|
BAB 2
LANDASAN TEORI
2.1 Lean Definition
Lean Manufacturing adalah sistem yang membantu mengidentifikasi
dan mengeliminasi dari pemborosan, meningkatkan kualitas, dan mengurangi
waktu produksi dan biaya. Sistem ini juga membuat perusahaan lebih
fleksibel dan lebih responsif dalam mengurangi pemborosan. (Wilson, 2010,
p. 9, 22, 25-26)
Menurut Ohno ada tujuh tipe prinsip pemborosan, yakni:
1. Overproduction: Ini adalah sumber utama dari keenam jenis pemborosan
lainnya. Overproduction disebabkan karena barang yang kita produksi
tidak terjual bisa disebabkan karena produk tersebut defect atau kita
terlalu cepat melakukan produksi dari waktu yang telah ditentukan.
2. Waiting: ini disebabkan karena pekerja tidak melakukan pekerjaannya
karena suatu alasan. Bisa terjadi dalam bentuk short-term waiting
disebabkan karena pekerja menganggur karena ketidakseimbangan lini,
atau long-term waiting karena kehabisan stok baran g atau kerusakan
mesin.
3. Transportation: Ini terjadi ketika produk yang diantarkan ke konsumen
tidak efisien.
4. Overprocessing: Ini adalah proses yang dilakukan berlebihan yang tidak
diminta oleh konsumen. Melakukan proses yang tidak efisien juga
termasuk dalam Overprocessing.
5. Movement: ini adalah gerakan yang tidak diperlukan oleh orang-orang,
seperti orang dan mesin berjalan-jalan untuk mencari material atau alat.
Ini biasa dian ggap sebagai pemborosan karena melakukan aktivitas yang
tidak penting karena melakukan pekerjaan yang tidak perlu.
6. Inventory: Terjadi karen a inventori tidak terjual langsung dan disimpan di
dalam gudang.
7. Making Defective: Pemborosan ini biasa disebut dengan scrap. Making
Defective Parts membuat tambahan waktu, usaha, dan energi menjadi
