|
BAB II
TEORI DASAR
2.1
Analisa Proses
Dalam dunia bisnis yang semakin ketat persaingannya, setiap perusahaan yang
ada sudah harus memahami dan mempelajari proses kerja operasional yang dijalankannya
agar dapat bertahan dalam kompetisi. Pengefesienan dan pembelajaran terus menerus
akan proses kerja operasional yang sedang dijalankan akan terus membawa pembaharuan
dan membawa banyak hal positif dalam hal efesiensi, keunggulan kompetisi, dan
meningkatkan keuntungan.
Proses sendiri artinya adalah suatu bagian dari sebuah organisasi yang menerima
masukan dan mengubah masukan tersebut menjadi sebuah hasil keluaran sesuai yang
diharapkan, mempunyai nilai lebih besar untuk organisasi dibandingkan masukan awal.
Hasil dari proses ini sendiri dapat dipisahkan menjadi dua jenis yaitu hasil berupa produk
dan hasil yang berupa layanan.
Menganalisa sebuah proses sangat dibutuhkan perusahaan untuk mengetahui
banyak hal penting dari proses yang selama ini telah dijalankan dan atau akan dikerjakan.
Pengertiaan yang jelas mengenai tujuan dari analisa adalah hal penting untuk menentukan
tingkat rincian dalam merumuskan sebuah model dari proses tersebut. Analisa yang
bagus diusahakan sangat sederhana agar mudah dimengerti dan ditarik kesimpulan-
kesimpulannya.
2.1.1 Bagan Alir Proses
Dalam suatu proses untuk mengubah masukan awal menjadi suatu hasil dari
proses akan melalui beberapa tahap proses yang mempunyai pengaruh satu dan lainnya
sehingga hubungan ini sangat penting untuk dipertimbangkan kinerja dari beberapa
aktifitasnya. Untuk memulai analisa dapat mulai mengambarkan suatu bagan aliran kerja,
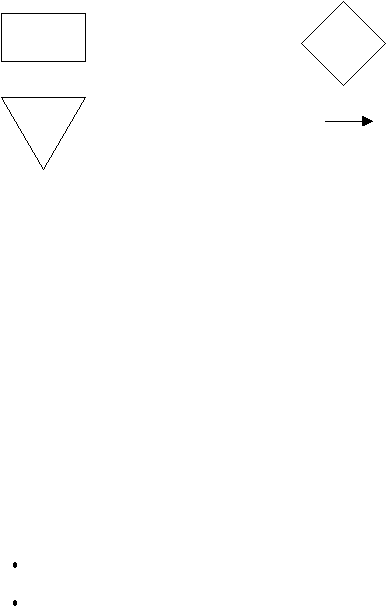
teruatama dari proses yang akan dianalisa. Bagan ini terdiri dari persegi panjang, aliran
arah panah, dan penyimpanan produk hasil yang digambarkan sebagai segitiga terbalik.
Banyak cara untuk membuat bagan aliran proses, penggambarannya dapat dipisah
dalam jenis proses yang dilakukan. Hal ini untuk memberikan penjelasan awal terutama
mengenai aliran dari produk / masukan yang diproses / ditransformasikan menjadi hasil
keluaran yang bisa produk maupun layanan. Simbol-simbol yang standar digunakan
dalam membuat bagan aliran proses dapat dilihat pada Gambar 2.1.
|
 Tugas atau
operasional
Titik
Keputusan
Tempat
penyimpanan
atau antrian
(ruang tunggu)
Aliran dari
bahan atau
pelanggan
Gambar 2.1. Simbol-simbol dari Bagan Alir Proses
2.1.2 Tipe – Tipe Proses
Dengan menentukan tipe proses yang dimiliki oleh suatu organisasi akan
memudahkan dalam merancang proses yang baik. Langkah awal dalam pendefinisian tipe
dari proses yaitu dengan menentukan apakah proses termasuk tingkatan-tunggal (single-
stage) atau banyak-tingkatan (multiple-stage). Proses yang banyak-tingkatan-nya
mempunyai banyak grup atau aktifitas yang terhubung oleh aliran yang ada. Istilah
tingkatan digunakan untuk mengindikasikan bahwa banyak aktifitas digabungkan untuk
dianalisa tujuan dan kegunaannya.
