 BAB 2
GAMBARAN
UMUM
PERUSAHAAN
2.1.
Sejarah
Perusahaan
PT Sari Enesis Indah atau dikenal juga dengan nama Enesis Group merupakan
perusahaan berbentuk Perseroan Terbatas. Perusahaan ini didirikan pada tahun 1988
di
Jakarta dan berbasis di Kawasan Industri, Pulo Gadung. Pernyataan visi dan misi
perusahaan sebagai
pegangan
dalam
upaya
kemajuan
perusahaan adalah
diuraikan
berikut ini.
VISI
PT SARI ENESIS INDAH
Menjadi perusahaan yang berkembang pesat untuk mencapai posisi
leader dalam produk consumer goods melalui inovasi, perkembangan
yang berkelanjutan dan mempunyai pandangan yang jauh ke masa
depan.
Gambar 2.1
Pernyataan Visi PT Sari Enesis Indah
|
 8
MISI
PT SARI ENESIS INDAH
Berkomitmen dalam mengembangkan, memproduksi dan memasarkan
produk consumer goods yang unik dan berkembang dengan pesat serta
menjadi merk dengan status pemimpin (leader) dalam wilayah regional
Gambar 2.2
Pernyataan Misi PT Sari Enesis Indah
Perusahaan ini
bergerak
di
industri
farmasi
dengan
memproduksi
produk
perawatan rumah tangga, perawatan pribadi dan
makanan
fungsional atau makanan
suplemen.
Dalam
mengembangkan bisnisnya
sehingga dapat
mencapai kesuksesan,
perusahaan
mengutamakan perhatian
pada
pengertian
akan
kekuatan
internal
perusahaan
dan
kemampuan
mengidentifikasikan
kesempatan-kesempatan eksternal
yang berasal dari pasar.
Kegiatan manufaktur PT Sari Enesis Indah dimulai dengan memproduksi Sari
Puspa
atau
Soffel sebagai
nama
import dari
Sari
Puspa.
Sari
Puspa
adalah
produk
lotion anti nyamuk. Dalam waktu yang relatif singkat, Sari Puspa
mampu bersaing di
dalam pasar produk
lotion anti nyamuk yang diproduksi oleh perusahaan-perusahaan
nasional dan multi nasional, seperti Bayer, Johnson & Sons, Unilever. Sari Puspa pun
|
|
9
berhasil
mencapai angka penjualan kritikal dengan
market share
sebesar 95%
dan
menguasai pasar lotion anti nyamuk terbesar di luar Amerika Serikat.
Kesuksesan yang dialami Sari Puspa
memberikan dorongan bagi perusahaan
untuk
mengembangkan bisnisnya
ke
sektor
minuman
kesehatan
dan
tetap
mempertahankan jalur bisnisnya dalam
bidang
farmasi.
PT Sari Enesis Indah
mulai
memperkenalkan produk
barunya
yang
bernama
Adem Sari
atau
Sensa
Cools
yang
merupakan nama
import dari
Adem Sari. Dimulai dari peluncuran produk
ini untuk
pertama
kalinya sampai
masa
sekarang,
Adem
Sari
masih
menjadi
dominan
dalam
persaingan pasar untuk produk yang sejenis.
Produk lain yang dikembangkan adalah Vegeta. Vegeta adalah minuman serat
natural
berbentuk bubuk dan diluncurkan pada tahun 2000. Mengikuti jejak produk-
produk sebelumnya, Vegeta pun berhasil menjadi pemimpin di dalam pasaran. Hal ini
disebabkan karena
Vegeta
berhasil
memenuhi
ekspektasi
pasar
dan
permintaan
masyarakat akan kebutuhan serat alami
untuk mendapatkan kesehatan dalam sistem
pencernaan sesuai dengan gaya hidup modern pada jaman sekarang ini.
PT
Sari
Enesis
Indah
juga
memproduksi
Antis
yang
merupakan produk
pembersih tangan antiseptik dan Kispray yang merupakan pelicin bahan setrika selain
Sari Puspa, Adem Sari dan Vegeta.
Dengan semakin berkembangnya perusahaan, maka dibangunlah pabrik kedua
yang berlokasi di Kawasan Industri Cikarang. Dengan
luas pabrik 15000 m2, pabrik
di Cikarang ini merupakan pabrik manufaktur terbesar untuk produk berbentuk bubuk
di Indonesia. Pabrik ini memulai operasinya pada tahun 2002 dan dikhususkan bagi
|
|
10
produk
makanan,
yaitu
Adem
Sari dan
Vegeta.
Di pabrik
inilah
penelitian
untuk
keperluan skripsi ini dilakukan.
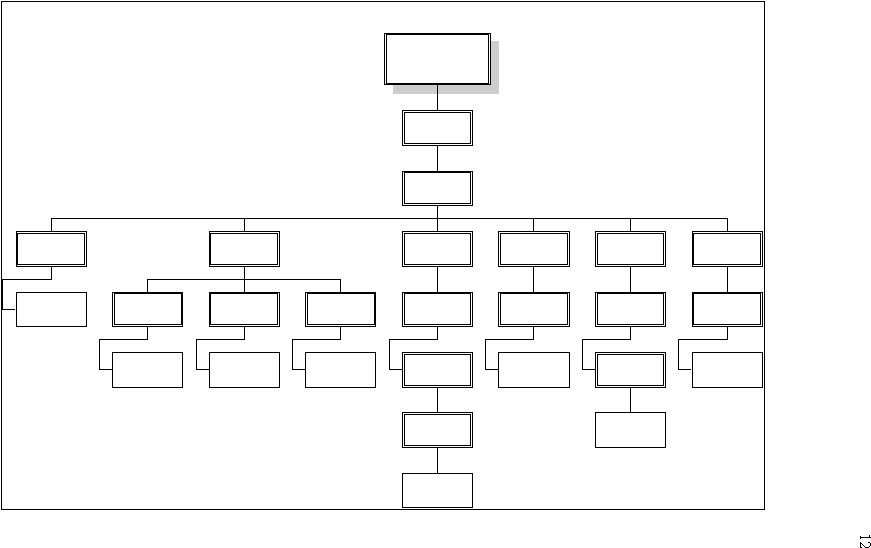
2.2.
