|
BAB 2
TINJUAN PUSTAKA
2.1 Definisi Cacat
Cacat yaitu suatu ketidaksesuaian individual dalam suatu proses atau
produk yang disebabkan kegagalan d alam memenuhi satu atau lebih spesifikasi
yang ditetapkan. Suatu produk dikatakan cacat ialah jika tidak memenuhi
spesifikasi, sehingga suatu produk cacat akan mengandung paling tidak satu
cacat individual (Herjanto, 2008, p.434).
Produk cacat adalah produk yang dihasilkan dar i proses produksi yang
tidak memenuhi standar namun secara eko nomis bila diperbaiki lebih
menguntungkan disbanding langsung dijual.
Produk cacat dapat disebabkan hal-hal sebagai berikut:
•
Produk cacat yang disebabkan oleh sulitnya pengerjaan.
•
Produk cacat yang sifatnya normal dalam perusahaan.
•
Produk cacat yang disebabkan kurangnya pengendaliandalam perusahaan.
2.2 Statistical Process Control (SPC)
Statistical Process Control (Pengendalian Proses Statistikal) merupakan
sebuah teknik statistik yang digunakan secara luas untuk memastikan bahwa
proses memenuhi standar. Dengan kata lain, Statistical Process Control
merupakan sebuah proses yang digunakan untuk mengawasi standar, membuat
pengukuran dan men gambil tindakan perbaikan selagi sebuah p roduk atau jasa
sedang diproduksi. (Render danHeizer, 2005, p.286).
•
Diagram Pareto
Diagram Pareto adalah grafik batan g yang menunjukkan masalah
berdasarkan urutan banyaknya kejadian. Masalah yang paling ban yak terjadi
ditunjukkan oleh grafik batang pertama yang tertinggi serta ditempatkan pada
sisi paling kiri, dan seterusnya sampai masalah yang paling sedikit terjadi
ditunjukkan oleh grafik b atan g terakhir yang terendah serta ditempatkan pada sisi
paling kanan (Gazper, 2003, p.46). Pada dasarnya diagram pareto dapat
digunakan sebagai alat interpretasi untuk:
1. Menentukan frekuensi relatif dan urutan pentingnya masalah-masalah atau
penyebab-penyebab dari masalah yang ada.
2. Memfokuskanperhatian pada isu-isu kritis dan penting melalui pembuatan
ranking terhadap masalah-masalah atau penyebab-penyebab dari masalah itu
dalam bentuk yang signifikan.
Hasil Diagram Paretodapat digunakan diagram sebab akibat untuk
mengetahui akan penyebab masalah. Setelah sebab-sebab potensial diketahui dari
diagram tersebut, diagram paretodapat disusun untuk merasionalisasi data yang
diperoleh dari diagram sebab akibat.
|
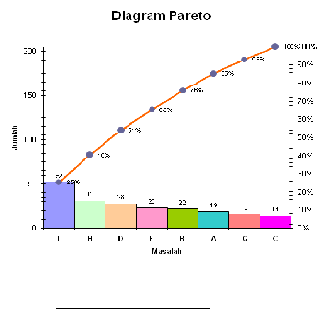 Sumber:www.managers-net.com
Gambar2.1 Diagram Pareto
2.3
Diagram Sebab-Akibat(Cause and Effect Diagram)
Diagram sebab-akibat atausering disebut sebagaiDiagram tulan g
ikan(fishbone diagram) karena bentuknya seperti kerangka ik anatau diagram
Ishikawa (Ishikawa’s diagram) karena pertama kali diperkenalkan oleh Prof.
Kaoru Ishikawa dari Universitas Tokyo pada tah un 1953 (Gazperz, 2003, P.58-
60).
Diagram sebab akibat dapat dipergunakan untuk hal-hal sebagai berikut:
a. Menyimpulkan sebab-sebab variasi dalam proses.
b. Mengidentifikasi kategori dan subkategori sebab-sebab yang mempengaruhi
suatu karakteristik kualitas tertentu.
c.
Memberikanpetunjukmengenaimacam-macam data yang dibutuhkan.
Suatu tindakan dan langkah improvementakan lebih mudah dilakukan jika
masalah dan akar penyebab masalah sudah ditemukan. Manfaat fishbone
diagram ini dapat menolong kita untuk menemukan akar permasalahan secara
user friendly, tools yang user friendly disukai orang-orang manufaktur dimana
proses disana terkenal memiliki ban yak ragam variabel yan g berpotensi
men yebabkan permasalahan (Purba, 2008, para. 1-6).
