|
7
BAB 2
LANDASAN TEORI
2.1
Peta Kerja
Peta kerja atau biasa
disebut Peta Proses (process chart) merupakan alat
komunikasi yang sistematis guna menganalisa proses kerja dari tahap awal sampai
akhir. Dan melalui peta kerja ini kita dapat melihat semua urutan proses kerja yang
dialami oleh suatu benda kerja atau input dari saat mulai masuk ke lokasi
kegiatan/pabrik kemudian menggambarkan semua langkah-langkah aktivitas yang
dialaminya seperti: transportasi, operasi kerja, inspeksi, menunggu (delay) dan
menyimpan, sampai akhirnya menjadi suatu produk akhir, baik produk setengah jadi
maupun produk jadi (Wignjosoebroto, 2008, pp. 123-124)
Apabila kita melakukan studi seksama terhadap suatu peta kerja, maka
pekerjaan untuk memperbaiki metode kerja akan mudah dilaksanakan. Perbaikan
yang mungkin dilakukan antara lain (Wignjosoebroto, 2008, p. 124):
Mengurangi jarak perpindahan operasi kerja dari suatu elemen kerja ke
elemen yang lain
Mengurangi waktu-waktu yang tidak produktif seperti waktu menunggu
Mengatur operasi kerja menurut langkah-langkah yang lebih efektif dan
efisien
Menggabungkan suatu operasi kerja dengan operasi kerja lain apabila
mungkin
Menghilangkan aktivitas handling yang tidak efisien
|
|
8
Menemukan operasi kerja yang lebih efektif dengan maksud mempermudah
pelaksanaan
Menunjukkan aktivitas-aktivitas inspeksi yang berlebihan
Peta Tangan Kiri dan Tangan Kanan merupakan salah satu jenis dari peta
kerja yang biasa disebut sebagai peta operator (Operator Process Chart). Peta
Tangan Kiri dan Tangan Kanan adalah peta kerja yang bermanfaat untuk
menganalisa gerakan tangan manusia dalam melakukan melakukan pekerjaan yang
sifatnya manual (Wignjosoebroto, 2008).
Studi kasus ini membahas tentang bagaimana memperbaiki gerakan kerja
operator agar lebih efisien dengan menggunakan Peta Tangan Kiri dan Tangan
Kanan.
2.2
Studi Gerakan
Studi gerakan (motion study) adalah studi tentang gerakan-gerakan yang
dilakukan oleh pekerja dalam menyelesaikan pekerjaannya. Melalui studi ini, dapat
diperoleh gerakan-gerakan standard untuk menyelesaikan suatu pekerjaan, yaitu
rangkaian gerakan-gerakan yang efektif dan efisien dengan mengeliminir atau
mengurangi gerakan-gerakan yang lebih efektif sehingga pekerjaan akan mudah
dilaksanakan dan laju produksi bisa ditingkatkan (Wignjosoebroto, 2008, p. 106).
2.3
Pengukuran Waktu Kerja
Pengukuran waktu kerja (work measurement
atau Time Study) merupakan
suatu usaha-usaha untuk menetapkan waktu baku yang dibutuhkan guna
menyelesaikan suatu pekerjaan. Secara garis besar, teknik-teknik pengukuran
waktu
kerja dapat dibagi ke dalam dua bagian, yaitu pengukuran waktu kerja langsung dan
pengukuran waktu kerja secara tidak langsung (Wignjosoebroto, 2008, p. 170).
|
|
9
1.
Pengukuran waktu kerja secara langsung
Pengukuran waktu kerja secara langsung adalah pengukuran yang
dilaksanakan secara langsung yaitu ditempat dimana pekerjaan yang diukur
dijalankan. Contoh teknik-teknik pengukuran kerja langsung adalah
Stopwatch Time Study (Jam Henti) dan Work Sampling.
2.