Organisasi
PT
Sari
Enesis
Indah
termasuk
perusahaan nasional
yang
besar dan
untuk
mendukung berbagai kegiatan bisnisnya. Untuk itu, di dalam perusahaan terbentuk 10
(sepuluh) departemen dengan berbagai jenjang atau
tingkatan
manajemen. Gambar
2.3 di bawah ini akan menampilkan struktur organisasi PT Sari Enesis Indah.
|
 Struk turOrganisasiPTSariEnesisIndah
Komisaris
Direktur
General Manager
Manager Senior
Marketing
ManagerR&D/QC
Manager Senior
Plant
Manager Tax
Manager Cabang
Manager
CustomerServ ice
ManagerHCO
Manager Produk
Manager Sales
Superv isorR&D/
QC
Manager Building
&
Technique
Manager Packing
ManagerPPIC
Manager Produksi
Staf f Junior Tax
Kepala Cabang
Staf CS
f CS
Staf HCO
f HCO
St
af f Produk
St
af Sales
f Sales
KoordinatorR&D/
QC
Asisten Manager
B&T
Superv isor
Packing
Asisten Manager
PPIC
Asisten Manager
Produksi
Staf Senior Tax
f Senior Tax
St f f Cabang
af f Cabang
Staf R&D/QC
f R&D/QC
Superv isor B&T
Koordinat r
or
Packing
Superv isorPPI C
Superv isor
Produksi
Koordinator B&T
Leader Packing
Koordinat rPPI C
orPPI C
Koordinator
Produksi
Leader B&T
Staf f Packing
LeaderPPI
C
Leader Produksi
St
aff B&T
Staf PPC
f PPC
IC
Pelaksana
Produksi
Gambar 2.3
Struktur Organisasi PT Sari Enesis Indah
|
 Struktur Organisasi PT
Sari Enesis
Indah
Komisaris
Direktur
General
Manager
Manager Export
Manager
Finance
and Accounting
Manager
HRA
Manager Logistik
Manager
Marketing
Research
Manager
Purchasing
Staff
Export
Supervisor
Accounting
Supervisor
Cashier
Supervisor
Finance
Asisten
Manager
HRA
Supervisor
Logistik
Asisten
Manager
MR
Asisten
Manager
Purchasing
Staff
Accounting
Staff
Cashier
Staff
Finance
Supervisor
HRA
Staff
Logistik
Supervisor
MR
Staff
Purchasing
Koordinator
HRA
Staff
MR
Staff
HRA
Gambar 2.3
Struktur Organisasi PT Sari Enesis Indah (lanjutan)
|
 13
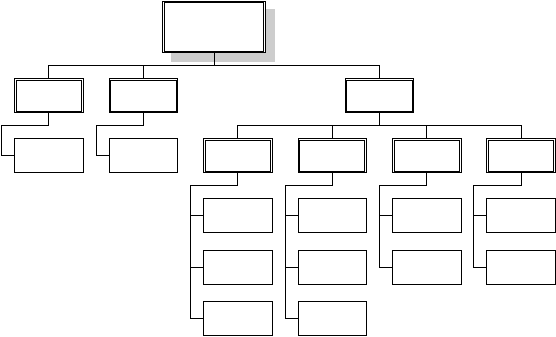
Demikian
pula
struktur
organisasi
Departemen
Research
&
Development/Quality
Control
yang
merupakan
tempat
di mana
penelitian
skripsi
dilakukan dapat dilihat pada Gambar 2.4 berikut ini.
Struktur
Organisasi Departemen R&D/QC
PT Sari
Enesis
Indah
Manager
R&D/QC
Head
Mikrobiologi
Penanggung
Jawab
CPOB
Supervisor
QC
Staff
Staff
Inspeksi
Koordinator
QC
Analis
Koordinator
QC
Packing
Koordinator
QC
Proses
Koordinator
QC
Sampling
QC Analis
Finished
Goods
QC Packing
Finished
Goods
QC
Filling
QC Sampling
Ingredient
QC Analis
Ingredients
QC Packing
Return
Finished
Goods
QC Proses
QC Sampling
Packaging
QC Analis
Packaging
QC Packing
Sortasi
Gambar 2.4
Struktur Organisasi Departemen Research & Development/Quality
Control PT Sari Enesis Indah
Berikut adalah penjelasan mengenai struktur organisasi yang terdapat di
dalam perusahaan.
|
|
14
a. Komisaris adalah pemimpin tertinggi di dalam perusahaan PT Sari Enesis Indah.
Komisaris
menjadi
pemegang
keputusan
tertinggi
yang
akan
menentukan arah
jalannya perusahaan.
b.
