|
BAB 2
LANDASAN
TEORI
2.1 Tinjauan Pustaka
2.1.1. Material
Requirement Planning
(MRP)
Menurut Heryanto (1997, p193), persediaan adalah bahan baku atau barang yang
disimpan
yang
akan
digunakan
untuk
memenuhi tujuan
tertentu,
misalnya
untuk
digunakan
dalam
proses
produksi
atau
perakitan,
untuk
dijual
kembali
atau
untuk
suku
cadang
dari
suatu peralatan
atau
mesin
sebagai
salah
satu aset
penting
dalam
perusahaan, karena
biasanya
mempunyai nilai
yang
cukup
besar
dan
mempunyai
pengaruh terhadap besar kecilnya biaya operasi, maka perencanaan dan pengendalian
merupakan suatu kegiatan penting yang
mendapat perhatian khusus dari
manajemen
perusahaan.
Adanya persediaan ini merupakan langkah lanjut dari adanya permintaan terhadap
suatu barang atau komponen, dimana permintaan suatu barang dapat diklasifikasikan
dalam
permintaan
yang
bebas
(independent) dan
permintaan
yang
tidak
bebas
(dependent). Barang-barang permintaan bebas yaitu
barang-barang yang
permintaan
atau kebutuhannya tidak dipengaruhi oleh permintaan atau kebutuhan barang lainnya.
Barang-barang dalam
golongan ini permintaannya ditentukan oleh permintaan pasar.
Sedangkan
barang-barang permintaan
tidak
bebas
yaitu
barang-barang yang
permintaan atau kebutuhannya ditentukan oleh besar permintaan barang lainnya. Ada
|
|
21
2
masalah
yang dihadapi
pada
masalah persediaan
yaitu
kapan dan berapa banyak
pemesanan
yang
harus
dilakukan
untuk
memenuhi rencana
produksi
yang
telah
ditetapkan.
Masalah
pertama
dapat
dipenuhi
jika
kita
mengetahui
saat
kebutuhan
harus
dipenuhi
sesuai dengan
jadwal
induk
produksi
(MPS)
serta
waktu
tenggang
(lead time).
Sedangkan
masalah
kedua
dapat
dipecahkan
dengan
teknik
lot-sizing
yaitu
suatu teknik
untuk
menetapkan besarnya
lot
yang
optimal
untuk
memenuhi
permintaan tertentu.
Material
Requirement
Planning
(MRP)
dikembangkan untuk
membantu
pengolahan
persediaan
barang
permintaannya
memiliki
ketergantungan. Herjanto
(1997,
p193)
berpendapat bahwa
MRP
adalah
suatu
konsep
dalam
manajemen
produksi, sehingga barang dibutuhkan dapat tersedia sesuai dengan perencanaan.
2.1.1.1 Syarat teknik
MRP
Ada empat syarat pada teknik MRP, yaitu :
1)
Tersedianya Master Production Schedule (MPS)
2)
Setiap item persediaannya mempunyai identifikasi khusus.
3)
Tersedianya
struktur
produk
dan
BOM
(Bill
of
Material) pada
saat
perencanaan. Struktur produk
tidak
perlu
memuat semua
item
yang
terlibat
dalam pembuatan suatu produk (apabila itemnya sangat banyak dan prosesnya
terlalu kompleks), tetapi struktur produk harus
mampu
menggambarkan
|
|
22
secara jelas langkah-langkah
suatu produk yang dibuat, langkah tersebut
dimulai dari bahan baku sampai produk akhir.
4)
Tersediannya catatan tentang persediaan (inventory status). Status persediaan
menggambarkan keadaan dari setiap komponen atau material yang ada dalam
persediaan, yang berkaitan dengan :
•
Jumlah
persediaan
yang
dimiliki pada
setiap
periode
(inventory on
hand).
•
Jumlah barang yang sedang dipesan dan kapan pesanan tersebut akan
tiba (inventory on order).
•
Waktu ancang-ancang (lead time) dari setiap bulan.
I
t
=
I
t-I
+
Q
t
-
D
t
Dengan :
I
t-I
=
jumlah persediaan pada akhir periode t-1
I
t
=
jumlah persediaan barang yang dimiliki pada periode t
Q
t
=
jumlah barang yang dipesan dan yang akan datang pada
periode t
D
t
=
jumlah kebutuhan barang selama periode t
Rumusan ini akan memberikan nilai I yang positif atau negatif. Harga
negatif memberikan indikasi bahwa untuk memenuhi kebutuhan maka
harus dilakukan pesanan baru.
|
|
23
Menurut
Gaspersz
(2001,p141)
Master
Production
Schedule (Penjadwalan
Produksi
Induk)
adalah salah satu
set
rencana
yang
menggambarkan berapa
jumlah
yang akan dibuat untuk setiap end item pada periode tertentu.