Pengukuran waktu kerja secara tidak langsung
Pengukuran waktu kerja secara tidak langsung adalah pengukuran yang
dilakukan tanpa si pengamat harus ditempat pekerjaan yang di ukur. Contoh
teknik-teknik pengukuran kerja tidak langsung
adalah data waktu baku
(standard data) dan data waktu gerakan (predetermined time system).
2.4
Pengukuran Waktu Kerja Langsung Dengan Jam Henti
Pengukuran waktu kerja dengan jam henti
atau biasa dikenal dengan
istilah
stopwatch time
study
pertama kali diperkenalkan oleh Frederick W.
Taylor sekitar abad 19 yang lalu. Metode ini
cocok diaplikasikan untuk
pekerjaan yang berlangsung singkat dan berulang-ulang. Dari hasil
pengukuran akan diperoleh waktu baku untuk menyelesaikan suatu siklus
pekerjaan dan dipergunakan sebagai standard menyelesaiken pekerjaan itu
(Wignjosoebroto, 2008, p. 171).
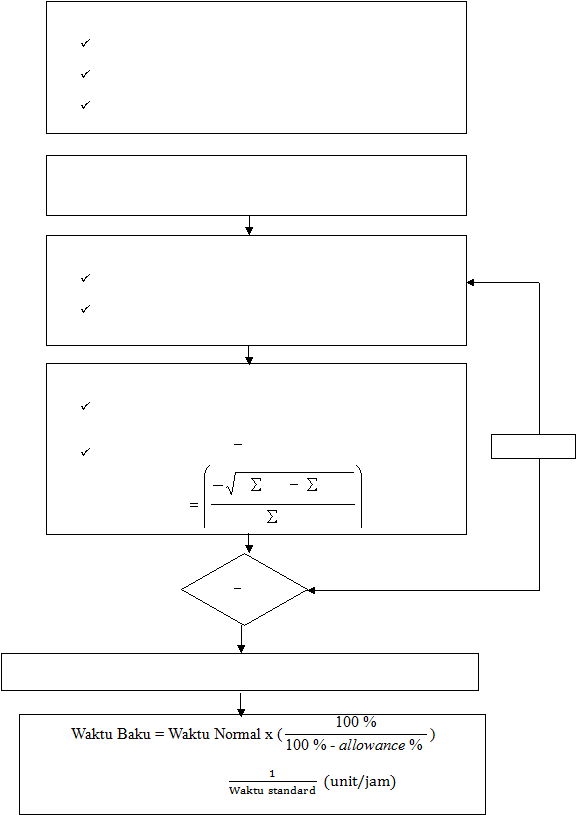
Langkah-langkah untuk pelaksanaan pengukuran waktu kerja dengan
jam henti ini secara sistematis ditunjukan dalam gambar berikut
(Wignjosoebroto, 2008, p. 172):
|
 10
Gambar 2.1 Langkah-langkah Sistematis dalam Kegiatan Pengukuran Kerja dengan
Jam Henti (Stop Watch Time Study) (Wignjosoebroto, 2008)
Waktu Normal (Wn) = waktu observasi rata-rata x performance rating
Output standard =
LANGKAH PERSIAPAN
Pilih dan definisikan pekerjaan yang akan diukur dan akan
ditetapkan waktu standartnya.
Informasikan maksud dan tujuan pengukuran kerja kepada
supervisor/pekerja.
Pilih operator dan catat semua data yang berkaitan dengan sistem
operasi kerja yang akan diukur waktunya.
N’ < N
ELEMENTAL BREAKDOWN
Bagi siklus kegiatan yang berlangsung ke dalam elemen-elemen kegiatan
PENGAMATAN DAN PENGUKURAN
Laksanakan pengamatan dan pengukuran waktu sejumlah N
pengamatan untuk setiap siklus/elemen kegiatan (X1, X2,....,Xn)
Tetapkan performance rating
dari kegiatan yang ditujukan
operator
N’ = N + n
CHEK KESERAGAMAN DAN KECUKUPAN DATA
Keseragaman Data
1.