Direktur
adalah
pemimpin kegiatan
operasional perusahaan yang
tertinggi
dan
pengendali strategi perusahaan dalam menjalankan bisnisnya. Direktur juga dapat
dikatakan
merupakan posisi penghubung antara perusahaan dengan Komisaris di
mana
jalannya
perusahaan akan
dilaporkan
kepada
Komisaris
dan
keputusan
Komisaris terhadap perusahaan akan diberikan kepada Direktur untuk dijalankan.
c. General
Manager
adalah tingkatan
terpenting di
bawah
Direktur. General
Manager
membawahi
10
manager
yang
mengepalai 10
departemen di
dalam
perusahaan. General
Manager
mengawasi kegiatan-kegiatan yang dilakukan oleh
kesepuluh
departemen
tersebut,
menjaga
kesinambungan kerja
departemen-
departemen ini dan memutuskan kegiatan strategik bagi 10 departemen tersebut.
d. Departemen Export
Departemen ini dikepalai oleh seorang Manajer. Manajer Export dibantu dengan
para staff Departemen Export bertugas dalam hal-hal yang menyangkut kegiatan
eksport
produk-produk
perusahaan, mulai dari
transaksi
dan
negosiasi
eksport,
persiapan dan pelaksanaan eksport.
e. Departemen Finance dan Accounting
Manajer Finance dan Accounting (FAM)
membawahi 3 (tiga) bagian fungsional
yang berhubungan
dengan departemen
ini, yaitu Bagian Accounting,
Bagian
|
|
15
Cashier
dan
Bagian
Finance.
Ketiga
bagian
ini
masing-masing dikepalai
oleh
seorang supervisor dan dibantu oleh beberapa staff di bawahnya.
i.
Bagian Accounting adalah bagian
yang bertanggung
jawab
dalam
mendokumentasikan transaksi-transaksi
yang
dilakukan
perusahaan,
membukukannya dan membuat laporan akuntansi perusahaan.
ii.
Bagian Cashier
adalah
bagian
yang
mengurus
hal-hal
mengenai
pemasukan
dan
pengeluaran kas
perusahaan, seperti
pembayaran
hutang
dan
piutang
perusahaan.
iii. Bagian Finance adalah bagian yang bertanggung jawab dalam mengawasi dan
mengatur keuangan perusahaan, termasuk di dalamnya asset perusahaan.
f.
Departemen Human Resource Administration (HRA)
Departemen HRA
dikepalai
oleh
seorang
Manajer
yang
dibantu
oleh
Asisten
Manajer dan Supervisor di bawah Asisten Manajer tersebut. Supervisor
memiliki
beberapa
staff
HRA
untuk
menjalankan
tugas-tugas departemen
ini. Departemen
ini bertugas mengatur hal-hal yang menyangkut sumber daya manusia perusahaan,
seperti proses perekrutan karyawan baru, program peningkatan kualitas hidup dan
kesejahteraan sumber daya
manusia perusahaan,
sistem penggajian,
pengupahan
dan tunjangan, sistem administrasi perusahaan termasuk para karyawan
perusahaan
serta
masalah-masalah
lain yang menyangkut
para karyawan
dan
serikat buruh.
|
|
16
g. Departemen Logistik
Manajer
Logistik
mengepalai departemen ini
dengan
Supervisor
yang
bertanggung jawab
terhadap
Manajer
serta
beberapa
orang
staff
di
bawah
Supervisor.
Departemen
ini
mempunyai
tugas
yang
berhubungan dengan
pengaturan
sistem
logistik
perusahaan, yaitu
pengaturan
terhadap
bahan-bahan
yang diperlukan untuk produksi.
h. Departemen Marketing Research
Departemen ini
dikepalai
oleh
seorang
Manajer.
Tingkatan
di
bawah
manajer
tersebut
diposisikan untuk
Asisten
Manajer
dan
Supervisor
di
bawahnya
serta
beberapa
orang
staff
untuk
departemen ini.
Departemen ini
bertugas
dalam
melakukan riset
terhadap
pasar,
khususnya
mengenai
permintaan kebutuhan
masyarakat dan respon pasar terhadap suatu produk.
i.
Departemen Purchasing
Departemen Purchasing
ini
dikepalai
oleh
seorang
Manajer
dan
dibantu
oleh
Asisten
Manajer
serta
para
staff
Purchasing
di
bawahnya.
Departemen ini
bertanggung jawab dalam hal-hal yang
berhubungan dengan kegiatan pembelian
bahan baku
yang diperlukan dalam produksi,
mulai dari pemilihan supplier atau
pemasok sampai proses pembelian bahan baku dijalankan.
j.
Departemen Marketing
Departemen Marketing dikepalai oleh seorang Manajer Senior yang membawahi
5 sub-departemen.
Masing-masing
sub-departemen
dipimpin oleh seorang
Manajer dan memiliki sejumlah orang staff di bawahnya.
|
|
17
i.
Sub-departemen Cabang
yang dikepalai oleh seorang
Manajer dan beberapa
Kepala
Cabang
di
bawahnya.
Kepala
Cabang
bertanggung jawab
terhadap
masing-masing cabang yang dipegangnya.
ii.
Sub-departemen Customer Service bertugas dalam hal-hal yang menyangkut
pelanggan,
memberikan pelayanan kepada pelanggan, mengatur sistem saran
dan kritik yang disampaikan pelanggan terhadap produk-produk perusahaan.
Kegiatan pelayanan terhadap konsumen ini merupakan alat yang penting bagi
perusahaan demi tujuan peningkatan kualitas produk dan tercapainya
kepuasan pelanggan.
iii. Sub-departemen
HCO
adalah
sub-departemen
yang
mengatur
kegiatan
pemasaran
produk-produk
perusahaan dalam skala besar kepada
pasar-pasar
yang
bersifat
grosir,
seperti
Goro,
Hero,
Carrefour
serta
menjaga
hubungan
antara kedua belah pihak.
iv. Sub-departemen
Produk
bertanggung
jawab
untuk
menjamin
kesuksesan
peluncuran setiap produk baru, yaitu dengan berbagai program promosi untuk
memperkenalkan produk baru kepada masyarakat luas.
v. Sub-departemen Sales
adalah
sub-departemen yang
mengatur
penjualan
produk-produk
yang
dilakukan
oleh
para
sales
kepada pasar atau
toko-toko
pengecer.
k. Departemen R&D/QC
Departemen ini dikepalai oleh seorang Manajer dan membawahi beberapa bagian
fungsional yang berbeda-beda.
|
|
18
i.