Fungsi MPS adalah :
•
Menjadwalkan jumlah tiap end item yang akan diproduksi,
•
Memberikan input bagi MRP (Material
Requirement Planning),
•
Sebagai dasar bagi pembuatan perencanaan sumber daya (rough cut capacity
planning)
•
Merupakan dasar untuk menetapkan janji pengiriman pada konsumen
Lima input utama bagi MPS adalah :
1. Data permintaan total
Merupakan salah satu sumber data bagi proses penjadwalan produksi induk.
Data
permintaan total
berkaitan
dengan
ramalan
penjualan
dan
pesanan-
pesanan.
2. Status Inventory
Berkaitan
dengan
informasi
tentang
on
hand
inventory, stok
yang
dialokasikan
untuk penggunaan tertentu (allocated
stock), pesanan-pesanan
produksi
dan
pembelian
yang
dikeluarkan (released
production
and
purchased orders)
dan firm planned orders.
MPS harus mengetahui secara
|
|
24
akurat berapa banyak inventori yang tersedia dan
menentukan berapa
banyak yang harus dipesan.
3. Rencana produksi
Memberikan
sekumpulan
batasan
bagi
MPS.
MPS
menentukan berapa
tingkat
produksi,
inventori
dan
sumber-sumber daya
lain
dalam
rencana
produksi
itu.
Terdapat
tiga
alternative
strategi
perencanaan produksi
(Gaspersz,2001,p132), yaitu :
a)
Level method
b)
Chase method
c)
Compromise strategy
4. Data perencanaan
Berkaitan dengan aturan-aturan tentang lot-sizing yang harus digunakan,
stok
pengaman
(safety
stock)
dan
waktu tunggu
(lead
time)
dari
masing-
masing item biasanya tersedia dalam file induk dari item.
5. Informasi RCCP
Beberapa faktor
utama
yang menentukan proses
penjadwalan produksi
induk (MPS), yaitu :
a)
Lingkungan manufaktur
Lingkungan
manufaktur yang
umum
dipertimbangkan ketika
akan mendesain MPS (Gaspersz, 2001, p146) adalah :
|
|
25
•
Make to stock
Produk dari
lingkungan make to stock biasanya dikirim
secara
langsung
dari
gudang produk
akhir
dan
karena
itu
harus
ada
stok
sebelum
pesanan pelanggan
(customer order)
tiba. Hal ini berarti produk akhir
dibuat
atau
diselesaikan terlebih
dahulu
sebelum
menerima pesanan pelanggan.
•
Make to order
Produk-produk dari lingkungan make to order biasanya
baru
dikerjakan
atau
diselesaikan setelah
menerima
pesanan dari pelanggan.
•
Assemble to order
Produk-produk
dalam
lingkungan assemble
to
order
adalah
make to order product, dimana
semua
komponen
(semifinished, intermediate,
subassembly,
fabricated,
purchased,
packaging
dan
lain-lain) yang
digunakan
dalam
assembly, pengepakan
atau
proses
akhir,
direncanakan atau
dibuat
lebih awal,
kemudian
disimpan
dalam
stok
guna
mengantisipasi pesanan
pelanggan
|
|
26
b)
Struktur produk
Menurut Herjanto (1997,p196) Bill Of Material adalah :
•
Daftar
(list) dari bahan,
material, atau komponen
yang
dibutuhkan untuk
dirakit,
dicampur
untuk
membuat
produk akhir.
•
Jaringan yang menggambarkan
hubungan induk
komponen.
•
Dibutuhkan sebagai input dalam hubungan induk
komponen.
•
Dibutuhkan sebagai
input
dalam
perencanaan
dan
pengendalian aktivitas produksi.
Struktur produk menurut Gaspersz (2001,p149) terbagi atas :
•
Struktur standar
•
Struktur modular
•
Struktur inverted
Planning
BOM
tidak
menggambarkan produk aktual
yang
akan
dibuat,
tetapi
menggambarkan
pseudo
product
atau
composite product
yang
diciptakan
untuk
memudahkan
dan
meningkatkan akurasi
peramalan
penjualan, mengurangi jumlah end
items, membuat proses perencanaan dan
penjadwalan menjadi lebih akurat.
|
|
27
Planning Bills Of Material (Gaspersz, 2001, p149) terbagi dalam dua jenis :
•
Planning
Bills
dengan item yang dijadwalkan
merupakan
komponen
atau
subassemblies
untuk
pembuatan produk
akhir
(end
items), dimana item-item yang dijadwalkan itu secara fisik
lebih kecil daripada produk akhir. Yang termasuk dalam kategori
ini adalah :
Modular bills
Keuntungan
dari
penggunaan
modular planning bills
adalah :
-
Cocok dipergunakan untuk produk yang
memiliki banyak pilihan
-
Jumlah items yang dijadwalkan dalam MPS
menjadi lebih sedikit.