Common sense (subjektif)
2.
Batas-batas kontrol + 3 S.D.
Kecukupan Data :
)
(
)
(
'
2
2
i
i
i
X
X
X
N
s
k
N
|
 11
Menggunakan
metode
stopwatch
untuk melakukan rating secara subjektif
dapat mempengaruhi hasil kerja. Namun diperlukan pengukuran waktu yang tepat
dengan menggunakan metode pengambilan film untuk menetapkan waktu standar
sehingga dapat memungkinkan terjadinya peningkatan kinerja (Nakayama,
Nakayama, & Nakayama, 2002).
2.5
Uji Kecukupan, Uji Keseragaman dan Uji Distribusi Normal Data
2.5.1
Uji Kecukupan Data
Untuk menetapkan beberapa jumlah observasi yang seharusnya dibuat
(N’) maka harus diputuskan terlebih dahulu berapa tingkat kepercayaan
(convidence level) dan derajat ketelitian (degree of accuracy)
(Wignjosoebroto, 2008, p. 184).
Untuk uji kecukupan data, dapat dihitung dengan formulasi berikut:
)
(
)2
(
'
2
i
i
i
X
X
X
N
s
k
N
(2.1)
Dimana:
N’
= Jumlah pengamatan/pengukuran
k
=
Tingkat kepercayaan (90% convidence level, k =1; 95%
convidence level, k = 2; 99% convidence level,k = 3)
s
= Tingkat ketelitian
N
= Jumlah data
Apabila N’ < N, maka data dinyatakan cukup. Jika N’ > N, maka data
dinyatakan tidak cukup dan perlu dilakukan pengamatan harus ditambah lagi
sedemikian rupa sehingga data yang diperoleh bisa memberikan tingkat
|
 12
keyakinan dan tingkat ketelitian sesuai yang diharapkan (Wignjosoebroto,
2008, p. 186).
2.5.2
Uji Keseragaman Data
Selain kecukupan data, harus dipenuhi dalam pelaksanaan time study
maka tidak kalah pentingnya adalah bahwa data yang diperoleh haruslah juga
seragam. Test keseragaman data bisa dilaksanakan dengan cara visual atau
mengaplikasikan peta kontrol (control chart)(Wignjosoebroto, 2008, p. 194).
Peta kontrol adalah suatu alat yang tepat guna dalam mengetest
keseragaman data yang diperoleh dari hasil pengamatan (Wignjosoebroto,
2008, p. 194).
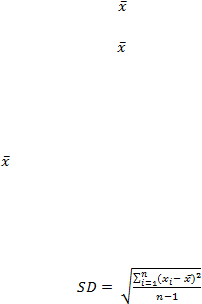
Batas kontrol atas (BKA) atau upper control limit (UCL) serta batas
kontrol bawah (BKB) atau lower control limit (LCL) untuk grup data dapat
dicari dengan formulasi berikut:
BKA =
+ 3 SD
(2.2)
BKB =
– 3 SD
(2.3)
Dimana:
BKA
= Batas Kontrol Atas, BKB = Batas Kontrol Bawah
= Nilai rata-rata
SD (s) = Standar Deviasi
Mencari standar deviasi dapat dihitung dengan rumus:
(2.4)
|
|
13
Diagram kendali (control chart) adalah representasi grafis
dari data
sejalan dengan waktu yang menunjukkan batas atas dan bawah proses yang
ingin kita kendalikan (Heizer & Render, 2009, p. 322).
2.5.3
Uji Distribusi Normal Kolmogorov Smirnov Dengan SPSS
Statistical Product and Service Solution
atau SPSS merupakan
program pengolah data statistic mulai dari model aplikasi statistic deskriptif
(mean, median, modus, kuartil, persentil, range, distribusi, varians, standar
deviasi, standar eror, nilai kemiringan, dan lain-lain), statistic parametrik (uji
t, regresi, anova, dan lain-lain), statistic non parametrik (uji crosstab,
binomiak, chi square, Kolmogorov Smirnov, dan lain-lain) (Prastito, 2004, p.
