|
BAB 2
GAMBARAN UMUM OBJEK
2.1. Sejarah Perusahaan
Berdiri dengan nama PT. Indoaluminium Intikarsa Industri atau sering disebut
dengan PT. 3I, pada tanggal 17 April 1990 dalam rangka Penanaman Modal
Dalam
Negeri
(PMDN). Dengan
Akta Notaris
no. 352
tanggal
17 April 1990, di
hadapan
Notaris Benny Kristianto, SH, notaris di Jakarta.
Sejak berdirinya, perusahaan ini
bergerak dalam bidang Industri
Aluminium
Lembaran (sheet
dan
foil)
dan
Aluminium
foil
yang
mengoperasikan
pabriknya
di
Desa
Ganda
Mekar
KM
24
Kecamatan Cibitung
Kabupaten Bekasi
Propinsi
Jawa
Barat,
kurang
lebih
40 km
dari
Jakarta. Pabrik ini berdiri seluas
7,8 Ha. Pabrik ini
juga telah mengadakan Grand Openning pada tanggal 9 Juni 1994, yang diresmikan
oleh
Menteri
Perindustrian Republik Indonesia,
Ir.
Tungky
Ariwibowo.
Komersial
produksi perdananya adalah :
-
Alloy
:
AA1235
-
Thickness
:
0,007 mm atau 7 µm
-
Width: 800 mm
-
Length
:
8000 m
-
Weight
:
121,5 kg
-
Temper
:
soft (0)
|
 12
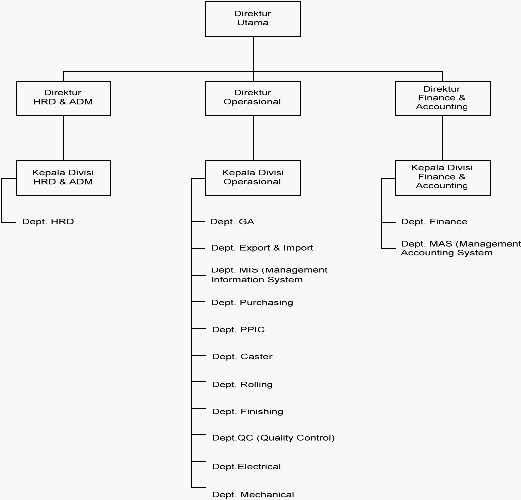
2.2. Struktur Organisasi
Struktur organisasi berguna
untuk menunjukkan tugas,
tanggung
jawab, dan
wewenang
dari
setiap
bagian
organisasi
sehingga
bagian-bagian tersebut
dapat
melakukan
fungsinya dengan
baik,
dengan demikian tujuan perusahaan dapat
tercapai. Struktur organisasi umum PT. Indoaluminium Intikarsa Industri dapat
dilihat pada gambar 2.1 di bawah ini.
Gambar 2.1. Struktur Organisasi
|
|
13
2.3. Produksi
Jenis produk yang dihasilkan oleh PT. Indoaluminium Intikarsa Industri ada 2
jenis, yaitu :
o
Aluminium foil, dengan ketebalan < 100 µm.
o
Aluminium sheet, dengan ketebalan = 100 µm.
Kapasitas produksi PT. Indoaluminium Intikarsa Industri sekitar 10.000 ton /
tahun atau 834 ton / bulan, yaitu :
o
Aluminium foil
:
6000 ton / tahun
o
Aluminium sheet
:
4000 ton / tahun
2.4. Perkembangan Perusahaan
Pabrik ini menggunakan teknologi “Pechiney Aluminium Engineering”, yaitu
perusahaan yang berasal dari Perancis, salah satu produsen aluminium di dunia, yang
mendorong PT. Indoaluminium Intikarsa Industri untuk
lebih meningkatkan kualitas
kerja
dan
management perusahaan.
Oleh
karena
itu,
PT.
Indoaluminium Intikarsa
Industri berjanji untuk
meningkatkan kualitas produksi dan
meningkatkan pelayanan
bagi pelanggan.
PT.
Indoaluminium Intikarsa
Industri
telah
menembus
pasaran dalam
negeri
dan
luar
negeri. Produksi
Aluminum foil dipasarkan
untuk
industri
rokok, kemasan
makanan
dan
minuman,
industri obat-obatan,
lapisan kabel,
industri
rumah
tangga,
dan
sebagainya.
