|
BAB 2
LANDASAN TEORI
2.1
Service Operation
2.1.1
Tujuan dan Objektif Service operation
Menurut (Crown, 2011, p4) "Service operation menggambarkan praktik
terbaik untuk mengelola jasa dengan lingkungan yang mendukung, termasuk
pedoman mencapai efektifitas dan efisiensi dalam pengiriman dan dukungan
layanan untuk memastikan nilai bagi pelanggan, pengguna dan penyedia
layanan".
Tujuan strategis yang pada akhirnya diwujudkan melalui service
operation, sehingga membuatnya menjadi kemampuan penting. Service
operation
memberikan pedoman bagaimana menjaga stabilitas dalam service
operation, memungkinkan untuk perubahan dalam desain, skala, ruang lingkup,
dan tingkat pelayanan. Organisasi disediakan dengan pedoman proses rinci,
metode dan alat untuk digunakan dalam kontrol utama dua perspektif reaktif
dan proaktif. Manajer dan praktisi dibekali
dengan pengetahuan yang
memungkinkan mereka untuk membuat keputusan yang lebih baik di berbagai
bidang seperti mengelola ketersediaan layanan, mengendalikan permintaan,
mengoptimalkan pemanfaatan kapasitas, penjadwalan operasi, dan menghindari
atau menyelesaikan insiden layanan dan mengelola masalah.
Menurut
(Crown, 2011, p4) "Service operation
adalah suatu cara dan
panduan praktek terbaik dari suatu siklus service lifecycle dalam ruang lingkup
service operation". Mengetahui suatu proses dalam bisnis menggunakan
panduan praktek untuk menghindari dan mengatasi masalah yang muncul
dalam proses bisnis. Tujuan tahap service operation dari service lifecycle untuk
mengkoordinasikan dan melaksanakan kegiatan dan proses yang dibutuhkan
untuk memberikan dan mengelola layanan di tingkat kesepakatan
untuk
pengguna bisnis dan pelanggan. Service operation
ini juga bertanggung jawab
untuk manajemen yang berkelanjutan dari teknologi yang digunakan untuk
menyampaikan dan mendukung layanan. service operation
merupakan tahap
kritis service lifecycle.
Proses terencana dan baik-diterapkan akan sia-sia jika operasi sehari-hari dari
proses tersebut tidak benar dilakukan, dikontrol dan dikelola. Juga akan
melayani perbaikan mungkin jika kegiatan sehari-hari untuk memantau kinerja,
menilai metrik dan mengumpulkan operasional data tidak sistematis dilakukan
selama service operation.
Staf yang terlibat dalam tahap service operation
siklus hidup layanan harus memiliki proses dan peralatan pendukung di tempat
yang memungkinkan mereka untuk memiliki pandangan keseluruhan operasi
layanan dan pengiriman (bukan menjadi
komponen yang terpisah, seperti
perangkat keras, perangkat lunak aplikasi dan jaringan, yang terintegrasi
sampai akhir untuk memberikan
layanan dari bisnis prespective) ancaman atau
kegagalan terhadap kualitas pelayanan. Menurut (Crown, 2011, p4) Tujuan dari
service operation adalah untuk :
Menjaga kepuasan dan kepercayaan bisnis melalui pelayanan yang efektif
dan efisien dan dukungan yang telah disepakati dalam bisnis.
Meminimalkan dampak dari gangguan-gangguan layanan dari
hari-hari
kegiatan bisnis.
Pastikan bahwa akses
jasa disepakati hanya diberikan kepada mereka yang
berwenang untuk menerima layanan tersebut.
|
 6
2.1.2
Scope Service Operation
Service operation
menggambarkan proses, fungsi dan alat yang
digunakan untuk mendukung kegiatan berkelanjutan yang dibutuhkan
untuk memberikan dan mendukung layanan yang diberikan dalam
publikasi ini termasuk :
a) Service management process
Pengelolaan berkelanjutan eksekusi dari proses manajemen pelayanan
banyak yang dilakukan dalam service operation. meskipun jumlah
proses bisnis (seperti perubahan dan manajemen kapasitas) berasal pada
desain layanan atau tahap layanan transisi dalam service operation.
Beberapa proses yang tidak termasuk secara spesifik dalam service
operation, seperti manajemen strategi untuk layanan dan proses desain
itu sendiri. Proses ini lebih berfokus pada jangka panjang kegiatan
perencanaan dan perbaikan, yang berada di luar lingkup langsung dari
service operation, namun service operation
memberikan masukan dan
pengaruh proses ini secara teratur sebagai bagian dari siklus hidup
manajemen layanan.
b) Human Resource
Terlepas dari apa itu layanan, proses dan teknologi yang dikelola,
mereka semua terkait dengan
manusia. Manusia
adalah orang-orang
yang mendorong permintaan untuk layanan organisasi dan produk dan
itu adalah orang-orang yang memutuskan bagaimana hal ini akan
dilakukan. pada akhirnya, manusia adalah orang-orang yang mengelola
teknologi, proses dan jasa. Kegagalan untuk mengenali hal ini akan
menghasilkan (dan telah menghasilkan) dalam kegagalan kegiatan
manajemen pelayanan.
Service
strategy
Gambar 2.1 Service lifecycle
Service
transition
Service
Design
Service
Operate
|
|
7
2.2
Tata Letak Fasilitas
2.2.1.
Definisi Tata Letak Fasilitas
1. Menurut (Sritomo, 1992, p52),
"Tata letak fasilitas didefinisikan
sebagai tata cara pengaturan fasilitas –
fasilitas fisik pabrik guna
menunjang kelancaran proses produksi"
2. Menurut (Apple, 1990, p2), "Tata letak fasilitas didefinisikan
sebagai menganalisis, membentuk konsep, merancang, dan
mewujudkan sistem bagi pembuatan barang atau jasa".
Kegiatan
perancangan fasilitas berhubungan dengan perancangan susunan
unsur fisik suatu lingkungan.
3. Menurut (Tompkins,
1996, p1), "Facilities planning merupakan
ilmu yang multi disiplin, dimana berkaitan dengan merencanakan
layout fasilitas, memilih material handling
sistem, dan
menentukan peralatan proses yang diperlukan"
2.2.2.
Peranan Perancangan Tata Letak Fasilitas
Menurut (Apple, 1990, p1), perancangan tata letak fasilitas
berperan penting sebagai berikut :
1.
Suatu perencanaan aliran barang yang efisien merupakan
persyaratan untuk mendapatkan produksi yang ekonomis. Aliran
barang dan material handling
yang tepat untuk meningkatkan
efektifitas proses produksi.
2.
Pola aliran barang yang merupakan dasar bagi perencanaan
fasilitas fisik yang efektif. Menerapkan metode aliran u shape,
zigzag
atau garis lurus untuk memudahkan proses material
handling
3.
Perpindahan barang merubah pola aliran statis menjadi suatu
kenyataan yang dinamis, menunjukkan cara bagaimana suatu
barang dipindahkan.
4.
