|
BAB2
LANDASAN TEORI
2.1
Defmisi Kualitas atau Mutu
Kualims
atau
mutu
bukan
merupakan
istilah
bam dalam
setiap
proses
yang
menghasilkan
produk
dan
produk
tersebut
digunakan
oleh
konsumen.
Pada saat
ini
istilah kualims tidak hanya
melekat
pada fungsi sebuah
pmduk, tempi
melekat
kepada
semua
aspek
proses
yang berkenaan
dengan
produk
mulai
dari
ide
produk
tersebut
akan dibuat
sampai
kepada
produk
tersebut
telah diguuakan
oleh konsumen.
Kualims
merupakan
daya mwar
yang
mutlak
bagi
setiap
produk
yang
akan
bersaing
untuk
merebut
perhatian
konsumen.
Kam kualims
sering
digunakan
untuk
memberikan
pelayanan
amu produk
terbaik
yang memenuhi
amu melebihi
dari harapan
kim
yang sebenamya.
Harapan
ini
didasarkan pada
tujuan
penggunaan
dan
harga jual
untuk memuaskan
konsumen
terhadap
produk
yang
dipakainya
dan produk
yang
dijanjikan
kepada
konsumen
tersebut
dengan
cara
memberikan
pelayanan
oleh
produsen
kepada
konsumennya
agar terjalin
hubungan yang baik dan
memuaskan.
Kualitas
dari
suatu
produk
sangat
mempengaruhi
penjualan
dari
produk
tersebut.
Jika
kebutuhan
konsumen
yang selalu
berubalt-ubah
setiap
waktu
untuk kualitas
dari setiap
produk
maka
dibutuhkan
|
 9
perbaikan dan
perubahan-perubahan terhadap
spesiflkasi
dari produk
tersebut
agar
bisa bersaing dengan produk lain.
Definisi
kualitas adalah
suatu
produk
yang
dihasilkan
sesuai
atau
melampaui
keinginan dari
konsumen.
Definisi dari pengendalian kualitas itu sendiri adalah
teknik-
teknik
dan
kegiatan-kegiatan
untuk mencapai,
memperpanjang
dan
untuk
memperbaiki mutu atau produk
dari
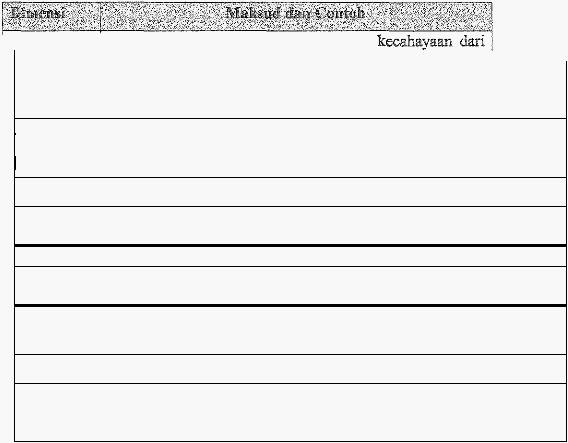
pelayanan yang diberikan. Pada tabel 2.1
menunjukkan 9 dimensi kualitas dengan maksud
dan
penjelasan
dari dimensi
tersebut.
Tabel2.1 Sembilan Dimensi Kuaiitas
Perfonnance
Karakteristik
primer
produk,
misalnya
gambar.
I
Features
I
Karakteristik
sekunder,
features
tambahan,
misalnya
remote control.
Konfirmasi
Sesuai dengan standar industri, log
book.
Rehabilitas
Performansi dengan melampaui/rata-rata waktu rusak.
Dapat
termasuk perawatan.
Service
Pelaya,;·1an
komplain, dalam perbaikan.
Respon
penyalur
Amerika
Karakteristik sensor , misalnya finishing eksterior.
Reputasi
Performansi
lampau
dan
intangibles
lain
misalnya
perangkingan.
|
 10
I
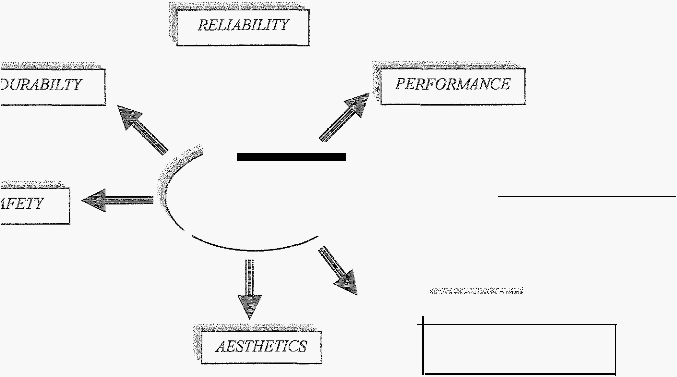
Kualitas suatu produk juga
dapat dilihat dari
berbagai dimensi seperti terlihat pada
gambar
berikut :
t
.:i
-
.Ai-l).;.;, :-0>t'i···<-i·:;i·ili,;·
;,·:,;;,;,;v
I
Quality
''S\;,;;op...-i·f',f\riih ·i,'/i:j ;;; ;,;
:,_,;,i-;;;;;;i0; h;:,;;,;§ ,;f,,
;;;;;;;;;;;;;;;;;;;•·' J
SERVICEABiliTY
l
FAULTLESS
I
ENVIRONMENTAL
KINDNESS
Gamlilar 2.1
Dimensi
Kmlilitas prmluk
2.2 Six
Sigma
Six sigma dikenal
di
masyarakat
sebagai
sebuah
konsep
perbaikan
dari
sebuah
proses.
Konsep
ini
telah
memberikan
wama
bam
dalam
dunia
pengemlalian
proses
diseluruh
dunia.
Pada
kenyataannya
bahwa
six
sigma
banyak berperan
dalam
perkembangan
perusahaan-perusahaan
terkemuka
di
dunia
adalah
sebuah
fenomena
menarik yang
perlu di
bahas dan
diaplikasikan jika memungkinkan.
|
|
11
2.:2.1
Sejarah
Six
Sigma
Six Sigma
Motorola
merupakan
suatu
konsep
atau
teknik
pengendalian
dan
peningkatan
lrualitas dramatik
yang
diterapkan
oleh perusahaan Motorola sejak tahun
1986,
yang
merupakan
terobosan
barn
dalam
bidang
manajemen
kualitas.