Penanggung
Jawab
CPOB
(Cara
Pembuatan
Obat
yang
Baik)
dengan
para
staff
di
bawahnya
bertanggung jawab
terhadap
inspeksi
secara
berkala
mengenai ketepatan pelaksanaan aturan-aturan dalam CPOB yang dikeluarkan
oleh Badan POM (Pengawas Obat dan Makanan) di dalam perusahaan.
ii.
Head Mikrobiologi dengan dibantu oleh beberapa staff di bawahnya bertugas
mengatur pelaksanaan pengujian mikrobiologi terhadap produk perusahaan.
iii. Bagian
Quality
Control
yang
dikepalai
oleh
seorang Supervisor
QC
membawahi 4 orang Koordinator QC dengan tugas dan tanggung jawab yang
berbeda-beda, yaitu:
Koordinator QC Analis, bertanggung jawab terhadap 3 bagian QC Analis,
yaitu QC Analis
Ingredients, Finished Goods dan Packaging. QC
Analis
Ingredients
melakukan
analisa
terhadap
bahan
baku
yang
diterima
dari
para
pemasok
untuk
kegiatan produksi.
QC
Analis
Finished Goods
melakukan analisa terhadap hasil produk setelah melalui proses produksi
terakhir.
Sedangkan QC
Analis
Packaging
melakukan analisa
terhadap
bahan
packaging
atau
pengemas untuk
produk
akhir.
Analisa-analisa
tersebut di atas dilakukan di dalam sebuah laboratorium.
Koordinator QC Packing, mempunyai tanggung jawab dalam pengawasan
terhadap
kegiatan packing
dan
produk
setelah
kegiatan
packing
selesai
dilaksanakan. 3 bagian kegiatan QC Packing adalah QC Packing Sortasi,
QC Packing Finished Goods dan QC Packing Return Finished Goods. QC
Packing Sortasi melakukan pemeriksaan dan pelaporan
terhadap produk
|
|
19
jadi
yang
tidak
sesuai
dengan
ketentuan, seperti
kempes,
bocor.
QC
Packing Finsihed Goods
melakukan pemeriksaan terhadap
hasil
kegiatan
packing, misalnya mengenai ketepatan jumlah dalam satu karton,
pelabelan
tanggal
kadaluarsa.
Sedangkan
QC Packing
Finished
Goods
akan melakukan pemeriksaan terhadap produk-produk
yang dikembalikan
setelah dilempar ke pasar.
Koordinator
QC
Proses,
bertanggung
jawab
terhadap
kegiatan
inspeksi
dalam
proses
produksi
yang
berlangsung. Kegiatan QC
Proses
dibagi
menjadi 2 bagian,
yaitu
QC Proses dan
QC Filling.
QC Proses
tersebar
pada
bagian-bagian proses
yang
memerlukan
inspeksi
terhadap
proses,
produk yang dihasilkan dari proses tersebut agar sesuai dengan spesifikasi
yang
diperlukan. QC
Filling
bertugas
untuk
melakukan pengawasan
terhadap kegiatan
filling mencakup proses
filling dan sealing
dan produk
yang dihasilkan.
Koordinator
QC
Sampling,
bertugas
dalam
pelaksanaan
sampling
yang
dilakukan terhadap bahan baku dan bahan packaging segera setelah bahan
yang dimaksud diterima dan sebelum pengujian oleh QC Analis. 2 bagian
QC
Sampling adalah QC
Sampling Ingredients yang
melakukan inspeksi
terhadap
bahan
baku
dan
QC
Sampling
Packaging yang
melakukan
inspeksi terhadap bahan pengemas atau packaging.
|
|
20
l.
Departemen Plant
Departemen Plant
dikepalai
oleh
seorang
Manajer
Senior
dan
membawahi
beberapa
manajer
dalam
4
sub-departemen
yang
berada
di
bawah
naungannya.
Posisi di bawah manajer berbeda-beda pada setiap sub-departemennya.
i.
Sub-departemen Building & Technique
Sub-departemen ini dikepalai oleh seorang Manajer yang dibantu oleh seorang
Asisten
Manajer. Supervisor di bawah asisten manajer
mempunyai beberapa
koordinator
untuk
membantunya. Koordinator
pun
mempunyai
sejumlah
Leader
yang
bertugas
memimpin para
staff
masing-masing. Sub-departemen
ini bertanggung jawab terhadap pelaksanaan sistem pengaturan bangunan dan
fasilitas-fasilitas
perusahaan, seperti pemeliharaan bangunan atau
maintenance, pemeliharaan mesin-mesin.
ii.
Sub-departemen Packing
Manajer
sub-departemen
ini
dibantu
oleh
Supervisor
yang
juga
mengepalai
beberapa Koordinator. Di bawah koordinator terdapat Leader yang memimpin
para
pekerja
packing.
Tugas
sub-departemen
ini
adalah
melaksanakan
kegiatan packing sesuai dengan target
yang
telah ditentukan, sehingga
produk-produk telah
siap dalam
kemasan baik
pada saat
pengiriman
produk
dilakukan.
iii. Sub-departemen PPIC
Manajer
PPIC
langsung
mengepalai posisi
struktural
di
bawahnya
dengan
tingkatan yang sama seperti pada Sub-departemen Building & Technique. Di
|
|
21
bawah
manajer terdapat Asisten
Manajer dengan
Supervisor
di
bawahnya.