Susunan fasilitas yang efektif disekitar pola aliran barang dapat
menghasilkan pelaksanaan yang efisien dan meminimumkan
biaya produksi.
5.
Biaya produksi minimum dapat memberikan keuntungan
maksimum.
2.2.3.
Tujuan Perencanaan dan Pengaturan Tata Letak Fasilitas
Menurut
(Sritomo, 1992, p53), "Secara garis besar tujuan
utama dari tata letak pabrik ialah mengatur area kerja dan segala
fasilitas produksi yang paling ekonomis untuk operasi produksi, aman
dan nyaman sehingga akan dapat digunakkan untuk menaikkan moral
kerja dan performansi kerja dari operator". Lebih spesifik lagi suatu
tata letak yang baik akan memberikan beberapa keuntungan-
keuntungan dalam sistem produksi, yaitu sebagai berikut.
1. Menaikkan Output Produksi
Biasanya tata letak yang baik akan memberikan output
yang lebih
besar dengan ongkos yang sama atau lebih sedikit, man
hour
yang
lebih kecil, dan mengurangi jam kerja mesin.
2. Mengurangi Waktu Tunggu (Delay)
|
|
8
Mengatur keseimbangan antara waktu untuk operasi produksi dan
beban dari masing-masing departemen atau mesin sehingga akan
mengurangi delay yang berlebihan
3.
Mengurangi Proses Pemindahan Barang (Material handling )
Tata letak yang baik akan lebih menekankan untuk meminimalkan
aktifitas-aktifitas
pemindahan bahan pada saat proses produksi
berlangsung. Hal ini akan mendapatkan penghematan biaya
pemindahan bahan, penyalahgunaan yang baik akan pemakaian
mesin, tenaga kerja atau fasilitas produksi, mengurangi
work in
process, meyingkatkan proses, mengurangi kemacetan dan lainnya
2.2.4.
Masalah Dalam Perancangan Fasilitas
Menurut (Apple, 1990, p16), terdapat beberapa permasalahan dalam
perancangan fasiltas yaitu :
Perubahan rancangan
Merubah keseluruhan atau sebagian rancangan dari tata letak
berdasarkan proses dalam produksi dan fungsi dari mesin produksi
yang sama, merubah rancangan agar lebih efektif dengan
mendekatkan antar departemen dan fungsinya.
Perluasan departemen
Perubahan yang dilakukan akan menambah luas lantai produksi antar
departemen, dan perubahan ini bisa juga mengurangi pemakaian luas
lantai produksi sesuai dengan kebutuhan.
Pengurangan departemen
Pengurangan departemen dilakukan apabila terjadi penurunan jumlah
produksi dalam jumlah yang besar dan kondisi jumlah produksi tetap.
Penambahan produk baru
Penambahan produk baru juga menjadi factor permasalahan dalam
perancangan fasilitas. Hal ini disebabkan adanya perbedaan antara
produk lama dengan produk baru.
2.3
Metode Tata Letak Fasilitas
Metode yang dilakukan dalam perancangan tata letak fasilitas dengan
menggunakkan beberapa teknik diantaranya:
2.3.1.
Activity Relation
Menurut (Tompkins, 1996, p79), activity relationship
beberapa
pertimbangan dalam proses perencanaan fasilitas. Berikut beberapa
primary relationship yang menjadi pertimbangan :
a. Organizational relationship
Hubungan antar organisasi baik secara fungsi dan proses yang
dilakukan.
b.
Flow relationship (centralized dan decentralized material control,
shop floor control, level automation)
Hubungan aliran antar
departemen untuk memudahkan material handling
c. Environmental relationship (pertimbangan keselamatan, temperature,
kebisingan, debu).
Hubungan aktifitas produksi dengan lingkungan
kerja menjadi pertimbangan penting untuk produktifitas dan
performance para pekerja.
|
|
9
2.3.2.
Activity Relationship Chart (ARC)
Menurut (Apple 1990, p226-227), "Peta keterkaitan kegiatan adalah
teknik ideal untuk merencanakan keterkaitan antara setiap kelompok
kegiatan yang saling berkaitan". Kegunaan dari peta keterkaitan
(Activity Relationship Chart) adalah sebagai berikut :
a. Penyusunan urutan pendahuluan bagi satu peta dari-ke
Mengetahui proses selanjutnya secara berurutan agar meningkatkan
efektifitas dari proses, dan mencegah terjadinya proses yang
berulang.
b.
Lokasi terdekat dari pusat kerja atau departemen dalam satu kantor
Mendekatkan antar departemen berdasarkan proses dan fungsi yang
sama.
c. Lokasi kegiatan dalam satu usaha pelayanan
Menggabungkan dua kegiatan yang sama dalam satu departemen
dengan tujuan meminimalkan biaya untuk penambahan lantai
departemen dengan memaksimalkan fungsi dalam satu departemen.
d. Lokasi pusat kerja dalam operasi perawatan atau perbaikan
Mendekatkan lokasi operasi dan maintenance
agar memudahkan
perawatan dan perbaikan mesin dan fasilitas produksi.
2.3.3.
Area Allocation Diagram (AAD)
Menurut (Apple, 1990, p229-231), "Diagram keterkaitan kegiatan
(activity relationship) dibuat mengggunakkan informasi dari peta
kegiatan (activity relationship chart) yang digunakan menjadi dasar
perencanaan keterkaitan antara pola aliran barang dan lokasi kegiatan
pelayanan dihubungkan dengan kegiatan produksi". AAD merupakan
tools untuk memudahkan tata letak pabrik dalam menentukan area
yang saling berdekatan, keuntungan menggunakan AAD adalah
sebagai berikut :
a.
Pembagian wilayah kegiatan yang sistematis
Pembagian wilayah yang sistematis antar departemen dengan
memperhitungkan aliran lantai produksi dan material handling
yang digunakan.
b.
Memudahkan dalam proses tata letak
Memudahkan dalam penempatan dan pencarian dengan material
handling yang digunakan.
c.
Meminimumkan ruang yang tidak terpakai
Material handling
dan line
produksi yang baik dapat
meminimumkan ruang yang tidak terpakai
d.
Menterjemahkan perkiraan area ke dalam suatu pengaturan
pendahuluan yang dapat dilihat secara menyeluruh
Layout yang mudah di deskripsikan secara keseluruhan yang dapat
memudahkan digunakan menjadi salah satu tools
yang bisa
digunakan apabila ada penambahan dan pengurangan departemen.
e. Memberikan perkiraan luas total yang mendekati aktual
Perkiraan luas total mendekati actual
dapat menjadi dasar untuk
perencanaan selanjutnya
|
 10
2.3.4.
