 BAB2
LAA'DASAN TEORI
Menurut
Sritomo
(
Sritomo
Wignjosoobroto,
1992 ),
Pabrik
yang
dalam
istilah
asingnya
sebagai
faktory
atan plant
adalah setiap
tempat
di mana
faktorf·uktor seperti :
"
Manusia
"
Mesin
dan
perlengkapan
produksi
penunjang
"'
Material
m
Er.ergi
"
U
ang
(
modal/
kapital )
<>
bfon..nasi,
dan
"'
Sumber daya
alam
(
tanah, air, mineral, d!l )
dikelo
la
bersarna-sama
dala.'Il
suatu
sistim
produksi
guua
menghasilkan
suatu
produk
atau
jasa secara efektif,
efisien,
dan amasL Isti!a.'l
pabrik
di
sini
serlng
i.! C::rt,kaa
s
,uua
dengru>
padahal
dalam
pengertian
yang
sebenarnya,
L'"!dustd
Cllkupan
yang
lebih. !uas.
Pabrik
pada dasamya
merupakan
salah
satu
sektor
industri
yang terutama
meng..'msilkan produk
jadi
(
finished
goods
product
).
|
 Kegiatan
untuk
memperkirakm1
apa yang
terjadi
pada
masa
yang
aka.n
data11g d.ikenal
dengllll apa
yang
disebut
denga,
Peramalan
(Forecasting).
Perrunalan
diperlul(llll
unrek
menetapkan kapan
suat!l peristiwa
akan
teljadi
atau
timbul,
sehlngga
tindakan
yang tepat
dapat
dilalaLkan.
Berdasarka:1
jangka
wa!WJ.
perrunalan
yang disusun
maka
terdapat
dua
macam peramalan
yaitu :
L
Peramalan
jangka
panjang
Adalah
permnalan
yang
dilakukan
untuk
pen)"c
Sunan
hasH
ramalan
yang
jangka
waktJnya
iebih
dari satu
setengah
tahun
atau
tiga
semester.Seperti
peramaian
rencana
investasi,
rencaJla
pembangu
m<'l
suatu
daerah
dan
sehagainya
Pemmalan
jangka
pendek
Adalah
pemmalan
yang
dHakukan
untuk
penyusunall
basil rrunal L'l
denga:1
jangka
walctu yang
kurang
dart satu
s&.engah
tahun
atau
tiga
semester.
Seperti
peramalan reneana kerja
operasional,
rencana ta una11
dan
sebagainya.
Berdasark14'1 sifat
pernmalan yang telah
disusnn
maka
peramalan
dapat
dibedaka.'l
atas
dua maca.'n yaitu :
|
|
|
|
13
1.
Peramalan
kualitatif
adalah
pernmalan
yang
didasarkan
atas
data.
kualitatif
pada
masa
lalu.
Peramalai"l
secara
kualitatif
il:ll
didasrka'l atas
hasil
penyelidikan
seperti
Delphi,
S-curve,
a.'lalogies
dan
penelitian
bentuk
atau
dkillsarkan
atas
ciri-ciri
normative seperti decision trees.
2. Pera1nalan
lruarttitatif
adalah perama!an yang
didasarkan
ata
data
kuantitatif
pada
masa
lalu. Peramalan 1:uantitatif
banya dapat
digunak&!
apabi!a
terdapat tiga
kondisi
sebagai berikut :
a. Adanya
infmmasi tentang
keadaru1
ya.->g
lain.
b.
Informasi
tersebut dapat
dilcuantifikasikan dalam bentuk
data.
c.
Dapat diasumsikan bahwa pola
yang
ial:r akan
berkelanjutan
pada
IDBSa
yang
a_kan
datang.
Langkab:-ta'lgkah
Pernmalan sebagai berikut:
L
Menganalisa
data-data
padz.
ta!Ju.'l
lalu
dan
pada
ta!Jap
menggunakan
untuk
po!a
yang
terjadi
pada masa
yang
lain.
Analiseini
dilakukan
dengan
2. cara
membuat
tabulasi
dan
data-data
yang
lalu.
De:: gan
tabu!asi data
maka
dapat
diketai:mi pola
dari
data
tersebut.