-
Peramalan berdasarkan
modules
lebih
akurat
dibandingkan
dengan peramalan untuk
konfigurasi spesifik.
Inverted bills of material
Adalah
suatu
komponen tunggal
atau
bahan
baku,
seperti minyak, besi, pulp, atau coklat yang dapat
diubah
kedalam
banyak
produk
unik. Perencanaan
|
|
28
menggunakan inverted bills umumnya diterapkan
dalam industri proses (flow shop manufacturing).
•
Planning
bills dengan
item
yang
dijadwalkan
secara
fisik
lebih
besar daripada produk
akhir. Yang termasuk dalam kategori ini
adalah :
Super bills of material
Secara spesifik, suatu super bill adalah single level
BOM dimana parent adalah pseudo (not real) assembly
dan
children
adalah
real
end
product.
Kuantitas dari
setiap
child
adalah
fraksi
atau
pecahan
dari
ramalan
total
untuk
parent.
Berdasarkan
kenyataan
ini,
super
bills sering disebut juga sebagai ratio bill of percentage
bill. Fraksi untuk setiap child biasanya didasarkan pada
informasi penjualan waktu
lalu,
meskipun dapat
juga
merefleksikan
kecenderungan penjualan
yang
diproyeksikan.
Super family of material
Untuk
meningkatkan
akurasi dari
peramalan
permintaan, banyak perusahaan
membentuk
kelompok
dari produk dengan pola permintaan serupa.
|
|
29
Super modular bill of material
Merupakan
kombinasi
antara
super bill
dan
modular
bill. Dalam hal ini parent adalah suatu unbuidable
group
of
modules
yang
digunakan
hanya
untuk
tujuan
perencanaan, sedangkan children
adalah
modules
yang
dapat muncul dalam produk akhir.
c)
horizon perencanaan, waktu tunggu (product lead time)
d)
pemilihan item-item MPS
terdapat beberapa kriteria dasar yang mengatur pemilihan item-
item dalam MPS, yaitu :
•
item-item
yang dijadwalkan seharusnya
merupakan
produk
akhir,
kecuali
ada
permintaan yang
jelas
menguntungkan untuk
menjadwalkan
item-item
yang
lebih
kecil
dari
produk
akhir
seperti
modular
or
inverted
planning bills,
atau
lebih
besar
daripada
produk akhir seperti
super
family, super
modular, atau
super planning bills lainnya.
•
Jumlah
item-item
MPS
seharusnya
sedikit,
karena
manajemen tidak dapat membuat keputusan yang
efektif terhadap MPS apabila item MPS terlalu banyak.
|
|
30
•
Seharusnya
memungkinkan
untuk
meramalkan
permintaan dari item-item MPS (kecuali item itu adalah
make to
order).
Item-item
yang
dijadwalkan
harus
berkaitan erat dengan item-item yang dijual.
•
Setiap item yang dibuat harus memiliki BOM, sehingga
MPS
dapat
explode melalui
BOM
untuk
menentukan
kebutuhan komponen material.
•
Item-item yang dipilih
harus dimasukkan dalam
perhitungan kapasitas produksi yang dibutuhkan.
•
Item-item MPS
harus
memudahkan dalam
penerjemahan
pesanan-pesanan ke
dalam
pembuatan
produk yang dikirim.
Dalam MPS ada 3 (tiga) jenis order, yaitu :
•
Planned
order,
adalah
order
yang
rencananya
akan
di
release dan dibuat setelah
mempertimbangkan demand-
supply.
•
Firm
planned
order, adalah
order
yang
direncanakan
akan
dibuat diperusahaan ini
tapi
masih belum
direlease (masih dalam perkiraan).
|
 31
•
Order, adalah order yang
sudah
diperintahkan
untuk
dibuat purchase ordernya.