1).
Uji distribusi normal dengan Kolmogorov Smirnov, jumlah reponden
harus lebih besar dari 50. Dengan uji hipotesis (Prastito, 2004):
Ho : data dari populasi yang terdistribusi normal
H1 : data tidak berasal dari populasi yang terdistribusi normal
Dasar pengambilan keputusan adalah berdasarkan probabilitas:
Jika nilai probabilitas > 0.05 maka Ho diterima, Data berdistribusi normal
Jika nilai probabilitas
= 0.05 maka Ho ditolak, Data tidak berdistribusi
normal
|
|
14
2.6
Menentukan Faktor Penyesuaian Dengan Metode Westinghouse
Faktor Penyesuaian atau
performance
rating merupakan aktivitas untuk
menilai atau mengevaluasi kecepatan operator(Wignjosoebroto, 2008).
Performance rating
adalah langkah yang paling penting dalam seluruh
prosedur pengukuran kerja karena didasarkan pada pengalaman, pelatihan dan
analisa penilaian pengukuran kerja (Freivalds, 2009).
Besarnya harga faktor penyesuaian (p) memiliki tiga batasan, yaitu
(Wignjosoebroto, 2008):
1.
p > 1 bila pengukur berpendapat bahwa operator bekerja di atas normal
(terlalu cepat)
2.
p < 1 bila pengukur berpendapat bahwa operator bekerja di bawah normal
(terlalu lambat)
3.
p = 1 bila pengukur berpendapat bahwa operator bekerja dengan wajar
Metode Westinghouse
melakukan penilaian berdasarkan empat faktor
(Freivalds,
2009):
Skill
(kertrampilan) adalah kemampuan mengikuti metode kerja yang
ditetapkan
Effort (usaha) adalah kemauan untuk bekerja secara efektif
Condition (usaha) adalah kondisi lingkungan kerja seperti suhu udara, adanya
ventilasi udara, pencahayaan yang baik, dan kebisingan
Consistency (konsistensi) adalah kenyataan bahwa setiap hasil pengukuran
waktu menunjukkan yang berbeda
|
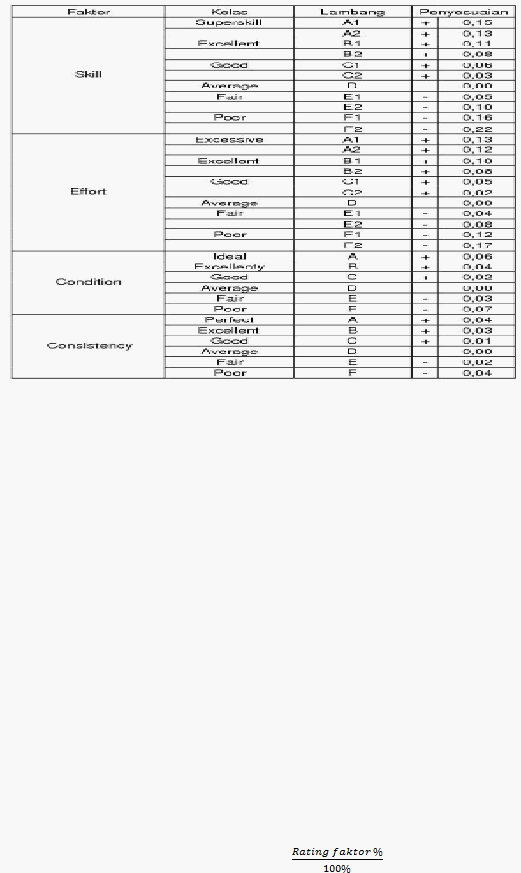 15
Tabel 2.1 Faktor Penyesuaian Metode Westinghouse (Freivalds, 2009)
2.7
Menentukan Waktu Normal
Waktu normal adalah semata-mata menunjukkan bahwa seorang operator
yang berkualifikasi baik akan bekerja menyelesaikan pekerjaan pada
kecepatan/tempo kerja yang normal (Wignjosoebroto, 2008, p. 201).
