel penyesuaian berdasarkan metoda Westinghouse :
Tabel 2.1 Tabel Penyesuaian Westinghouse
Sumber : Iftikar Z. Sutalaksana, Teknik Perancangan Sistem Kerja
Faktor
Kelas
Lambang
Penyesuaian
Keterampilan
Superskill
A1
+
0.15
A2
+
0.13
Excellent
B1
+
0.11
B2
+
0.08
Good
C1
+
0.06
C2
+
0.03
Average
D
0
Fair
E1
-
0.05
E2
-
0.1
Poor
F1
-
0.16
F2
-
0.22
Usaha
Excessive
A1
+
0.13
A2
+
0.12
Excellent
B1
+
0.1
B2
+
0.08
Good
C1
+
0.05
C2
+
0.02
Average
D
0
Fair
E1
-
0.04
E2
-
0.08
Poor
F1
-
0.12
F2
-
0.17
Kondisi Kerja
Ideal
A
+
0.06
Excellent
B
+
0.04
Good
C
+
0.02
Average
D
0
Fair
E
-
0.03
Poor
F
-
0.07
Konsistensi
Perfect
A
+
0.04
Excellent
B
+
0.03
Good
C
+
0.01
Average
D
0
Fair
E
-
0.02
Poor
F
-
0.04
|
|
2.5 Faktor Kelonggaran (Allowance)
Kelonggaran diberikan untuk tiga hal yaitu kebutuhan pribadi,
menghilangkan rasa fatique
dan hambatan-hambatan yang tidak dapat
dihindarkan (Iftikar Z. Sutalaksana; dkk, 2006, hal. 167-172).
2.5.1 Kelonggaran untuk kebutuhan pribadi
kebutuhan pribadi di sini ialah seperti minum sekedarnya (hanya
untuk menghilangkan rasa haus), ke kamar kecil (toilet), bertanya ke
atasan untuk mendapatkan informasi kerja.
Untuk Pria : 2 % sampai dengan 2.5 % (dari waktu normal).
Untuk Wanita : 5 % (dari waktu normal).
2.5.2 Kelonggaran untuk menghilangkan rasa fatique
Kelelahan merupakan suatu keadaaan yang timbul secara umum
terjadi pada setiap individu yang sudah tidak sanggup lagi melakukan
aktivitasnya (Iftikar Z. Sutalaksana; dkk, 2006, hal. 83).
2.5.3 Kelonggaran untuk hambatan-hambatan yang tak terhindarkan
Beberapa contoh yang termasuk ke dalam hambatan yang tidak
terhindarkan :
-
Menerima atau meminta petunjuk kepada pengawas.
-
Memperbaiki kemacetan singkat seperti mengganti alat potong yang
patah dan mesin berhenti karena padamnya aliran listrik.
2.6 Uji Keseragaman Data
Uji keseragaman data bertujuan untuk menguji keseragaman dari data
yang ada. Langkah-langkah untuk melakukan uji keseragaman data (Bahtiar
saleh Abbas; dkk, 2008) :
1.
Menghitung Cycle Time rata-rata
Cycle Time Rata-Rata = ? xi
N
Ket :
? xi : Jumlah dari beberapa cycle time (xi)
N : Jumlah pengamatan
|
 2.
Menghitung Standar Deviasi
= v S
(xi-x rata-rata)²
N - 1
Ket :
Xi : Cycle Time
N : Jumlah Pengamatan
3.
Menghitung Kontrol Atas (BKA)
BKA = Cycle time rata-rata + (3 x
Ket :
: Standar Deviasi
4.
Menghitung Kontrol Bawah (BKB)
BKA = Cycle time rata-rata - (3 x
Ket :
: Standar Deviasi
2.7 Kecukupan Data
Kecukupan data merupakan salah satu pengujian data -
data yang telah
didapatkan sebelumnya. Pengujian ini dilakukan untuk mengetahui berapa
jumlah data pengamatan yang sebaiknya digunakan dan bertujuan untuk
menguji apakah data pengamatan yang telah dikumpulkan sebelumnya sudah
memenuhi jumlah yang sebaiknya digunakan.
Tingkat ketelitian menunjukkan penyimpangan maksimal hasil
penghukuran dari waktu sebenarnya dan biasanya dinyatakan dalam bentuk
persen. Sedangkan tingkat keyakinan menunjukkan besarnya keyakinan
pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian dan biasanya
dinyatakan dalam bentuk persen.