Supervisor
mengepalai sejumlah
Koordinator
di
bawahnya,
Koordinator
mempunyai
Leader
yang
memimpin
para
staff
PPIC.
Sub-departemen ini
bertugas
dalam
melakukan penjadwalan dan rencana
pembelian bahan
baku
dan bahan packaging
yang diperlukan dan
juga terhadap jadwal pelaksanaan
produksi
untuk
dapat
memenuhi
permintaan produk
tepat
pada
waktu
dan
jumlah tertentu.
iv.
Sub-departemen Produksi
Struktur sub-departemen ini pun sama seperti pada Sub-departemen Building
&
Technique
serta
Sub-departemen
PPIC.
Sub-departemen dikepalai
oleh
seorang
Manajer
yang
membawahi Asisten
Manajer,
di
bawahnya
terdapat
urutan
tingkatan
struktural,
yaitu
Supervisor,
Koordinator, Leader dan
para
staff
Produksi.
Sub-departemen ini
bertanggung
jawab
terhadap
kelancaran
proses pada setiap urutan proses dan lini produksi yang berlangsung.
m.
Departemen Tax
Departemen ini dikepalai oleh seorang Manajer dan secara langsung dibantu oleh
para
staff
Departemen Tax.
Tugas
yang
diberikan
kepada
departemen
ini
menyangkut pengaturan terhadap pajak perusahaan, mulai dari perhitungan pajak
perusahaan sampai pada pembayaran pajak.
|
|
22
2.3.
Produk
Sesuai dengan ruang lingkup
yang telah diuraikan pada
Bab 1,
produk
yang
menjadi topik dalam skripsi ini adalah produk-produk
yang diproduksi di pabrik PT
Sari
Enesis yang berlokasi
di
Cikarang.
Produk-produk
tersebut
adalah
Adem Sari
dan Vegeta.
Adem
Sari
adalah
produk
minuman bubuk
herbal
dengan
khasiat
untuk
meningkatkan
sistem
pencernaan,
mengatasi
konstipasi,
menyembuhkan sakit
tenggorokan dan canker ulcers.
Sedangkan Vegeta
adalah
minuman
serat
natural
berbentuk bubuk.
Vegeta
memiliki khasiat untuk melancarkan
buang air besar, membantu diet serta
menurunkan kolesterol.
2.4.
Proses
Produksi
Pembahasan
mengenai proses produksi akan difokuskan pada produk Adem
Sari dan Vegeta sesuai dengan ruang lingkup pembahasan skripsi ini.
2.4.1. Adem Sari
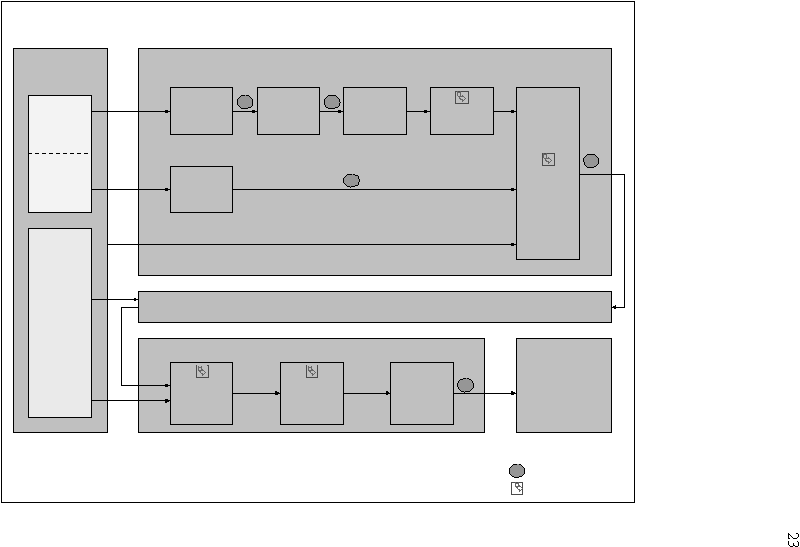
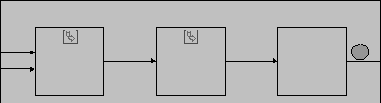
Berikut
disajikan
sebuah bagan
yang
menggambarkan alur
proses
produksi
untuk Adem Sari pada Diagram 2.1 dan peta proses operasi untuk produk Adem Sari
pada
Gambar
2.5
untuk
dapat
memperjelas
proses
yang
dilakukan
untuk
membuat
produk Adem Sari ini.