Waktu normal adalah rata-rata waktu pengamatan yang disesuaikan dengan
kecepatan (Heizer & Render, 2009).
Jadi, dapat disimpulkan bahwa waktu normal adalah rata-rata waktu
pengamatan dari seorang operator yang berkualifikasi baik dan disesuaikan dengan
kecepatan.
Waktu normal dapat dihitung dengan rumus berikut:
Waktu Normal (Wn)
= waktu observasi rata-rata x performance rating
Waktu normal (Wn)
= waktu pengamatan x
(2.5)
|
|
16
2.8
Menentukan Allowance (kelonggaran) kerja
Waktu longgar yang dibutuhkan dan akan menginterupsi proses produksi ini
bisa diklasifikasikan menjadi personal allowance sekitar 2 sampai 5% (10 sampai 24
menit), fatique allowance
berkisar 5 sampai 15 menit, dan delay allowance.
Pemberian waktu longgar dimaksudkan untuk memberi waktu kepada operator untuk
menghentikan kerja, membutuhkan waktu-waktu khusus untuk kebutuhan pribadi,
istirahat melepas lelah dan alasan-alasan lain di luar kontrolnya (Wignjosoebroto,
2008).
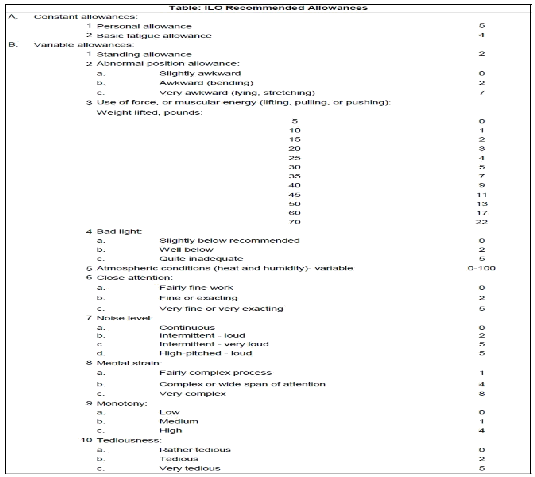
Besarnya kelonggaran yang diukur menggunakan ILO (International Labour
Organization) Allowance dilihat dari beberapa faktor yaitu(Freivalds, 2009):
Constant Allowance
Yaitu kelonggaran yang nilainya konstan atau tetap dan sudah distandarisasikan
dilihat dari Personal Allowance (kelonggaran personal) sebesar 5 % dan Basic
Fatigue (tingkat kelelahan) sebesar 4 %.
Variable Allowance
o
Yaitu kelonggaran yang nilainya tidak tetap, dilihat dari pengamatan
langsung secara aktual. Variable Allowance dilihat dari beberapa faktor yaitu: Faktor
Standing Allowance (kelonggaran untuk pekerjaan yang posisinya berdiri) nilainya
konstan yaitu 2 %, Faktor Abnormal Position (kelonggaran untuk posisi abnormal),
Faktor tenaga yang dikeluarkan oleh masing-masing manpower dilihat dari kategori
beban sehingga diberikan kelonggaran sebesar 0 -
22 %, Faktor Bad Light
(cahaya
yang buruk), Faktor Atmosphere Conditions (keadaan temperature tempat kerja),
Faktor Noise Level
(tingkat kebisingan), Faktor Mental Strain
(ketegangan mental),
Faktor Monotony (monoton),, Faktor Tediousness (kebosanan).