terbuang sia-sia.
Dengan menerapkan Lean Manufacturing manfaat untuk perusahaan
adalah berkur angnya defect, investasi, berkurangnya material yang
digunakan, berkurangnya penyimpanan, ruang, dan berkurangnya manusia
dalam proses produksi.
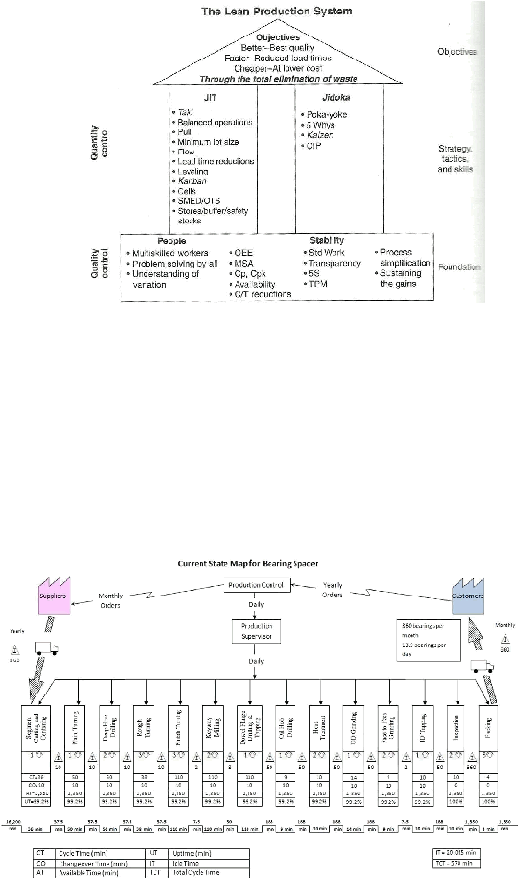
2.2 A House of Lean
Figur House of Lean adalah alat yang bagus untuk deskripsi grafis
tentang inisiatif Lean kepada semua kar yawan di perusahaan. Alat ini bisa
menunjukkan bagaimana berbagai macam topik yang didiskusikan di dalam
Lean Manufacturing berinteraksi satu sama lain. (Wilson, 2010, p. 299)
|
 6
Gambar 2.1 House of Lean (Wilson, 2010, p. 300)
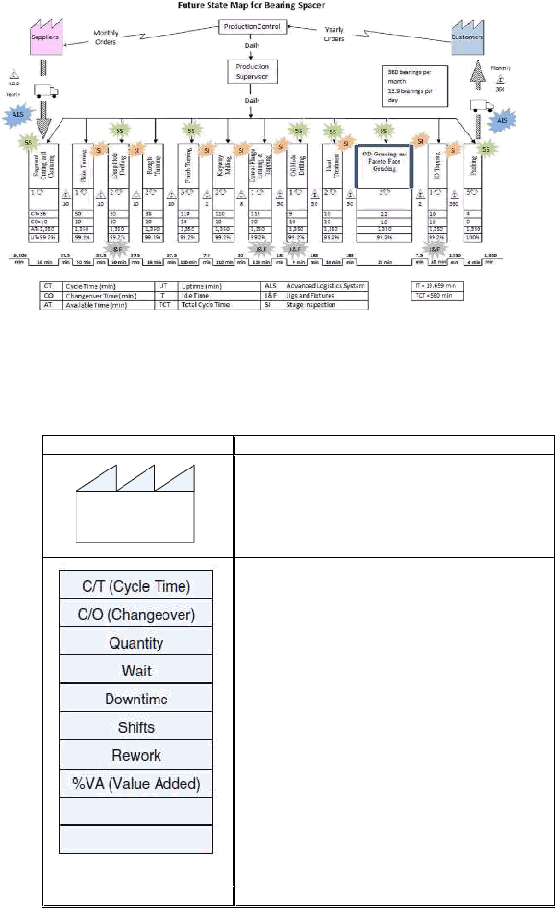
2.3 VSM
Value Stream Mapping (VSM) adalah teknik yang dikembangkan
oleh Toyota dan lalu dipopulerkan oleh buku, Learning to see (The Lean
Entreprise Institute, 1998), oleh Rother dan Shook. VSM digunakan untuk
menemukan pemborosan dalam produk. Ketika teridentifikasi pabrik bisa
langsung mengeliminasi pemborosan tersebut.
Kunci keuntungan membuat value stream mapping adalah fokus
kepada seluruh value stream untuk menemukan sistem pemborosan dan
mengoptimalkan beberapa situasi lokal pada biaya dari keseluruhan value
stream. (Wilson, 2010, pp. 128-129)
Gambar 2.2 Contoh current state VSM (Vinodh, M., & K.R ., 2013, p. 133)
|
 7
Gambar 2.3 Contoh future state VSM (Vinodh, M., & K.R., 2013, p. 134)
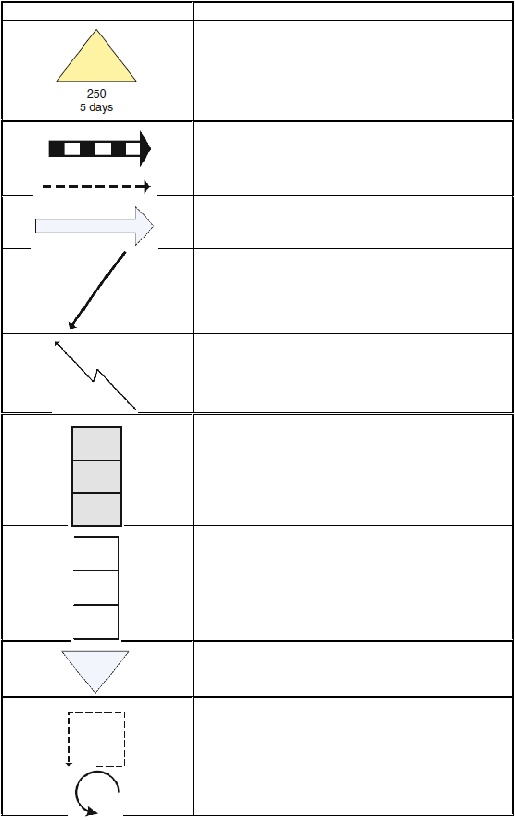
Menurut Andrea Chiarini terdapat beberapa lambang yang digunakan
dalam pembuatan VSM ialah:
Tabel 2.1 Lambang-lambang Dalam VSM (Chiarini, 2013, pp. 36-42)
Gambar
Keterangan
Lambang ini digunakan untuk menandakan
pabrik, supplier, dan pelanggan.