Aluminium sheet
digunakan
untuk
komponen
elektronik,
alat-alat
rumah tangga untuk memasak, dan lain sebagainya.
|
 14
Saat ini permintaan
pasar
domestik
maupun luar negeri
dari kedua
jenis
produk (Aluminium foil dan Aluminium sheet) terus meningkat.
2.5. Proses Produksi
Proses produksi dalam P.T. Indoaluminium Intikarsa Industri (3I) secara garis
besar terbagi atas dua jenis berdasarkan jenis produk yang dihasilkan yakni :
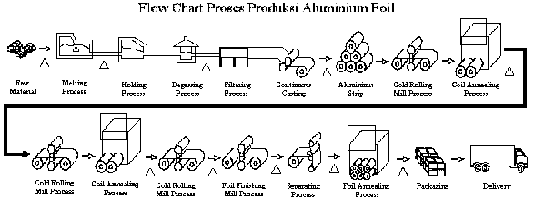
1. Proses Produksi Aluminium Foil
Gambar 2.2 Flow Chart Proses Produksi Aluminium Foil
Flow Chart proses produksi pembuatan aluminium foil dapat dilihat pada gambar
2.3. Produksi aluminium foil dimulai dari peleburan bahan mentah (raw material)
yang terdiri dari ingot / batangan aluminium dan / atau scrap (produk cacat) yang
dilebur
di
dalam tungku dengan
suhu ±
800
o
C.
Lalu ditambahkan unsur-unsur
paduan
seperti
Fe
dan
Si
kemudian
dibersihkan (skimming)
dari kotoran
yang
berupa kerak dan abu. Masuk
ke dalam holding furnace
pada suhu 750
oC
lalu
masuk ke degasser untuk pelepasan hidrogen dari kandungan aluminium. Setelah
itu
aluminium
disaring
dengan
filter
dari
bahan keramik baru
masuk
ke
mesin
casting yang berjalan kontinu. Aluminium yang sudah dicasting digulung dalam
|
 15
coil
menjadi aluminium strip. Dari situ diroll dalam
mesin roughing
mill
(Blow
Knox) sampai
ketebalan
tertentu
lalu dihomogenizing.
Setelah itu diroll lagi
untuk
masuk
tahap
intermediate
annealing.
Kemudian diroll
kembali
sampai
dengan ketebalan 65
µm baru dipindah ke
mesin foil mill (Von Rol / Pittsburgh /
Swiss
Mill).
Dalam
mesin
foil
mill
aluminium diroll
sampai dengan
ketebalan
sesuai
pesanan
(minimal sampai
dengan
7
µm).
Selesai
diroll
dimasukkan
ke
dalam annealer
untuk
final
annealing
sebelum
dipackaging dan
dibawa kepada
pelanggan.
2. Proses Produksi Aluminium Sheet
Gambar 2.3. Flow Chart Proses Produksi Aluminium Sheet
Flow Chart proses produksi pembuatan aluminium sheet dapat dilihat pada gambar
2.4.
Proses
produksi
aluminium
sheet
jauh
lebih
singkat
daripada aluminium
foil.
Prosesnya sama dengan
aluminium foil
sampai dengan
mesin
roughing
mill
(Blow
Knox).
Biasanya
untuk
pembuatan aluminium sheet,
raw
material-nya
hanya
menggunakan scrap saja. Hal ini disebabkan untuk sheet tidak terlalu membutuhkan
paduan
aluminium
yang
kuat karena produknya
masih
pada ketebalan
yang
cukup
sehingga akan jarang terjadi cacat. Sedangkan untuk foil membutuhkan paduan yang
|
 16
lebih
baik
karena
umumnya
dikerjakan sampai
tipis
sekali
sehingga
lebih
rentan
mengalami
cacat
di
tengah
proses
apabila
paduannya
kurang
baik.
Di
mesin
Blow
Knox
produk
sheet
tidak
mengalami proses
homogenizing
ataupun
annealing.
Semuanya diproses dengan pengerjaan dingin. Ketebalannya juga
masih cukup tebal
yakni minimal 100 µm. Setelah itu
langsung dipindahkan ke
mesin potong (slitting)
untuk dipotong sesuai dengan pesanan. Lalu dipackaging dan siap untuk delivery.
Dengan
melihat
proses
produksi
kedua
jenis produk
di
atas, dapat
ditemukan
perbedaan mendasar antara keduanya, yakni pada tabel 2.1 di bawah ini.