|
 17
Berikut ini adalah tabel perhitungan allowance
kerja berdasarkan ILO
Allowance:
Tabel 2.2 Faktor Allowance Metode Westing house (Freivalds, 2009)
2.9
Penentuan Waktu Baku
Penentuan waktu baku untuk menentukan target produksi ini dilakukan
dengan cara pengukuran langsung dengan menggunakan jam henti. Pengukuran
dilakukan dikarenakan di dalam melakukan pekerjaan dipengaruhi oleh beberapa
faktor yang tidak dapat dihindari baik faktor dari dalam maupun dari luar
perusahaan. Waktu baku didapatkan dengan mengalikan waktu normal
dengan
kelonggaran (allowance) (Wignjosoebroto, 2008).
|
 18
Kegunaan waktu baku:
perencanaan kebutuhan tenaga kerja (man power planning),
estimasi biaya-biaya untuk upah karyawan atau pekerja,
penjadwalan produksi dan penganggaran, perencanaan sistem pemberian
bonus dan insentif bagi karyawan atau pekerja berprestasi,
indikasi keluaran (output) yang mampu dihasilkan oleh seorang pekerja.
(2.6)
2.10
Data Waktu Gerakan (Predetermined Time System)
Predetermined Time System adalah pembagian kerja manual menjadi unsure
dasar yang kecil yang telah memiliki waktu tertentu dan diterima luas (Heizer &
Render, 2009).
Banyak usaha dari Taylor yang sudah menjadi dasar kerja dan sekarang ini
disebut data waktu gerakan predetermined time system. Beberapa sistem yang
terkenal adalah Motion Time Analysis (MTA), Work Factor (WF), Basic Motion
Time Study (BMT), Methods of Time Measurement (MTM) (Kilgore, 1997).
Salah satu metode predetermined system adalah Methods Time Measurement
(MTM). MTM adalah suatu system penetapan awal waktu baku yang dikembangkan
berdasarkan studi gambar gerakan-gerakan kerja dari suatu operasi kerja industri
yang direkam dalam film. Unit waktu yang digunakan dalam tabel-tabel ini adalah
sebesar perkalian 0.00001 jam dan unit satuan ini dikenal sebagai TMU (Time
Measurement Unit). 1 TMU adalah sama dengan 0.00001 jam atau 0.0006 menit atau
0.0036 detik (Wignjosoebroto, 2008).
|
|
19
Pengukuran waktu metoda membagi gerakan-gerakan kerja atas elemen-
elemen gerakan sebagai berikut (Wignjosoebroto, 2008, pp. 251-259)
Menjangkau (reach)
Menjangkau adalah gerakan dasar yang digunakan untuk memindahkan
tangan atau jari ke suatu tempat tujuan tertentu. Waktu yang dibutuhkan
bervariasi tergantung kondisi tujuan, oanjang gerakan dan macam gerakan
yang dilakukan. Ada lima macam kelas menjangkau yaitu:
o
Menjangkau kelas A: gerakan menjangkau ke arah suatu tempat yang
pasti, atau ke suatu obyek di tangan lain
o
Menjangkau kelas B: gerakan menjangkau ke arah suatu sasaran yang
tempatnya berada pada jarak “kira-kira” tapi tertentu dan diketahui
lokasinya.
o
Menjangkau kelas C: gerakan menjangkau kea rah suatu yang
bercampur aduk dengan obyek lain
o
Menjangkau kelas D: gerakan menjangkau ke arah suatu obyek yang
kecil sehingga diperlukan suatu alat pemegang khusus
o
Menjangkau kelas E: gerakan menjangkau kea rah suatu sasaran yang
tempatnya tidak pasti
Mengangkut (move)
Mengangkut adalah elemen gerakan dasar yang dilaksanakan dengan maksud
utama untuk membawa suatu obyek dari suatu lokasi ke lokasi ujuan tertentu.
