|
·
-----------------------------------------------
BABII LANDASAN
TEORI
2.1
Konsep dan Cara Pandang
Kaizen
Kaizen adalah
perbaikan
yang dilakukan
secara terus -
menerus. Tujuan
dari
kaizen adalah
untuk meningkatkan
kualitas,
menurunkan
cost,
meningkatkan
sqfoty,
memperpendek
lead time, dan meningkatkan
produktivitas.
Unsur terpenting
dalam
kaizen
adalah
kesadaran akan
muda, mura
dan
muri dan mau
memperbaikinya.
2.1.1
Defmisi
Muda,
Mura,
dan
Muri
Menurut
guru
besar
Toyota
Ohno, Taichii (1998)
pengertian
dari:
Muda
adalah
berbagai macam
fenomena
dan efek yang tidak
meningkatkan
nilai tambah.
Dengan kata lain Muda
di manufaktur
adalah
unsur
produksi yang
hanya
meningkatkan
nilai
cost.
Mura
adalah
ketidak
teraturan karena
production planning
yang tidak tetap.
Muri adalah memberi beban
melebihi
kemampuan
yang
dapat ditanggung oleh
mesin
atau
peralatan tersebut.
2.1.2
Jenis - Jenis
Muda
Dalam Toyota
Production System, Muda
dibagi
ke dalam 7 jenis :
|
|
8
I)
Muda cacat atau
repair
Muda
karena
membuat part cacat atau part
yang perlu di repair,
sehingga
menurunkan kualitas
dan
meningkatkan cost.
2)
Muda produksi
berlebih
Adalah membuat
melebihi
yang diperlukan
dan
membuat dengan waktu
yang
lebih
cepat dari
yang diperlukan.
3)
Muda
proses
Melakukan proses
yang tidak diperlukan dan yang tidak
berhubungan.
4)
Muda delivery
(
pengangkutan )
Pengangkutan
barang dan
informasi tetapi
bukan
merupakan pengangkutan
yang diperlukan dalam produksijust in time.
5)
Muda
inventory I stock
Muda yang timbul karena banyaknya
jumlah part yang masuk dari supplier,
terlalu
banyaknya part
supply
inter
process sehingga
melebihi jumlah
yang
diperlukan, dan
lain-lain.
6)
Muda
gerakan
Gerakan
mesin atau alat, serta gerakan
orang
yang tidak
menghasilkan
nilai
tambah
di dalam proses
atau pekeijaan.
7)
Muda
menunggu
Pada
saat
mesin atau
alat
memproses
secara otomatis, operator berdiri
di
samping
untuk
mengawasi dan harus menunggu.
|
 9
2.2
Penelitian Kerja
Mengacu
pada
pendapat
Wignjosoebroto
(2008)
pengertian
dari
penelitian
keJja
adalah
suatu
aktivitas
yang
ditujukan
untuk
mempelajari
prinsip--prinsip dan
teknik
teknik
guna
mendapatkan suatu rancangan system keJja
yang
terbaik.
2.2.1
Diagram Aliran
Proses
Diagram
aliran
proses
ini
digunakan
untuk
menggambarkan aliran
proses.
Penggambarannya
dilakukan
diatas
gambar
layout
fasilitas
keJja.
Tujuannya
adalah
untuk
mengevaluasi
langkah-langkah
proses
dalam
situasi
yang
lebih
jelas,
selain
itu
juga
bisa
bisa
dimanfaatkan
untuk
melakukan
perbaikan-perbaikan
di
dalam
design
layout fasilitas produksi
yang
ada.
Tanda-tanda
atau
sirnbul-simbul
yang
digunakan
dalam
diagram
aliran
proses
itu
adalah sebagai
berikut :
0
=OPERAS!
Menandakan
langkah-langkah
utama
dalam
suatu
proses, metode
atau
tata
cara,
Biasanya
hagan
bahan atau
produk
bersangkutan diubah atau
diganti sewaktu operasi
berlangsung.
D
=
PEMERIKSAAN
Menandakan suatu pemeriksaan terhadap
mutu dan
pengecekan terhadap
kuantitas.
|
 10
Q
=
TRANSPORTASI
Menandakan
gerak
pekelja,
bahan atau perlengkapan
dari tempat yang
satu ke tempat
yang lain.
