|
BAB 2
LANDASAN TEORI
2.1
Pembebanan
Pembebanan (loading) dapat diartikan pekerjaan yang diberikan kepada
mesin atau operator. Pembebanan menyangkut jadwal waktu kerja operator
dalam kurun waktu satu hari atau seminggu. Pembebanan sangat berkaitan
erat dengan kapasitas, yaitu sumber yang tersedia untuk menyelesaikan
sebuah pekerjaan selama satu periode waktu yang telah direncanakan. Jika
beban kurang dari kapasitas, maka disebut beban kurang. Jika beban sama
dengan kapasitas, maka disebut beban penuh. Jika beban melebihi dari
kapasitas disebut beban berlebihan.
2.2
Pengukuran Kerja
Pengukuran waktu yang dimaksud adalah pengukuran waktu kerja (time
study) yaitu
suatu aktivitas untuk menentukan waktu yang dibutuhkan oleh
seorang tenaga kerja
(yang memiliki ketrampilan rata–rata dan terlatih baik)
dalam melaksanakan sebuah kegiatan kerja dalam kondisi dan tempo kerja
yang normal. Tujuan pokok dari aktivitas ini akan berkaitan erat dengan
usaha menetapkan waktu baku (standard time). Secara historis dijumpai dua
macam pendekatan di dalam menentukan waktu baku ini, yaitu pendekatan
dari bawah ke atas (bottom-up) dan pendekatan dari atas ke bawah (top-
down).
Suatu kegiatan akan dikatakan diselesaikan secara efisien apabila waktu
penyelesaiannya berlangsung paling singkat. Untuk menghitung waktu
standard penyelesaiannya suatu kegiatan, maka diperlukan aktivitas
pegukuran kerja. Pengukuran waktu kerja akan menghasilkan waktu atau
output standard yang mana hal tersebut kemudian bermanfaat untuk :
1.
Man power planning
2.
Estimasi biaya-biaya untuk upah karyawan atau pekerja
3.
Penjadwalan produksi dan penganggaran
4.
Perencanaan system pemberian bonus dan insentif bagi karyawan atau
pekerja yang berprestasi
5.
Indikasi keluaran yang mampu dihasilkan oleh pekerja
Waktu standard dinyatakan sebagai waktu yang dibutuhkan oleh seorang
pekerja yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan
suatu pekerjaan. Waktu standard tersebut sudah mencakup kelonggaran
waktu yang diberikan dengan memperhatikan situasi dan kondisi yang harus
diselesaikan.
Ada bermacam-macam cara untuk mengukur dan menetapkan waktu
standard. Dalam beberapa kasus,
seringkali terjadi industri
hanya sekedar
membuat estimasi waktu berdasarkan pengalaman historis. Umumnya
penetapan waktu standard dilaksanakan dengan cara pengukuran kerja secara
langsung seperti di bawah ini :
1.
Stop watch time study
2.
Sampling kerja
|
|
9
Pada umumnya kedua cara di atas diaplikasikan guna menetapkan waktu
standard maupun mengukur kondisi kerja yang tidak produktif.
2.2.1
Pengukuran Waktu Kerja dengan
Menggunakan Direct Stop-Watch
Time Study
Pengukuran waktu kerja dengan metode direct stop-watch time study
adalah teknik pengukuran kerja dengan menggunakan stop watch sebagai
alat pengukur waktu yang ditunjukkan dalam penyelesaian suatu aktivitas
yang diamati (actual time). Waktu yang sudah
diukur dan dicatat
kemudian dimodifikasikan dengan mempertimbangkan tempo kerja
operator dan menambahkannya dengan kelonggaran waktu (allowances
time). Selain membutuhkan stop watch sebagai timing device, diperlukan
time study form
sebagai tempat untuk mencatat data waktu yang telah
diukur tersebut.
Ada beberapa langkah
yang harus dilakukan sebelum melakukan
pengukuran waktu dengan stop watch adalah sebagai berikut :
1.