Tabel 2.1. Perbandingan Aluminium Foil dan Aluminium Sheet
Kriteria
Aluminium Foil
Aluminium Sheet
1. Ketebalan
<
100 µm
=
100 µm
2. Produk Akhir
wrapping makanan dan
obat-obatan, memasak
bahan baku uang logam
Untuk
menghasilkan kedua jenis produk tersebut, P.T. 3I
membagi tanggung
jawab dalam lantai produksi ke dalam empat departemen yang berbeda, yakni :
1. Departemen Caster
Departemen Caster adalah departemen yang bertanggung jawab atas
tahap
produksi awal kedua jenis produk di atas. Departemen ini melingkupi :
a. Bagian Tungku Peleburan (Melting Furnace / MF)
Bagian inilah yang melebur bahan mentah berupa ingot-ingot aluminium atau
scrap
aluminium dengan campuran
sesuai dengan
jenis produk
yang
ingin
dibuat menjadi aluminium cair.
|
|
17
b. Bagian Tungku Penampungan (Holding Furnace / HF)
Bagian ini
hanya
menampung sementara aluminium hasil peleburan sambil
melakukan pendinginan dan beberapa proses quality control.
c. Bagian casting yang memproses aluminium cair dari bagian holding furnace
untuk
kemudian
menjadi
lembaran-lembaran aluminium
(sheet)
dengan
menggunakan mesin roll yang dilengkapi dengan tip. Kegunaan dari tip
adalah untuk pendistribusian aluminium cair tadi sehingga pada saat mengeras
akan
menghasilkan permukaan
lembaran
aluminium
yang
merata.
Dalam
bagian casting ini terdapat
beberapa
peralatan
seperti degasser yang
digunakan untuk pemurnian aluminium hasil
peleburan dari
kotoran-kotoran
seperti
hidrogen
dengan
menggunakan gas
Argon.
Lalu
ada
juga
Al2TiB3
(Aluminium Titanium
Boron)
yang
berbentuk
seperti
gulungan
kabel
yang
diumpankan ke
dalam
aluminium
untuk
membentuk
inti-inti
partikel
aluminium yang baru sehingga akan didapat hasil Aluminium dengan struktur
partikel yang lebih rapat dan kekuatan yang lebih baik. Setelah itu
masih ada
saringan
(filter)
untuk
membersihkan kotoran
yang
masih
tersisa
pada
aluminium. Filter tersebut terbuat dari bahan keramik tertentu dengan struktur
yang tidak beraturan sehingga dapat menahan kotoran yang lewat melaluinya.
Setelah itu baru aluminium mengalir ke head box untuk tempat penampungan
sementara lalu masuk ke dalam tip.
|
|
18
Setelah lembaran-lembaran aluminium digulung dalam coil dengan panjang sheet
dan
diameter
gulungan
yang
telah
ditentukan. Coil
tersebut
diserahkan
untuk
pemrosesan lebih lanjut pada departemen Rolling.
2. Departemen Rolling
Departemen Rolling
adalah
departemen
yang
ruang
lingkupnya
paling
luas.
Departemen ini
memproses aluminium
dari departemen Caster
untuk
kemudian
dibedakan
perlakuannya untuk
dua
jenis
produk
yang
berbeda
tadi.
Di
dalam
departemen ini
terdapat
banyak
mesin-mesin
milling
yang
masing-masing
dilengkapi dengan
mesin
filter
dan
juga
mesin
X-Ray untuk
pengendalian tebal
aluminium yang sedang diproses. Departemen ini melingkupi :
a. Bagian Roughing Mill (Blow Knox / BK)
Pada
bagian
ini, semua coil aluminium yang berasal dari
departemen Caster
belum
mengalami pemisahan
dan
mendapat
perlakuan
yang
sama
yakni
penipisan sampai
dengan
100
µm
atau
0,1
mm.
Sampai
pada
ketebalan
tersebutlah baru
terdapat
perbedaan
perlakuan
terhadap
jenis
produk
Foil
dengan jenis produk Sheet. Untuk sheet, aluminium lalu ditransfer ke bagian
pemotongan (slitting) untuk dipotong sesuai dengan pesanan lalu ditransfer ke
departemen Finishing. Sedangkan untuk foil akan ditipiskan lebih lanjut
sampai dengan 65 µm – 70 µm dan juga mengalami proses homogenizing dan
annealing sebelum dipindahkan ke bagian foil mill.
|
|
19
b. Bagian Foil Mill (Von Rol / VR, Pittsburgh / PB, Swiss Mill / SM)
Pada
bagian
ini
terdiri
atas
tiga
macam mesin
yang
dapat
dipakai
untuk
melakukan foil
milling
yaitu
Von
Rol,
Pittsburgh
dan
Swiss
Mill.
