|
6
BAB 2
LANDASAN TEORI
Kualitas adalah segala sesuatu yang mampu memenuhi keinginan atau
kebutuhan pelanggan (meeting the needs of customers)
(Gasperz, 2006).
Pengendalian kualitas secara statistik dengan menggunakan SPC (Statistical Process
Control) dan SQC (Statistical Quality Control), mempunyai 7 (tujuh) alat statistik
utama yang dapat digunakan sebagai alat bantu untuk mengendalikan kualitas
(Besterfield, 2009), antara lain yaitu; check sheet, diagram pareto, diagram sebab-
akibat, histogram, scatter diagram, run chart, dan control chart.
Tujuh metode tersebut
nantinya akan saling membantu untuk menunjukan
kualitas dari sebuah produk.
2.1 Check Sheet atau Lembar Pengumpul Data
Check Sheet adalah suatu formulir di
mana item – item yang akan diperiksa
telah dicetak dalam formulir dengan maksud agar data dapat dikumpulkan secara
mudah dan ringkas (Montgomery, 2009).
Tujuan pembuatan Check Sheet
adalah menjamin bahwa data dikumpulkan
secara teliti dan akurat untuk dilakukan pengendalian proses dan penyelesaian
masalah. Data dalam lembar pengecekan tersebut nantinya akan digunakan dan
dianalisa secara cepat dan mudah.
Penggunaan Check Sheet atau Lembar Pengumpulan Data bertujuan untuk
(Montgomery, 2009):
a.
Memudahkan proses pengumpulan data terutama untuk mengetahui
bagaimana sesuatu masalah sering terjadi. Tujuan utama dari
penggunaan Check Sheet adalah membantu mentabulasi banyaknya
kejadian dari suatu masalah tertenu atau penyebab tertentu.
b.
Mengumpulkan data tentang jenis masalah yang sering terjadi. Dalam
kaitan ini, lembar periksa akan membantu memilah-milah data
kedalam kategori yang berbeda-beda seperti penyebab-penyebab,
masalah-masalah, dll
c.
Menyusun secara otomatis, sehingga data tersebut dapat dipergunakan
dengan mudah.
|
|
7
d.
Memisahkan antara opini dan fakta.
Kita sering berfikir bahwa kita
mengetahui sesuatu masalah atau tanggapan bahwa sesuatu penyebab
itu merupakan hal yang paling penting. Dalam kaitan ini, lembar
periksa akan membantu membuktikan opini kita itu apakah sudah
benar atau salah.
Hal-hal yang perlu diperhatikan dalam membuat Check Sheet antara lain,
yaitu:
-
Sasarannya harus jelas
-
Keterangan yang diperlukan memenuhi sasaran
-
Dapat diisi dengan mudah dan cepat
-
Dapat disimpulkan dengan cepat
|
|
8
2.2 Diagram Pareto
Diagram Pareto adalah grafik yang menunjukkan masalah berdasarkan
urutan banyaknya kejadian. Masalah yang paling banyak terjadi ditunjukkan oleh
grafik batang pertama yang tertinggi serta ditempatkan pada sisi paling kiri dan
seterusnya sampai masalah yang paling sedikit terjadi ditunjukkan oleh grafik
batang terakhir yang terendah serta ditempatkan pada sisi paling kanan
(Besterfield, 2009).
Diagram pareto ini merupakan suatu gambaran yang mengurutkan
klasifikasi data dari kiri ke kanan menurut urutan ranking tertinggi hingga
terendah. Hal ini dapat membantu menemukan permasalah yang paling penting
untuk segera diselesaikan (ranking tertinggi) sampai dengan masalah yang tidak
harus segera diselesaikan (ranking terendah) diagram pareto juga dapat
mengidentifikasikan masalah yang paling penting yang mempengaruhi usaha
perbaikan kualitas (Besterfield, 2009).
Diagram pareto adalah kombinasi dua macam bentuk grafik yaitu grafik
kolom dan grafik garis, berguna untuk (Besterfield, 2009):
Menunjukkan pokok masalah.