Banyak
ahli
manajemen
kualitas
menyatakan
bahwa
metode Six
Sigma
Motorola
dikembangkan dan diterima
secara
luas oleh
dunia
industri,
karena
manajemen
industri
frustasi
terha.dap
sistem-sistem
manajemen
lrualitas
yang ada,
yang
tidak
mampu
melakukan
peningkatan
kualitas
secara
dramatik
menuju
tingkat
kegagalan
no! (zero
defect).
Banyak
sistem
manajemen
lrualitas,
seperti
:
Malcolm
Baldrige
National
Quality Award
(MBNQA}, ISO
9000, dan
lain-lain, hanya
menekankan
pada
upaya
terus-menerus
berdasarkan
kesadaran
mandiri
dari
manajemen,
tanpa
memberikan
solusi
yang ampuh
dalam
memberikan
terobosan-terobosan
yang
harus
dilakukan
untuk
meningkatkan
kualitas
secara
dramatik
menuju
tingkat
kegagalan
nol. Prinsip-prinsip
pengendalian
dan
peningkatan
kualitas
Motorola
selama
kurang
lebih
10
tahun
setelah
implementasi konsep Six
Sigma telah
mampu
mencapai
tingkat
kualitas
3,4
DPMO
(defect
per million opportunities
-
kegagalan
per
setuju
kesempatan).
Berapa
keberhasilan
Motorola
yang patut dicatat dari aplikasi
program Six
Sigma
adalah
sebagai berikut : (Vincent
Gasperz,
2002, hal
2).
J;>
Peningkatan
produktivitas
rata-rata
12,3% per
tahun.
J;>
Penurunan COPQ (cost
of poor quality) lebih dari 84%
J;>
Eliminasi
kegagalan dalam
proses sekitar 99,7%
|
|
);>
Penghematan biaya manufacturing lebih dari
$
11
miliar.
lr
Peningkatan tingkat pertumbuhan tahunan rata-rata : 17% dalam penerimaan,
keuntungan dan
harga sabam
Motorola.
Six Sigma
bukanlah
sesuatu
yang
barn.
Konsepnya sudah
mulai digunakan oleh
Motorola
pada
tahun
19!!0-an untuk
menganalisa proses manufaktumya dan
mengurangi
defect
(cacat).
Konsep
ini
diadopsi oleh Texas Instrument
pada
tahun
1991 dan
mulai diaplikasikan di
seluruh
prose
dalam
organisasi,
tidak
hanya
di
proses
manufaktur.
Six Sigma
yang didapat dari beberapa sumber: (Welch, J.
F.,2000 hal4).
2.2.2
Definisi
Six Sigma
Six Sigma
adalah
suatu metodologi penelitian data
yang terstruktur dengan
baik
untuk
mengurangi
cacatlkerusakan.,
pembcrosan,
atau
masalah-masalah
pengendalian
kualitas
dalam semua
bidang
manufaktur,
servis
pengiriman,
manajemen
dan aktifitas
bisnis
lainnya.
Metodologi
Six Sigma
ini
berdasarkan dari
kombinasi antara teknik
Statistical
Quality
Control
(SQC),
metode analisa
data
dasar
dan
advanced,
dan
dengan
pelatihan
yang sistematik
dari
semna
personal
di
setiap
level
pada
setiap
organisasi yang terlihat
aktivitas atau
proses yang
ditargetkan oleh
Six
Sigma.
Six sigma
adalah
sebuah
konsep
statistik
yang
mengukur
suatu proses yang
berkaitan
dengan
cacat
atau kerusakan, dengan kata lain
six sigma
merupakan konsep
untuk
mendapatkan sebuah proses yang terukur dan
terkendali.
Six
Sigma
merupakan
sebual1 sistem
yang
komperenhensif
dan
fleksibel
untuk
mencapai,
mempertahankan,
dan
memaksimalkan
sistem
bisnis.
Six
Sigma
secara
|
|
13
un.ik
dikendalikan oleh
pemahaman
yang
kuat
terhadap
kebutuhan
pelanggan,
pemakaian yang disiplin terhadap fakta, data
dan
analisa statistil(
dan
perhatian yang
cermat
untuk mengelola,
memperbaiki,
dan
menanamkan kembali proses bisnis.
(Pande, Peter S,
Robert P.
Neuman dan Ronald R Cavanagh, 2002, hal xi)
Six sigma
adalah sebuah
pengukuran,
dimana
menghitung
defect-defect
yang
terjadi
di
dalam sebuah proses
dan
hasilnya ditempatkan dalam
bentuk
angka
atau
grafik yang akan mendorong kita melakukan perbaikan.
Six
sigma adalah sebuah benchmark, karena secara
umum, proses yang akan kita
perbaiki akan dibandingkan dengan yang terbaik di
kelasnya.
Six sigma
sebagai sebuah visi,
dan
hal
ini
six sigma
mengharapkan tidak
teJjadi
defect
dalam sebuah proses yang juga diharapkan oleh semua organisasi.
Six sigma
adalah sebuah sistem yang digunakan untuk menentukan dimana posisi
kita
saat
ini,
apa
tujuan kita, bagaimana mencapai tujuan kita
dan bagaimana
memonitor pencapaian kita
waktu
demi
waktu.
Six
sigma
adalah sebuah alat
atau
tools
yang
digunal{an untuk memperbaiki proses
melalui
Costumer
Focus, perbaikan
yang
terns
menerima ketedibatan orang-orang
baik di
dalam maupun di
luar organisasi.
Terdapat
enam
aspek
kunci
yang
perlu
diperhatikan
dalam
aplikasi
konsep six
sigma,
yaitu:
1.
Mengidentifikasi pelanggan perusal1ll<ffi.
2.
Mengidentifikasi masalah yang ada.
|
|
14
3.
Mengidentiflkasi
kebutuhan perusahrum
dalam
memproduksi
produk
untuk pelanggan
4.
Mengidentiflkasi
proses.
5.
Menghindari
kesalahan
dalam
proses
dan
menghilangkan
semua
pemborosan yang ada.