Suatu
transport
teljadi
apabila
suatu
obyek
bergerak dari
tempat
yang
satu
ke
tempat
yang
lain
terkecuali apabila
pergerakan
itu
merupakan
bagian dari
operasi atau disebabkan
oleh
petugas
pada
tempat
bekelja
sewaktu suatu operasi atau pemeriksaan
sedang
berlangsung.
D
=
DELAY/PENUNDAAN
Menandakan
terhentinya
urutan peristiwa,
misalnya, pekelja
menunggu
antara
dua
operasi
yang
berturutan,
atau
tiap obyek
yang
dikesampingkan
untuk
sementara
tanpa
pencatatan
sampai
obyek
itu
sendiri
diperlukan kembali.
V=
PENYIMPANAN
Menandakan
suatu
penyimpanan
yang diawasi, bahan diterima ke
dalam
atau dikeluarkan
dari penyimpanan
berdasarkan
suatu kuasa atau suatu
barang
ditahan untuk
maksud pengecekan.
2.2.2
Study
Waktu
Study waktu ( time study ) atau
pengukuran
kelja ( work measurement ) adalah
proses menentukan
waktu yang diperlukan
seorang operator dengan kualifikasi
tertentu untuk
menyelesaikan
suatu
pekeljaan
dengan
performansi
yang telah
|
 11
didefinisikan
Tools,
Tips
&
Technique,
2004).
Menurut
Wignjosoebroto
(2008)
secara
umum
teknik
pengukuran
waktu
kerja
dapat
dibedakan menjadi 2,
yaitu :
1.
Pengukuran waktu kerja
dengan
metode pengukuran langsung.
2. Pengukuran waktu kerja
dengan metode tidak
langsung.
2.2.2.1.
Stop-Watch Time
Study
Pengukuran
waktu
kerja
dengan
jam henti
(
stop-watch
time study )
diperkenalkan
pertama
kali
oleh
Frederick
W.
Taylor
sekitar
abad
19.
Metode
ini
terutama
sekali
baik
diaplikasikan
untuk
pekerjaan
yang
berlangsung
singkat
dan
berulang-ulang
(repetitive).
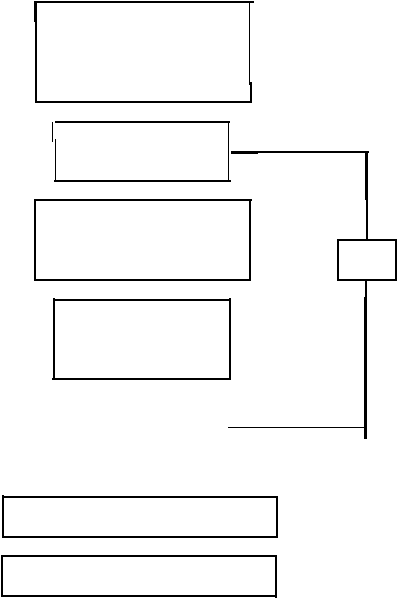
Secara
sistematis
langkah
pengukuran waktu
kerja
denganjam henti dapat
dilihat pada
gambar.
|
 12
•
L3ngkal'lPere11p1n
·Plitt & d&!'nl<an pekerjiJ.an )'31'-9
;nan
CIL&\ur &.
aar.
l!«apkilll ixtr.J &:3Mim}'il
·lnformaSJtan
maxsua & IUJuan pmgutura.-.1te a
pa:la &J.'PI!i"'l&Cf
1
p!ke!Ja
-PlitT: .cpel'3tor
a.an catlt
em1.-a G3ta yiJllgllerkar.an
cengan &lsm
cperasl:.:ea
yang.axan ClluJrur
wat!l.ln
EltmtntalBrukdown
eaglslkU& Sfatan )a191ltrlirlg&ur.g
xe
daJovn tmen • eltmtn xeg1r.an sesuar
dengan atJ.Tan )'3r:g
ada
Ptngamat.an
C
•
lAn Ptngvll.uran
-
UX&-3!1akan ptr.gama-.an & tngukt.Tan 'A'3l11:
&e!umlan N'ptr.garnatan unll.lk &!!lap &11\IJ.'tl
ele-nen t-eglalan
•T&tapkan pertormanc& r.JIIr.g G3n ugJatan )'31':'!iJ
N'•Nofon
Cltl.fr.Jukkan C9!m:tr
C.k
Knerag.aman d
•
an Kleukupan
Data
-
Kesera;aman
om
co:nmon sense (tullJtktlf)
Sat3& KoCntl'oCI Buang
d;r.a et&b1m
•KKUk pan il31a
Tlll3k
N'ceN
Yo
Waktu normal= Wllkttl obatrvelllrata2:: ptrfOrmance ratfng
wotu atandllr
=
w.akitlnormx (100%1{10o%-%.auowancsn
Output &tandlr "1!Waldr.r atandlr
Gambar 2.1.