Penempatan Berdasarkan Lokasi dan Fungsi
a. Fix Position Layout (Tetap)
Teknik dalam perancangan tata letak juga harus memperhatikan
lokasi dalam penempatan product dan machine. Untuk penempatan
produk maupun mesin dalam lantai produksi juga dapat dilakukan
dengan penempatan dengan lokasi yang tetap. Fix Position
Layout
biasanya
diterapkan dengan mengukur pergerakan produk
dan
mesin
dalam kegiatan produksi yang menghasilkan produk dengan
skala yang besar.seperti dalam pembuatan kapal laut. Tata letak
untuk
Fix Position
Layout
digambarkan dengan contoh sebagai
berikut :
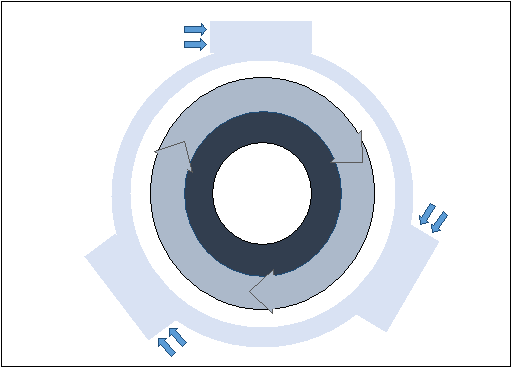
Gambar 2.2 Tata Letak Fix Position Layout
Fix Position Layout merupakan teknik yang tepat apabila kegiatan
produksi menghasilkan produk-produk dengan skala besar. Posisi
objek produksi yang tetap dengan bantuan mesin disekeliling yang
bergerak dan bekerja sesuai fungsinya.
|
 11
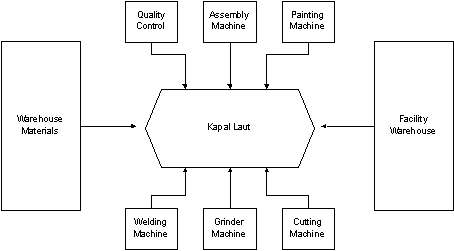
b.
Location Group (Kelompok)
Perancangan tata letak berdasarkan pengelompokan produk atau
komponen produksi tidak pada kesamaan jenis hasil akhir produksi,
tetapi langkah pada proses, penggunaan mesin dan peralatan yang
dipakai.
Tata letak dengan pengelompokan digambarkan dengan
contoh sebagai berikut :
Gambar 2.3 Tata Letak Location Group
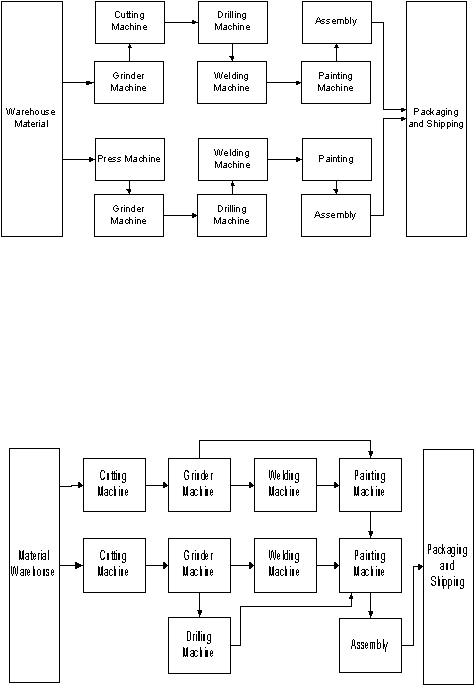
c. Process Function (Fungsi)
Merupakan perancangan tata letak dengan menempatkan mesin dan
peralatan dalam satu departemen yang sama. Dengan tujuan bahwa
mesin dan peralatan digunakan dengan fungsi kerja dan proses yang
sama. Metode ini sangat tepat dalam membuat variasi produk
dengan volume produksi yang rendah
digambarkan dengan contoh
sebagai berikut :
Gambar 2.4. Tata Letak Process Function
|
 12
2.4
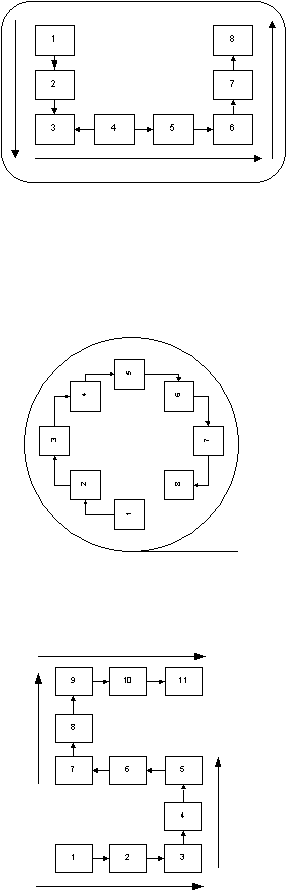
Pola Aliran Perpindahan Material dan Bahan
Menurut (Sritomo, 2009, p259-261) "Pola aliran diklasifikasikan sebagai pola
aliran horizontal dan aliran vertical. Pola aliran horizontal yang dikenal ada
sekitar 5 pola, yaitu straight line (I-Flow), L-Flow, U-Flow, O-Flow, S-Flo".
2.4.1.
Pola Aliran Horizontal
1. Straight Line (I-Flow)
Pola garis lurus (straight line) umum dipakai untuk proses yang
singkat dan sederhana, dimana terdiri dari beberapa komponen dan
perlengkapan untuk proses produksi. Tujuan dari straight line
adalah
untuk mendapatkan jarak terpendek antara dua titik sehingga material
handling kecil dan jarak sependek pendeknya.
Gambar 2.5 Pola Garis Lurus (Straight Line)
2. L-Flow
Pola menyerupai sudut siku-siku 90
O
umum digunakan untuk
lokasi produksi yang terbatas dan persegi untuk memaksimalkan ruang
dan area lantai produksi.
Gambar 2.6 Pola L-Flow
3. U-Flow
Tujuan pola aliran ini adalah bahwa awal dan akhir proses
diharapkan
berada pada lokasi yang sama, dengan demikian dapat
memudahkan transportasi dan pemanfaatan fasilitas serta pegawasan
keluar masuk material. Hal terpenting tidak terjadi aliran berulang dan
bersilang, apabila terjadi masalah pada proses dalam aliran U-Flow
dapat dideteksi dengan mudah.
|
 13
Gambar 2.7 Pola U-Flow
4.
O-Flow
Pola aliran ini bahwa hasil produksi diharapkan berada pada titik awal
aliran produksi dimulai.
Teknik O-Flow
juga baik digunakan dalam
antar departemen dari suatu pabrik yang saling terkait untuk proses
berikutnya.
Gambar 2.8 Pola O-Flow
5.