Menetapkan tujuan pengukuran
Sebelum memulai
kegiatan pengukuran, maka perlu ditetapkan
tujuan dari kegiatan
pengukuran. Tujuan ini akan mempengaruhi
besarnya tingkat ketelitian yang digunakan.
2.
Memilih operator
Operator yang akan diukur dalam melakukan pekerjaannya
seharusnya
seseorang yang berkemampuan
normal. Operator yang
dipilih adalah seorang operator yang bekerja secara wajar dan
berkemampuan rata-rata
3.
Menguraikan pekerjaan berdasarkan elemen pekerjaan
Pekerjaan yang akan
diukur waktunya dibagi
menjadi beberapa
elemen kerja dengan batas yang jelas. Penguraian ini dilakukan jika
diperlukan dan tergantung dari tujuan yang diinginkan sehingga
waktu siklus (CT) pekerjaan adalah penjumlahan dari waktu siklus
elemen kerjanya.
4.
Menyiapkan alat – alat pengukuran
Alat – alat yang dipakai dalam pengukuran waktu ini adalah :
a.
Jam kerja ( stop watch )
b.
Lembar pengamatan
c.
Alat – alat tulis
Kegiatan pengukuran waktu merupakan kegiatan mengamati operator
dalam melakukan pekerjaannya dan mencatat waktu kerja yang
dibutuhkan dengan alat pengukur waktu yang sesuai dalam suatu siklus
operasi kerja.
2.3
Kelonggaran Waktu (Allowance Time)
Kelonggaran waktu (allowances time) merupakan sejumlah waktu yang
harus ditambahkan dalam waktu normal (normal time) untuk mengantisipasi
adanya kebutuhan–kebutuhan waktu yang digunakan untuk
melepaskan lelah
(fatique), kebutuhan-kebutuhan yang bersifat pribadi (personal needs) dan
kondisi–kondisi menunggu/menganggur baik yang bisa dihindarkan ataupun
tidak bisa dihindarkan (avoidable or unavoidable delay)
Ketiganya ini
|
|
10
merupakan hal-hal yang secara nyata dibutuhkan oleh pekerja. Namun yang
selama pengukuran hal tersebut tidak diamati, diukur, dicatat ataupun
dihitung. Karenanya setelah pengukuran dan setelah mendapatkan waktu
normal, kelonggaran perlu ditambahkan.
2.4
Line Balancing
Istilah keseimbangan lini (line balancing) merupakan suatu metode
dalam pemerataan beban kerja manpower
dengan menyeimbangkan
penugasan beberapa elemen kerja dari suatu proses ke dalam beberapa stasiun
kerja. Tujuan dari keseimbangan lintasan adalah untuk bisa mendapatkan
suatu aliran produksi yang lancar dengan menyeimbangkan waktu kerja antar
stasiun kerja, sehingga dapat meminimalkan atau bahkan menghilangkan
waktu menganggur (idle time). Tolak ukur dari line balancing dapat dilihat
pada besarnya efisiensi lini produksi (LE).
Pada lini perakitan, ada dua tujuan yang harus dicapai secara garis
besarnya, yaitu :
1.
Menyeimbangkan stasiun kerja.
2.
Menjaga lini perakitan agar dapat beroperasi secara kontinyu.
Adanya ketidakseimbangan lintasan produksi ditunjukkan oleh
adanya stasiun kerja yang sibuk dan idle secara mencolok dan adanya work in
process pada beberapa stasiun kerja. Beberapa hal yang dapat mengakibatkan
ketidakseimbangan pada lintasan produksi antara lain :
1.
Terlambatnya bahan baku.
2.
Matrial handling yang kurang sempurna.
3.
Terjadi kerusakan mesin.
4.
Bertumpuknya barang dalam proses pada tingkat proses tertentu.
5.