Menentukan metode
yang
aka.'l
digunaka11
dan
pada
masing-masing
metode
akan
memberikan basil
pernmalan yang
berbeda.
4.
Memproyeksikan
data
ya,<;g
lalu
denga.'1 menggunaka.'1
metode
yang
dipergunalum
dan
mempcrtimbangkan
adanya
beberapa
fuktor
perubahan.
Faktor
pc::-.rbahan
ini
terdiri
dari
perubahan
kebijakan-kebijakan
|
|
|
 pemerl.ntah,
perkemba::Jgan
potensi
masyarakat
da."l.
penemua;:t-pene'illUl.'.n
terba.'ll.
Jen.is-jenis
Pola
dari
data-data
ya.<g
pada
pernmala:n
adala.'l
sebagai
berikut:
1. Pola
horizontal (1-I)
Yaitu
pola
yang
teljadi bilamana
nilai
data
berfluktuasi
di sekitar
nilai
rata-rata
yang
konstan. (Deret
seperti
itu
"stasioner"
terhadap
nilai
rata-
mtanya.
8-r--
---------------,
7
6
"" 5
..,
4
3
2.
1
0
L-----------------r------···
i-tS,""--
Data
Rata-rata
c
5
10
15
Ganbar
2.2.1
Pola
Horizo:nal (S)
2. Pola
Musiman (S)
Yaitu
pola
yang
te!jadi
bita
SU2tu deret
dipengaruhl oleh
f.aktor musiman,
seperti bulanan atau
haria.n. Misalnya biasan
pohon
natal
teljual
habis
menjelang
Natal.
|
 15
15
25
20
J::
e
"
.;;
10
5
0
8
Jan
Feb
Mar
fo!:>r
Mel Jun
Jul 1\;st
Sept Oct Nov
Des
Bulan
Gambar
222 Pola Musiman (S)
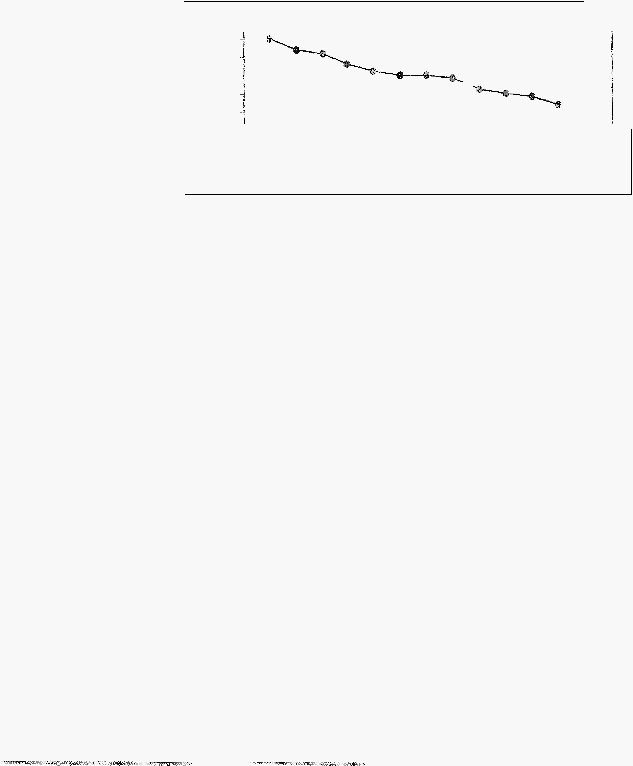
Pola siklik
(C)
Y
aim
po!a
yang
terjadi bilamana datanya dipengaruhi. oleh fluktuasi
ekonami
jangka
panjang seperti
yang berhubungan dengan siklus bisnis.
Misalnya penjualan mobil, baja"
peralatan
lainnya.