S-Flow
Pola aliran S-Flow digunakan pada kondisi seperti keterbatasan
ruang dan proses material handling secara mekanis
Gambar 2.9 Pola S-Flow
|
 14
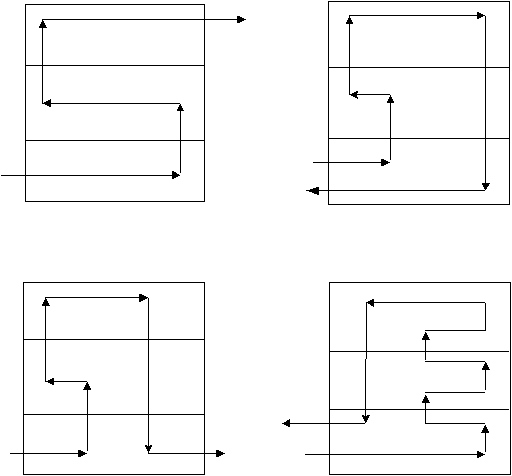
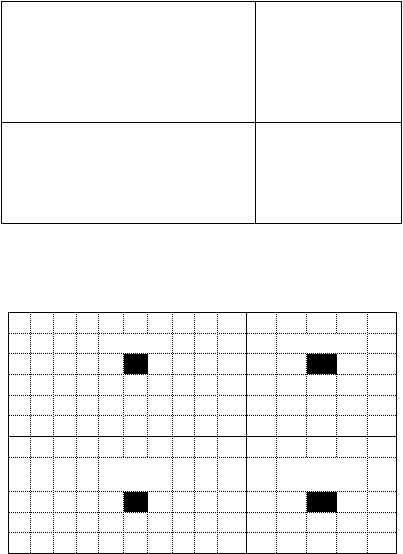
2.4.2.
Pola Aliran Vertikal
Untuk pola aliran vertical flow model umum diaplikasikan pada lantai
bertingkat dengan metode single-story maupun multiple story buildings
Gambar 2.10 Pola Aliran Vertikal
Pola aliran (a) digunakan pada amtar bangunan dan terjadi
perpindahan material menuju pada level
bangunan yang paling atas.
Pola aliran (b) digunakan apabila proses perpindahan material pada
lantai dasar
yang
dimanfaatkan sebagai pintu keluar masuk material.
Pola aliran (c) digunakan apabila aliran keluar masuk material
diharapkan pada titik yang sama. Pola aliran (d) adalah sentralisai
perpindahan material antara lantai yang sama.
$
'
%
&
|
|
15
2.5
Analisa Pendekatan Aliran Material
Menurut (Sritomo, 2009, p263-266) "Analisa mengenai aliran material
adalah merupakan hal terpenting di dalam perancangan layout
". Berbagai
macam aliran material dan cara menggambarkannya dengan menggunakan
simbol ASME seperti :
Flow Proses Chart
Flow Diagram
Multiproduct Process Chart
From to Chart
Activity Relation Chart
Assembly Chart, dan lain lain.
Flow proses chart dan flow diagram merupakan suatu langkah pendekatan
dalam merancang layout
. Dengan adanya flow process
chart dan flow
diagram
dapat dengan mudah mengetahui dan menentukan aliran material
seperti yang kita harapkan. Industri manufaktur dalam proses kerja
menekankan aliran material
dengan jarak terpendek untuk meningkatkan
jumlah produksi. Analisa layout umum menggunakan From to Chart dalam
mengatur serta menentukan letak lokasi mesin dan pemindahan material,
dengan tujuan meminimalkan waktu aliran pemindahan material. Activity
Relation Chart
merupakan suatau cara untuk menganalisa aliran material
berdasarkan hubungan aktifitas dari suatu proses produksi atau perpindahan
material.
2.5.1.
Activity Relationship Analysis
Analisa hubungan aktifitas alian material (material handling )
merupakan suatu metode yang umum digunakan dalam perencanaan
layout
. Dengan memanfaatkan hubungan dari antar fasilitas dalam
melakukan aliran material. Mengetahui hubungan antar fasilitas
dengan demikian kita dapat menentukan lokasi terbaik antar fasilitas
berdasarkan kepentingan dan hubungan yang banyak dilakukan antara
satu fasilitas dengan fasilitas lain. Tujuan dari Activity Relation
Analysis
adalah memperpendek jarak antar fasilitas yang seringkali
berhubungan, dengan harapan
dapat
memberikan efektifitas alian
material
dalam proses produksi.
Activity Relationship Analysis
dilakukan menggunakan
Activity Relation Chart
atau sering disebut
REL Chart
singkatan dari Relationship Chart, analisa dilakukn
berdasarkan pertimbangan yang sifatnya kualitatif. Rich and Muther
adalah pengembang dari REL atau ARC dengan melakukan analisa
berdasarkan kedekatan dari beberapa departemen satu dengan yang
lain. Menentukan kedekatan departemen tersebut dapat dilakukan
dengan mengetahui proses yang dilakukan tiap departemen, hubungan
yang terjadi dalam siklus kerja yang dilakukan setiap waktunya.
Untuk mengetahui hal tersebut umum digunakan From to Chart yang
menlai tingkat kedekatan antar departemen melalui hubungan yang
terjadi dalam silkus kerja setiap waktunya. Tingkat kedekatan antar
departemen yang bersifat kuantitatif dalam penggunaan From to
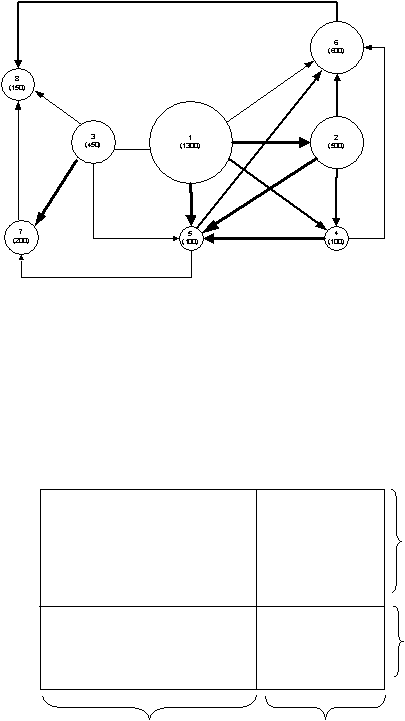
Chart. Berikut digambarkan contoh ARC antar departemen :
|
 16
Gambar 2.11 ARC untuk After Sales Operation
A
: Sangat dekat dan sangat penting dan selalu berhubungan
E : Penting dan sering berhubungan
I : Penting
O : Biasa
U : Tidak ada hubungan
2.5.2.
Relationship Diagram
Setelah melakukan analisa tingkat aktifitas antar departemen
dari ARC
atau REL yang diperhatikan hanya bersifat kualitatif saja,
langkah berikutnya melakukan design
layout dengan pola diagram
hubungan antar departemen. Apabila
dalam analisa ternyata yang
lebih dominan material handling
bersifat kuantitatif maka langkah
selanjutnya membuat flow diagram
hubungan material handling
antar departemen.
Bilamana kedua aspek dipertimbangkan antara
aktifitas dan material handling
maka kombinasi keduanya harus
dilakukan, untuk kombinasi tersebut disimulasikan dalam REL
Diagram. Berikut digambarkan contoh REL Diagram dari tingkat
kedekatan pada ARC pada contoh gambar sebelumnya :
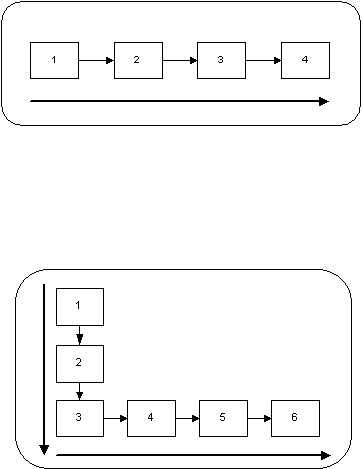
Gambar 2.12 Flow Diagram ARC
1.