6.
Meningkatkan proses secara terns menerus menuju target Six
Sigma.
Six
sigma adalah sesuatu yang bersifat jangka panjang, inisiatifberpikir
lebih maju
untuk memikirkan cara-cara yang dilakukan perusahaan dalam bisnis. Hal
ini pertama
kali
dirancang
dan
ditunjukkan
untuk meningkatkan
keuntungan.
Dan
untuk
meningkatkan
keuntungan
adalal1dengan
mengurangi
hal-hal
yang merugikan
seperti
defect.
Terdapat hal
penting dalam pencapaian level 6 sigma karena pencapaian tersebut
bukan merupakan
hal mudah. Rata-rata pada proses manufaktur produk level
sigma
yang dicapai
adalah 3 sigma.
Level
3 sigma
mengandung arti
terdapat
66000
kegagalan dalam satu juta
proses. Perkembangan tuntutan tingkat keberhasilan proses
yang sangat tinggi menjadi mutlakjika
digambarkan bahwa tidak akan ada komputer
modem
yang berfungsi dengan level
3
sigma karena
tingkat kesalahan yang
besar.
Oleh karena
itu
pencapaian level 6
sigma
berarti dalam setiap proses kemungkinan
untuk mempunyai peluang untuk
defect
atau melakukan kesalahan sebanyak
3,4
kali
dari
1.000.000 kesempatanlkemungkinan!opportunity.
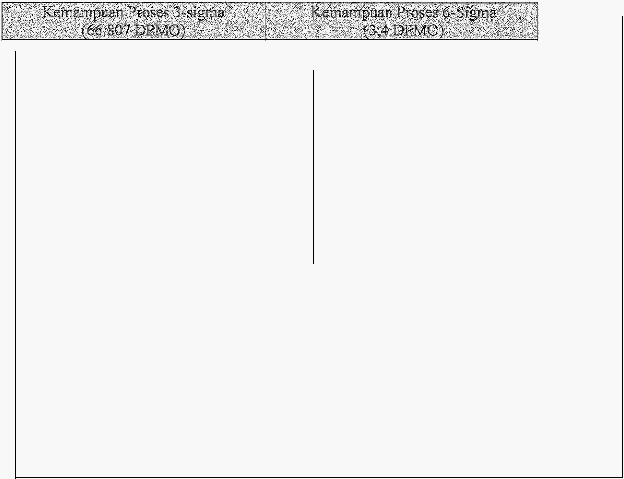
Berikut
gambaran
perbandingan proses 3 sigma dan 6 sigma
|
 15
Tabel 2.2
Perbandingan proses 3-sigma dengan 6-sigma
1.
Tidak
akan
ada internet, karena
L
Kegagalan
operasi
komputer per
l!ari
kegagalan
komputer
bemperasi
per
:
(3,4/1.000.000)
x
24
jam x
60
detik
=
lJari
(1.000.000)
x
24
jam
x
60
menit
=
0,29
detik
per
hari
atau
105,85
detik
menit
per
hari
atau
35.113
menit
(1,76
menit) per
tahun.
(585,2
per
tahun).
2.
Telepon
akan
gaga!beropemsi (rnati)
2.
Telepon
akan
gaga!
beroperasi
selama
0,29
detik
per lJari atau 105,85
(mati)
selama
menit per
hari
atau I
detik
(1,76
menit) per tahun.
I
35.113
menit
(585,2)
per
tahun.
3.
Listrik akan padam selama
0,29
detik
1
3.
Listrik
akan padam selama
96,20
per lJari
atau
105,85
detik
(1,76
menit)
I
menit per atau
35,113
menit
(585,2
jam) per tahun.
per
tahun
2.2.3
Model Perhaikan Six
Sigma DMAIC
Ada depalan
tahap
atau langkah
dasar
dalam
model
perbaikan
six
sigma
ini yaitu
Identifikasi
(Recognize),
Defenisi
(Define),
Pengukuran
(Measure),
Analisis
(Analize),
Perbaikan
(Improve),
Kontrol (Control)
dan
standarisasi
(Standardize).
Yang
menjadi
inti dari model
perbaikan
ini
adalah tahap Pengnkuran-Amdisa-
Perbaikan-Kontrol.
Namun seringkali
dalam proyek-proyek six
sigma
tahap
|
 16
Definisi dimasukkan dalam
inti dari model perbaikan six
sigmn sehingga tahapannya
menjadi Definisi-Pengukuran-Analisis-Perbaikan-Kontrol atau
dalam
bahasa
Inggris
menjadi
Deflne-Measure-Analize-lmprove-Control
(DMAIC).
Tahapan
ini
merupakan tahapan yang berulang atau membentuk siklus peningkatan kualitas
dengan six
sigma.
2.2.4
Perhitungan
Six
Sigma
Berikut ini
adalah cara perhltungan sigma quality level :(Welch, J.
F,
ha19)
1.
Unit
(U)
Jumlah part,
sub-assy atau system yang diuk:ur
diperiksa. Sebuah item
yang
sedang diproses, atau produk atau jasa
akhir
yang sedang dikirim kepada pelanggan
sebuah mobil, pinjaman hipotek, hotel stay, bank statement, dan sebagainya.
2.
Opportunity
COP)
Karakteristik
yang
diperiksa
atau
diuk:ur,
dalam
hal
ini
yang
digunakan adalah
Critical To Quality (CTO). Karena sebagian besar produk atau jasa
merniliki banyak
persyaratan
pelanggan,
maka
ada
beberapa peluang
untuk
memiliki
cacat.
Jumlah
peluang cacat adalah sebuah mobil, misalnya, mungkin lebih
dari
100 item cacat yang
tersebar dalam setiap komponen yang melekat pada mobil tersebut.
Ada tiga lfu"1gkah dalam menentukanjumlah opportunity:
a.
Membuat
daftar
pendahuluan
dari
jenis defect.
b.
Menentukan yang mana defect aktual, kritis bagi konsumen dan spesifik.
c.
Periksalahjumlah
peluang yang diusulkan terhadap standar.
|
 17
3.