Terdapat tiga kelas mengangkut, yaitu:
o
Mengangkut kelas A: bila gerakan mengangkut merupakan
pemindahan obyek dari satu tangan ke tangan yang lain atau berhenti
kerena suatu sebab.
|
|
20
o
Mengangkut kelas B: bila gerakan mengangkut merupakan
pemindahan obyek ke suatu sasaran yang letaknya tidak pasti atau
mendekati
o
Mengangkut kelas C: bila gerakan mengangkut merupakan
pemindahan obyek ke suatu sasaran yang letaknya sudah
tertentu/tetap
Memutar (turn)
Memutar adalah gerakan yang dilakukan untuk memutar tangan baik dalam
keadaan kosong atau membawa beban. Gerakan disini berputar pada tangan,
pergelangan tangan, lengan sepanjang sumbu lengan tangan yang ada.
Memegang (grasp)
Memegang adalah elemen gerekan dasar yang bertujuan untuk menguasai
sebuah atau beberapa obyek baik dengan jari-jari, maupun dengan tangan.
Mengarahkan (position)
Mengarahkan adalah elemen gerakan dasar yang dilaksanakan untuk
menggabungkan, mengarahkan atau memasangkan satu obyek dengan obyek
lainnya.
Menekan (Apply Pressure)
Gerakan melakukan gerakan dasar menekan
Melepas (release)
Melepas adalah elemen gerakan dasar untuk membebaskan kontrol atas suatu
obyek oleh jari atau tangan
Lepas rakit (disassemble atau disengange)
Lepas rakit adalah elemen gerakan dasar yang digunakan untuk memisahkan
kontak antara suatu obyek dengan obyek lainnya
|
|
21
Gerakan mata (eye movement)
Pada bagian besar aktivitas kerja, waktuyang dibutuhkan untuk
menggerakkand an memfokuskan mata bukanlah merupakan factor-faktor
yang menghambat sehingga tidak akan mempengaruhi waktu untuk
melaksanakan operasi kerja itu sendiri, kecuali gerakan mata eye focus dan
eye travel time
Gerakan Anggota Badan, Kaki dan Telapak Kaki (Body Leg, Foot)
Metode yang paling efektif untuk melaksanakan suatu operasi kerja dilakukan
dua atau lebih anggota tubuh yang bergerak saat bersamaan maka akan
menghemat waktu penyelesaian kerja
2.11
Keseimbangan Lini
Lini perakitan adalah komponen dari banyak sistem produksi, seperti yang
digunakan dalam otomotif dan industri alat rumah tangga (Pastor, 2011).
Keseimbangan Lini Perakitan adalah metode penugasan pekerjaan ke dalam
stasiun-stasiun kerja yang saling terkait atau berhubungan dengan ukuran kinerja
yang dioptimalkan (Kara, Ozguven, & Atasagun, 2011).
Hasil
dari
keseimbangan lini perakitan
adalah peningkatan dalam kinerja,
penghematan biaya, peningkatan produktivitas dan efisiensi serta konsekuensi jangka
panjang
bahwa
betapa pentingnya merancang
proses perakitan
(Chiang, Urban, &
Xu, 2012).
2.11.1
Metode Keseimbangan Lini
Salah satu metode keseimbangan lini adalah metode Heuristic.
Metode Heuristik adalah pemecahan masalah dengan menggunakan prosedur
|
 22
dan aturan, alih-alih optimasi matematis. Terdapat lima pilihan dalam metode
ini yaitu: waktu pengerjaan terpanjang, tugas yang paling sering diikuti,
bobot posisi berperingkat, waktu tugas terpendek, dan jumlah tugas lanjutan
yang paling sedikit (Heizer & Render, 2009, p. 562).
Dalam studi kasus ini, penyeimbangan keseimbangan lini
menggunakan metode bobot posisi berperingkat atau
biasa dikenal dengan
Ranked Position Weight.
Ranked Position Weight diperkenalkan oleh Helgeson dan Birnie.