Menyatakan perbandingan masing-masing masalah terhadap
keseluruhan.
Menunjukkan perbandingan masalah sebelum dan sesudah perbaikan.
Langkah-langkah pembuatan diagram pareto (Besterfield, 2009):
-
Tentukan bagaimana data harus diklasifikasikan menurut pelaksanaan
pekerjaan.
-
Tentukan periode waktu yang diperlukan untuk mempelajari dan buat
lembar isian (Check Sheet) yang mencakup periode waktu dari semua
klasifikasi data yang mungkin, kemudian kumpulkan datanya.
-
Untuk tiap kelompok hitunglah data untuk seluruh periode waktu dan
catatlah jumlah totalnya.
-
Gambarlah sumbu horizontal dan vertikal pada scarik kertas grafik.
Bagilah sumbu horizontal ke dalam bagian yang sama, satu bagian
untuk tiap kelompok. Skala sumbu vertikal dibuat sedemikian rupa
sehingga titik puncak sumbu vertikal tersebut menggambarkan suatu
jumlah yang sama dengan jumlah total dari semua kelompok.
|
|
9
-
Gambar data ke dalam bentuk kolom. Mulailah dari sisi sebelah kiri
dari grafik tersebut dengan kelompok yang semakin kecil. Bilamana
ada kelompok yang disebut “lain-lain” gamabarkanlah kelompok itu
pada bagian yang paling akhir setelah kelompok yang paling kecil.
-
Gambarlah garis kumulatif. Mulailah dengan menggambar garis
diagonal memotong kolom yang pertama, dengan dimulai dari dasar
pada suduk kiri (titik nol). Dari bagian atas sudut kanan pada kolom
pertama, lanjutkan garis ini ke arah yang baru dengan
menggerakkannya ke arah kanan yang jaraknya sama tinggi kolom
kedua, dari titik tersebut tariklah garis lurus untuk ruas berikutnya,
teruskan ke arah kanan dengan jarak yang sama dengan lebar kolom
dan menuju ke atas denga jarak yang sama dengan tingginya kolom
ketiga. Ulangi terus samapai ujung sudut kanan paling atas dari grafik
tercapai. Tingginya garis komulatif pada titik ini menggambarkan
jumlah data yang telah di kumpulkan.
-
Buat sumbu vertikal yang lain di sebelah kanan grafik dan buat skala
dari 0 –
100 %. Akhir dari garis kumulatif adalah pada titik yang
bertuliskan 100%.
-
Tambahkan keterangan pada diagram pareto tersebut. Jelaskan siapa
yang telah mengumpulkan data tersebut, kapan dan di mana, serta
tambahan informasi apa saja yang oenting untuk mengindentifikasi
data.
|
|
10
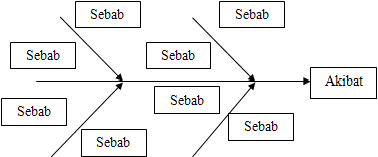
2.3 Diagram Sebab-Akibat (Cause-and-Effect Diagram)
Diagram ini disebut juga grafik tulang ikan, yaitu diagram yang
menunjukkan sebab akibat yang berguna untuk mencari atau menganalisa
penyebab timbulnya masalah sehingga memudahkan cara mengatasinya.
Kegunaan dari diagram sebab-akibat antara lain, yaitu (Montgomery, 2009):
Untuk mengenal penyebab yang penting.
Untuk memahami semua akibat dan penyebab.
Untuk memperbandingkan prosedur kerja.
Untuk menemukan pemecahan yang tepat.
Untuk memecahkan hal apa yang harus dilakukan.
Lebih efisien dalam menganalisa kondisi aktual untuk perbaikan
kualitas produk atau jasa, juga dapat mengurangi biaya.
Dapat membuat standarisasi operasi yang ada maupun yang
direncanakan.
Pembelajaran pada pihak terkait untuk membuat keputusan dan
tindakan perbaikan pada ketidaksesuaian tersebut.