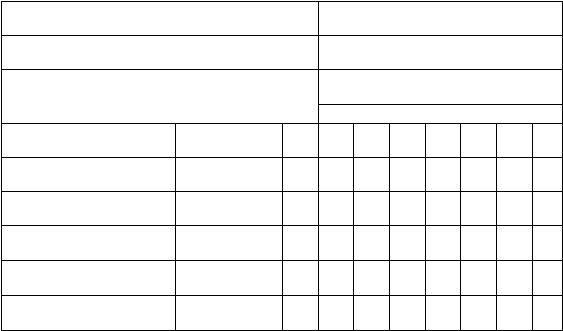
Secara umum tabel Master Production Schedule (MPS) adalah sebagai berikut :
Tabel
2.1. Tabel Master Production
Schedule (MPS)
Item no. :
Description :
Lead time :
Safety stock :
On hand :
Demand time fences :
Planning time fences :
Periode
Past Due
1
2
3
4
5
6
7
8
Forecast
Actual order
PAB
Available to promise
Master Schedule
Keterangan untuk tabel diatas adalah sebagai berikut :
1)
Item No. (nomor item) menyatakan kode komponen atau material yang akan
dirakit.
2)
Lead
time (waktu kirim)
menyatakan waktu
yang dibutuhkan
untuk
merilis
atau melepas suatu end item.
3)
Safety
stock (persediaan pengaman) menyatakan cadangan material yang
harus ada sebagai antisipasi kebutuhan di masa yang akan datang.
|
|
32
4)
Description menyatakan deskripsi material secara umum.
5)
On
hand (persediaan di
tangan)
menyatakan
jumlah
material
yang
ada
di
tangan
sebagai sisa periode sebelumnya.
6)
Demand
time
fences (batas
waktu
permintaan)
merupakan
batas
waktu
penyesuaian permintaan. Panjangnya = assembly lead time. PAB dihitung dari
actual demand. Disini perubahan demand tidak akan dilayani.
7)
Planning
time
fences (batas
waktu
perencanaan)
merupakan
batas
waktu
penyesuaian
perencanaan pemesanan dimana
demand
masih
boleh berubah.
Perubahan masih
akan
dilayani
selama
material
dan
kapasitas
tersedia.
Panjangnya = kumulatif lead time antara procurement lead time (waktu untuk
mendapatkan material), fabrication lead time, dan assembly lead time.
8)
Forecast
(peramalan) merupakan hasil peramalan sebelumnya
9)
Actual
order = AO (pesanan sebenarnya)
merupakan jumlah order yang
diterima sebelumnya.
10) Projected available balance = PAB (keseimbangan
persediaan
terencana)
merupakan
perkiraan
jumlah
sisa
produk
pada
akhir
periode.
PAB
dihitung
dengan rumus :
PAB
t1
DTF
=
PAB
t-1
+
MS
t
-
AO
t
PAB
DTF
=
t
=
PTF = PAB
t-1
+
MS
t
–
Aot atau F
t
(pilih yang paling besar)
11) Available to promise (ATP) merupakan jumlah yang dapat dijanjikan kepada
konsumen untuk bisa dipenuhi atau dengan kata lain ATP merupakan jumlah
|
|
33
material on hand pada inventory yang sebenarnya. ATP dapat dihitung dengan
menggunakan rumus :
ATP = ATP
t-1
+
MS
t
–
Actual Order sampai pada periode yang sudah
dijadwalkan pada master scheduled.
12) Master Schedule (MS) merupakan jadwal produksi (manufacturing yang
diantisipasi untuk item tertentu)
2.1.1.2 Tujuan
MRP
Secara umum MRP dimaksudkan untuk mencapai tujuan sebagai berikut :
1)
Meminimalkan persediaan
MRP
menentukan berapa
banyak
dan
kapan
suatu
komponen
diperlukan
disesuaikan dengan
jadwal
induk
produksi
(Master
Production
Schedule). Dengan
menggunakan
metode
ini
maka
pengadaan
(pembelian)
atas
komponen-komponen yang
diperlukan
untuk suatu rencana produksi dapat dilakukan sebatas yang diperlukan
saja sehingga dapat meminimalkan biaya persediaan.
2)
Mengurangi resiko keterlambatan produksi atau pengiriman
MRP mengidentifikasi
berapa banyaknya bahan dan komponen
yang
diperlukan baik
dari
segi
jumlah
dan
waktunya dengan
memperhatikan tenggang
waktu
produksi
maupun
pengadaan
atau
pembeliaan komponen, sehingga dapat
memperkecil resiko
tidak
|
|
34
tersedianya bahan yang akan diproses yang dapat mengakibatkan
terganggunya rencana produksi.