Dalam berbagai proses yang mempunyai banyak-tingkatan, karena beberapa hal,
proses menampung (buffer) dalam aktifitasnya. Penampungan (buffering) artinya sebuah
tempat penyimpanan antara satu tingkat ke tingkat lainnya dimana keluaran dari suatu
tingkatan sebelumnya ditaruh agar dapat digunakan pada tingkatan selanjutnya pada
waktu yang tepat.
Dalam suatu proses, jika ada kegiatan saling mendukung dan berhubungan
langsung dengan kegiatan lainnya tanpa ada pebampung akan menimbulkan dua
kemungkinan yang terjadi yaitu :
Penghalangan (Blocking) : peristiwa ini terjadi ketika aktivitas di tingkatan ini
harus berhenti karena tidak ada tempat untuk menaruh barang yang telah jadi.
Kekosongan (Starving) : peristiwa ini terjadi ketika aktivitas dalam tingkatan
ini harus berhenti karena tidak ada yang harus dikerjakan.
Istilah tutup botol (bottleneck) berarti keadaan terjadi karena tingkatan dari proses
ini telah memenuhi batas kapasitas dari proses.
Cara lain lagi untuk menentukan karakteristik dari suatu proses adalah dengan
menentukan apakah proses ini dibuat untuk disimpan (makes-to-stock) atau dibuat
berdasarkan pesanan (makes-to-order).
Secara lebih rinci dapat dijabarkan proses membuat berdasarkan pesanan (makes-
to-order) berarti proses ini hanya diaktifasi ketika ada pesanan yang dibuat, sehingga
inventori (baik yang digunakan dalam proses maupun barang jadi) akan dibuat seminimal
mungkin. Secara teori, proses seperti akan memakan waktu karena semua aktifitas
diselesaikan sebelum produk diantarkan ke pelanggan. Secara alami, proses yang akan
dilakukan adalah proses membuat berdasarkan pesanan (make- to-order).
|
|
Dalam beberapa hal ternyata banyak waktu yang dapat dipersingkat dengan proses
membuat untuk disimpan (makes-to-stock). Barang yang sudah diprediksikan dan yang
perputarannya cepat dalam permintaannya dapat disediakan terlebih dahulu tanpa adanya
pesanan terlebih dahulu, sehingga ketika pesanan dari pelanggan terjadi, produk / barang
jadi sudah dapat dikirim langsung ke tangan pelanggan dari inventori barang jadi. Untuk
mengontrol proses membuat untuk disimpan ini yaitu dengan memperhatikan jumlah
aktual dan antisipasi dari inventori barang jadi. Untuk menjaga keberadaan barang di
inventori barang jadi, diperlukan sebuah jumlah target dalam waktu tertentu sesuai
periodik yang berlaku, atau proses membuat stok ini terjadi dalam kurun waktu tertentu.
Ada proses hybrid yang merupakan gabungan proses membuat untuk menyimpan
(makes-to-stock) dan proses membuat berdasarkan pesanan (makes-to-order). Kedua tipe
ini dijalakan secara arternatif paralel pada akhir suatu proses. Cara yang bisa dilakukan
menggunakan proses seperti ini yaitu pada suatu titik di dalam proses, sebuah produk
umum dibuat dan disimpan lalu dari produk umum inilah diselesaikan pada proses akhir
sesuai dengan pesanan.
Setiap jenis dan tipe mempunyai kekurangan dan kelebihan masing-masing,
kombinasinya sendiri. Pelangkahan (pacing) berarti waktu tetap dari sebuah pergerakan
barang melalui sebuah proses.