Gambar ini merupakan k olom data, dimana
didalamnya terdapat info rmasi mengenai nama
proses, waktu siklus, waktu changeover (setup
time atau waktu pergantian), jumlah shift, serta
data-data lainnya yang diperlukan untuk dapat
melihat spesifikasi proses tersebut.
|
 8
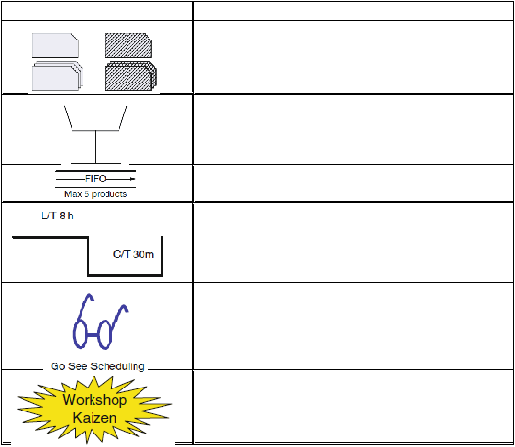
Tabel 2.1 Lambang-lamb ang Dalam VSM (Chiarini, 2013, pp. 36-42)
(lanjutan)
Gambar
Keterangan
Gambar ini melambangkan sebuah pen umpuk-
an antar a satu proses ke proses lainnya.
Terkadang dapat diekpresikan sebagai WIP
atau waktu.
Panah bergaris yan g lebih besar melamb angkan
alur material secara “push” dari proses satu ke
proses lainnya, sedan gkan panah bergaris yang
lebih tipis melambangkan alur secara “pull”.
Panah ini melambangkan adanya proses
shipping
Lambang ini menunjukkan alur informasi antar
proses. Alur informasi ini dapat secara informal
atau formal
Sama halnya dengan lambang sebelumnya,
namun informasi ini lebih mengarah k epada
komunikasi secara elektronik (via-email,
internet, dsb.)
Lambang ini melambangkan safety stock
Lamban g ini disebut “supermarket”, yakni
sebuah WIP khusus yang terkadang diperlukan
ketika aliran tidak dap at memenuhi kebutuhan
pada proses selanjutnya yang jauh lebih cepat
prosesn ya. Biasan ya supermarket ini
dikombinasikan dengan sistem kanban.
Simbol ini melambangkan kanban yang artinya
mengorganisir produksi kembali dari proses
sebelumn ya.
Gambar ini melambangkan adan ya proses
penarikan proses ulang berdasarkan permintaan
pelanggan dari supermarket.
|
 9
Tabel 2.1 Lambang-lambang Dalam VSM (Chiarini, 2013, pp. 36-42)
(lanjutan)
Gambar
Keterangan
Lambang ini merupakan kartu kanban baik
satuan maupun per lot, dimana kartu putih
tersebut melambangkan produksi dan yang
bergaris ialah penarikan
Kanban Rack
Lamb ang alur an proses first-in-first-out (FIFO)
dari proses satu ke proses selanjutnya
Lambang ini menunjukkan segmentasi waktu,
dimana terdapat 2 segmentasi waktu, yakni
lead time dan waktu siklus proses
Lamb ang ini merupak an lambang peringatan
akan perencanaan yang tidak sesuai antar
proses dan WIP
Lamb ang ini melamban gkan adan ya project
perbaikan antar proses maupun proses yang ada
2.4 5S di Perusahaan.