3)
Komitmen yang realistis
Dengan
MRP,
jadwal produksi
diharapkan dapat
dipenuhi
sesuai
dengan rencana, sehingga komitmen terhadap pengiriman barang
dapat
dilakukan secara
realistis.
Hal
ini
dapat
mendorong
meningkatnya kepuasan dan kepercayaan konsumen.
4)
Meningkatkan efisiensi
MRP
juga
dapat
mendorong
peningkatan efisiensi
karena
jumlah
persediaan, waktu produksi, dan waktu pengiriman dapat direncanakan
lebih baik sesuai dengan jadwal induk produksi. Ada tiga input utama
dari
suatu
system MRP,
yaitu
Master Production Schedule,
catatan
keadaan
persediaan
(inventory status),
dan
struktur
produk
(bill
of
material).
Tanpa
adanya
ketiga
input
tersebut, MRP
tidak
akan
berfungsi dengan baik.
Metode
MRP
merupakan
metode
perencanaan dan
pengendalian
pesanan dan inventori untuk item-item dependen demand. Berdasarkan
MPS
yang
diturunkan dari
rencana
produksi,
suatu
sistem
MRP
mengidentifikasikan item
apa
yang
harus
dipesan,
berapa
banyak
kuantitas item yang harus dipesan, dan bilamana waktu memesan item
|
 35
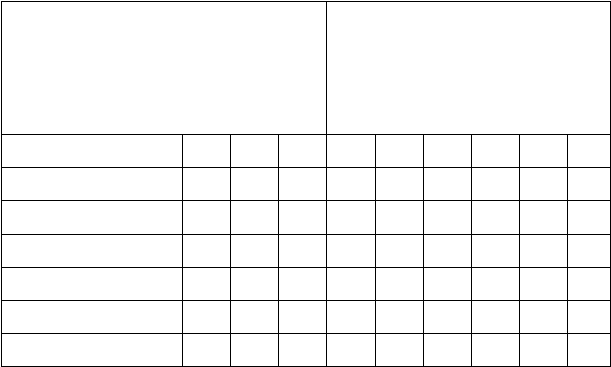
itu (Gaspersz, 2001, p180). Secara umum bentuk tabel Material
Requirement Planning (MRP) adalah sebagai berikut :
Tabel 2.1 Tabel Material
Requirement Planning
(MRP)
Part No. :
BOM UOM :
Lead Time
:
Safety Stock
:
Description
:
On – Hand :
Order Policy
:
Lot Size
:
Period
PD
1
2
3
4
5
6
7
8
Gross Requirement
Schedule Receipts
Project On Hand
Net Requirement
Planned Order Receipts
Planned Order Release
Keterangan untuk tabel di atas adalah sebagai berikut :
1)
Part
No.
(nomor
komponen)
menyatakan kode
komponen
atau
material yang akan dirakit.
2)
BOM UOM (unit material) menyatakan status komponen atau material
yang akan dirakit.
3)
Lead
Time (waktu kirim) menyatakan waktu yang dibutuhkan untuk
merilis atau mengirim suatu komponen.
|
|
36
4)
Safety
Stock
(persediaan
pengaman)
menyatakan
cadangan
material
yang harus ada sebagai antisipasi kebutuhan dimasa yang akan datang.
5)
Description menyatakan deskripsi material secara umum.
6)
On Hand (persediaan di tangan) menyatakan jumlah material yang ada
di tangan sebagai sisa periode sebelumnya.
7)
Order
Policy
(kebijakan
pemesanan)
menyatakan
jenis pendekatan
yang
digunakan
untuk
menentukan
ukuran
lot
yang dibutuhkan
saat
memesan barang.
8)
Lot Size (ukuran
lot) menyatakan penentuan ukuran
lot saat
memesan
barang.
9)
Gross
requirement
(kebutuhan
kasar)
menyatakan
jumlah yang
akan
diproduksi atau dipakai pada setiap periode. Untuk
item akhir (produk
jadi),
kuantitas gross
requirement
sama
dengan
MPS
(Master
Production
Schedule). Untuk
komponen, kuantitas
gross
requirement
diturunkan dari Planned Order Release induknya.
10) Schedule
Receipts
(jadwal penerimaan) menyatakan material yang
dipesan dan akan diterima pada periode tertentu.
11) Net Requirement (kebutuhan bersih) menyatakan jumlah bersih (netto)
dari
setiap komponen
yang
harus
disediakan
untuk
memenuhi
induk
komponennya atau
untuk
memenuhi
Master
Production
Schedule
(MPS).
|
|
37
12) Planned Order Receipts (penentuan jumlah pemesanan terencana)
menyatakan kuantitas pemesanan yang dibutuhkan pada suatu periode.