Dalam aktifitas pengukuran kerja biasanya akan diambil tingkat
ketelitian 5 % dan tingkat keyakinan 95 % atinya adalah bahwa pengukur
membolehkan rata - rata hasil pengukurannya menyimpang sejauh 5 % dari rata-
rata sebenarnya dan kemungkinan berhasil mendapatkan adalah 95 %. Jika
jumlah pengukuran yang seharusnya dilakukan lebih besar dari jumlah
pengukuran yang telah dilakukan (N’ > N), maka dilakukan pengukuran ulang
dengan N lebih besar. Jika N > N’ berarti bahwa jumlah pengamatan yang telah
dilakukan memenuhi syarat tingkat ketelitian dan tingkat keyakinan . Berikut ini
|
 rumus yang digunakan untuk menghitung berapa jumlah data yang harus
didapatkan (A. D. Witjaksono; dkk 2006) :
Ket :
N’ : Jumlah data pengamatan yang harus dikumpulkan.
K : Tingkat keyakinan (confidence level)
S : Derajat ketelitian
N : Jumlah data pengamatan yang telah dikumpulkan sebelumnya.
? xi : Jumlah waktu siklus
2.8 Toyota Production System (TPS)
Sistem produksi Toyota dikembangkan dan dipromosikan oleh Toyota
Motor Corporation. Tujuan utama dari sistem ini adalah menyingkirkan, lewat
aktivitas perbaikan, berbagai jenis pemborosan yang tersembunyi dalam
perusahaan (Yasuhiro Monden, 2000, hal.1-2).
Tujuan Utama Sistem Produksi Toyota
1) Laba Lewat Pengurangan Biaya
Sistem produksi Toyota adalah suatu metode ampuh untuk membuat produk
karena sistem ini merupakan alat efektif untuk menghasilkan tujuan akhir-
laba. Untuk mencapai maksud ini, tujuan utama sistem produksi Toyota
adalah pengurangan biaya atau perbaikan produktivitas. Pengurangan biaya
dan perbaikan produktivitas dicapai dengan menghasilkan berbagai
pemborosan seperti misalnya sediaan yang terlalu banyak dan tenaga kerja
yang terlalu banyak.
2) Penghilangan Produksi Berlebihan
Pertimbangan utama bagi sistem produksi Toyota adalah pengurangan biaya
dengan sama sekali menghapuskan pemborosan.
|
 Tata Letak Fasilitas
Merupakan suatu kegiatan yang berhubungan dengan membuat susunan
unsur fisik suatu kegiatan. Terdapat beberapa tujuan rancang fasilitas,
diantaranya (James M. Apple, 1990, hal. 5-7) :
1.
Memudahkan proses manufaktur
Tata letak harus disusun sedemikian sehingga proses manufaktur dapat
dilaksanakan dengan baik.
2.
Menghemat penggunaan ruang bangunan
Salah satu indikator tata letak yang tepat
yaitu meminimumkan jarak
antara mesin, pekerja dan alat - alat bantu.
3.
Meminimumkan pemindahan barang
Tata letak yang baik harus dirancang sedemikian sehingga
meminimumkan pemindahan barang.
4.
Menurunkan penggunaan tenaga pekerja yang (non added value).
Dengan tata letak yang tepat diharapkan dapat meminimumkan aktivitas
yang tidak memiliki nilai tambah, sebagai contoh meminimumkan
aktivitas yang memerlukan jalan kaki.
Menghitung Kapasitas Produksi :
kapasitas produksi merupakan kemampuan dari suatu fasilitas
produksi untuk mencapai jumlah hasil kerja tertentu dalam periode waktu
tertentu serta merupakan fungsi dari banyaknya sumber daya yang tersedia,
seperti peralatan, mesin, ruang dan jadwal kerja.
Kapasitas produksi merupakan banyaknya produk yang dapat
dihasilkan dalam waktu tertentu. Dalam hal ini seberapa besar jumlah output
yang dapat dihasilkan pada lini tersebut, adapun rumus menghitung
kapasitas produksi sebagai berikut :
Kapasitas Produksi = Waktu Efektif Kerja
Cycle Time Proses
|