Dapat mengurangi dan menghilangkan kondisi yang menyebabkan
ketidaksesuaian produk atau jasa dan keluhan dari pelanggan.
Langkah-langkah dalam membuat diagram sebab-akibat (Besterfield, 2009):
a)
Gambarlah sebuah garis horizontal dengan suatu tanda panah pada
ujung sebelah kanan dan kotak di depannya.
Akibat atau masalah
yang ingin dianalisis ditempatkan dalam kotak.
b)
Tulislah penyebab utama (manusia, bahan, mesin dan metode) dalam
kotak yang ditempatkan sejajar dan agak jauh dari garis panah utama.
Hubungan kotak tersebut dengan garis panah yang miring ke arah
garis panah utama. Kadang
mungkin diperlukan untuk menambahkan
lebih dari empat macam penyebab utama.
c)
Tulislah penyebab kecil pada diagram tersebut di sekitar penyebab
utama, yang penyebab kecil tersebut mempunyai pengaruh terhadap
penyebab utama. Hubungan penyebab kecil tersebut dengan sebuah
garis panah dari penyebab utama yang bersangkutan.
|
 11
Diagram sebab-akibat sendiri adalah suatu diagram yang
menggambarkan
garis dan simbol-simbol yang menunjukan hubungan antara penyebab dan akibat
suatu masalah, untuk selanjutnya diambil tindakan perbaikan atas masalah
tersebut. Diagram
sebab-akibat ini sering disebut sebagai diagram tulang ikan
(fishbone diagram) karena bentuknya seperti tulang ikan (Besterfield, 2009).
Sumber: Quality Control, (Besterfield, 2009)
Gambar 2.1 Struktur Diagram Sebab-Akibat
|
 12
2.4 Histogram
Histogram adalah bentuk dari grafik kolom yang memperlihatkan distribusi
yang diperoleh bilamana data dalam bentuk angka telah terkumpul. Meskipun
suatu histogram dibuat bedasarkan contoh data, namun tujuannya adalah untuk
memberikan saran mengenai kemungkinan distribusi keseluruhan data (populasi)
yang contoh datanya diambil. Dalam histogram, nilai dari peubah
berkesinambungan digambarkan pada sumbu horizontal yang dibagi dalam kelas
atau sel yang mempunyai ukuran sama. Biasanya ada satu kolom untuk tiap
kelas dan tingginya kolom menggambarkan jumlah terjadinya nilai data dalam
jarak yang digambarkan oleh kelas. Histogram ini dipakai untuk menentukan
masalah dengan melihat bentuk sifat dispersi dan nilai rata-rata
(Besterfield,
2009).
Histogram merupakan suatu potret dari proses yang menunjukan: distribusi
dari pengukuran dan frekuensi dari setiap pengukuran itu. Dengan demikian
histogram dapat dipergunakan sebagai suatu alat untuk
mengkomunikasikan
informasi tentang variasi dalam proses dan membantu manajemen dalam
membuat keputusan-keputusan yang berfokus pada usaha perbaikan
yang
dilakukan secara kontinu atau terus-menerus (Montgomery, 2009).
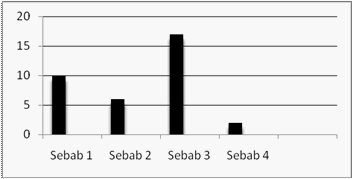
Untuk memudahkan analisis, kelompokan terlebih dahulu data yang sekelas,
biasanya dilihat secara kelompok dan kelompok-kelompok dari data tersebut
akan bertebaran mulai dari kelas rendah sampai yang tinggi, namun apabila data
yang ada bersifat kualitatif, pengelompokannya dapat dilakukan secara bebas
seperti terlihat pada contoh histogram sederhana di bawah ini
(Montgomery,
2009):
Sumber: diadaptasi dari (Montgomery, 2009)
|
 13
Gambar 2.2 Contoh Histogram
2.5
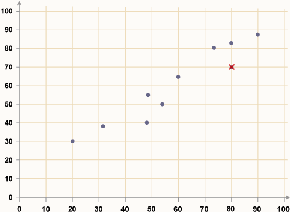
Diagram Tebar (Scatter Diagram)
Scatter Diagram
merupakan cara paling sederhana untuk menentukan
hubungan antara sebab dan akibat dari dua variabel. Langkah-langkah yang
diambil pun sederhana. Data dikumpulkan dalam bentuk pasangan titik (x,y).