Planned
Order
Receipts muncul
pada
saat
yang
sama
dengan
Net
Requirement,
akan tetapi ukuran pemesanannya (lot sizing) bergantung
kepada Order
Policy nya.
Selain itu
juga
harus
mempertimbangkan
safety stock juga.
13) Planned
Order
Release (pelaksanaan pemesanan terencana)
menyatakan kapan
suatu
pesanan
sudah
harus
dilakukan
atau
dimanufaktur sehingga komponen
ini
tersedia ketika dibutuhkan oleh
induk itemnya. Kapan suatu pesanan
harus
dilakukan ditetapkan oleh
periode Lead Time sebelum dibutuhkan.
2.1.1.3 Langkah
utama proses
MRP
Pada dasarnya ada empat langkah utama dalam proses MRP, yaitu :
1) Netting
Netting adalah proses perhitungan kebutuhan bersih yang besarnya merupakan
selisih antara kebutuhan kotor dengan jadwal penerimaan persediaan
(schedule order receipts) dan persediaan awal yang tersedia (begin inventory)
2) Lotting / Lot Sizing
|
|
38
Lotting
/
Lot
Sizing merupakan suatu
algoritma
heuristic yang
mencoba
untuk mencari jumlah pesanan yang optimal berdasarkan pertimbangan :
Biaya pesan
Adalah biaya yang harus dikeluarkan setiap kali memesan barang ke
supplier
atau biaya
tetap
yang terjadi
setiap ada pergantian
proses
produksi dari satu produk ke produk lainnya.
Biaya simpan
Adalah
biaya
yang
harus
dikeluarkan karena
menyimpan
barang.
Biaya-biaya
yang termasuk kelompok ini adalah : listrik, pajak,
premi asuransi, biaya tenaga kerja yang
mengawasi persediaan, dan
lain-lain.
Metode
ini
sangat
berguna
untuk
mencari
biaya
yang
serendah
mungkin
dalam
perhitungan untuk
pemesanan
barang.
Penting
untuk
diingat
bahwa
dalam
mencari
metode
lot
sizing yang terbaik digunakan perbandingan total
biaya
yang
terdiri dari
biaya
simpan dan
biaya
pesan. Sedangkan
biaya
pembelian
tidak
dapat
digunakan
sebagai
perbandingan dengan
mencari
metode terbaik
tetapi apabila
metode
terbaik
sudah
diperoleh
maka dalam
total biaya dapat dimasukkan biaya pembelian.
|
|
39
a) Metode Economic Order Quantity (EOQ)
Metode
ini
pertama kali
dicetuskan oleh
Ford
Harris
pada
tahun 1915,
tetapi
lebih
dikenal
dengan
nama
metode
Willson karena
dikembangkan
oleh Willson pada tahun 1934 .Metode ini digunakan untuk menghitung
minimasi
total
persediaan
berdasarkan persamaan
tingkat
atau
titik
equilibrium kurva
biaya simpan dan biaya pesan.
Rumusan untuk menentukan jumlah EOQ adalah :
EOQ =
2
*
D
*
S
H
Dimana :
Q = jumlah barang setiap pemesanan
D = jumlah permintaan dalam periode N
S = biaya pesan
H = biaya simpan dalam periode N
EOQ merupakan model dengan penerimaan pesanan bertahap dan
dengan penggunaan secara bertahap.
|
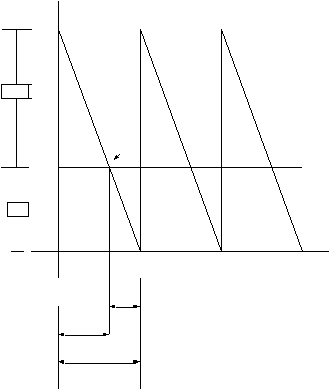 40
Q
-
S
Q
R
0
SS
S
t
t2
t1
t
Gambar 2.1 Model dasar EOQ
Dimana t = waktu
Q = tingkat Permintaan
t2
=
Lead time
R
=
Reorder point
SS = Safety Stock
|
 41
b)
Metode Period Order Quantity (POQ)
Metode ini sebenarnya adalah pengembangan dari metode EOQ. Pada metode
EOQ
jumlah barang setiap pemesanan konstan, maka pada
metode POQ ini
interval
periode
pemesanannya yang
bersifat
konstan.