Ketiganya
sama-sama
memiliki
fungsi
yang
sama
dengan perbedaan
hanya
pada
lebar
mesin saja.
Dimana
Von
Rol
adalah mesin yang
paling
lebar,
setelah itu
Pittsburgh
baru
Swiss Mill.
Mesin
Swiss Mill
tersedia
sebanyak lima
buah
sedangkan yang lainnya hanya tersedia masing-masing satu buah. Oleh karena
penjadwalan produksi dalam PT. 3I tidak pasti akibat kapasitas produksi yang
masih di bawah permintaan, maka hasil proses dari roughing mill tidak secara
spesifik
diharuskan
dikerjakan
pada
mesin
tertentu.
Pengaturan dilakukan
sesuai
dengan
kebutuhan.
Proses
rolling
dalam kesemua
mesin
pada
bagian
ini
dapat
mencapai ketebalan 6
µm
sampai
7
µm.
Dari
bagian
ini
produk
aluminium sudah
selesai
proses
produksinya
lalu
diserahkan
ke
bagian
finishing.
c. Bagian Annealing Furnace
Dalam
bagian
ini
terdapat
tiga
furnace
yang
digunakan untuk
proses
homogenizing
dan annealing. Proses homogenizing dan intermediate
annealing dilakukan pada saat aluminium diproses di mesin Blow Knox.
d. Bagian Roll Shop
Bagian
ini
bertugas
untuk
melakukan maintenance
terhadap
roll-roll
yang
digunakan oleh setiap mesin milling yang digunakan di PT. 3I. Penggerindaan
|
|
20
dan
atau pembubutan
roll
yang
baru diturunkan
dan
setting
roll
yang
akan
dipakai kembali menjadi tanggung jawab dari bagian ini.
e. Bagian Filter
Bagian ini bertugas untuk menyaring cairan-cairan pendingin yang digunakan
selama
proses
milling
dilakukan. Setiap
mesin
memiliki
filternya
masing-
masing yang diletakkan berdekatan dengan mesin yang bersangkutan.
3. Departemen Finishing
Departemen ini
sudah
tidak
lagi
berurusan dengan
proses
rolling
sama
sekali,
berbeda dengan kedua departemen sebelumnya. Departemen ini menerima produk
setengah
jadi
dari
mesin
Blow
Knox
bila produknya aluminium
sheet
dan
dari
mesin foil mill bila produknya adalah aluminium foil. Dalam departemen ini juga
terdiri atas beberapa bagian lagi yakni :
a. Bagian Slitting Sheet
Bagian ini
menerima produk
setengah jadi aluminium
sheet
untuk dilakukan
pemotongan sesuai dengan pesanan.
b. Bagian Separator
Bagian
ini
menerima produk
setengah
jadi
aluminium
foil
untuk
dilakukan
pemisahan
lembaran
foil
untuk
mendapatkan permukaan
aluminium yang
mengkilap (glossy) di
bagian
atasnya
dan
permukaan
yang tidak
mengkilap
(dove) di bagian bawahnya. Di bagian ini terdapat lima buah mesin separator.
Dari sini foil dimasukkan ke dalam annealing furnace untuk final annealing.
|
|
21
c. Bagian Annealing Furnace
Bagian annealing furnace
di
departemen
ini berbeda dengan
di
departemen
Rolling. Pada departemen ini
terdapat
sepuluh buah annealing furnace
yang
digunakan untuk
final
annealing
setelah
aluminium
foil
selesai
dipisahkan
dengan mesin separator. Setelah itu produk didinginkan dan yang lolos
quality control siap untuk dilakukan packaging.
d. Bagian Packaging
Bagian ini melakukan pengepakan produk akhir aluminium untuk selanjutnya
dikirimkan kepada pelanggan yang memesan produk tersebut.
e. Bagian Produksi Packaging Box
PT. 3I
membuat sendiri box untuk packaging-nya, dan pembuatan box
tersebut menjadi tanggung jawab dari bagian ini. Bagian ini mendapat
ruangan yang
terpisah dari
lantai
produksi
tetapi
dekat
dengan
bagian
packaging.
4. Departemen Quality Control
Departemen ini tidak secara
langsung
melakukan proses produksi
terhadap
produk
perusahaan.