Langkah
Stop-Watch
Time Study
(
Wignjosoebroto,
2008:172
)
Pada
aktivitas
pengukuran
waktu
pekeJjaan
diurai
menjadi
elemen
-
elemen
keJja.
Terdapat
tiga
aturan
yang
harus
diikuti
untuk
membagi
suatu
proses
operasi
keJja
ke
dalam elemen- elemen keJja
yaitu sebagai
berikut:
|
|
l3
1. Elemen - elemen kelja dibuat sedetail dan
sependek
mungkin akan
tetapi masih
mudah
untuk diukur
waktunya dengan
teliti.
2. Handling
time
seperti
loading dan unloading time harus
dipisahkan
dari
machining time.
3. Elemen- elemen kelja
yang
konstan harus
dipisahkan dengan elemen kelja yang
variabel.
Untuk
menetapkan
jumlah
pengamatan
dapat
dilakukan
dengan
menggunakan
persamaan berikut
:
N'
=
-k!S
N"'J:/-(}:.Xfl
:X
Dimana:
K
=
harga
indeks yang
nilainya
tergantung dari tingkat
kepercayaan
(
convidence level
)
S
=
Derajat ketelitian ( degree
of accuracy )
X
=
Data hasil
pengamatan.
Selain
kecukupan
data
juga perlu
dilakukan
pengujian
mengenai
keseragaman
data, sebelum data tersebut
digunakan
untuk
menetapkan waktu standard.
Keseragaman
data bisa dilihat
menggunakan
peta kontrol (
control chart ).
Dalam
penggunaan peta kontrol ini
data yang
diharapkan dari hasil pengamatan
akan
ditetapkan dalam
sebuah
peta kontrol
yang
mempunyai batas kontrol
sebagai
berikut
:
|
 14
Batas kontrol
=
X
±
3c5
o
=II
N
Nl.x²
-(l.
l
Dimana:
X
=
Rata-rata dari
pengamatan
N=
Jumlah
pengamatan yang
telah
dilakukan
o
=
Standar deviasi
Menurut
Montgomery,
Douglas
C.
(2006)
keseragaman
data
dapat
diketahui
dengan
menggunakan
R
chart
dan
X
chart,
dengan
variabel
A2, D3,
dan
D4
yang
dapat ditemukan pada
tabel statistik berdasarkan jumlah sub
group pengamatan.
X
Chart
UCL= X+A2.R
UCL= X-A2.R
RChart
UCL
=D4.R
LCL
=D3.R
Dimana:
X
=
Rata- rata
gabungan dari
rata- rata
masing- masing sub
group
pengamatan.
R
=
Range average atau simpangan rata- rata.
UCL
=
Upper
Control Level
atau
Batas Kontrol Atas
(
BKA
)
LCL
=Lower
Control Level
atau Batas Kontrol
Bawah (
BKB )
2.2.2.2.Waktu normal
Menurut
Wignjosoebroto
(2008)
pengertian
dari
waktu
normal
adalah
waktu
yang
diperlukan
oleh
karyawan normal
untuk
menyelesaikan
satu
unit
pekeljaan
tanpa
adanya cadangan waktu apabila terdapat kerusakan-kerusakan kecil, penundaan
|
 15
proses dan lain sebagainya.
Dari pengertian ini
waktu normal adalah
waktu
yang
benar-benar digunakan pekelja untuk
menyelesaikan pekeljaannya.
Waktu
Normal= Waktu
Pengamatan
x
Performance
Rating
( Wignjosoebroto, 2008:172)
2.2.2.3. Performance rating
Performance
rating
perlu
ditentukan
karena setiap
karyawan
dari perusahaan
tersebut
mempunyai tingkat
ketrampilan
dan
kecakapan
yang
berbeda.