2.1.3 Mengukur Kinerja Proses
Dalam suatu analisa proses, perlu adanya pengukuran akan kinerja proses tersebut
sebagai langkah selanjutnya setelah menggambarkan aliran proses itu sendiri. Matrik-
matrik akan digunakan sebagai pendukung keputusan suatu perusahaan untuk
meningkatkan atau menurunkan suatu proses yang benar-benar menghasilkan. Dengan
membandingkan (benchmarking) ukuran kinerja proses antara satu perusahaan dengan
perusahaan lain kita akan mengenal lebih jauh mengenai kemampuan proses perusahaan
dan melupakan aktifitas yang penting harus dilakukan oleh seorang manager operasi.
Pengukuran yang paling umum dan digunakan dalam setiap pengukuran akan
kinerja suatu proses adalah utilisasi (utilization) dari suatu proses, yaitu rasio antara
waktu aktual ketika suatu sumber daya digunakan dibandingkan dengan waktu yang
tersedia untuk menggunakannya. Pengukuran utilisasi ini sering sekali digunakan untuk
memperhitungkan potensi dari suatu sumber daya dalam perusahaan. Perbedaan antara
produktifitas (productivity) dan utilisasi sangatlah penting. Produktifitas sendiri adalah
rasio dari keluaran dan masukan. Faktor total produktifitas biasanya digunakan dalam
mengukur unit moneter, alternatif lain yaitu faktor sebagian produktifitas yang mengukur
berdasarkan sebuah masukan individu, perhitungan faktor sebagian ini menjawab
pertanyaan berapa keluaran yang dapat didapat dengan masukan yang diberikan.
Efesiensi (Effeciency) adalah rasio dari aktual keluaran sebuah proses
dibandingkan dengan beberapa standart. Waktu Jalan (Run time) adalah waktu yang
diperlukan untuk menghasilkan suatu jumlah dari bagian produk, sedangkan waktu
persiapan (Setup time) adalah waktu yang dibutuhkan untuk menyiapkan sebuah mesin
untuk membuat suatu barang. Kedua waktu itu jika dijumlahkan antara waktu jalan dan
waktu persiapan adalah waktu operasi (Operational time). Waktu perputaran (cycle time)
adalah waktu yang diperlukan antara memulai dan menyelesaikan suatu kerjaan. Istilah
|
|
lain yang berhubungan adalah waktu menyelesaikan (throughput time) adalah waktu
termasuk diantaranya waktu yang diperlukan unit selama dikerjakan dan waktu selama
unit itu menunggu dalam antrian proses.
Kecepatan proses (process velocity disebut juga rasio penyelesaian / throughput
ratio) adalah rasio dari total waktu penyelesaian dibanding waktu penambahan nilai
(value-added). Waktu penambahan nilai (value-added time) adalah waktu pekerjaan
diselesaikan pada sebuah unit.
2.1.4 Pengurangan Waktu Penyelesaian dari suatu Proses
Suatu proses yang baik adalah proses yang mempunyai efesiensi baik dalam hal
waktu, kualitas, dan perputaran inventori. Banyak cara dapat digunakan untuk
mengefesiensikan waktu penyelesaian dalam suatu proses. Beberapa dapat dilihat
konsepnya sebagai berikut :
Melakukan pekerjaan / aktifitas secara paralel.
Mengubah urutan dari aktifitas.
Mengurangi gangguan / interupsi.
2.2
Manajemen Kualitas Total (Total Quality Management)
Beberapa pengertian mengenai Manajemen Kualitas Total adalah sebagai berikut
bedasarkan litelature yang ada :
“TQM is a system of continuous improvement employing participative
management and centered on the needs of customers" (Jurow & Barnard, 1993).
“TQM may defined as managing the entire organization so that it excels on all
dimensions of products and services that are important to the customer”. (Chase,
Jacobs, Aquilano, 2004 : 274)
Dengan adanya TQM, semua operasional akan berjalan sangat efesien dan efektif,
karena pengurangan biaya inventori akan ditekan sekecil mungkin. TQM ini sudah
berjalan cukup lama terutama di Amerika dan di Jepang. Komponen kunci dari TQM
sendiri adalah : keterlibatan dan pelatihan karyawan, tim pemecah keputusan, metode
statistik, tujuan dan pemikiran masa depan, dan pengakuan pada sistem.