Defect
Segala sesuatu yang membuat
consumer tidak puas. Kegagalan
untuk
memenuhi
persyaratan
pelanggan/kinerja
standar,
seperti
bak
mesin
bocor,
penundaan
dalam
closing peminjaman hipotek, hapusnya reservasi statement error dan
sebagainya.
4.
Defective (D)
Semua
unit
yang
berisi
sebuah
defect.
Dengan
demikian,
sebual1
mobil
dengan
sembarang defect, secara telrnik defect sama dengan sebualt mobil dengan
15
defect.
5.
Defect Per Unit
(DPW
Ukuran
in:i
merefleksikan
jumlah
rata-rata
dari
defect,
semua jen:is,
terhadap
jumlal1total unit
dari
unit yang
d:ijadikan sampel.
DPU=D/U ......................................................
(ll-1)
Total Opportunity (TOP)
TOP=
uX
OP
.....................................................
(ll-2)
6.
Defect Per Opportunitv (DPO)
_Menunjukkan proporsi defect atas jumlah total dalam sebuah kelompok.
DPO = D/TOP = D/(U*OP)
7.
Defect Per Million Opportunity (DPMO)
Kebanyakan
ukuran-ukuran
peluang
defect diterjemahkan
ke dalam
format
DPMO, yang mengindikasikan beberapa banyak defect akan muncul jika ada satu juta
|
 18
pelrumg.
Dalam
lingkungan pemanufakturan secara khusus,
DPMO,
seringkali
disebut "PPM", singkatan
dari "parts per million".
DPMO
=
DPO x
1.000.000 ......................................(H-4)
8.
Ukuran
Sigma
Sigma Quality Level=
0.8406
+
.,/29.37-
2.22lxln(DPMO) .....
(11-5)
9. Proportion Defective
Merujuk
kepada
pecahan
atau
prosentase
sampel-sampel
item
yang
memiliki
satu
atau lebih defect.
JumlahDefective
Proportion Defective
......................11-6)
JumlahUnit
10.
Final Yield
(d.itulis
dengan
Yfuw.!)
Dihitung sebagai:
!-Proportion Defective
..............................(11-7)
Informasi
ini memberitahukan
apakah
pecahan
dari
unit total yang
dihasilkan atau
d.ikirim
adalah
bebas
cacat
(defect
free).
Apabila
Final
Yield
d.ikal.ikan dengan
100
akan menghasilkan persentase yang "baik".
:U.5
Alat-alat yang
dipakai dalam
Six
Sigma
Alat-alat
yang
digunakan
dalam
program
peningkatan
kualitas
Six Sigma
pada
dasamya
merupakan
gabungan dari
berbagai
alat-alat
yang
sudah
dikenal
sejak
lama
terutama
Statistical
Process
Control
(SPC).
Beberapa
alat
yang
digunakan
dalam
six
sigma
akan dijelaskan sebagai berikut :
|
 19
c
A.
Diagram Aliir
Proses
Diagram
alir proses merupakan representasi visual
dari semua
langkah-langkah
utama
dari
sebuah proses.
I
)
I
Mulai
I
Stop
I
I
Keputusan
I
I
I
Kegiatan
I
Proses
I
0
I
Penghubung ke
halaman berikut
Diagram alir
dapat membantu proses untuk lebih baik, mengidentifikasi area kritis
atau bermasalah dan
mengidentifikasi perbaikan yang dapat dilakukan. Salah satu hal
yang perlu dilakukan. Salah satu hal yang harus diingat dalam membuat diagram alir
yaitu untuk
suatu proses yang
besar mulailah dengan membuat aliran kegiatan-
kegiatan utama.
Kemudian,
buatlah
aliran yang
mendetail
dari
kegiatan-kegiatan
utama tersebut.
|
|
20
B. Diagram
Input-Process-Output
(IPO)
Diagram
merupa.kan
suatu
representasi
visual
dari sebuah
proses atau
kegiatan.
Diagram
ini
memuat semua daftar karakteristik input dan output. Menurut Schmidt,
diagram
ini
sangat
ben:nanfaat
dalam
mendefinisikan
suatu
proses
dan
mengenali
hubungan antara variabel input dan
respons.
Dalam
membuat suatu
diagram
IPO,
pertama
-
tama
pilih
suatu
proses.
Lalu
tentukan outputnya. Output
ini
biasanya disebut sebagai karakteristik, kualitas suatu
proses. Biasanya
output
tersebut
didefinisikan
dari
sudut
pandang
konsumen.
Pertanyaan-pertanyrum
seperti
"Karakteristik
apa
yang
dapat
membuat
proses ini
berharga bagi
konsumen?" atau "Hasil apa yrutg
akan menentukan
baltwa proses ini
baik atau
buruk dari
sisi
konsumen?" dapat dijadikan pertimbangan untuk
menentukan output yang diharapkan.
Sete!ah memasukkan
faktor-faktor
yang
diinginkan dari
proses (output)
barulah
dapat
ditentukru1
faktor-faktor
inputnya. Biasanya
jumlalt fald:or
input lebih
banyak
daripada output.
C.
Peta Kendali
(Control Chart)
Pengelompokan jenis-jenis
peta kendali tergantung pada jenis tipe
datanya.
Gasperz
(1998)
menjelaskan
bahwa
dalam
konteks
pengendalian
proses statistikal
dikenal dua
jenis data, yaitu : (Vincent Gasperz, 1998, hal 28).
1.
Data Variaillel
(V11riabel Data),
merupa.kan data kuantitatif
yang
diukur
untuk keperluan analisis. Contoh dari
data variabel karakteristik kualitas
adalalt :
diameter pipketebalan produk kayu lapis, berat semen dalrun
|
|
21
kantong,
clll.
Ukman-ukuran
berat,
panjang
Iebar,
tinggi,
diameter,
volllffie
biasanya
merupakan data variabel.
2.
Data
Atribut
(Attributes Data),
merupakan
data kuantitatif
yang dapat
dihitung
untuk
pencatatan
dan
analisis. Contoh dari
data
atribut
karakteristik
kualitas
adalah
ketiadaan label
pada
kemasan produk,
kesalahan
proses
administrasi,
banyaknya
jenis
cacat
pada
produk,
banyaknya
produk
kayu
lapis
yang
cacat
karena
corelap,
dll.