Bobot merupakan nilai waktu sebagai tolak ukur dalam membuat peringkat
dari yang terbesar sampai terkecil. Nilai bobot dihitung berdasarkan
penjumlahan proses masing-masing waktu operasi yang
mengikutinya dilihat
dari precedence diagram dan diberi ranking (Mikell, 2008).
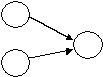
Contoh metode Ranked Position Weight:
Gambar 2.2 Contoh Precedence Diagram RPW
Keterangan:
o
Waktu baku untuk operasi A adalah 5, jadi bobot untuk
operasi A adalah 8 (A+C)
o
Waktu baku untuk operasi B adalah 4, jadi bobot untuk
operasi A adalah 7 (B+C)
o
Waktu baku untuk operasi C adalah 3, jadi bobot untuk
operasi A adalah C
A
B
C
|
 23
Langkah RPW secara manual:
1.
Membuat precedence diagram untuk mengetahui
keterkaitan antar elemen kerja
2.
Menentukkan bobot posisi untuk setiap elemen pekerjaan
dari suatu operasi yang memiliki waktu terpanjang sampai akhir
elemen pekerjaan
3.
Gambar jaringan precedence sesuai dengan keadaan yang
sebenarnya.
4.
Mengurutkan elemen pekerjaan berdasarkan bobot posisi
tertinggi
5.
Menempatkan elemen pekerjaan dari bobot tertinggi ke setiap stasiun
kerja sampai yang bobot yang terendah
tanpa melebihi waktu siklus
yang telah ditentukan
2.12
Menghitung Balance Delay atau Line Efficiency
Waktu Siklus
Waktu siklus adalah waktu maksimum yang boleh dihabiskan suatu
produk di setiap stasiun kerja (Heizer & Render, 2009).
Waktu siklus
(2.7)
Waktu siklus berbeda dengan waktu baku karena waktu siklus
merupakan waktu untuk menyelesaikan suatu pekerjaan
per unit produk.
Sedangkan waktu baku merupakan waktu siklus yang sudah disesuaikan
dengan penilaian performa kerja karyawan (waktu normal) dan kelonggaran
waktu.
|
 24
Jumlah Stasiun Kerja Minimal
Jumlah stasiun kerja minimal merupakan waktu pengerjaan tugas total
dibagi dengan waktu siklus (Heizer & Render, 2009).
Jumlah stasiun kerja minimal =
(2.8)
Efisiensi Stasiun Kerja
Efisiensi merupakan perbandingan antara waktu baku dengan waktu
nyata atau waktu aktual dan dinyatakan dalam persentase (Wignjosoebroto,
2008, p. 306). Perhitungan efisiensi dapat dilihat pada rumus dibawah ini :
Efisiensi =
(2.9)
atau Efisiensi =
(2.10)
Efisiensi Lini Produksi atau Balance Efficiency
Balance Efficiency adalah rasio dari total waktu di stasiun kerja dibagi
dengan waktu siklus dikalikan jumlah stasiun kerja (Mikell, 2008). Untuk
mengukur balance efficiency dapat dihitung dengan rumus berikut:
(2.11)
Dimana:
Eb = balance efficiency
= jumlah waktu keseluruhan dalam lini produksi
|
 25
= jumlah stasiun kerja
= waktu siklus maksimum yang disediakan untuk menyelesaikan
pekerjaan
Balance Delay
Balance Delay
adalah ukuran dari ketidakefisiensinan lintasan yang
dihasilkan dari waktu menganggur sebenarnya yang disebabkan karena
pengalokasian yang kurang sempurna di antara stasiun-stasiun kerja (Mikell,
2008). Balance Delay dapat dihitung dengan rumus berikut:
(2.12)
Dimana:
d = Balance delay
= jumlah waktu keseluruhan dalam lini produksi
= jumlah stasiun kerja
= waktu siklus maksimum yang disediakan untuk menyelesaikan
|
|
26
|