Rumusan
untuk
menentukan jumlah dan periode POQ adalah :
d =
D
banyak periode
N =
Q
D
Dimana : N = jumlah periode pemesanan
Q = jumlah barang secara EOQ
d = rata-rata penerimaan
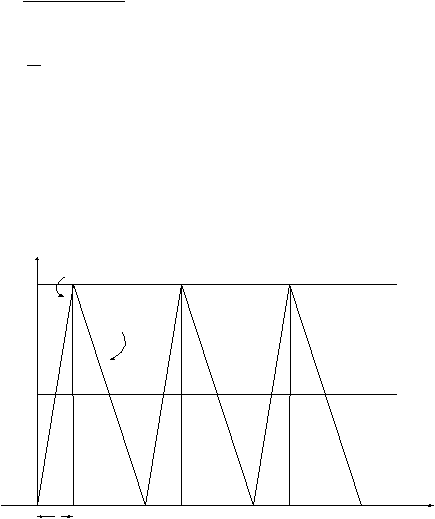
Model POQ dapat dilihat seperti gambar dibawah ini :
P
e
r
s
ed ia an
ma k s i m u m
B
a
gi an da r
i
s k u s
i k u s
lu s
d
im a na pe r s ed i aan
te rja d
i
B
a
gi an p e r m i n t a a n
d
a
r
i
sikl u s
t
a
n
p
a
d l a k u k a n pr od uk s
il a k u k a n pr od uk s
i
t
wa k t u
Gambar 2.2 Model dasar POQ
|
|
42
c)
Metode Lot For Lot (LFL)
Metode
Lot For Lot merupakan
metode yang paling sederhana dimana pada
dasarnya metode
ini
mengadakan pemesanan persediaan setiap sub-
periode.
Tujuannya untuk meminimasi biaya simpan , karena tidak adanya persediaan
yang tersisa setiap pergantian sub- periode.
•
Off Setting
Off setting
bertujuan
untuk
menentukan
saat
yang
tepat
untuk
melakukan
rencana pemesanan
untuk
memenuhi
net
requirements di
atas. Rencana pemesanan (Planned
Order
Receipts) diperoleh dengan
cara
mengurangkan saat
awal
tersedianya
net
requirement
yang
diinginkan dengan lead time.
•
Exploding / Explosion
Adalah proses perhitungan kebutuhan kotor (Gross
Requirement)
untuk
item
pada
level
yang paling
bawah. Dasar
untuk
menentukan
kebutuhan
item-item
ini
dalam
tiap
tahap,langsung maupun
tidak
langsung, yang diturunkan dari MPS, bergantung pada posisinya pada
strukur produk.
|
|
43
d)
Metode Fixed Period
Requirement (FPR)
Jangka waktu pemesanan
ditentukan
secara bebas, tetapi berulang
secara
tetap. Ukuran
pemesanan sesuai
jumlah kebutuhan pada jangka waktu
yang
ditentukan tersebut.
e)
Metode Part
Period Balancing (PPB)
Teknik
Part
Period
Balancing
(PPB)
berdasarkan pada
pemikiran
bahwa
ongkos
total
untuk
semua
lot
pada periode
perencanaan akan
minimal
jika
besarnya biaya
simpan
dan
biaya
pesan
mendekati sama.
Hal
ini
berarti
kuantitas
yang
dipesan
dapat
dilakukan hanya
jika
biaya
simpannya tidak
berbeda
jauh dengan biaya pemesanannya. Sebagai alat
ukurnya adalah EPP
(Economic Part
Period)
yang mempunyai pengetian yang sama dengan rata-
rata
penumpang per
km.
ukuran
lot
ditentukan berdasarkan
pada
kenyataan
part periodnya mendekati sama dengan EPP.
Rumus untuk menentukan besarnya nilai EPP adalah
EPP =
ongkos pesan
Ongkos simpan per unit tiap periode
|
|
44
3)
Off Setting
Proses
ini
dapat
menentukan saat
yang
tepat
untuk
melakukan
rencana
pemesanan dalam memenuhi tingkat kebutuhan bersih. Yang diperlukan
dalam
proses
ini adalah
lead
time
produk
tersebut. Pemesanan
harus
dilakukan
lebih
awal
dari
periode
kebutuhan material
tersebut.
Periode
kebutuhan
material
dikurangi
dengan
lead
time
menghasilkan periode
pemesanan yang harus dilakukan.
4) Explosion
Proses
ini
menghitung kebutuhan
kotor
untuk
tingkat
yang
lebih
rendah.
Berdasarkan atas
rencana
pemesanan
yang
telah
disusun
pada
proses
off
setting. Data yang diperlukan dalam proses ini adalah struktur produk dan Bill
Of Material
(BOM)
dari
produk
tersebut.