|
   Bagan AliranInput - Prose s- Output
Produksi Ade mSari
PTSari Ene sis Indah
Gudang Bahan
Baku
dan Bahan Packaging
Alkali
Proses Produksi
»
»
©
Bahan Baku
Acid
Mixing
Granulasi
Penyaringan
Pengeringan
»
Mixing
»
Filling
FillingSachet
©
Bahan
Karton
Packing
Preparation
Packaging
Bagian Packing
Memasukkan
8
PackagingMaterial
Memasukkan
24 Sachet
ke
Hanger
Memasukkan
Hanger ke
Plastik
Set (@ 3
»
Hanger) ke
Karton
Gudang
Barang
Jadi
©
In Coming Inspection
» In Line
Inspection
In Process Inspection
Diagram 2.1
Bagan Aliran Input-Proses-Output Produksi Adem Sari PT Sari Enesis Indah
|
 24
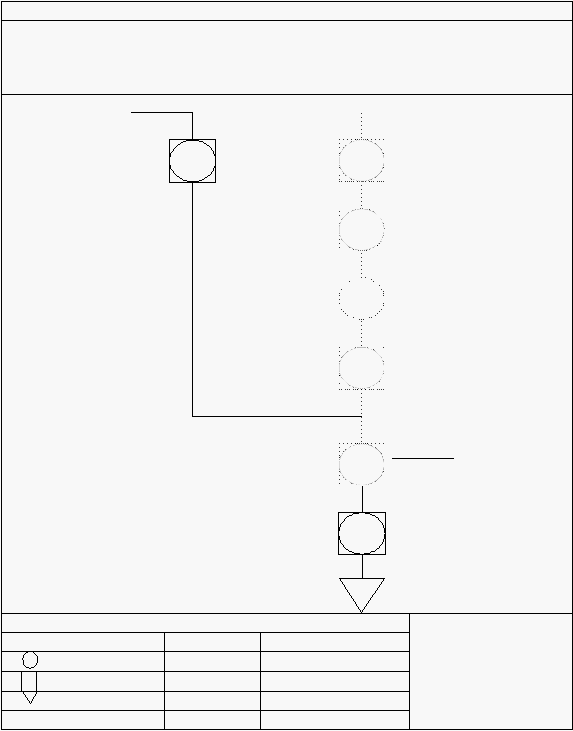
Peta Proses Operasi
Nama Obyek
:
Adem Sari
Nomor Peta
:
1
Dipetakan Oleh
:
Viyona
Tanggal Dipetakan
:
29 Desember 2003
Acid
Alkalis
45 menit
O-5
Mixing
15 menit
O-1
Mixing
I-4
I-1
60 menit
O-2
Granulasi
I-2
15 menit
O-3
Penyaringan
Pengeringan/
105 menit
O-4
Drying
I-3
Filling
240 menit
O-6
Mesin Filling
I-5
O-7
Packing
135 menit
I-6
Ringkasan
Kegiatan
Jumlah
Waktu
Operasi
7
615 menit
Pemeriksaan
5
60 menit
Storage
1
Total
675 menit
Gambar 2.5
Peta Proses Operasi Produk Adem Sari PT Sari Enesis Indah
|
|
25
Bahan baku
yang dibutuhkan untuk
membuat produk Adem Sari akan
diterima dan disimpan di
gudang bahan baku. Demikian pula
halnya dengan bahan
packaging
yang
digunakan untuk
mengemas
produk
Adem
Sari,
misalnya
karton,
hanger dan
plastik
akan diterima dan
disimpan
di
dalam
gudang
bahan
pengemas
atau packaging.
Bahan baku yang diterima akan langsung diperiksa oleh bagian QC sampling
mengenai pengemas
bahan
baku
tersebut,
seperti
jahitan karung,
lembab
tidaknya
bahan packaging tersebut, berat bahan, jumlah bahan yang dikirim. Inspeksi terhadap
spesifikasi dari
pengemas bahan-bahan ini
dilakukan secara keseluruhan bagi bahan
yang
dikirimkan oleh
pemasok.
Inspeksi
dan
pelaksanaan sampling
dilaksanakan
dengan
menggunakan
standard
mil
ABC. Jika
persentase
bahan-bahan
yang
tidak
sesuai
dengan
spesifikasi
yang
telah
disepakati
besar,
maka
bahan-bahan yang
dikirimkan
tersebut
langsung
ditolak.
Sedangkan
jika
persentase
bahan-bahan
yang
tidak
sesuai
dengan spesifikasi tersebut relatif kecil,
hanya bahan-bahan yang
tidak
sesuai saja yang akan dikembalikan kepada para supplier atau pemasok. Pengecualian
terhadap spesifikasi warna bahan yang diberikan adalah jika persentase warna bahan
yang tidak sesuai kecil, maka bahan tersebut tetap diterima.
Setelah
proses
inspeksi
pertama
dilakukan,
bahan-bahan yang
dinyatakan
sesuai
dengan
spesifikasi
akan diberi
label
kuning
yang
menandakan bahwa bahan
tersebut sedang berada dalam masa karantina. Dalam masa karantina ini, bahan-bahan
tersebut diinspeksi
untuk kedua kalinya oleh QC
analis. Masa karantina bagi bahan
baku adalah 2 hari, sedangkan masa karantina bagi bahan packaging
hanya 1 hari.
|
|
26
Jika
bahan-bahan tersebut
memenuhi
standard
spesifikasi
yang
dibutuhkan,
label
bahan akan diganti menjadi
label
hijau.
Dan bahan-bahan tersebut siap untuk
masuk
ke dalam
proses
produksi, sesuai
permintaan bagian
produksi.
Pengaturan terhadap
bahan yang harus masuk ke dalam proses produksi menggunakan metode FIFO (First
In
First
Out)
untuk
memperpanjang umur
bahan
dan
pada
akhirnya
juga
memperpanjang umur produk jadi yang dihasilkan.
Bahan yang diperlukan untuk memproduksi Adem Sari ada dua macam, yaitu
bahan alkalis
yang merupakan campuran dari 4
macam bahan dan
bahan acid
yang
merupakan
campuran
dari 5
macam
bahan.
Masing-masing bahan
diberi
perlakuan
yang berbeda sebelum pada akhirnya dicampur ke dalam satu kemasan sachet.
Pertama-tama bahan alkalis akan dicampur atau dikenal dengan proses mixing.
Proses
pencampuran bahan
ini dilakukan selama
10-15
menit.
Secara
periodik, QC
analis
akan melakukan pengujian
homogenitas bagi
bahan setengah
jadi
hasil proses
mixing ini. Proses selanjutnya bagi bahan alkalis yang telah dicampur adalah proses
granulasi di
mana bahan setengah jadi hasil proses
mixing
ini disemprot dengan air.