Tingkat
ketrampilan ini
biasanya ditentukan
dalam bentuk prosentase.
Angka prosentase ini
dikalikan dengan
waktu
yang terpilih
akan
menghasilkan waktu
normal.
2.2.2.4. Waktu Allowance
Waktu
longgar
(allowance time
)
diberikan guna
menghadapi kondisi- kondisi
seperti
kebutuhan personil yang bersifat
pribadi,
faktor
kelelahan, keterlambatan
material,
dan
lain - lainnya.
2.2.2.5.
Waktu
Standard
Waktu standard adalah waktu
yang diperlukan
bagi
seorang karyawan
normal
untuk menyelesaikan
satu unit pekeljaan
ditambah
cadangan-cadangan
waktu yang
diperlukan sehingga
karyawan tersebut
dapat
melaksanakan tugas
dengan
baik.
Waktu
Standard= Waktu
Normal+ ( Waktu
normal
x%
Allowance)
( Wignjosoebroto, 2008:172)
|
|
16
2.3
Analisis Operasional Lini
Adalah
suatu
metode
untuk
menganalisis
kondisi
timhul
dan
penyehah
teljadinya
gangguan
pada
lini
operasional
dengan
cara
mengohservasi
seluruh
gerakan
mulai
dari
step
persiapan
melakukan
sehuah
unit
pekeljaan
sampai
selesai
pekeljaan
tersehut,
dan
juga
memeriksa
rasio
waktu
pelaksanaan
operasi
mesin
dan
operator secara aktual.
2.3.1. Analisis Behan Kerja
(Workload Analysis)
Menurut
pendapat
Wakui (2000),
adalah
aktivitas
yang
dilakukan
oleh
tiap
posisi
atau
jahatan
dalam
rangka
untuk
melaksanakan
tugasnya
seperti
tercantum
dalam
deskripsi
pekeljaannya
memherikan
suatu
hehan
kelja
pada
posisi
I
jahatan
tersehut, sehingga
perhitungan
Workload
dapat diforrnulasikan sehagai herikut :
Behan kelja =
Total waktu aktivitas +Allowance
Total
Waktu
Tersedia
2.3.2.
Efektivitas dan
Efisiensi
Kerja
Adalah
perhandingan
antara
hohot
atau
hehan
kelja
dengan
jam
kelja
efektif
dalam rangka
penyelesaian
tugas
dan fungsi
organisasi.
(
|
 17
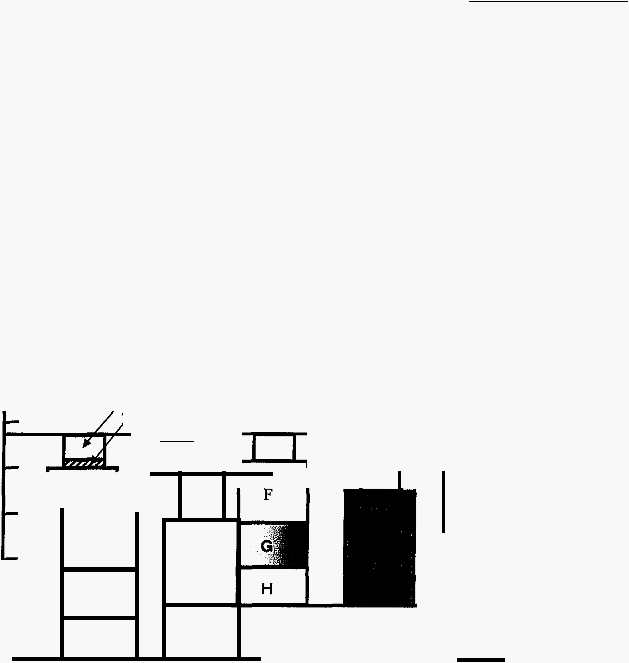
2.3.3.
Yamazumi chart
Pengertian
yamazumi
chart
adalah
chart
yang
merupakan
yamazumi
(susunan)
elemen
pekerjaan
yang
ditampilkan
pada
TSKK
(Tabel
Standard
Kerja
Kombinasi),
SOP (Standard
Operation Procedure), atau Work
Elemen Sheet.
Yamazumi ini
dipakai sebagai alat
atau
instrumen untuk
mengawasi
secara
visual keseluruhan proses
dan
mengawasi atau
mempertahankan elemen pekerjaan.