Ruang Operation
2.
Ruang Marketing
3.
Ruang Staff
4.
Ruang Manager
5.
Ruang Supervisor
6.
Ruang Pelayanan
7.
Ruang Lounge
8.
Ruang Gudang
A
I
I
A
O
U
U
U
I
A
I
U
U
U
O
U
E
O
A
O
U
U
I
O
U
u
I
O
|
 17
Keterangan :
A
E
I
O
2.6
Ratio Trend And Projection Method
Perbandingan antara kecenderungan dan proyeksi luasan yang ada
menjadi salah satu metode yang dapat digunakan untuk mengetahui luasan
area yang ada. Untuk menggunakan Ratio Trend And Projection Method
sebaiknya melakukan suatu perbandingan terlebih dahulu pada bagian bagian
yang bisa diukur. Apabila diambil contoh seperti ukuran lantai produksi per
meter persegi per jam kerja, per produk yang dihasilkan, material handling
dan fasilitas lain yang mendukung dalam lantai prroduksi.
Menurut (Sritomo, 2009, p268-270) untuk menentukan luasan area, maka
area pabrik yang harus disediakan harus meliputi luasan area untuk :
1.
Raw material storage
Ruang gudang untuk menyimpan bahan mentah untuk proses produksi,
sesuai dengan kapasitas produksi dengan waktu yang ditentukan.
2.
In process inventory storage
Ruang penyimpanan untuk bahan atau produk yang telah dikerjakan
dalam satu proses dan akan ke proses selanjutnya.
3.
Finish good product storage
Ruang penyimpanan untuk produk jadi disesuaikan dengan kapasitas
produksi per hari atau sesuai dengan kebutuhan.
4.
Aisles, cross aisles and main aisles
Jalur lintasan dengan ukuran untuk lintasan aliran material dan lintasan
pejalan kaki, lintasan bersilang dan lintasan utama.
5.
Receiving and shipping department
Ruang departemen yang bertugas untuk penerimaan material dan
pengiriman produk jadi.
6.
Material handling equipment storage
Ruang penyimpanan untuk keperluan peralatan material handling ,
disesuaikan dengan peralatan material handling yang digunakan.
7.
Office
8.
Health, medical facilities, food service, etc
Ruang kesehatan
dan perawatan medis untuk para pekerja dan ruang
makan karyawan dan staff.
9.
Parking Lot
Ruang parkir kendaraan karyawan dan tamu.
2.6.1
Perancangan Layout
Dengan analisa yang telah dibuat antara hubungan tingkat
aktifitas dan aliran diagram antar departemen yang telah ditentukan
dan dipertimbangkan sesuai dengan hasil analisa, maka perancangan
layout dapat segera dibuat. Dengan mengkombinasikan pertimbangan
antara kebutuhan luas area tiap departemen dengan REL diagram dan
Systematic Layout Planning (SLP), maka kombinasi keduanya dapat
dibuat dalam model Space Relationship Diagram. Berikut contoh
|
 18
kombinasi antara REL diagram dengan Space Relationship
Diagram:
Gambar 2.13 Space Relationship Diagram
2.6.2
Perencanaan Layout Dengan Metode Algoritma Craft
Menurut (Purnomo, 2004, p187-191)
"Algoritma CRAFT
memerlukan input yang berupa tata letak awal, data aliran (frekuensi
perpindahan), data biaya (OMH persatuan jarak), dan jumlah
departemen yang tidak berubah (fixed)".
1.
Tata Letak Awal
Merupakan skema layout awal sebelum perbaikan, ukuran jarak
panjang dan lebar layout keseluruhan, seperti gambar berikut :
Gambar 2.14 Tata letak layout departemen
10
5
Stockyard
Station Cuci
Maintenance
Receiving
6
5
5
10
|
 19
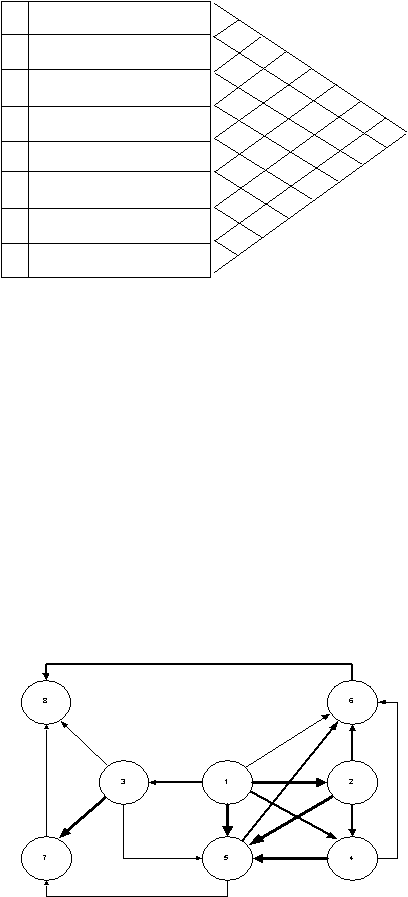
2.
Simulasi Matrik
Membuat suatu format peta matrik dari layout, setiap departemen
memiliki jarak panjang dan lebar yang di simulasi menjadi matrik
seperti contoh dbawah ini :
D
D
D
D
D
D
D
D
D
D
B
B
B
B
B
11
D
D
D
D
D
D
D
D
D
D
B
B
B
B
B
10
D
D
D
D
D
D
D
D
D
D
B
B
B
B
B
9
D
D
D
D
D
D
D
D
D
D
B
B
B
B
B
8
D
D
D
D
D
D
D
D
D
D
B
B
B
B
B
7
D
D
D
D
D
D
D
D
D
D
B
B
B
B
B
6
C
C
C
C
C
C
C
C
C
C
A
A
A
A
A
5
C
C
C
C
C
C
C
C
C
C
A
A
A
A
A
4
C
C
C
C
C
C
C
C
C
C
A
A
A
A
A
3
C
C
C
C
C
C
C
C
C
C
A
A
A
A
A
2
C
C
C
C
C
C
C
C
C
C
A
A
A
A
A
1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Gambar 2.15 Matriks elemen layout
3.