Menurut Wignjosoebroto (2003, p.268), ada lima faktor penyebab utama
terjadinya penyimpangan kualitas hasil kerja, yaitu:
1. Manusia
2. Metode kerja
3. Mesin atau peralatan kerja lainnya
4. Bahan baku
5. Lingkungan kerja
|
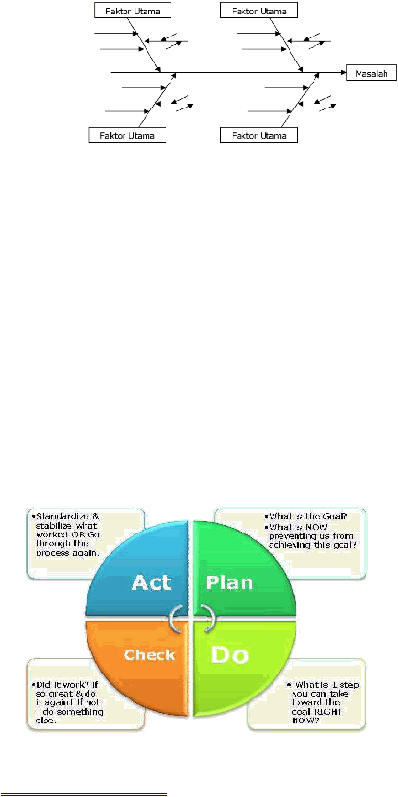 Sumber: Gasperz, 2003, p.60
Gambar 2.2 Diagram Sebab-Akibat
•
PDCA (Plan-Do-Check-Act Cycle)
Teknik PDCA adalah sebuah metode manajemen empat langkah iterative
yang digunakan pada proses produksi untuk control dan peningkatan
berkelanjutan dari proses dan produk.
Plan : Mengidentifikasi dan menganalisis masalah.
Do : Mengembangkan dan menguji solusi yang berpotensi.
Check : Mengukur seberapa efektif p engujian solusi sebelumnya dan
menganalisis apakah langkah tersebut dapat ditingkatkan.
Act : Mengimplementasikan solusi yang telah ditingkatkan secara
men yeluruh.
Teknik ini merupakan sebuah siklus yand di populerkan oleh W. Edwards
Deming.
Sumber:www.create-learning.com
Gambar 1.3 PDCA Cycle
|
|
2.4 Ergonomi
Ergonomi adalah merupakan suatu caban g ilmu yang mempelajari sifat
kemampuan dan keterbatasan manusia (Sutalaksana, 2006).
Maksud dan tujuan dari displin ilmu ergonomi adalah mendapatkan suatu
pengetahuan yang utuh tentang permasalah an-permasalahan iteraksi manusia
teknologi dan produk-produknya sehingga dimungkinkan adan ya suatu
rancangan system manusia-mesin (teknologi) yang optimal.Human Engineering
atau sering juga disebut sebagai ergonomi di definisikan sebagai perancangan
“Man Machine Interface”, sehingga pekerja dan mesin atau produk lainnya bias
berfungsi lebih efektif dan efisien sebagai system manusia-mesin yang terpadu
(Wignjosoebroto, 2003).
2.5 Ekonomi Teknik
Analisa ekonomi teknik adalah beberap a metode yang digunakan unuk
menganalisis alternatif-alternatif yang harus dipilih secara sistematis sesuai
dengan kondisi tertentu.Pengertian dasar ekonomi yang banyak digunakan yaitu
cash flow, time value of money, ekuivalensi, suku bunga majemuk, suku bunga
nominal dan efektif. Dengan men ggunakan metode-metode nilai mata uan g
sekarang (present worth), biaya tahunan atau periode (annual cost), suku bunga
investasi (rate of return), benefit cost ratio, penyusutan, dan pajak pendapatan.
Penerapan teori keputusan dalam ekonomi teknik tentunya sudah berkembang,
bertujuan untuk mendapatkan hasil analisis yang lebih aku rat dengan resiko
tertentu.(Har yono, 1990).Tahapan analisis ekonomi teknik:
•
Definisikan
masalah dan tujuann ya
•
Mengumpulkan informasi yan g relevan terkait kasus yang sedang
dipelajari
•
Memunculkan aleternatif-alternatif
•
Mengevaluasi alternatif tersebut
•
Menentukan alternatif terbaik dengan beberapa kriteria
•
Menerapkan dan memantau hasil kerjanya
Dalam beberapa situasi ekonomi, biaya dari suatu alternatif merupakan
fungsi dari suatu variabel. Apabila dua atau lebih alternatif merupakan fungsi
dari suatu variabel yang sama, kemudian ingin ditentukan nilai dari variabel
tersebut sed emikian hin gga biaya keduanya sama, maka nilai dari variabel yan g
didapat disebut sebagai titik (break-even point).
|