Data
atribut
biasanya
diperoleh
dalam
bentuk
unit-unit
nonconforms
atau
ketidaksesuaian
dengan
spesifikasi
yang
ditetapkan.
Berdasarkan
kedua
tipe
data
tersebut, maka jenis-jenis
peta
kendali terbagi
atas
peta
kendali
untuk
data
variabel
dan
peta
kendali
untuk
data
atribut. Beberapa peta
kendali
termasuk dalam
peta
kendali untuk data variabel adalah peta
kenda!i
X
dan R,
serta
peta
kendali
individual
X
dan
MR.
Sedangkan
peta
kendali
yang termasuk
dalam
peta
kendali
untuk
data
atribut adalal1
peta
kendali
p,
peta
kendali
np,
peta
kendali c dan
peta
kendali
u.
Menurut Gasperz(l998) pada prinsipnya semua peta
kendali mempunyai:
1.
Garis Tengah
(Central Line),
yang biasanya dinotasikan CL.
2.
Sepasang
batas kendali
(Control
Limits),
dimana
suatu
batas kendali
ditetapkan di
atas
garis tengah
yang
dikenal
sebagai
batas
kendali
atas
(Upper
Control
Limit),
biasanya
dinotasikan
sebagai
UCL,
dan
yang
satu
lagi
ditempatkan
di bawah
garis
tengah
yang
dikenal
sebagai
batas-batas
kendali
bawah
(Lower Control Limit),
biasanya dinotasikan sebagai LCL.
|
|
22
3.
Tebaran nilai-nilai karakteristik kualitas yang menggambarkan keadaan
dari
proses. Jika semua nilai yang ditebarkan (diplot) pada peta
itu
berada di
dalam
batas-batas kendali tanpa memperlihatkan kecenderungan tertentu,
maka
proses yang berlangsung dianggap berada dalam kendali atau terkendali
secara statistical. Namun jika
nilai-nilai yang
ditebarkan pada
peta
itu
jatuh
atau
berada
di
luar
batas-batas
kendali
atau
memperlihatkan
kecenderungan
tertentu
atau
memiliki
bentuk
yang
aneh,
maka
proses yang
berlangsung
dianggap
berada
di
luar
kendali (tidak
terkendali)
sehingga
perlu
diambil
tindakan korektif untuk memperbaiki proses yang ada.
Pada dasamya peta-peta kendali dipergunakan untuk :
"
Menentukan apakah suatu proses berada dalam pengendalian statistikal?
Deugau demikian peta-peta kontrol digunakan untuk mencapai suatu keadaan
terkendali
secara
statitiskal,
dimana
semua
nilai
rata-rata
dalam
subgroup
contoh berada dalam batas-batas pengendalian
(control limits),
oleh karena itu
variasi penyebab khusus menjadi tidak ada lagi
di
dalam proses.
"
Memantau
proses
terns
menerus
sepanjang
waktu
agar
proses
tetap
stabil
secara statistikal dan
hanya mengandung variasi penyebab umum.
"'
Menentukan
kemampuan proses
(process capability).
Setelah
proses
berada
dalam
batas
pengendalian statistikal,
batas-batas
dalam
variasi
proses
dapat
ditentukan.
|
|
23
P=
Peta
kendali
yang
digunak:an
adalah
peta
kendali
p
karena jenis data yang diambil
adalah jenis data atribut
Peta kendali p
digunakan untuk mengendalikan proporsi dari
item-item
yang tidak
memenuhi
syarat
spesifikasi
yang
ditetapkan
yang
berarti
dikategorikan
cacat.
Untuk
itu
definisi
operasional
secara
tepat tentang
apa
yang
dimaksud ketidaksesuaian atau apa yang dimaksud cacat sangatlah penting dan harus
dipaharni
oleh setiap
pengguna
peta
kendali
p.
Langkah-langkah pembuatan
peta
kendali
p
(proporsi unit
yang cacat) adalah
sebagai berikut :
1.
Tentukan
ulruran contoh atau
subgroup
yang
cukup
besar
(n>30).
2.
Kumpulkan banyaknya subgroup (K), yaitu 20-25 subgroup.
3.
Hitung untuk setiap nilai proporsi unit yang cacat, yaitu :
JumlahDefectives
.........,----"----........................................(11-8)
UkuranSubGrup
4.
H.itung rata-rata
dari
p, yaitu p-bar atau dapat dihltung dengan rumus :
5.
p
=
Totaldefectivesakeseluruhan ..........................
(ll-
9
)
Total!nspeksi
I-litung batas
kendali
untuk
peta
kendali p
:
UCL
=
p+3
p(lp)
..........................(11-10)
|
|
24
LCL
=
p-3
p(l:
p)
..........................(11-11)
6. Plot
data
proporsi
(prosentase)
unit
cacat
dan amati
apakah
data
itu berada
dalam
pengendalian atau
tidak
berada dalam pengendalian.
D. Diagram Pareto
Diagram
Pareto
adalah
diagram
batang
yang
disusun
secara
menurun
atau
dari
besar
ke
kecil
(descending). Biasanya
digunakan
untuk
melihat
atau
mengidentifikasikan
masalah,
tipe
cacat,
atau
penyebab
yang paling
dominan
sehingga kita
dapat memprioritaskan
penyelesaian
masalah:
Langkah-langkah dalam
pembuatan diagram pareto
adalah
:
1.
Tentukan
metode klasifikasi data
untuk sumbu
horizontal
2. Putusan mana
yang terbaik untuk sumbu
vertical
3. Kumpulkan data
untuk
interval
waktu yang
sesuai.
4.
Ringkasan data
atau rangkaian
dari
yang
terbesar ke terkeci!.
5. Buat diagram dan
tentukan beberapa
hak
penting yang
perlu diprioritaskan.
E.
Diagram Sebab-Alilbat
(Fishbone)
Diagram
sebab-akibat
yang
sering
juga
disebut
dengan
diagram Tulang Ikan
(Fishbone)
atau diagram
Ishikawa bertujuan
untuk
memperlihatkan
faktor-faktor
yang berpengarul1pada kualitas basil atau
dengan kata lain diagram ini
dipergunakan
|
|
25
untuk menunjukkan
faktor-faktor
penyebab
(akibat)
yang
disebabkan
oleh
faktor
fak:tor penyebab
itu.