480
Menunggu
(muda)
Shouting
Scheduled Time
(450)
360
240
120
0
A
B
c
Mr.a
D
E
Mr.o
Mr.D
Gambar
2.2.
Contoh Yamazumi Chart
Mr.D
2.3.4. Elemen Kerja
Adalah
langkah-langkah
yang
menyusun suatu
pekerjaan
dari awal sampai
akhir yang
distandarisasi.
Terdapat empatjenis
elemen kerja, yaitu:
|
 18
1) Pekerjaan persiapan.
Pekerjaan
yang
sifatnya hanya timbul satn kali
di
awal
atau di akhir
kerja
untnk
satn unit pekerjaan,
atau pekerjaan
yang sifatnya hanya timbul satu
kali
di
awal
atau
akhir
waktu.
2) Pekerjaan
utama (main job)
Adalah pekerjaan
yang
memberikan
ni1ai tambah.
Yaitu
pekerjaan
yang
dianggap
sebagai
sesuatu yang utama,
yang
memi1iki peranan utama di dalam
produksi.
3) Pekerjaan tambahan (incidental
job)
Adalah
pekerjaan
yang
tidak
mempunyai
ni1ai
tambah.
Pekerjaan
yang
timbul
biasanya pada
sebe1um atau
sesudah pekerjaan utama.
4) Pekerjaan Irregular ( Muda)
Adalah
pekerjaan
yang
tidak
termasuk
ke dalam
area
yang
manapun baik itu
pekerjaan persiapan, pekerjaan utama,
maupun pekerjaan irregular.
Dalam Toyota Production
System,
pekerjaan
utama biasa disebut dengan
Valuable
Work,
sedangkan
pekerjaan persiapan,
incidental,
dan
irregular
masuk
kedalam kategori Non Valuable Work
2.4
Standarisasi
Kerja
Adalah peraturan
pada saat membuat
barang di
tempat kerja, yaitu cara
me1akukan produksi
yang paling efektif dengan urutan tanpa muda, mengumpulkan
pekerjaan, dan
memfokuskan
gerakan manusia.
|
 19
Berdasarkan buk:u internal training Toyota mengenai
standarisasi kelja, terdapat
3
unsur
penting
dalam
standarisasi kelja, yaitu
:
I)
Takt
time
Merupakan
waktu yang
menentukan
satu
unit
atau satu buah part harus
dibuat
dalam
berapa
menit
dan
berapa
detik.
Takttime=
Waktu
kelja
pershift
(scheduled time)
Jurnlah
produksi per
shift
Takt time
actual
Takt
time
dihitung dengan
produksi
waktu
kelja
murni,
tetapi
jika
tidak
dapat
dihindarkan
seperti untuk
pengangkutan,
maka
ada
juga takt
time
yang
diset
dengan
waktu
yang
tidakfzxed.
Cycle time
Adalah waktu
yang diperlukan
untuk
melakukan
pekeljaan
dengan
urutan kelja
yang telah
ditentukan untuk proses
yang
ditangani oleh operator.
2) Urutan
kelja
Pada
pemrosesan
dan
assembly
barang,
operator
melakukan
pekeljaan
dengan
urutan yang
efektif seperti mengangkut barang,
memasang
mesin,
dan melakukan
proses.
3) Standard in process stock
Adalah barang
dengan supply minimum
yang dimiliki di dalam proses
agar
pekeljaan
dapat
dilakukan
dengan urutan
dan gerakan yang sama berulang-ulang,
jika melakukan pekeljaan sesuai dengan
urutan
kelja.
|
 20
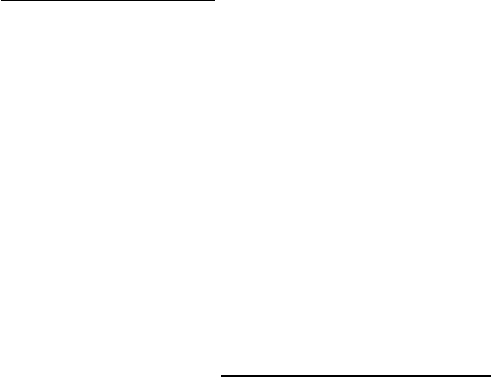
2.4.1 Tabel Standarisasi Kerja
Kombinasi ( TSKK)
Yang
dimaksud
dengan
Tabel
Standarisasi
Keija
Kombinasi
adalah
instruksi
keija yang
menggambarkan
gabungan
gerakan
antara
gerakan
manusia
dengan
mesin
di
dalam
satu
cycle
time,
yang
menggambarkan area
keijanya,
dan
bagaimana
urutan
keija tersebut dilakukan.