2.3
Six Sigma
Six Sigma adalah sebuah filosofi dan metode yang digunakan untuk
mengeliminasi cacat (defect) pada produk dan proses. Cacat (defect) adalah komponen
apa saja yang tidak sesuai atau keluar dari batas spesifikasi konsumen.
Menurut Pande (2003) tiga bidang utama yang menjadi target usaha Six sigma
adalah:
1. Meningkatkan kepuasan pelanggan
|
 2. Mengurangi waktu siklus
3. Mengurangi cacat (defect)
Menurut Chase (2004) metrik yang digunakan dalam six sigma adalah defects per
million opportunities (DPMO).
Kalkulasi DPMO adalah:
DPMO
Dimana:
Jumlah unit dari produk yang cacat
Jumlah dari peluang cacat per unit x jumlah unit
x1.000.000
1.Unit adalah item yang diproduksi atau jasa yang diberi
2.Cacat adalah item produk atau jasa yang diberi yang tidak sesuai dengan
keinginan konsumen.
3.Peluang (opportunity) adalah kemungkinan dari terjadinya cacat.
Kesuksesan implementasi six sigma adalah tidak hanya bergantung dari
penggunaan metodologi teknis yang baik, tetapi juga dari pemilihan dan penggunaan
personel yang baik. Menurut Chase(2004) beberapa teknik struktur tanggung jawab dan
posisi personel yang biasanya digunakan dalam implementasi six sigma adalah:
1. Pemimpin Eksekutif (Executive Leader) yang berkomitmen penuh pada six
sigma dan mempromosikannya kepada keseluruhan organisasi, dan
Champions, yang memimpin proses yang akan ditingkatkan kualitasnya.
Champion biasanya diambil dari posisi eksekutif dan manajer yang
diharapkan akan dapat mengidentifikasikan metrik yang sesuai pada awal
proyek dan memastikan bahwa usaha peningkatan kualitas berfokus pada hasil
bisnis.
2. Pelatihan konsep dan alat-alat six sigma kepada keseluruhan perusahaan.
Pemberian gelar ditujukan untuk mengrefleksikan kemampuan dan posisi
mereka. Black belt mempunyai tugas memberi latihan dan memimpin tim
peningkatan kualitas six sigma. Master black belt menerima pelatihan yang
dalam atas alat-alat statistik dan peningkatan kualitas proses. Green belt
adalah karyawan yang telah menerima pelatiha six sigma yang cukup untuk
berpartisipasi dalam tim, atau di dalam beberapa perusahaan, bekerja secara
individual dalam proyek berskala kecil yang langsung berhubungan dengan
tugas mereka.
3. Menentukan tujuan yang luas untuk pengembangan dan peningkatan kualitas.
4. Imbalan dan pengembangan yang berkelanjutan.
2.3.1
DMAIC (Define, Measure, Analyze, Improve, dan Control)
Menurut Chase (2004) langkah-langkah standar dalam menerapkan metodologi
six sigma adalah proyek DMAIC yang dikembangkan oleh General Electric, yang
dijelaskan sebagai berikut:
1. Menentukan Masalah (Define)
Mengidentifikasikan konsumen dan prioritas mereka
Mengidentifikasikan proyek yang sesuai untuk six sigma berdasarkan
tujuan bisnis dan juga kebutuhan konsumen dan umpan baliknya.
|
|
Mengidentifikasikan karakteristik CTQ (Critical To Quality) yang
dipertimbangkan oleh konsumen sebagai hal yang sangat berpengaruh
pada kualitas.
2. Mengukur (Measure)
Menentukan bagaimana mengukur sebuah proses dan bagaimana
perfomansinya.
Mengidentifikasikan kunci proses internal yang mempengaruhi
karakteristik CTQ (Critical To Quality) dan mengukur cacat yang sudah
terjadi relatif ke proses tersebut.
Menurut Pande (2003) tujuan utama langkah Measure :
Mendapatkan data untuk memvalidasi dan mengkuantifikasi masalah /
peluang.