Diagram
sebab-akibat
ini
menunjukkan
5
faktor yang
disebut
sebagai
sebab
dari
suatu akibat.
Kelima
faktor
itu
adalah
man
(manusia,
tenaga
kerja),
method
(metode
kerja),
material
(balmn),
machine
(mesin),
dan
environment
(lingkungan).
Diagram
ini
biasanya disusun
berdasarkan
informasi
yang
didapat
dari
sumbang
saran
atau
"brainstorming".
Langkah-langkah pembuatan diagram sebab-akibat
:
1. Tentukan
masalahlsesuatu
yang akan diamati atau diperbaiki.
Gambarkan
panah dengan kotak diujung
kanaunya dan
tulis
masalahlsesnatu
yang
akan
diamati/diperbaiki.
2. Cari
faktor
utama
yang
berpengaruh
atau
mempunyai
aldbat
pada
masalab/sesuatu
tersebut.
Tuliskan
dalam
kotak
yang telah dibuat
diatas dan
dibawah panah
yang
telal1rubuat
tadi.
3. Carl lebih lanjut fak:tor-faktor
yang lebih
rinci (faktor-faktor
sekunder)
yang
berpengarub/mempunyai
akibat
pada
faktor
utaJ.na tersebut.
Tuliskan
faktor
faktor
sekunder
tersebut
didekat/pada
panah yang
menghubU11gkaunya
dengan
penyebab
utarna.
4. Dari diagram
yang sudah
lengkap,
carilah
penyebab-penyebab
utarna dengan
menganalisa data
yang
ada.
|
|
26
2.3
Failure Mode Ami Effect Analysis
(FMEA)
FMEA pertama
kali
dikembangkan dalam
United
States
Military,
yaitu
dalam
Military
Procedl!fe
l\IIILP-P-1629,dengan
judul
Procedures
for
Performing
a
Failure
Mode,
Effects and
Criticality Analysis, pada tanggal 9
November 1949.
Hal
ini dipakai sebagai suatn evaluasi teknik reliabilitas untuk menentukan akibat dari
sistem perlengkapan
kegagalan. Kegagalan diklasifikasikan
berdasarkan dari
bentrokan dalam
kesuksesan misi dan
keselamatan
personnel/perlengkapan. Batasan
"personnel/perlengkapan" diambil
secara
langsung dari
abstrak
dalam
military
standard MJL-STD-1629, yang tercatat, ( sumber internet:
Fmeca.com).
2.:u
Definisi FMEA
FMEA
adalah
sekumpulan
petunjuk,
sebuab proses,
dan
form
untuk
mengidentifikasi dan
mendahulukan masalah-masalah potensial (kegagalan). Dengan
mendasarkan
aktivitas
mereka
pada
FMEA,
seorang
manajer,
tim
perbaikan,
atau
pemilik proses,
dalam memfok:uskan energi
dan sumber daya pada pencegahan,
monitoring,
dan
rencana-rencana tanggapan yang paling mungkin untuk memberikan
basil. (Pande, Peter S,
Robert P).
FMEA
adalah
analisa
kegagalan yang
mungkin
timbul
selama
proses
pembuatan
komponen atau
setelah
menjadi barang
jadi,
kemungkinan
penyebab serta
tindakan
pengatasan
dan
pengontrolannya. Berikut adalah
penjelasan dari
point-point penting
analisa FMEA :
|
|
27
Cause (SebaiJ-Penyebab)
Suatu
penyebab
diartikan
suatu
elemen
perkara dari suatu
design
atau hasil proses
dalam
suatu
Failure
Mode.
Penyebab
potensial,
apa yang al{an
membuat
komponen,
produk,
proses
atau sistem
gaga!
dalamjalan
memenuhl
apa
yang diharapkan
melalui
model kegagalan
potensiaL
Criticality
Rating
dari criticality
adalah
produk
matematik
dari
rating
severity
dan
Occurrence.
Criticality=(S)x (0)
....................................................(H-14)
Angka
ini
digunakan
untuk
menempatkan
prioritas
dari
item-item
yang
memerlukan
tambahan perencanaan
kualitas.
Current
Control
Current
Controls
(design
dan
proses) adalah
suatu
mekanisme
yang
mengatasi
penyebab
dari Failure
Mode
(Modus
kegagalan), dari
kejadian,
atau yang mendeteksi
(mengetahui) kegagalan sebelum
hal itu
ditemukan
oleh pelanggan.
FMEA Element
FMEA
element
adalah
indentifikasi
atau
analisa
dari proses
FMEA
Seringkali
dicontohksn
dengan
Function,
Failure
Modes,
Cause,
Effect,
Control
and
Action.
FMEA elemen
ditunjukkan
pada
bagian kepala kolom pada
kolom output.
Function
|
|
28
Function
dapat
merupakan
tujuan
yang sungguh-sungguh
dari suatu
produk
atau
proses.
FMEA
Function
adalah
penjelasan
terbaik
dalam
format kata
dengan
spesifikasi sang
insinyur.
Occurrence (kejaclian)
Occurrence
adalah
suatu pengukuran
dari
kemungkinan
bahwa
penyebab
utama
akan terjadi
dan hasilnya
dalam
Modus
Kegagalan
selama
benar-benar
masih
nyata
dan
digunakan dalam produk.
Risk
Priority
Number (RPN)!Hazarcl Priority
Risk Priority Number
adalah
produk
matematika dari bilangan
Severity,
Occurrence, Detection.
RPN
=
(S)
x
(0) x (D)
.................................................(II-15)
Angka
ini
digunakan
untuk
penempatan dari item-item
dibandingkan
tambahan
keperluan perencanaan
kualitas.
Ada
heberapa
tipe dari
FMEA,
beberapa
seringkali
digunakan
dibandingkan
yang
lainnya.
FMEA
seringkali
digunakan
bilamana
kegagalan yang
berarti
kerugian
potensial
atau kerugian
untuk para
pengguna
akh.ir dari
item
yang
dirancang,
(sumber
internet: www.npd-solusions.com).