Menentukan Lokasi Central Dari Tiap Departemen
11
Stockyard
Maintenance
10
9
8
7
6
5
Station
Cuci
Receiving
4
3
2
1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Gambar 2.16 Titik pusat koordinat departemen
Lokasi Central :
(Xa, Ya) = (6 , 9)
(Xc, Yc) = (13 , 3)
(Xb, Yb) = (13 , 10 )
(Xd, Yd) = (6 , 3)
Dari masing-masing
departemen di tentukan koordinat titik
pusat (centroid) dihitung jarak rectilinear
dari tiap departemen
berdasarkan koordinat yang telah ditentukan dan tidak ada nilai
negatif. Contoh perhitungan sebagai berikut :
Perhitungan jarak rectilinear dari departemen A ke B, C, D
[Xa - Xb] + [Ya - Yb] = [6 - 13] + [9-10] = 8
[Xa - Xc] + [Ya - Yc] = [6 - 13] + [9-3] = 1
[Xa - Xd] + [Ya - Yd] = [6 - 6] + [9-3] = 12
|
 20
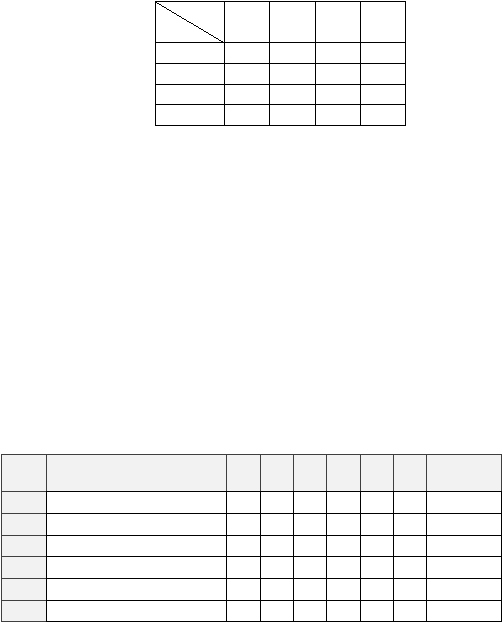
4.
Tabel From to chart
Hasil dari perhitungan jarak rectilinear tiap departemen menjadi
biaya per satuan jarak dan di tempatkan pada tabel.
Tabel 2.1 From to chart
Dari empat bagian proses dilakukan secara berulang sampai
diperoleh jarak terpendek dengan biaya persatuan jarak yang
minimal. Jarak terpendek diperoleh dengan cara menata ulang
penempatan fasilitas layout fisik yang bukan fixed departemen.
2.6.3
Perencanaan Layout Dengan Metode BLOCPLAN
Metode lain dalam perancangan layout adalah dengan
menggunakan metode BLOCPLAN, dimana metode BLOCPLAN
sama halnya dengan CRAFT. Biaya tata letak dapat diukur
berdasarkan ukutan jarak maupun kedekatan. Menurut (Purnomo,
2004, p207-212) "BLOCPLAN juga mempunyai kelemahan yaitu
tidak akan menangkap initial layout secara akurat dan tata letak tidak
dapat dilakukan dengan mengkombinasikan kedua data, peta
keterkaitan dan data aliran.
Berikut gambar peta keterkaitan
BLOCPLAN
No.
Departemen
A
B
C
D
E
F
Luas
area
1
Station Maintenance
-
O
E
I
A
I
242 m
2
Stockyard
I
I
U
O
2100 m
3
Station Cuci Kendaraan
A
U
U
64 m
4
Station Receiving
O
U
48 m
5
Staiton Salon
O
242 m
6
Gudang Parts dan Bahan
-
42 m
Keterangan :
A
: Sangat dekat dan sangat penting dan selalu berhubungan
E : Penting dan sering berhubungan
I : Penting
O : Biasa
U : Tidak ada hubungan
From
A
B
C
D
A
-
8
1
12
B
-
-
-
-
C
-
-
-
-
D
-
-
-
-
To
Tabel 2.2 Peta keterkaitan antar station
|
 21
2.6.4
Perencananaan Layout Dengan Metode LOGIC
LOGIC (Layout Optimization with Guillotine Induced Cuts) Menurut
(Tompkins, 1996, p350) dalam menggambarkan LOGIC, kita
mengasumsikan bahwa peta from-to chart diberikan sebagai input data untuk
aliran
dan
juga menganggap bahwa tata letak "biaya" diukur dengan fungsi
tujuan berdasarkan jarak yang ditempuh. Departemen yang dihasilkan oleh
LOGIC dengan syarat bangunan berbentuk bangunan persegi panjang dan
tata letak diwakili secara kontinyu.
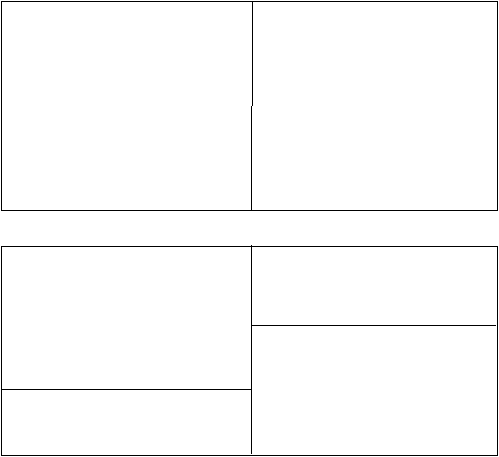
Berikut gambar layout
dengan metode
LOGIC
180'
180'
180'
180'
Gambar 2.17 Layout dengan potongan vertical dan horizontal LOGIC
Metode LOGIC
didasarkan dengan
membagi bangunan menjadi bagian-
bagian yang lebih kecil dengan membagi secara
berurutan pemotongan
"guillotine" , yaitu garis-garis lurus yang berjalan dari satu ujung bangunan
yang lain. Masing-masing departemen dibagi berdasarkan pemotongan dengan
garis
vertikal atau pemotongan horisontal. Jika pemotongan dengan garis
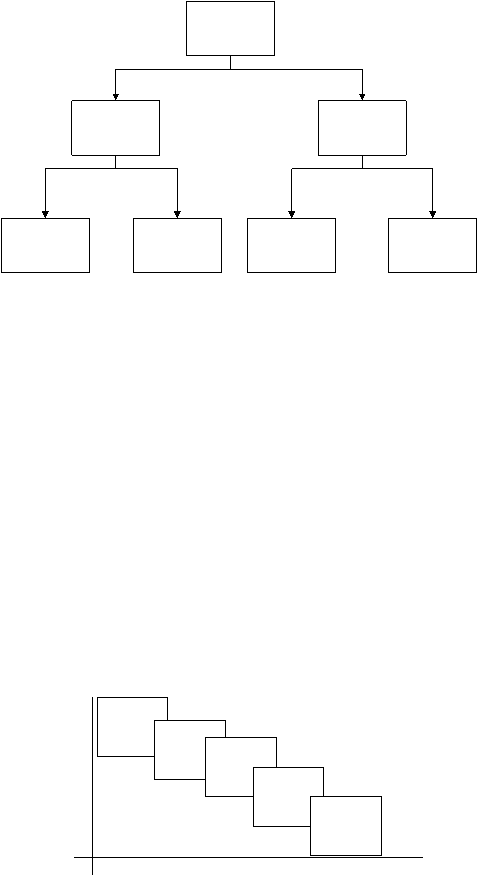
vertikal, maka departemen dibagi dengan sisi timur dan barat. Perencanaan
layout dengan metode LOGIC seperti yang membuat suatu diagram pohon
dimulai dari keseluruhan departemen sampai pada masing-masing departemen,
dimana pemotongan untuk membagi tiap departemen dilakukan secara acak.