Tabel Sfllndardlaaal
Kerja
"
"
"
7
letakan oart
Gambar 2.3
Contoh TSKK
Dengan
menggunakan
TSKK,
urutan
keija dan
waktu
keija akan
mudah
dimengerti,
dan
dipergunakan
juga
untuk
menemukan
point-point
yang
diperlukan
untuk melakukan
kaizen
pekeijaan.
|
 21
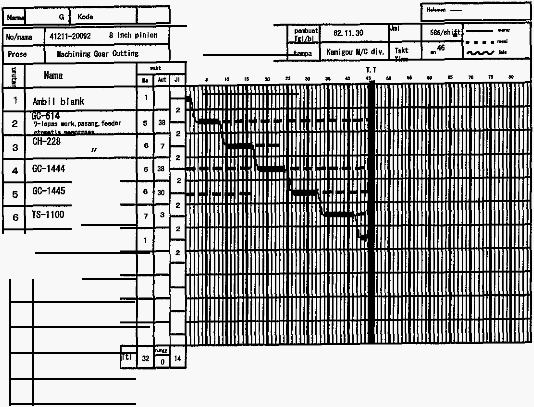
2.4.2
Standard
Operation Procedure (SOP)
Adalah standard kerja
yang
mencantumkan
langkah
pekerjaan,
kontrol item
dan
kontrol poin, serta aspek kualitas
maupun
keselamatan dari masing-masing
langkah
pekerjaan tersebut.
SOP sebagai
pedoman
melakukan
pekerjaan
oleh pekerja dan digunakan
pimpinan dalam
melakukan pengawasan kerja.
SfANDARD OPERATIONAL PROCEDURE
Tmfll'lOCESS : IPII6Si5tiiiDJiliiiiiLQiiSiiilf.L I
SOP*l.
:I:II:!I!] I
IAI•IPI>io!oii!II:II!J
DAlE : o:I!] IIIIIIJ
Gambar 2.4 Contoh
SOP
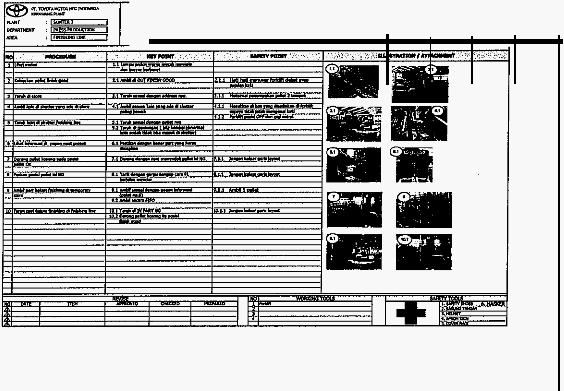
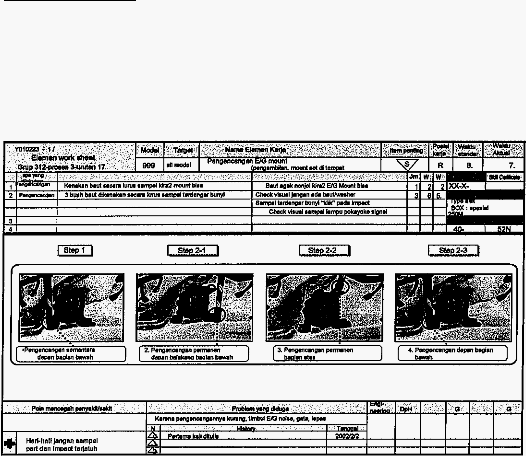
2.4.3
Work Elemen Sheet ( WES)
Adalah
satu lembar
intsruksi
pengawasan
proses
yang
mencantumkan step
gerakan
pekerjaan,
waktu
yang diperlukan,
alat yang dipakai,
poin -poin
perhatian
kualitas, safety, dan
lain -lain.
|
 22
Gambar 2.5
Contoh Work
Elemen Sheet
|