Tipe-tipe dari
FMEA adalah:
Sistem- fokus kepada
fungsi
sistem
global.
Design- fokus kepada
komponen dan
subsistem.
Proses- fokus kepada
manufacturing dan proses assembli.
Servis- fokus kepada fungsi servis.
|
|
29
P.
Software- fokus
kepada fungsi software.
2.3.2
KeuntiDmgan lilariFMEA
FlV!EA
ilirancang
untuk
membantu
para
insinynr memperbaiki suatu kualitas dan
design yang dapat dipercaya. Dengan digunakannya FlV!EA melengkapi para
insinynr
dengan
beberapa keuntungan. Keuntungan
itu
mencakup :
(sumber
internet :
1.
Memperbaiki
kepercayaan dan kualitas
produk/proses.
2.
Menarnbah kepuasan dari
konsumen.
3.
Identifikasi awal dan
pengurangan modus kegagalan
potensial dari
produklproses.
4.
Memprioritaskan
kekurangan produk/proses.
5.
Menarik
perhatian
insinyur/organisasi.
6.
Mengutamakan
pencegahan
masalah.
7.
Resiko dokumen dan
ililalrukan
sesuatu
untuk
mengurangi resiko.
8.
Melengkapi fokus untuk memperbaiki percobaan dan
pengembangan.
9.
Meminimasi
perubahan yang terlambat
dan biaya yang berkaitan.
10.
Berarti untuk kelompok kelja dan
pertukaran
ide
antar fungsi.
2.3.3
Proses Pemlmatan FMEA
Pembuatan
FlV!EA
hams
dilakukan
secara
bertahap. Hal
ini
ilikarenakan
untuk
menghindari kesalahan dalam mendefinisikan masalah, penyebab dan
aktivitas
|
|
30
tindakan pengatasan masalah. Berikut
1m
adal.ah
langkah-langka.h yang perlu
diperha.tika.n dalam
pembuatan FMEA :
l.
Mendaftarkan dan
mengidentifil.;:asi
masalah-masalah potensial yang
dapat
muncul
pertanyaan
dasar
adalah
:
"Apa yang
dapat
salah?"
Ide-ide
untuk
masalah
potensial
mungkin
berasal
dari
berbagai
smnber,
meliputi
brainstorming,
analisis
proses,
benchmarking,
dan
sebagainya. Masalah
masalah
dapat
dikelompokkan berdasarkan
langkah
proses
ata.u
komponen
produkljasa. Hindarilah
masalah-masalal1sepele.
2.
Mengidentifikasi
Modus Kegagalan
(Failure Modes).
3.
Mengidentifikasi akibat
dari Modus Kegagalan tersebut.
4.
Menilai
masalah
kerun1ita.n
(Severity)
yang
kemudian
dapat
dilakukan
identifikasi
karakteristik
yang
spesial. Selain itu
juga
dapat dengan
mengambil
penanga.nan
untuk
mengurangi
resiko
yang
ada.
Penilaian
dengan
menggunakan ska.la
1-10,
berikan
skor
pada
masing-masing
faktor
untuk
setiap
masala.l1
potensial.
Masala.ll-masalah
yang
lebih
serius
mendapatkan
rating lebih tinggi, demikian juga untuk
masala.ll
yang sulit untuk dideteksi.
5.
Menerima
Procedure for
Potential
Consequences
(prosedur
untuk
akibat
yang
potensial).
6. Mengidentifikasi
penyebab
yang
mungkin.
Dilakukan
dengan
mengidentifikasi
akar
penyebab yang dilihat dari
diagramfishbone.
|
|
31
7.
Menilai
probabilitas frekuensi
kejadian. Penilaian
yang
menggunakan skala 1-
10, berikan skor
pada masing-masing :fuktor
untuk setiap
masalah
potensial.
8.
Menghitung
criticality
dengan rumusan II-14. Dapat juga
dilakukan
identifikasi
karalrteristik
spesial
dan
langkah lainnya yaitu dengan mengambil
penanganan
untuk
mengurangi resiko
yang
ada.
9.
Mengidentifikasi design kontrol proses.
10.
Menilai
detektabilitas (detection).
Penilaian
dengan
menggunakan
simla
1-10,
berikan skor
masing-masing faktor untuk setiap
masalah
potensial. Masalah
masalah
yang
lebih serius
mendapatkan
rating lebih
tinggi,
demikian
juga
masalah yang
sulit untuk
dideteteksi.
11.
Menghitung
hazard
priority
atau
HP
dan
tindakan-tindakan prioritas. Rating
resiko
keselurul1.an
diperoleh
dengan
mengalikan tiga
skor
bersama-sama.
Dengan
menambal1kan
HP
dari
semua
masalah,
didapatkan
gambar resiko
total untuk proses atau produk/jasa. (HP
maksimum adalah 1.000) angka ini
seharusnya digunalmn sebagai panduan untuk mengetahui masalah yang
paling
serius,
dengan
indikasi angka
yang
paling
tinggi memerlukan
penanganan yang senus.
12. Melakukan tindakan-tindakan
untuk mengurangi
resiko.
Dengan
memfokuskan pada masalah-masalah
yang
potensial yang
memiliki
prioritas
tertinggi,
kemudian
dapat
dipikirkan
tindakan
untuk
mengurangi
salah
satu
atau semua faktor : keseriusan, kejadian, detektabilitas.