A,C,D
B,E,F
200'
40'
160'
50'
150'
D
E
A,C
B,F
|
 22
Berikut gambar layout dengan LOGIC dalam bentuk diagram pohon
Gambar 2.18 Perencanaan layout dengan LOGIC dalam bentuk diagram pohon
2.7
Facility Planning
Menurut (Hatice ,2006, p355-366)
Perencanaan fasilitas yang
berkaitan dengan
perancangan tata letak dan
mesin serta kegiatan dari
suatu
sistem di dalam
lingkungan perusahaan. Selanjutnya perancangan
tata letak
fasilitas adalah
bagaimana mengatur, menemukan,
dan mendistribusikan
peralatan dan dukungan layanan semua fasilitas yang ada di manufaktur agar
dapat meminimalkan waktu produksi. Di samping itu dapat memaksimalkan
fleksibilitas operasional dan pengaturan
serta
Work In Process
(WIP) untuk
memaksimalkan produktovitas
pabrik sesuai dengan jadwal produksi. Pada
sistem manufaktur
terdapat
tiga jenis utama tata letak
yaitu
tata letak
berdasarkan lantai produksi, tata letak berdasarkan proses produksi, dan tata
letak berdasarkan kelompok alat atau fasilitas yang memiliki hubungan yang
tinggi.
Selanjutnya tata letak di kategorikan menjdi tiga bagian yaitu aliran
garis, sel, dan pusat. Perbedaan antara jenis tata letak yang dibuat berdasarkan
karakteristik sistem seperti volume produksi dan keanekaragaman
produk
yang di produksi. Tata letak produk (flow
shop) dikaitkan dengan volume
produksi tinggi dan berbagai produk rendah, sementara tata letak proses (job
shop) dikaitkan dengan volume produksi rendah dan variasi produk yang
tinggi.
A
,
B
,
C
,
D
,
E
,
F
A
,
C
,
D
B
,
E
,
F
D
A
,
C
E
B
,
F
Gambar 2.19 Tipe aliran dalam perancangan fasilitas
Product
layout
Flow
line
cell
center
Process
layout
High
High
Low
Low
|
 23
2.7.1
SFLA MCRAFT
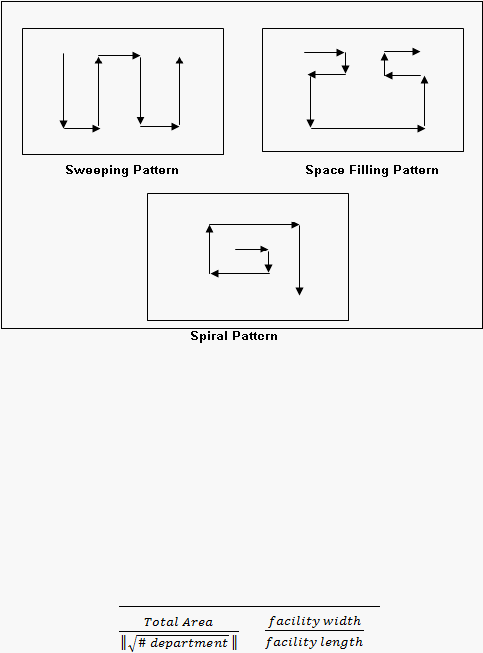
SFLA, adalah singkatan dari Spiral Facility Algoritma Layout .
Algoritma ini berdasarkan
metode MCRAFT
(Multiple
Computerized
Relative Allocation Facilities Teqhnique)
Proses aliran dan tata letak
diperlukan
untuk mengisi ruang, rute
dan jarak perpindahan dengan pola
spiral. Metode spiral bertujuan untuk pemusatan tiap departemen dan
mengelompokan tiap departemen dengan titik pusat departemen dengan pola
aliran spiral, dan antar departemen yang memiliki hubungan
terkait yang
tinggi agar dapat
mengurangi jarak
antar
departemen.
Dengan demikian
proses material handling
menjadi lebih mudah dan efisien. Fungsi tujuan
dihitung sesuai berdasarkan jarak perpindahan dan material handling antar
departemen. Aliran antar departemen dan
material handling
cost yang
digunakan untuk memindahkan barang juga ikut dihitung. Berikut pola aliran
material handling dengan pola spiral.
sumber: data jurnal
Gambar 2.20 Pola aliran SFLA
Pola spiral (SFLA) bergerak dimulai dari titik mulai material handling
sampai pada akhir departemen. Jarak dan material handling
di anggap
sebagai cost, semakin jauh jarak material handling
akan berbanding lurus
dengan cost yang di keluarkan.
2.7.2
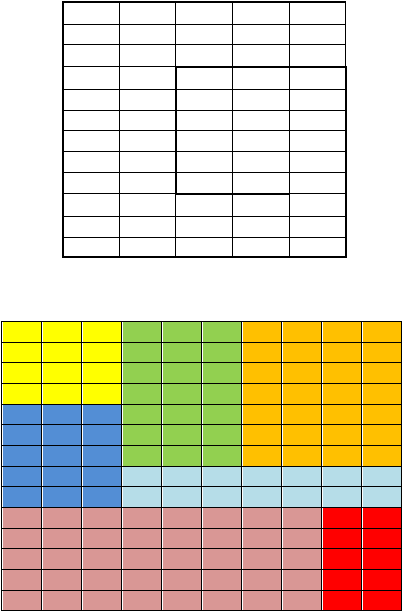
Block Sizes
Perancangan layout dan fasilitas dimulai dengan membuat block pada
area sesuai dengan kebutuhan luas area untuk mesin atau lantai produksi
.Ukuran blok dihitung sesuai dengan lebar dan panjang yang diberikan
fasilitas. Perhitungan ukuran blok yang disarankan adalah
untuk lebar blok,
ukuran secara langsung berkaitan dengan luas area departemen dan lebar
rasio panjang dari total area.
Block Width =
v
x
2
|
 24
Teknik Block Size diterapkan karena di perlukan panjang / lebar rasio
dan alokasi
untuk semua ruang yang dibentuk oleh tools, machine dan
material handling . Apabila ukuran yang di berikan tidak sesuai dengan rasio
dimensi dari lantai produksi maka di berikan batas toleransi pada layout
plan. Batas toleransi
di sesuaikan dengan berbagai ukuran yang dapat di
adaptasi dan dapat berubah ke ukuran yang di butuhkan apabila ada perluasan
lantai produksi. Untuk menghitung batas toleransi, diperlukan fasilitas pabrik
luas area
untuk rasio panjang diambil dan rasio ini dikalikan dengan (1 +
(faktor toleransi)) sebagai batas atas dan dikalikan dengan (1 -
(faktor
toleransi)) sebagai batas bawah. Kemudian area pabrik yang telah di tentukan
di buat standar ukuran yang telah di sertakan rasio batas toleransi baik
panjang maupun lebar lantai produksi.