Kondisi mesin yang sudah tua.
6.
Kelemahan dalam merencanakan kapasitas mesin.
7.
Tata letak yang kurang baik.
8.
Kualitas manpower yang kurang baik.
9.
Terdapat kondisi kerja yang kurang baik.
Secara teknis, ada beberapa kriteria yang digunakan dalam berhasil
atau tidaknya proses keseimbangan lini perakitan, antara lain :
1.
Meminimalkan jumlah stasiun kerja.
2.
Meminimalkan waktu siklus.
3.
Meminimalkan waktu tunggu / idle time.
4.
Meminimalkan keseimbangan waktu menganggur / balance delay.
5.
Meminimalkan keseluruhan fasilitas atau panjang lintasan.
6.
Meminimalkan kemungkinan ada satu atau lebih stasiun kerja yang
waktu operasinya melebihi waktu siklus.
Secara ekonomi, ada beberapa kriteria yang digunakan dalam berhasil
atau tidaknya proses keseimbangan lini perakitan, antara lain :
1.
Meminimalkan biaya tenaga kerja per unit.
2.
Meminimalkan biaya waktu menganggur atau kemalasan tenaga kerja.
3.
Meminimalkan denda biaya akibat adanya ketidakefisiensian dari lini
perakitan.
4.
Meminimalkan total biaya persediaan dalam proses.
5.
Memaksimalkan laba bersih.
|
 9
Secara teknis, keseimbangan lintasan dilakukan dengan cara
menghilangkan beberapa elemen kerja yang tidak diperlukan atau dapat
diganti dengan operasi lain. Selain itu juga bisa dengan mengkombinasikan
beberapa elemen kerja ke dalam satu stasiun kerja.
Singkatnya
dengan
keseimbangan lintasan
perakitan
bisa untuk
mengetahui
minimum
jumlah pekerja, membagi beban pekerjaan secara
seimbang sehingga tidak ada pekerja yang overload.
2.4.1
Terminologi Keseimbangan Lini (Line Balancing)
Beberapa terminologi yang berkaitan dengan keseimbangan lini :
1.
Elemen kerja (Work Element)
Merupakan pekerjaan yang harus dilakukan dalam suatu kegiatan
perakitan. Umumnya N didefinisikan sebagai jumlah total dari elemen
kerja yang dibutuhkan untuk menyelesaikan suatu perakitan
dan i
adalah elemen kerja.
2.
Stasiun kerja (Work Station / WS)
Lokasi pada lini perakitan
yang merupakan tempat dimana
mengerjakan elemen pekerjaan. Jumlah minimum dari stasiun kerja
adalah K, dimana K < i.
3.
Elemen kerja kerkecil (Minimum Rational Work Element)
Untuk menyeimbangkan pekerjaan dalam setiap stasiun yang ada
maka pekerjaan tersebut harus dipecah menjadi elemen-elemen
pekerjaan. Elemen kerja
minimum adalah elemen pekerjaan terkecil
dari suatu pekerjaan yang tidak dapat dibagi lagi.
4.
Waktu siklus (Cycle Time)
Merupakan waktu yang dibutuhkan untuk memproduksi satu unit
produk pada satu stasiun kerja.
Dimana :
Ti
maks
= waktu operasi terbesar pada lintasan
CT
= waktu siklus
P
= jam kerja efektif per hari
Q
= jumlah produksi per hari
5.
Waktu Stasiun Kerja (Work Station Time)
a.
Elemen pekerjaan yang diselesaikan dalam satu stasiun kerja
(work station) dapat terdiri dari satu elemen pekerjaan atau lebih.
b.
Waktu yang diperlukan oleh sebuah stasiun kerja untuk
mengerjakan semua elemen kerja yang didistribusikan pada
stasiun kerja tersebut.
6.
Waktu operasi (ti)
Merupakan waktu standar untuk menyelesaikan suatu operasi.
7.