Akan tetapi departemen
ini
berhubungan erat
sekali dengan
proses produksi
yang berlangsung dalam perusahaan karena departemen ini
yang
bertanggung
jawab
atas
kualitas
dari
produk
akhir perusahaan.
Departemen
ini
melakukan inspeksi di
banyak bagian produksi seperti yang ditunjukkan dengan
gambar segitiga pada diagram alir proses manufaktur perusahaan. Selain itu
|
|
22
departemen
ini juga yang bertanggung jawab atas dokumentasi serta penerapan
atas sertifikat standar mutu ISO 9000:2000 yang didapat perusahaan.
2.6.
Sistem Kerja
Sistem kerja pada PT. Indoaluminium Intikarsa Industri menggunakan standar
internasional
yaitu, seorang karyawaan
yang bekerja tidak
lebih dari 40
jam
seminggu.
Karyawaan
pada PT. Indoaluminium Intikarsa
Industri
terbagi
menjadi dua
sistem
kerja,
yaitu sistem kerja pada
bagian
kantor
dan
sistem kerja
pada
bagian
pabrik.
o
Kantor
Sistem
kerja
bagian
kantor
hampir
sama
dengan
kantor-kantor lain
pada
umumnya. Karyawaan bekerja dari hari Senin – Jum’at, dari jam 08.00 – 16.00
o
Pabrik
Pabrik pada PT. Indoaluminium Intikarsa Industri bekerja setiap saat yaitu 24
jam
sehari, 7
x
seminggu.
Ini
menunjukkan pabrik bekerja
terus-menerus
tanpa
berhenti. Untuk itu, sistem kerja pada bagian pabrik (plant service) dibagi menjadi
5 shift.
¾ Shift 1 : Senin - Kamis ; 06.00 – 14.00
¾ Shift 2 : Senin - Kamis ; 14.00 – 22.00
¾ Shift 3 : Senin - Kamis ; 22.00 – 06.00
|
|
23
¾ Shift 4 : Jum’at - Minggu ; 06.00 – 18.00
¾ Shift 5 : Jum’at - Minggu ; 18.00 – 06.00
Satu hal yang perlu dicatat di sini bahwa tidak semua karyawaan yang bekerja
di pabrik dibagi menjadi shift-shift seperti di atas.
Karyawaan
yang
tidak
termasuk dalam
pembagian
shift-shift
di
atas
adalah
karyawaan kantor pabrik. Termasuk di dalamnya adalah mulai dari level Kepala
Departemen (Ka.Dep) sampai dengan Kepala Seksi
(Ka.Sie). Sistem kerja
mereka sama dengan karyawaan yang bekerja di kantor.
Karyawaan yang
termasuk
dalam
pembagian
shift-shift
di
atas
adalah
karyawaan pada
level
di
bawah
Ka.Sie,
mulai
dari
operator
sampai
dengan
supervisor. Untuk karyawaan shift pun dibagi menjadi dua bagian, yaitu :
o
Bagian I, karyawaan yang bekerja dari hari Senin – Kamis (Shift 1 – 3)
o
Bagian II, karyawaan yang bekerja dari hari Jum’at – Minggu (Shift 4 – 5)
Jadi karyawaan pada bagian 1 tidak bisa pindah ke
bagian 4, demikian
sebaliknya, karena
pembagian
ini
sudah
disesuaikan dengan jumlah
jam
kerja
selama seminggu.
Total jam kerja pada bagian I
yaitu 32 jam,
sedangkan pada
bagian II
yaitu
36
jam. Keduanya tidak melanggar standar internasional yang telah ditetapkan.
Setiap
bagian
karyawaan akan
digilir
shift-nya
setiap
minggu. Untuk
bagian
I,
karyawaan akan bergantian shift antara shift 1 – 3.
Untuk bagian II, karyawaan
akan bergantian shift antara shift 4 & 5.
|
|
24
2.7. Pemasaran
Produksi PT. Indoaluminium Intikarsa Industri telah menembus pasaran
dalam negeri dan luar negeri.
Dalam negeri :
o
Aluminium foil
,
sekitar 4200 ton / tahun, sekitar 70 % dari produksi
seluruhnya
o
Aluminium sheet,
sekitar
2800
ton
/
tahun, sekitar 70
%
dari
produksi
seluruhnya.
Luar negeri :
o
Aluminium foil
,
sekitar 1800 ton / tahun, sekitar 30 % dari produksi
seluruhnya
o
Aluminium sheet,
sekitar
1200
ton
/
tahun, sekitar 30
%
dari
produksi
seluruhnya.
|