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
K
Gambar 2.21 Design spiral material handling pada lantai produksi
Gambar 2.22 Design akhir pada lantai produksi
A
A
A
B
B
B
E
E
E
E
A
A
A
B
B
B
E
E
E
E
A
A
A
B
B
B
E
E
E
E
A
A
A
B
B
B
E
E
E
E
C
C
C
B
B
B
E
E
E
E
C
C
C
B
B
B
E
E
E
E
C
C
C
B
B
B
E
E
E
E
C
C
C
D
D
D
D
D
D
D
C
C
C
D
D
D
D
D
D
D
F
F
F
F
F
F
F
F
G
G
F
F
F
F
F
F
F
F
G
G
F
F
F
F
F
F
F
F
G
G
F
F
F
F
F
F
F
F
G
G
F
F
F
F
F
F
F
F
G
G
|
 25
2.7.3
Perancangan Ulang Fasilitas Dengan Metode Algoritma CRAFT
Menurut (Sahroni, 2003, p72-82) CRAFT
(Computerized Relative
Allocation Facilities Teqhnique)
Merupakan algoritma improvement
yang
memerlukan initial layout (design
layout
awal) yang sudah ada dan biaya,
CRAFT menggunakan teknik from-to chart
untuk menghitung jarak
perpindahan berdasarkan data aliran material antar departemen. Biaya layout
di tentukan oleh jarak centroid dan ntidak di batasi dalam bentuk persegi
panjang (rectangular). Kelebihan CRAFT dapat di terapkan pada bentuk
bangunan yang tidak beraturan secara akurat dengan adanaya departemen
"dummy".
a)
Metode pengumpulan data yang digunakan :
Penelitian lapangan (observasi) kondisi aliran material handling dan
initial layout design
Wawancara (interview) dengan bagian atau departemen terkait flow
material handling
Study pustaka
b) Sumber data :
Data primer merupakan data yang di peroleh langsung dari sumber
objek penelitian
Data sekunder merupakan data yang berasal di lur dari objek penelitian
yang berasal dari pihak lain yang telah melakukan penelitian .
c)
Pengaturan tata letak pabrik
Integrasi semua faktor terkait dalam proses produksi secara total yang
menjadi satu unit operasi yang besar
Material handling antar departmen seminimal mungkin dengan cara
mengetahui keterikatan antar departemen dan menempatkannya
sedekat mungkin untuk meminimalkan material handling
Flow proses produksi yang berlangsung tanpa hambatan dengan cara
menghilangkan adanya perpindahan secara berulang (backtrackting)
dan gerakan silang (cross traffic)
Semua area dan departemen terkait di manfaatkan secara efektif dan
efisien
dengan cara pengaturan ruangan, bahan baku, mesin dan
peralatan secara ergonomi yang mendukung proses produksi
Pengaturan tata letak pada lantai produksi yang fleksibel agar dapat di
lakukan re-layout yang baru secara efektif dan efisien
d) Analisa from-to chart
Analisa from-to chart dengan langkah-langkah awal dari from-to chart lalu
menyusun data terkait persentasi besar material handling dari data yang telah
ada. perhitungan besar material handling dengan cara:
% of Volume Handling =
x 100%
e)
Analisa jarak material handling
Jarak X1 - X2 = [X1-X2] + [Y1 - Y2]
= Xtotal
f)
Analisa biaya material handling dengan cara menentukan nilai investasi,
operasi dan operator dari material handling tersebut
|
 26
2.7.4
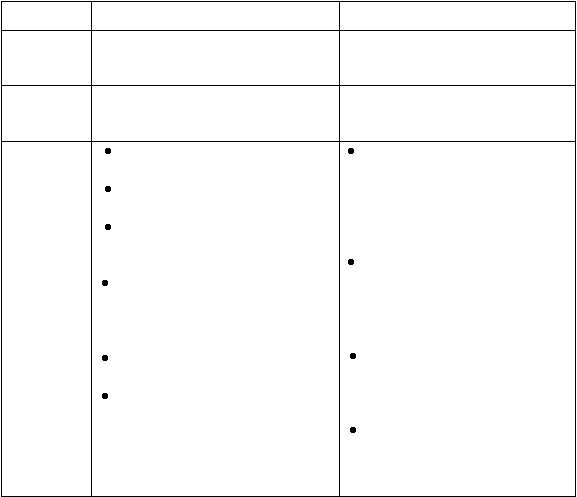
Effective Facilities Planning Optimization Then Simulation
Dalam peranganan tata letak fasilitas di butuhkan susunan kegiatan
serta pertimbangan jarak hubungan antar departemen. Terkait tata letak
fasilitas yang termasuk dalam perancangan ruang arsitektur, manufaktur
merupakan bagian dari rancangan fasilitas yang mencakup secara global
seperti area pabrik, bentuk bangunan dan material handling. Menurut Grajo
(1996, p510-514), optimasi tata letak dan simulasi
adalah dua tugas yang
sangat penting untuk setiap perencanaan fasilitas
dan studi tata letak.
Menurut Burgess dkk. (1993), simulasi adalah satu-satunya metodologi yang
cukup kuat
untuk secara sistematis
meneliti peran dan dampak dari
kompleksitas produk
dan variabel penting lainnya pada kinerja pabrik.
Paradigma tata letak di terapkan dengan proses simulasi lebih dahulu akan
menghasilkan 10-15% peningkatan dan kehilangan kesempatan untuk
perubahan perbaikan yang lebih besar, seandainya optimasi tata
letak
di
lakukan terlebih dahulu lalu di simulasi.
sumber: data jurnal
Paradigma
Tata letak lalu simulasi
Simulasi lalu tata letak
Keyakinan
Analisis simulasi bersifat lokal,
dimana tata letak optimasi bersifat
global
Studi simulasi tata letak sebelum
menghasilkan layout yang efisien
dan realistis
Manfaat
Efisiensi waktu
Memberikan perkiraan yang
akurat dan aliran untuk optimasi
tata letak dari simulasi
Penerapan
Meningkatkan tata letak yang
ada
Menyelesaikan kemacetan dan
kemacetan dalam tata letak
Hanya parameter proses
sistem kecil yang perlu
disesuaikan
Teknologi membutuhkan
jenis tata letak khusus
dan simulasi
untuk verifikasi
Perilaku stokastik tidak
signifikan
Fokus pada meminimalkan
jarak
Membuat layout baru untuk
sistem yang pameran
signifikan:
-
Perilaku / permintaan
stokastik dan / atau
-
Interaksi kompleks
Kebijakan / teknologi
operasional utama adalah tidak
ditentukan atau perlu tata letak
sebelum dibenarkan
optimasi
Simulasi digunakan untuk
menghasilkan arus acak untuk
diberi makan untuk rutin tata
letak
Mengatasi kemacetan arus dan
kemacetan memiliki
prioritas lebih tinggi daripada
mengurangi jarak
Tabel 2.3 Analisa Perbandingan Simulasi dan Optimisasi Layout
|