Proses granulasi dilakukan selama 1 jam. Bahan setengah jadi hasil granulasi ini pun
akan
diuji
ukuran
partikel (particle size)
dari
bahan tersebut oleh
bagian QC
analis
sebelum
bahan
melalui
proses
berikutnya,
yaitu
proses
penyaringan. Proses
penyaringan ini
dilakukan
selama 15
menit. Proses
ini kemudian segera dilanjutkan
dengan proses pengeringan (drying) selama 1 jam 45
menit. Pengujian pada proses
pengeringan dilakukan selama proses
berlangsung,
yaitu pada
menit
ke-90
setelah
|
|
27
bahan
mulai
dikeringkan.
Bahan
yang
telah dikeringkan
ini
pun
telah
siap
untuk
masuk ke dalam mesin filling.
Bahan
acid
hanya
melalui
satu
proses,
yaitu
pencampuran
(mixing) yang
dilaksanakan selama 40-45
menit.
Sebelum bahan acid
siap
untuk
masuk ke
dalam
mesin filling, bahan tersebut harus melalui pengujian homogenitas dan pengujian rasa.
Dalam
melaksanakan proses produksi
kedua bahan
ini,
pengaturan
terhadap
kelembaban
dan
suhu
ruang
produksi
dilakukan.
Kelembaban (Relative
Humidity/RH)
dijaga untuk tidak melebihi angka maksimal yang diperbolehkan, yaitu
35%, sedangkan angka yang diperbolehkan untuk suhu adalah 25°Celcius.
Setelah proses-proses tersebut dilakukan kepada kedua bahan alkalis dan acid,
maka kedua bahan tersebut siap
untuk dicampur
langsung ke dalam setiap kemasan
berbentuk
sachet. Mesin filling
yang
digunakan
mempunyai 12 nossel dengan 6
nossel
untuk masing-masing bahan alkalis dan acid. Dengan demikian, hasil produk
yang didapatkan dalam setiap kali pengisian adalah 6 sachet. Dalam proses filling ini,
pengujian juga dilaksanakan untuk melakukan tes berat dan tes kebocoran dari
produk akhir. Pengujian ini dilakukan secara periodik setiap 10 menit sekali.
Produk
akhir
dalam
kemasan
sachet
ini
kemudian
akan
dikirim ke
bagian
packing. Pada bagian
ini,
produk
dikemas ke dalam 3
jenis kemasan,
yaitu
family
pack,
hanger
dan
dus.
Kegiatan
operasional untuk
setiap
harinya tergantung
pada
permintaan
dan
kebutuhan.
Permintaan
terhadap
produk dengan
kemasan
hanger
lebih sering diterima dan berjumlah banyak dibandingkan dengan dua bentuk
kemasan lainnya.
|
 28
Para
pekerja
bagian
packing
ini
juga
melakukan tes
terhadap produk
akhir
salama
melaksanakan
kegiatan packing.
Tes
yang dilakukan adalah
tes
yang
dapat
dengan cepat terindikasi, yaitu produk kempes, produk bocor, cacat pada packaging.
Secara periodik, pengujian juga dilakukan untuk mengecek hal-hal seperti isi hanger
yang
harus
berisi 24
sachet
untuk
masing-masing
hanger, berat
satu karton
Adem
Sari yang berisi 24
hanger dan tanggal kadaluarsa. Pengecekan akan dilakukan oleh
checker
secara
periodik
untuk
memastikan bahwa
setiap
karton
yang
telah
terisi
dengan jumlah produk yang sesuai, yaitu 8 batch atau 24 hanger. Karton-karton yang
telah terisi kemudian dibawa ke meja periksa di
mana semua karton akan ditimbang
dan diberi tanggal kadaluarsa.
Setelah karton-karton terisi dan selesai dikemas, maka semua karton tersebut
dikirimkan
ke
gudang
barang
jadi.
Pengiriman
dan
penyusunan produk
jadi
ini
dilakukan secara FIFO. Pengaturan terhadap bahan
ataupun produk
secara FIFO ini
termasuk ke dalam tanggung jawab bagian QC.
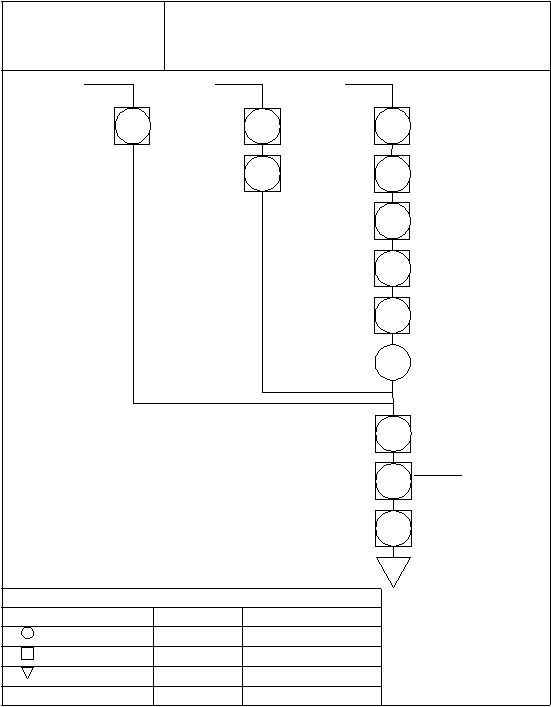
2.4.2. Vegeta
Proses Produksi Vegeta tidak jauh berbeda dengan proses untuk memproduksi
Adem Sari. Peta proses produksi untuk Vegeta disajikan pada Gambar 2.6 berikut ini.