Takt time (TT)
Merupakan waktu untuk memproduksi 1 unit produk yang
berdasarkan pada kecepatan permintaan konsumen.
Cara menghitung takt time :
|
 10
Takt time
= Waktu kerja per shift : Volume produksi per shift
Contoh :
Waktu kerja per shift = 480 menit = 28.800 detik
Permintaan konsumen (volume produksi) = 2.880 pcs/unit
Takt time = 28.800 detik : 2.880 pcs = 10 detik/pcs
Kesimpulan : Kecepatan penjualan
/
kebutuhan konsumen adalah 1
pcs/unit setiap 10 detik
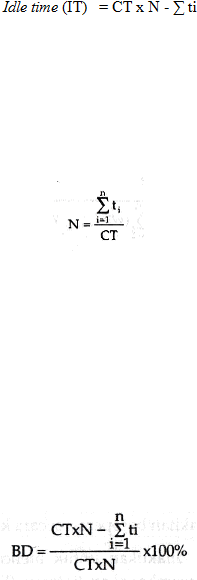
8.
Idle time
Merupakan selisih antara cycle time dengan WSK.
Besarnya idle time
bisa dihitung dengan mengurangi waktu yang tersedia dengan waktu
yang digunakan. Rumus :
Dimana :
ti
= waktu elemen kerja ke-i
CT
= waktu siklus yang telah ditentukan
N
= jumlah stasiun kerja
9.
Menentukan jumlah stasiun kerja
Jumlah stasiun kerja yang akan terbentuk dapat diperkirakan dengan
cara :
Dimana :
ti
= waktu elemen kerja ke-i
CT
= waktu siklus yang telah ditentukan
N
= jumlah stasiun kerja
10. Keseimbangan waktu menganggur (Balance delay)
Merupakan perbandingan antara idle time dalam lini perakitan dengan
waktu yang tersedia. Balance delay yaitu suatu ukuran dari
ketidakefisienan lintasan yang dihasilkan dari waktu mengangur yang
disebabkan oleh
pengalokasian beban kerja yang
kurang sempurna
diantara stasiun-stasiun kerja.
Nilai
dari balance delay
semakin
mendekati 0 maka akan semakin baik. Hal ini menunjukan bahwa
waktu idle yang terdapat dalam lini perakitan juga semakin mendekati
0. Rumus yang digunakan :
Dimana :
ti
= waktu elemen kerja ke-i
CT
= waktu siklus yang telah ditentukan
N
= jumlah stasiun kerja
Usaha yang dapat menurunkan balanced delay
lini perakitan adalah
dengan usaha penyeimbangan yang baik.
|
 9
11. Diagram keterkaitan (Precedence Diagram)
Merupakan diagram yang menggambarkan urutan dan keterkaitan
antar elemen kerja perakitan sebuah produk. Pendistribusian elemen
kerja yang dilakukan oleh setiap stasiun kerja harus memperhatikan
precedence diagram.
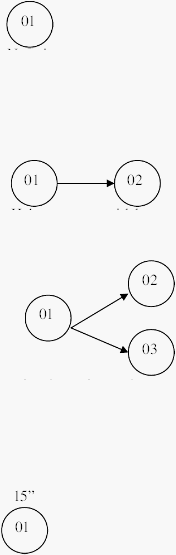
Dalam precedence diagram terdapat beberapa notasi sebagai berikut :
1.
Notasi elemen kerja yaitu suatu lingkaran yang berisi nomor
elemen kerja.
Berarti elemen kerja no.01.
2.
Notasi penghubung yang berupa panah yang menghubungkan
suatu elemen ke elemen yang lain. Notasi ini terdiri dari 2
bagian, yaitu :
a. Hubungan yang teratur
Berarti elemen 01 harus
mendahului elemen 02
b.
Hubungan yang tidak teratur
Elemen 01 harus mendahului
elemen 02 dan 03, tetapi tidak
ada hubungan keterkaitan antar
elemen.