5 S adalah teknik yang dikembangkan di Jepang yang bertujuan untuk
membersihkan penghalang dan limbah dalam pekerjaan, yang melibatkan
pengeleminasian pergerakan manusia yang tidak perlu dengan memindahkan
barang dan waktu yang terbuang karena mencari baran g atau material.
Berikut adalah penjelasan singkat mengenai 5S:
1. Sort atau Seiri. Memindahkan dan merapikan barang yang jaran g
digunakan.
2. Straighten atau Seiton. Mengatur dan melabel tempat-tempat di stasiun
kerja serta menata barang yang bergun a agar mudah dicari dan aman.
3. Shine atau Seiso. Pembersihan barang yang telah ditata dengan rapi agar
tidak kotor, termasuk tempat kerja dan lingkungan serta mesin.
4. Standarize atau Seiketsu. Penjagaan lingkungan kerja yan g sudah rapi
dan bersih menjadi suatu standar kerja.
5. Sustain atau Shitsuke. Penyadaran akan etika kerja.
(Liker & Meier, 2006, p. 64-65)
Di dalam perusahaan 5S berguna untuk meningkatkan kinerja di
tempat kerja yang membantu kontrol visual operator serta mendukun g
implementasi Lean Manufacturing.
2.5 Takt Time
Takt adalah rata-rata dimana konsumen akan mengambil produk,
ketika pabrik memproduksi barang itu. Kun ci pemborosan itu sendiri
|
 10
mengup ayakan konsep untuk menghindari pemb orosan dari overproduction,
pemborosan yang terbesar dari semua jenis pemborosan. (Wilson, 2010)
Rumus Takt time:
Takt time =
2.6 SPC (Statistical Process Control)
SPC adalah metode dalam pemecahan masalah yang berguna dalam
mencapai stabilitas proses dan meningkatkan kemampuan melalui
penguran gan variabilitas. (Montgomery, 2009, p. 199) Menurutn ya terdapat
tujuh alat utama dalam SPC ini, yaitu histogram, check sheet, Pareto
diagram, cause-and-effect diagram, defect concentration diagram, scatter
diagram, dan control chart (X & R chart, CP, dan CPK).
2.6.1 CTQ
Teknik pengendalian kualitas setiap produk memiliki paremeter-
parameter yang dideskripsikan sebagai kualitas oleh konsumen. Parameter
tersebut adalah karakteristik kualitas yang disebut juga karakteristik critical
to quality (CTQ). CTQ terdiri dari beberapa tipe yaitu:
•
Fisik: panjang, berat, voltase, vikositas.
•
Sensor: rasa, penampilan, warna.
•
Orientasi waktu: reliabilitas, durabilitas, mudah diperbaiki.
Tim pengendalian kualitas berfokus pada CTQ untuk mengura
gi variasi
seperti waktu siklus, produk gagal, biaya, dan aktifitas yan
tidak
memberikan nilai tambah (Montgomery, 2009, p. 8, 55)
2.6.2 Check Sheet
Check Sheet merupakan salah satu dari 7 alat penyelesaian masalah
yan g banyak digunakan oleh seluruh perusahaan di dunia. Check Sheet juga
digunakan untuk mencari kesempatan untuk melakukan perbaikan dan ju ga
mengurangi variabilitas dan pemborosan. Di awal perbaikan proses, data
historis sangat penting untuk dikumpulkan karena sabagai dasar investigasi.
Untuk itulah digunakan Check Sheet untuk mencatat pengukuran nya.