Memulai menyentuh fakta dan angka-angka yang memberikan petunjuk
tentang akar masalah.
Menurut Pande (2003) ukuran-ukuran dalam sebuah proses:
Hasil akhir (output): hasil akhir dari proses. Ukuran-ukuran output fokus
kepada hasil segera (pengiriman, cacat / defect, komplain) dan hasil akhir
pada pengaruh-pengaruh dengan periode yang lebih panjang (profit,
kepuasan, dsb).
Proses: hal-hal yang dapat dilacak / ditelusuri dan diukur, memulai
membantu untuk menyentuh akar masalah.
Input: hal-hal yang ada pada proses untuk mengubah output. Input yang
buruk akan menghasilkan output yang buruk, sehingga ukuran input dapat
membantu mengidentifikasikan akar masalah yang mungkin.
3. Menganalisa (Analyze)
Menentukan penyebab paling besar dari cacat.
Memahami mengapa cacat terjadi dengan mengidentifikasi variabel kunci
yang paling sering menciptakan variasi proses.
Menurut Pande (2003) beberapa kategori penyebab umum yang dapat
diekplorasi dalam tahap analisa adalah:
Methods: prosedur atau tehnik yang digunakan untuk mengerjakan tugas.
Machines: teknologi yang digunakan dalam sebuah proses kerja.
Materials: data, instruksi, angka atau fakta, form, file yang bila rusak akan
mengakibatkan pengaruh negatif terhadap output.
Measures: data yang salah yang dihasilkan dari mengukur sebuah proses
atau mengubah tindakan orang pada basis apa yang diukur dan bagaimana
mengukur.
Mother Nature: unsur-unsur lingkungan, dari cuaca sampai kondisi
ekonomi yang berpengaruh pada proses atau kinerja bisnis.
People: merupakan variabel kunci yang yang menggabungkan semua
unsur lain tersebut untuk menghasilkan result / output bisnis.
Dalam tahap analisa ini dapat digunakan teknik Analyze cycle. Siklus ini
dimulai dengan menggabungkan pengalaman, data / ukuran, dan tinjauan
terhadap proses dan keudian menyusunnya sebagai praduga awal, atau
hipotesis terhadap akar masalah. Selanjutnya adalah mencari lebih banyak
|
|
data dan bukti-bukti lain untuk mengetahui apakah cocok dengan akar
masalah yang diperkirakan. Siklus seterusnya berlanjut, dengan hipotesis
diperbaiki atau ditolak, sampai akar masalah yang sesungguhnya dapat
diidentifikasi dan diverifikasi dengan data.
4. Memperbaiki (Improve)
Mengidentifikasi alat-alat yang akan dipakai untuk menghilangkan
penyebab cacat.
Mengkonfirmasikan variabel kunci dan pengaruh jumlah kuantitasnya
terhadap QTC.
Mengidentifikasikan jenjang jangkauan penerimaan maksimum dari
variabel kunci dan sistem untuk mengukur deviasi variabel tersebut.
Memodifikasi proses untuk tetap dapat berada pada jenjang jangkauan
yang masih dapat diterima.
5. Kontrol (Control)
Menentukan bagaimana untuk dapat terus memelihara perkembangan.
Menggunakan alat-alat untuk memastikan bahwa variabel kunci tetap
berada pada jenjang jangkauan maksimum yang dapat diterima pada
proses yang sudah dimodifikasi.
Sasaran dari kontrol adalah untuk menghindari kembali kepada kebiasaan dan
proses lama.
Menurut Pande (2003) tugas-tugas khusus kontrol yang harus diselesaikan:
Mengembangkan proses monitoring untuk melacak perubahan-perubahan
yang harus ditentukan.
Menciptakan rencana tanggapan untuk menangani masalah-masalah yang
mungkin muncul.
Membantu memfokuskan perhatian manajemen terhadap ukuran-ukuran
jritis yang memberikan informasi terkini mengenai hasil akhir dari proyek,
dan terhadap ukuran-ukuran proses kunci.
|