3.
Notasi
waktu yaitu angka yang menunjukkan berapa lama
elemen dikerjakan.
Berarti elemen kerja 01 lamanya
15 detik. Waktu
disini bisa berdasarkan jam, menit ataupun detik.
Untuk mengukur performa sebelum dan sesudah dilakukan proses
keseimbangan lintasan, maka perlu ada kriteria-kriteria berikut ini :
1. Efisiensi lini
Merupakan perbandingan antara waktu yang digunakan dengan
waktu yang tersedia. Lini akan mencapai keseimbangan apabila
setiap daerah pada lini mempuyai waktu yang sama.
Setelah ada keseimbangan, maka di dalam lini perakitan
terbentuk beberapa stasiun kerja. Pendistribusian elemen kerja
yang ada sehingga membentuk stasiun kerja dilakukan berdasarkan
waktu siklus (CT) sehingga waktu yang tersedia pada setiap stasiun
kerja adalah sebesar CT dan waktu total yang tersedia dalam lini
|
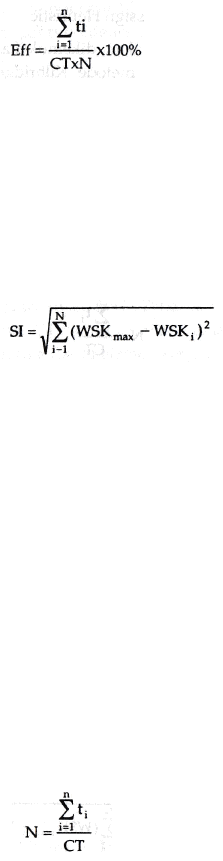 10
perakitan adalah CT dikalikan dengan jumlah stasiun kerja yang
terbentuk.
Rumus untuk menentukan efisiensi lini perakitan adalah :
dengan :
n
= jumlah elemen kerja yang ada
CT
= waktu siklus
N
=jumlah stasiun kerja yang terbentuk
Keseimbangan lintasan dikatakan baik jika efisiensi lini setelah
diseimbangkan lebih besar dari efisiensi lini sebelum
diseimbangkan.
2. Index penghalusan (SI)
Merupakan suatu index yang memiliki kelancaran relatif dari
penyeimbang lini perakitan tertentu. Rumusnya adalah :
dengan :
WSK
max
= waktu terbesar dari stasiun kerja terbentuk
WSK
i
= waktu stasiun kerja i yang terbentuk
N
= jumlah stasiun kerja yang terbentuk
Index pemulusan digunakan sebagai parameter untuk memilih
alternatif solusi yang akan diimplementasikan dengan index
penghalusan.
2.4.2
Metode Line Balancing
Terdapat beberapa metode penyeimbangan lini perakitan, akan dibahas
sebagai berikut :
1.
Metode Kilbridge-Wester Heuristic / Region Approach
Metode ini dikembangkan oleh Kilbridge dan Wester. Beberapa
langkah dalam metode ini antara lain :
a.
Membuat
diagram keterkaitan kerja
atau
precedence diagram
dari data yang ada. Kemudian berilah tanda pada daerah yang
memuat elemen-elemen kerja yang tidak saling bergantung.
b.
Tentukan waktu siklus dengan mencoba-coba faktor dari total
elemen kerja yang ada. Kemudian tentukan jumlah stasiun kerja
yang mungkin akan terbentuk dengan rumus :
dengan :
|
|
9
N
= jumlah stasiun kerja
Ti
= waktu elemen kerja ke i
c.
Distribusikan elemen kerja yag terletak pada wilayah yang
paling awal kepada stasiun yang lebih awal dengan
memperhatikan precedence diagram.
d.
Setiap elemen pekerjaan
yang berada pada wilayah yang sama
mempunyai hak yang sama untuk dialokasikan kepada stasiun
kerja yang ada.
e.