Dari titik tersebut dapat diketahui antara variabel x dan variabel y, apakah terjadi
hubungan positif atau negatif (Besterfield, 2009).
Pada dasarnya diagram tebar (Scatter Diagram) merupakan suatu alat
interpretasi data yang digunakan untuk:
a.
Menguji bagaimana kuatnya hubungan antara dua variabel, misalnya:
kecepatan mesin bubut dan dimensi bagian dari mesin, banyaknya
kunjungan tenaga penjual (salesman) dan hasil penjualan, temperatur
dan hasil proses kimia, downtime
mesin dan banyaknya produk yang
ditolak (cacat), konsumsi makanan dan pertambahan bobot badan,
biaya pengeluaran iklan dan penjualan, pengalaman kerja dan
performa si karyawan, dan lain-lain.
b.
Menentukan jenis penjualan dari dua variabel itu,apakah positif,
negatif, atau tidak ada hubungan.
Langkah-langkah pembuat diagram tebar antara lain, yaitu
(Besterfield,
2009):
a)
Kumpulkan data dan masukkan ke dalam tabel.
b)
Gambarkan sumbu tegak dan sumbu datar beserta skala dan
keterangan.
c)
Gambarkan titik koordinat data tersebut.
Sumber: diadaptasi dari (Besterfield, 2009)
Gambar 2.3 Contoh Diagram Tebar
|
|
14
2.6 Run Chart
Run Chart adalah penggambaran karakteristik kualitas sebagai fungsi dari
waktu gambaran tersebut tidak merangkum berbagai informasi, tetapi
memberikan berbagai ide dan keanekaragaman secara umum dan tingkat
variabilitas proses (Besterfield, 2009).
Run Chart adalah bentuk grafik yang dipergunakan sebagai alat analisa
untuk (Besterfield, 2009):
a.
Mengumpulkan dan menginterpretasikan data, juga merupakan
ringkasan visual data itu, sehingga memudahkan dalam pemahaman.
b.
Menunjukkan output dari suatu proses sepanjang waktu.
c.
Menunjukkan apa yang sedang terjadi dalam situasi tertentu sepanjang
waktu.
d.
Menunjukkan kecendrungan dari data sepanjang waktu.
e.
Membandingkan data dari periode yang satu dengan periode lain,
demikian pula memerikasa perubahan-perubahan yang terjadi.
Langkah-langkah pembuatan Run Chart (Besterfield, 2009):
a.
Dalam
membuat Run Chart adalah memilih satu ukuran
kunci untuk
mengkaji pergerakan dari variabel atau atribut yang berkaitan dengan
kualitas sepanjang waktu.
b.
Menggambarkan Run Chart, di mana
sumbu horizontal menunjukkan
periode waktu pengamatan sedangkan sumbu vertikal menunjukkan
indikator pengukuran yang berkaitan dengan karakteristik kualitas yang
ingin dikaji dari waktu ke waktu.
c.
Plot data pengamatan ke dalam run chart. Tambahkan informasi lain
yang bermanfaat, misalnya : nilai rata-rata pengukuran, beserta batas
atas dan batas bawah pengendalian apabila dipergunakan bersama
dengan peta-peta kontrol (control chart)
d.