Berdasarkan
rencana
pemesanan
akan dihitung kebutuhan kotor komponen-komponen penyusun produk akhir
sesuai
dengan
Bill Of Material
(BOM)
dan
struktur
produknya. Dari
proses
explosion juga akan diketahui rencana pemesanan untuk komponen-
komponen penyusun produk tersebut.
|
|
45
2.1.1.4 Output
MRP
Adapun output dari MRP adalah :
1)
Rencana pemesanan yang disusun berdasarkan waktu tenggang dari setiap
komponen / bahan baku. Dengan adanya rencana pemesanan, maka jadwal
kebutuhan bahan pada tingkat yang lebih efisien dapat diketahui.
2)
Jumlah
lot
bahan
baku
yang
akan
dipesan
dapat
diketahui
berdasarkan
pemilihan metode lot yang paling efisien.
3)
Purchased
Order (PO)
Merupakan surat perintah untuk melakukan pembelian barang
4)
Work Order (WO)
Merupakan surat perintah untuk melakukan pekerjaan tertentu.
5)
Work schedule (WS)
Merupakan suatu perintah untuk melakukan penjadwalan kembali.
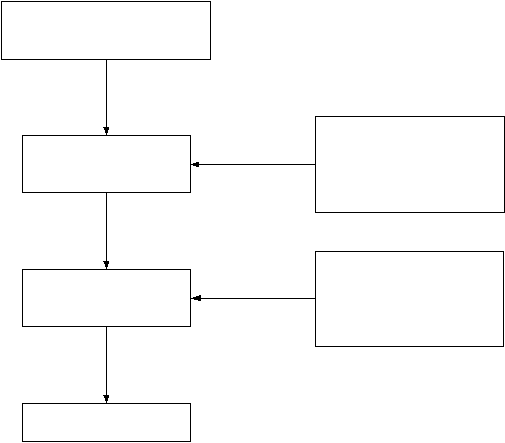
2.2 Kerangka Pikiran
Usulan perencanaan Material
Requirement Planning
(MRP)
ini dilakukan untuk
mengetahui kebutuhan bahan baku yang diperlukan untuk melakukan produksi, yang
pengumpulan datanya
dilakukan
dengan
melakukan
wawancara
kepada
yang
bersangkutan
dan
mengumpulkan
data
dari
bagian atau
department
yang
bersangkutan. Adapun kerangka pikiran dalam menyelesaikan studi
ini adalah
sebagai berikut :
|
 46
Masalah
perencanaan
kebutuhan
bahan baku
untuk
produksi
S stem
istem
P
erencanaan
Bahan
B
akuyang
diterapkan
-
B ll
ill
O
f
M
aterial (B O M )
-
Struktur
P oduk
roduk
-
inventory S tatus
-
M
aster Production
Schedule (M PS )
U
sulan
M
aster
R
equirem ent Planning
(M R P)
-explosion
-
netting(kebutuhan bersih)
-
lotting(ukuran
lot)
-
offsetting
(w aktu
pesan)
Im plem entasi
sistem
M
R
P
usulan
Gambar 2.3 Kerangka pikiran
pemecahan masalah
Dari gambar tersebut dapat dilihat bahwa masalah yang saat ini ada di PT. Pratama
Abadi Industri adalah perlunya perencanaan yang baik dalam pengadaaan bahan baku
sehingga
tidak
menjadi
masalah
dalam
melakukan produksi.
Sistem
Material
Requirement Planning (MRP)
yang saat
ini
mereka
terapkan
adalah
PT.
Pratama
Abadi
Industri
melakukan
pemesanan
bahan
baku
kepada
supplier atau
pemasok
setiap satu bulan sekali. Dengan melakukan pemesanan dalam jangka waktu tersebut,
|
|
47
perusahaan akan mengeluarkan biaya yang lebih besar untuk biaya pesannya. Karena
bahan baku dipesan untuk jangka waktu 1 (satu) bulan produksi.
Usulan
perencanaan Material
Requirement Planning
(MRP)
disini
adalah dengan
melakukan perencanaan kebutuhan bahan baku dengan menggunakan 5 metode yang
kenudian
dari
ke-5
metode
tersebut
akan
diperoleh metode
yang
lebih
baik
untuk
digunakan
dalam
membuat
perencanaan
bahan
baku.
Implementasi usulan
perencanaan Material
Requirement Planning (MRP) ini diharapkan akan mengurangi
besarnya
biaya
yang
harus
dikeluarkan oleh perusahaan sehingga
keuntungan
yang
dihasilkan oleh perusahaan akan menjadi lebih besar.
|