Jika akan mendistribusikan elemen kerja yang ada pada wilayah
berikutnya, maka seluruh elemen kerja
yang ada pada wilayah
sebelumnya harus sudah didistribusikan semuanya.
f.
Pendistribusian
elemen kerja pada stasiun kerja dengan catatan
bahwa total waktu elemen kerja yang terdistribusi pada sebuah
stasiun kerja tidak diperbolehkan melebihi waktu siklus yang
telah ditetapkan.
g.
Keluarkan elemen kerja yang telah terdistribusi pada stasiun
kerja. Kemudian ulangi langkah c sampai semua elemen kerja
yang ada terdistribusi ke stasiun kerja.
h.
Hitung balance delay lintasan.
i.
Hitung efisiensi lintasan baru yang terbentuk.
2.
Metode Ranked Positional Weight (Helgeson-Birnie)
Metode
ini menugaskan operasi ke dalam stasiun kerja dengan acuan
panjang waktu operasi. Proses kerja diurutkan berdasarkan peringkat,
mulai dari yang paling besar sampai yang paling kecil. Nilai peringkat
didapat dari jumlah waktu operasi mulai
dari awal sampai akhir
proses.
Langkah yang harus dilakukan sebagai berikut:
a.
Buat diagram keterkaitan kerja atau precedence diagram untuk
setiap proses.
b.
Menghitung waktu siklus (CT).
c.
Membuat matriks lintasan berdasarkan diagram keterkaitan
kerja.
d.
Menghitung bobot posisi masing-masing operasi yang dihitung
berdasarkan jumlah waktu operasi tersebut dan operasi-operasi
lain yang mengikutinya.
e.
Urutkan operasi-operasi mulai dari bobot operasi paling besar
sampai dengan bobot operasi paling kecil.
f.
Menghitung jumlah stasiun kerja minimum yang dibutuhkan.
g.
Buat diagram aliran proses untuk stasiun kerja minimum
tersebut, lalu lakukan pembebanan operasi pada stasiun kerja
mulai dari operasi yang bobot operasinya terbesar samapi
dengan terkecil, dengan kriteria total waktu operasi lebih kecil
dari waktu siklus yang diinginkan.
h.
Lakukan trial error
untuk mencari efisiensi lintasan yang
paling tinggi.
i.
Hitung balance delay lintasan.
j.
Hitung efisiensi lintasan baru yang terbentuk.
3.
Metode Large Candidat Rules
|
|
10
Metode
ini merupakan metode yang paling mudah dipahami. Elemen-
elemen yang dipilih untuk ditempatkan pada stasiun kerja menurut
nilai time elemen (Te).
Langkah yang harus dilakukan sebagai berikut:
a.
Urutkan semua elemen kerja menurut nilai Te tiap-tiap elemen
kerja. Nilai Te yang paling besar berada paling atas dan
demikian seterusnya sampai nilai Te yang paling kecil berada
paling bawah.
b.
Untuk menempatkan elemen-elemen kerja ke dalam stasiun
kerja dimulai dari bagian tabel paling atas kemudian diteruskan
ke bawah. Dipilih elemen kerja yang pertama yang dapat
dikerjakan untuk ditempatkan pada stasiun kerja yang pertama
tersebut. Elemen kerja yang bisa dikerjakan merupakan elemen
kerja yang memenuhi persyaratan diagram keterkaitan kerja dan
tidak menyebabkan jumlah Te pada stasiun kerja melebihi
waktu siklus yang telah ditentukan.
c.
Teruskan proses penempatan elemen kerja tersebut ke dalam
stasiun kerja seperti langkah b, sehingga tidak ada lagi elemen
kerja yang ditambahkan tanpa melebihi waktu siklus.
d.
Ulangi langkah b dan c untuk semua stasiun kerja yang lain,
sehingga semua elemen kerja berada pada stasiun kerja yang
telah ditentukan.
|