Pencatatan di Check Sheet merupakan langkah yang umum di aktifitas
penguku ran dalam perb aikan proses. (Montgomery, 2009, p. 199-200)
|
 11
Gambar 2.4 Check sheet (Montgomery, 2009, p. 200)
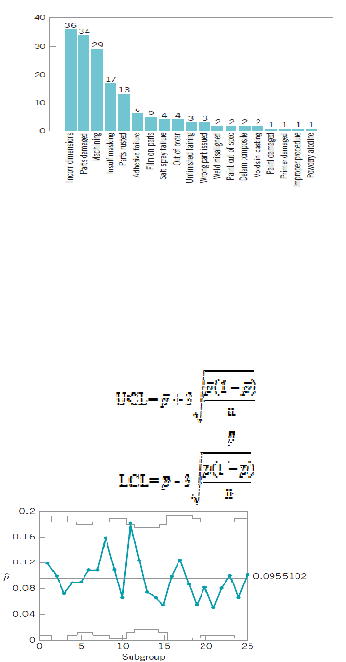
2.6.3 Pareto Chart
Diagram Pareto adalah suatu diagram yang menggambarkan
klasifikasi data den gan menunjukan seran gk aian seri diagram batang.
Diagram diatur mulai dari yang tertinggi sampai terendah. Hal tersebut dapat
membantu menemukan permasalahan dengan mudah yang kemudian akan
diselesaikan (Ariani, 2004,p.19).
Prinsip dari diagram p areto aturan 80/20 yan g artinya 100% masalah
yang ada, cukup dengan memfokuskan 80% yang ada, sedangkan 20%
sisanya dibiarkan saja. 80% tersebut merupak an masalah besar yang dihadapi,
sedangkan 20% sisanya merupak an masalah-masalah kecil yang timbul.
(Schubert, 2008, p.27).
Gambar 2.5 Pareto diagram (Montgomer y, 2009, p. 201)
2.6.4 Peta Kendali Fraction Nonconforming (NP Chart)
Fraksi ketidaksesuaian merupakan salah satu control chart dengan
variabel atribut pada SPC dengan memperhitungkan rasio seju mlah
ketidaksesuaian benda dalam sebuah populasi dari jumlah keseluruhan
populasi (Montgomery, 2009).
Rumus yang digunakan untuk Np chart adalah:
Center Line =
Gambar 2.6 Diagram Np chart (Montgomer y, 200 9, p. 303)
|
 12
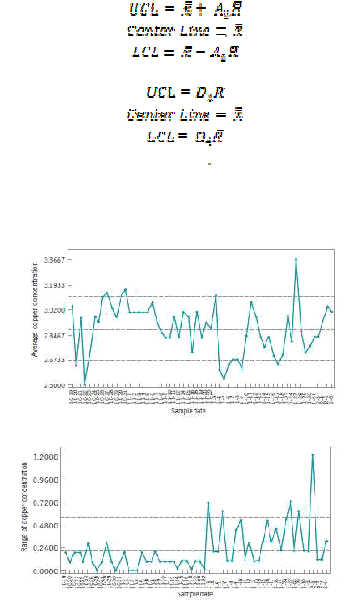
2.6.5 Peta Kontrol X & R Chart
Saat menganalisa karakteristik kualitas terutama variabel, nilai rata-
rata/mean dari karakteristik kualitas dan variabilitasnya harus terus dimonitor.
Kontrol dari rata-rata proses tersebut biasanya dilakukan dengan
menggunakan peta kontrol x. Peta kontrol untuk jarak data disebut R chart
(Montgomery, 2009, p. 227-229)
Rumus yang digunakan u ntuk X Chart adalah:
Rumus yang digunakan u ntuk R Chart adalah:
Manfaat penggunaan peta kontrol untuk perusahaan adalah untuk
menentukan apakah su atu proses berada dalam pengendalian batas statistikal,
memantau proses terus-menerus sep anjan g waktu agar proses tetap stabil dan
hanya mengandung variasi penyebab umum, serta menentukan kemampuan
proses.