Lakukan analisa lanjutan serta mengambil tindakan untuk perbaikan
proses terus menerus sesuai dengan komitmen dari manajemen.
|
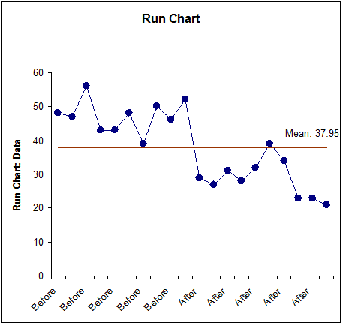 15
Sumber: diadaptasi dari (Besterfield, 2009)
Gambar 2.4 Contoh Run Chart
|
 16
2.7 Peta Kendali (Control Chart)
Peta kendali merupakan sebuah alat grafik yang digunakan untuk melakukan
pengawasan dari sebuah proses yang sedang berjalan. Nilai dari karakteristik
kualitas diplot sepanjang garis vertikal, dan garis horizontal mewakili sampel
atau subgrup (berdasarkan waktu) di mana karakteristik dari kualitas ditemukan
(Montgomery, 2009).
Peta kendali digunakan untuk membantu mendeteksi adanyapenyimpangan
dengan cara menetapkan batas-batas kendali:
1)
Upper control limit/batas kendali atas (UCL) Merupakan garis batas atas
untuk suatu penyimpangan yang masih diijinkan.
2)
Central line/garis pusat atau tengah (CL) Merupakan garis yang
melambangkan tidak adanya penyimpangan dari karakteristik sampel.
3)
Lower control limit/batas kendali bawah (LCL) Merupakan garis batas
bawah untuk suatu penyimpangan dari karakteristik sampel.
Jenis-jenis peta kendali antara lain (Montgomery, 2009):
1)
Peta kendali untuk data variabel
a.
Peta sd dan R
Peta kendali X menggambarkan apakah perubahan telah terjadi dalam
ukuran titik pusat (central tendency) atau rata-rata dari suatu proses. Dan
peta kendali R menggambarkan apakah perubahan-perubahan telah terjadi
dalam ukuran variasi, dengan demikian berkaitan dengan perubahan
homogenitas produk yang dihasilkan melalui suatu proses. Biasanya peta
kendali x dan R digunakan untuk pengamatan yang mempunyai jumlah
sampel banyak. Rumus yang digunakan menghitung rata-rata dan batas
kontrol sebagai berikut:
=rata-rata pengukuran untuk setiap kali observasi
=Garis pusat paeta pengendalian rata-rata
R1 = X
i max
- X
i min
= jangkauan
R =
= garis pusat untuk peta pengendali jarak
|
|
17
UCL =
+ A2
R
LCL =
-A2R
UCLR= D
4
R
LCLR=D3
R
b.
Peta
dan S
Peta kendali
x menggambarkan apakah perubahan telah terjadi dalam
ukuran titik pusat (central tendency) atau rata-rata dari suatu proses. Peta
pengenadali standar deviasi digunakan untuk mengukur tingkat
keakurasian proses. Rumus untuk menghitung batas kontrolnya :
S=
= standar deviasi
S=
= garis pusat untuk peta pengendali standar deviasi
UCL
X
=
+A3S
LCL
X
=
-
A3S
UCL
S
=B
4
S
LCL
S
=B3
S
2)
Peta kendali untuk atribut
a.
Peta kendali P
Digunakan untuk mengukur proposi cacat dari item yang dihasilkan
dalam suatu produk. Dengan demikian peta kendali p digunakan untuk
mengendalikan proposi item yang tidak memenuhi syarat kualitas yang
dihasilkan dalam suatu proses. Rumus menghitung peta kontrol p yaitu:
1.
UCL
p
=
2.
CL
p
=
3.
LCL
p
=
b.
Peta kendali np
Peta kendali np menggunakan ukuran banyaknya item yang tidak
memenuhi spesifikasi dalam suatu pemeriksaan. Jadi dalam peta np tidak
ada perubahan skala pengukuran. Rumus menghitung peta kontrol np,
yaitu:
1.
UCL
np
=
|
 18
2.
CL
= np
3.
LCL
np
=
c.
Peta kendali C
Diterapkan pada kasus yang tingkat tolerasi atas kelemahan satu atau
beberapa titik spesifik yang tidak memenuhi syarat sepanjang tidak
mempengaruhi fungsi dari produk yang diperiksa. Rumus untuk
menghitung peta kontrol c yaitu:
1.