Nama Obyek
Nomor Peta
Dipetakan Oleh
Peta Proses Operasi
:
Vegeta
:
1
:
Viyona
|
 29
Tanggal Dipetakan
:
30 September 2004
Bahan C
Bahan B
Bahan A
O-1
I-1
Penimbangan
O-2
I-2
Penimbangan
O-4
I-4
Penggilingan
20
menit
O-3
I-3
Vemixer
15 menit
75 menit
O-5
I-5
O-6
I-6
O-7
I-7
Penimbangan
Reborn
Mixing
Granulasi
105
menit
5
menit
O-8
I-8
Drying
O-9
Lifting
15 menit
O-10
I-9
Super mixing
120 menit
O-11
I-10
Filling
Mesin Filling
60 menit
O-12
I-11
Packing
Ringkasan
Kegiatan
Jumlah
Waktu
Operasi
7
415 menit
Pemeriksaan
5
60 menit
Storage
1
Total
475 menit
Gambar 2.6
Peta Proses Operasi Produk Vegeta PT Sari Enesis Indah
|
|
30
Proses penerimaan
bahan baku untuk Vegeta serta pemeriksaan
terhadap
bahan
baku
tersebut tidak
berbeda
dengan proses
yang
dilakukan
pada
bahan
baku
untuk produk Adem Sari. Perbedaan pada kedua produk tersebut dimulai pada proses
produksi yang dilakukan.
Untuk
memproduksi Vegeta diperlukan
3
macam
bahan,
yang
akan disebut
sebagai bahan A, B dan C. Masing-masing bahan akan diolah terlebih dahulu
sebelum dicampur dan masuk ke dalam kemasan-kemasan sachet.
Bahan
A
akan
mengalami
proses
penggilingan terlebih
dahulu
sebelum
ditimbang.
Setelah bahan
A
ditimbang,
bahan
tersebut
akan
melalui proses
reborn
mixing selama
15
menit.
Pemeriksaan
terhadap
bahan
ini
akan
dilakukan
secara
periodik. Materi pemeriksaannya adalah mengenai kelarutan dan pH dari bahan yang
telah
melalui
proses
reborn
mixing tersebut. Kemudian,
bahan
A
ini
akan
melalui
proses granulasi di mana bahan hasil proses reborn
mixing akan disemprot dengan air.
Proses ini membutuhkan waktu selama 1 jam 15 menit. Sama seperti proses granulasi
pada
produksi
Adem
Sari
yang
mengalami pemeriksaan, bahan
ini
pun
akan
diuji
ukuran
partikelnya
(particle
size). Proses
berikutnya
bagi
bahan
ini
adalah
proses
pengeringan atau
drying.
Pengujian
yang
dilakukan
terhadap
bahan
A
yang
telah
dikeringkan adalah mengenai kadar air serta ukuran partikel dari bahan setengah jadi
ini. Proses drying ini dilakukan selama 1 jam 45 menit. Proses terakhir untuk bahan A
sebelum dicampur
dengan bahan
lainnya adalah
proses
lifting. Proses
ini
dilakukan
selama 5 menit.
|
|
31
Proses
yang
dilakukan
terhadap
bahan
B
adalah proses
vemixer.
Proses
ini
dilakukan
setelah
bahan
B
ditimbang
terlebih
dahulu.
Proses
vemixer dilakukan
selama 20
menit. Pemeriksaan
yang dilakukan
terhadap bahan B
yang
telah
mengalami proses vemixer
ini adalah mengenai kadar air, pH serta density dari bahan.
Bahan
baku
ketiga
untuk
produk
Vegeta, yaitu
bahan
C
akan
langsung
dicampur dengan bahan lainnya setelah ditimbang terlebih dahulu. Proses mencampur
bahan A, B dan C disebut sebagai proses super
mixing. Proses ini dilakukan selama
15 menit. Pada proses ini dilakukan pula inspeksi seperti yang dilakukan pada proses
vemixer, yaitu mengenai kadar air, pH dan density dari bahan yang telah dicampur.
Setelah pencampuran bahan dilakukan, maka bahan tersebut siap untuk masuk
ke mesin
filling. Pada mesin
inilah, campuran bahan atau serbuk Vegeta yang telah
jadi
dimasukkan
ke
dalam
kemasan
berupa sachet.
Pengujian
yang
dilakukan
pun
sama seperti pengujian terhadap produk Adem Sari pada proses yang sama. Pengujian
yang dilaksanakan
meliputi
pengujian
terhadap
tes berat dan tes kebocoran
dari
produk akhir yang berupa kemasan sachet tersebut.
Setelah
produk
akhir
dikemas
dalam sachet-sachet,
produk
tersebut akan
dikirim
ke
bagian
packing. Setiap
pekerja
bagian
packing
ini
juga
melakukan tes
terhadap produk akhir selama melaksanakan kegiatan packing seperti perlakuan para
pekerja
packing terhadap
produk
Adem
Sari. Pengujian yang dilakukan adalah
tes
yang dapat dengan cepat terindikasi, yaitu produk kempes, produk bocor, cacat pada
packaging. Secara periodik, pengujian juga dilakukan untuk mengecek hal-hal seperti
isi hanger di
mana
terdapat 12
buah sachet
produk,
berat
Vegeta per karton yang
|
|
32
berisi 48
hanger dan tanggal
kadaluarsa.
Pengecekan
akan
dilakukan
oleh
checker
secara periodik
untuk memastikan
bahwa
setiap karton
yang telah terisi dengan
jumlah produk yang sesuai, yaitu 8 batch atau 48 hanger. Karton-karton Vegeta yang
telah terisi kemudian dibawa ke meja periksa di
mana semua karton akan ditimbang
dan diberi tanggal kadaluarsa.
Karton-karton yang
telah
terisi
dan
selesai
dikemas,
akan
dikirimkan
ke
gudang barang jadi. Pengiriman dan penyusunan produk
jadi Vegeta
ini pun
dilakukan secara FIFO.
|