Gambar 2.7 Diagram X dan R chart (Montgomer y, 2009, p. 210)
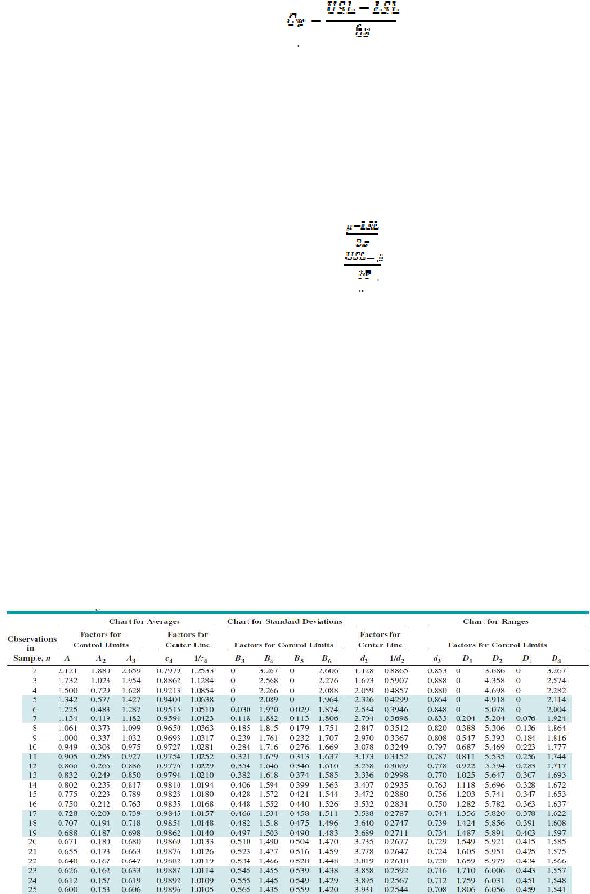
2.6.6 Proses kapabilitas
Kapabilitas proses adalah kemampuan dari proses dalam
menghasilkan produk yang memenuhi spesifikasi. Jika proses memiliki
kapabilitas yan g baik maka proses akan menghasilkan produk yang berada
dalam batas-batas spesifikasi Sebalikn ya jika kapabilitas proses buruk, maka
proses tersebut akan mengh asilkan banyak produk di luar batas-batas
|
 13
spesifikasi sehingga menimbulkan kerugian. Kapabilitas Proses (C p) yang
menggunakan spesifikasi dua sisi dihitung menggunakan formula berikut:
Dimana: Cp = Indeks Kapabilitas Proses (Process Capability Index)
USL = Batas Spesifikasi Atas (Upper Specification Limit)
LSL = Batas Spesifikasi Bawah (Lower Specification Limit)
6s = Enam Simpangan Bak u.
Biasanya indeks kapabilitas proses (Cp) dipergunak an bersamaan
dengan indeks performansi (performance index) atau Cpk disebut juga
spesifikasi satu sisi, yang merefleksikan kedekatan nilai rata-rata dari proses
sekarang terhadap salah satu batas spesifikasi atas (USL) atau batas
spesifikasi bawah (LCL). Indeks performa ini berdasarkan pada formula:
Cpk = min (CPL,CPU)
Cpl =
Cpu =
µ
= Batas Tengah Spesifikasi.
Besaran nilai Cp, Cpl, & C pu dibandingkan dengan kriteria sebagai berikut:
1. Jika Cp, Cpl, & Cpu > 1,33, maka proses dianggap mampu
memenuhi spesifikasi.
2. Jika Cp, Cpl, & Cpu = 1,00 – 1,33, berarti proses dianggap
mampu namun perlu pengendalian ketat jika rasionya mendekati
1,00.
3. Jika C p, Cpl, & Cpu < 1,00 maka proses dianggap tidak
mampu.