|
 3
I
I
I
I
I
I
I
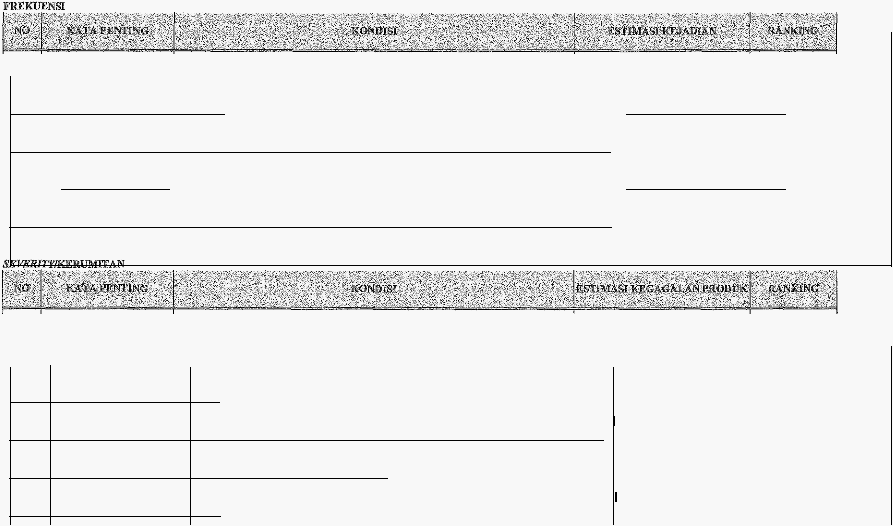
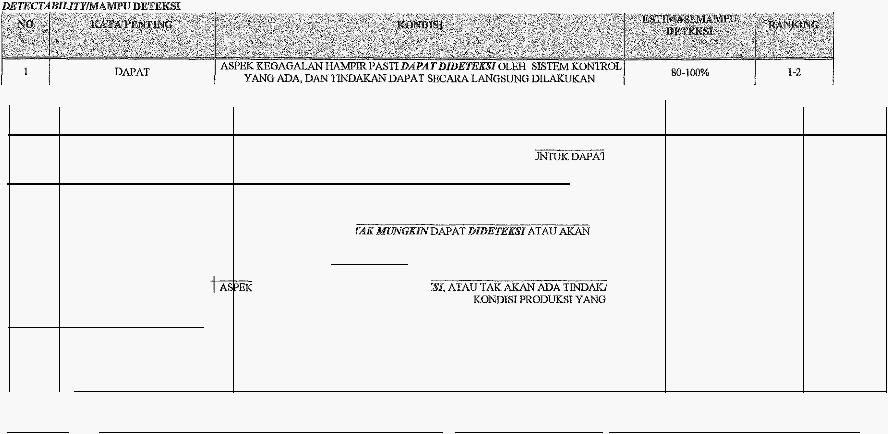
Tabel 2.3
Tabel
penentuan freknensi, severity dan
detectability
nntuk
FMEA
SANGAT JARANG
I
ASPEK KEGAGALAN SANGAT JARANGTERJI\Dl
I
KURANG DAR.I!ISEJUTA
I
1-2
3
CUKUP
1
YANGRENDAH
N
MEMPUNYAiri ;b
GYANGCUlWP
UNTUK DAPAT
1/2000 SAMPA!l/80
ASPEKKEGAGALA
4
I
TINC,UI
ASPEK KEGAGALAN
TERJADI SERINGKALI (FREKUENSI TINGGJ)
1/80-1/8
8
5
I
SANGAT T!NGGI
ASPEK KRGAGALAN SERINGKALI
TERJADI
SELAMA PERIODE
YANG LAMA
1/2
9-10
(FREKUENS!SANGAT TINGGl)
SANGAT KEC!L
ASPEK
KEGAGALAN
MEMPUNYAI
PENGAAUH YANG SANGAT KECIL
10-20%
I
1-2
TERHIIDAP PRODUK YANG DlllASILKAN
2
I
KECIL
I
ASPEK KEGAGALAN
MEMPUNYAI
PENGARUH YANG KECILTERHADAP
30-140%
I
3-4
PRODUK YANG DIHASILKAN
3
I
CUKUP
I
ASPEK
KEGAGALAN
MEMPUNYAI PllNGARUH YANG CUKUPTERHADAP
50-60%
I
5-6
PRODUK YANG DIHASILKAN
4
I
TINGGI
I
ASPEK KEGAGALANMEMPUNYAI PENGAIWH YANG TINGGT!TIRHADAP
70-80%
I
7-8
PRODUK
YANG DlllASILKAN
|
 3
2
SEGERA
TINDAKAN
YANGCEPATDAPATDIMUNGKINKAN
60-70"/o
34
3
CUKUP
DlDE1'EKSlDALAM
JANGKA WAKTU TERTENTU, DAN/ATAU AKAN
MEMERLUKAN
BEBERAPA LAMA UNTUK DAPAT DILAKUKAN TINDAKAN
40-50%
5-6
4
TAKMUNGKIN
5
TAKDAPAT
MEMERLUKAN HAMPIR
WAKTU YANG LAMA
SEBELUM
TINDAKAN
DAPAT
DIAMEIL
YANG
MUNGKIN DAPAT DILAKUKAN
(SELAMA
NORMAL)
20-30%
0-10%
7-8
9-10
|
|
35
2.4
PQCS (Process Quality Control Sheet)
PQCS adalah alur
proses
dan
sistem
pengontrolan
kualitas
per
proses (product dan
Manufacture Item)
dari
terima
raw
material
sampai
delivery
ke
customer.
PQCS
merupakan
"Pemetaan
Proses"
yang
dijadikan
sebagai
teknik
penggambaran
aliran
yang dignnakan untllk menunjukkan hubungan antar masing-masing kelja Pemetaan
Proses
memberikan
kemudahan
mengkomunikasikan
proses
juga
sebagai
format
untuk
perencanaru1
dan
perbaikan
proses.
Pemetaan Proses memudahkan :
a
Memallanli bagaimana sistem
bekeljalberoperasi
"
Mengidentiflkasikan letak "bottlenecks", hambatan, dan permasalahan
"
Mengembangkan cara bam agar
persoalan bisa
diatasi.
Hal
yang hams
dipertimbangkan dalam
pembuatan Proses :
l. Masukan (Input)
adalah
unsur yang kelihatan maupun tidak
2.
Keluaran (Output)
adalalt basil
suatu
proses
3.
Kendali (Control)
adalah
parameter proes
2.5
Kontrol
Jig
Dalam
dunia
manufuktur
jig
dikenal sebagai
alat
bantu
yang
sengaja
di
disain
untuk
keperluan
khusus. Jig
dimanfaatkan untuk
proses produksi
massal dan
cepat.
Saat ini
jig
tidak
hanya
dignnakan
sebagai
alat
bantu proses produksi tetapi
juga
digunakan sebagai alat
kontrol
proses,terutama untuk
proses yang
membutuhkan
kontrol
seratus
persen dalam
waktu yang
singkat.
|