UCLc
=
2.
CL
=
3.
UCLc
=
d.
Peta kendali U
Mengukur banyaknya cacat per unit laporan inpeksi dalam kelompok
pengamatan, yang mungkin memiliki ukuran contoh. Rumus untuk
menghitung peta kontrol u yaitu:
1.
UCL
u
=
2.
CL
=
3.
LCL
u
=
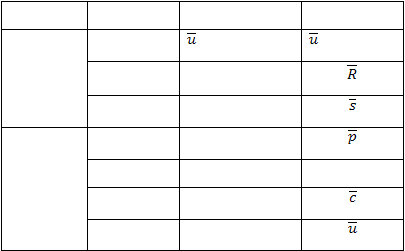
Tabel 2.1 Ringkasan Jenis Peta Kendali
Jenis Data
Jenis Peta
Yang Diamati
Garis Sentral
Peta
Peta R
R
Peta S
S
Peta P
P
Peta np
Np
Np
Peta C
C
Peta u
U
Keuntungan yang didapat dengan menggunakan peta kendali adalah:
|
|
19
Sebuah peta kendali dapat mengindikasikan kapan sesuatu harus
diperbaiki.
Pola dari peta kendali yang diplot menganalisa penyebab yang ada
dan tindakan perbaikan yang diperlukan.
Peta kendali menunjukkan kapan variasi dikatakan normal dan tidak
diperlukan tindakan perbaikan lagi.
Ketika suatu peta kendali berada dalam kendali statistik maka kita
dapat memperkirakan kapabilitas dari proses.
Peta kendali merupakan dasar untuk mengukur peningkatan kualitas.
2.8 Quality Assurance, Quality Control, dan Standard Operating Procedure
Quality control
(penjagaan kualitas) difokuskan pada pemenuhan
persyaratan mutu, dan yang terkait dengan uji klinis, meliputi teknik operasional
dan kegiatan yang dilakukan dalam sistem jaminan mutu untuk memverifikasi
bahwa persyaratan untuk kualitas telah terpenuhi (Manghani, 2011).
Quality assurance (jaminan kualitas) difokuskan pada pemberian keyakinan
bahwa persyaratan mutu terpenuhi. Seperti yang berkaitan dengan uji klinis,
mencakup semua tindakan yang direncanakan dan sistem yang ditetapkan untuk
menjamin bahwa penjagaan kualitas dapat terpenuhi (Manghani, 2011).
SOP
(Standard Operating Procedure) adalah
instruksi tertulis
yang dibuat
untuk mencapai keseragaman kinerja fungsi tertentu. Sederhananya, SOP dibuat
secara tertulis mengenai
siapa melakukan apa dan kapan, atau cara untuk
melaksanakan suatu kegiatan atau proses. SOP merupakan sebuah cara sistematis
dalam
melakukan pekerjaan dan memastikan pekerjaan dilakukan secara
konsisten oleh semua orang yang diminta untuk melakukan tugas yang sama.
SOP harus ditulis dengan baik agar dapat memberikan kontrol yang efektif dan
mencegah kesalahan yang
terjadi, sehingga meminimalkan limbah dan
pengerjaan ulang. SOP harus jelas, tidak ambigu, dan harus ditulis dalam bahasa
sederhana (Manghani, 2011).
Secara psikologi,
SOP yang ditulis dengan baik dapat memberikan
kenyamanan bagi karyawan dalam bekerja karena memiliki arahan yang jelas dan
pasti.
Ketika karyawan nyaman dengan pekerjaannya maka karyawan tersebut
akan merasa lebih puas dalam bekerja.
SOP berfungsi membantu perusahaan
untuk mencapai proses, prosedur, sistem, dan orang-orang
yang berkualitas
|
|
20
tinggi, yang akhirnya produk dan jasa dapat memenuhi semua aspek standar
kualitas (Manghani, 2011).
|