Angka-angka Cp = 1,0 dan Cp = 1,33 adalah berdasarkan referensi
kualitas 3 sigma & defective ppm (part per million), misalnya angka Cp = 1 ,0
adalah sama dengan kemampuan proses pada tingkat 3 sigma atau 2700 ppm
dalam spesifikasi dua sisi (Cp), angka Cp = 1,3 adalah sama dengan
kemampuan proses dengan tingkat 4 sigma atau 48 ppm d alam spesifikasi
satu sisi (Cpk). (Montgomery, 2009, p. 351-355)
2.6.7 Tabel Factors for C onstructing Variables Control C harts
Tabel 2.2 Factors for Constructing Variables C ontrol Charts
|
 14
2.7 Time Motion Study
Istilah Time and Motio n Study mengacu pada cabang pengetahuan
yang luas yang berhubungan dengan penentuan sistematis metode kerja lebih
baik, dengan penentuan waktu yang dibutuhkan untuk penggunaan manusia
atau mesin melakukan
kerja dengan metode yang ditetapkan, dan dengan
pengembangan bahan yang dibutuhkan untuk membuat penggunaan praktis
dari data. Time and Motion Study memiliki tujuan untuk menghilangkan
pekerjaan yang tidak diperlukan, metode desain dan prosedur yang paling
efektif, yang memerlukan sedikit usaha, dan sesuai dengan individu yang
menggun akannya. Selain itu, ia menyediakan sebuah metode untuk mengukur
kinerja atau untuk menentukan indeks produksi indeks untuk kerja individu
atau kelompok, masing-masing bagian, atau seluruh pabrik. (Bon & Daim,
2010)
2.7.1 Waktu Normal
Waktu siklus merupakan waktu yang dibutuhkan oleh operator untuk
menyelesaikan sebuah produk, dengan kata lain waktu siklus adalah waktu
penyelesaian satu satu an produksi sejak bahan baku mulai diproses di tempat
kerja yang bersan gkutan (Wignjosoebroto, 2003, p. 200).
Waktu normal = Waktu Siklus x
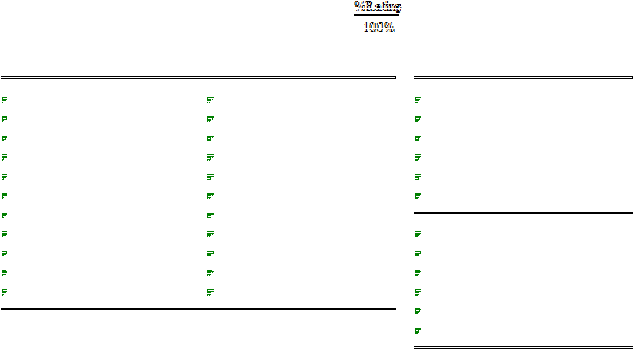
2.7.2 Tabel Westinghouse Performance Rating
Tabel 2.3 The Westinghouse Rating System (Salv endy, 2001)
Skill ratings
Effort ratings Environmental condition ratings
+0.15 A1 Superskill +0.13 A1 Excessive +0.06 A Ideal
+0.13 A2 Superskill +0.12 A2 Excessive +0.04 B Excellent
+0.11 B1 Excellent +0.10 B1 Excellent +0.02 C Good
+0.08 B2 Excellent +0.08 B2 Excellent 0.00 D Average
+0.06 C1 Good +0.05 C1 Good -0.03 E Fair
+0.03 C2 Good +0.02 C2 Good -0.07 F Poor
0.00 D Average 0.00 D Average Consistency ratings
-0.05 E1 Fair -0.04 E1 Fair +0.04 A Perfect
-0.10 E2 Fair -0.08 E2 Fair +0.03 B Excellent
-0.16 F1 Poor -0.12 F1 Poor +0.01 C Good
-0.22 F2 Poor -0.17 F2 Poor 0.00 D Average
-0.02 E Fair
-0.04 F Poor
2.7.3 Waktu Standard
Waktu standard merupakan waktu yang telah dibakukan yang
digunak an sebagai acuan untuk operator dapat bekerja secara wajar (tidak
terlalu cepat dan tidak terlalu lambat) dalam sistem kerja terbaik. Penentuan
waktu baku ini dilakukan dengan mempertimbangkan nilai kelonggaran
terhadap hal-hal yang tidak dapat dihindari sewaktu operator melakukan
pekerjaann ya (Wignjosoebroto, 2003, pp. 202-203). Berikut ini adalah rumus
perhitungan waktu stand ard:
Waktu Standard = Waktu Normal x (100% + %Kelonggaran)
|