30
25
.<::
20
'E
"
'
15
..,
"
'
10
5
a
Jan
Feb
Mar
Apr \Viei
Jun
Jul
Agst
Sept Oct
Nov Des
Bulan
Gambar 2.2.3 Pola Siklis (C)
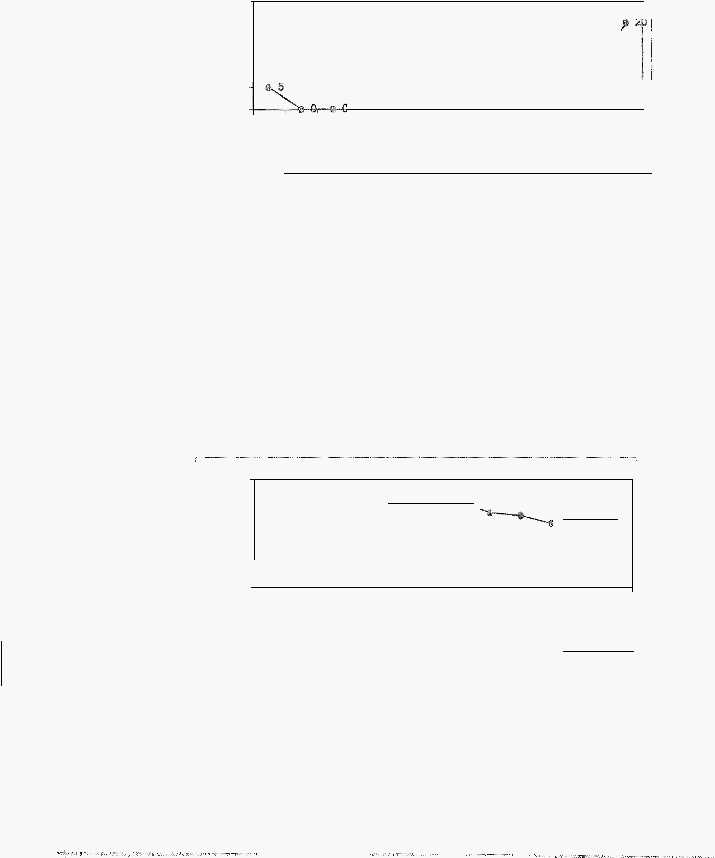
4. Pola trend
(T)
Y
aim
pola
yang teijad: bila
terdapat
kenaikan atau
pen1l!1.h'l.an sekuler
jangka
panjang dalam
data.
Penjua!an banyak
pemsahaan.
produk
|
 16
nasional hruto (GNP}
dan
berbagai indil{ator bisnis atau ekonomi lainnya
mengikuti suatu pola trend selama perubahannya sepanjang
walctu.
30-r--------·----- ---------------- ----- ----o
25
.;;:
20
·
"E
15
I
::1
.., 10
5
0
-'--------- --------------.
------- -------c---·---i
0
4
6
8
10
12
14
Gambar 1.4
Pola
Trend
(T)
Dala.rn
penulisan skripsi ini digunaka."l
4
bentuk metode peramaian
yang
terdiri
dari
:
1. Peramalan den.gan Metode
BROWN
Pada
metode
Brown dengan pemulusan eksponensial tripe!menggunakan
metode kuadratik sat"U-pammeter dari Brown. Sebagaimana
halnya
dengan
pemulusan
eksponensiai
linear
ya.ng
dapat
digunakan
untuk
merru.-nalkan data denga_'l suatu
pola
trend d.'ll!ar, bentuk
pemulusan
yang
lebili
tinggi dapat digunakan
bila dasar
pola datanya
adalah
knad:ratik,
kuhik, atau crde yang lebih
tiP.ggi.
Pendekatan dasarnya adala.'l
memasukkan
tingkat
pemulusan tambaha.'1 (pemulusfu>
tripe!)
dan
memberlakukan perswrperamalan kuadratilc.
|
 17
2.
P'er;a._1Jllltlan c!engan Metode HOLT
Metoda
pemulusan
exponensial
linear
dd
Holt
da!ru.:::prinsiipnya sam.a
d'engat""l
Brown
kecuali
bahwa Holt tida.l!:
menggu.r..aken rumus
pemulusan
berganda secara langsung. Sehingga metoda Holt
memulusklm
Trend
de:1gan !Jj!!.l"lll.neter yang
berbeda
darl
parameter yang
digunakan
pada
deret
asli.
3. Pet:-an:tal<tn
deng<tn Metode
QUADRATIK
dengan
menggunakan
metoda
kuadmtik
cam
pel-rurtallin d'engan mel.ak:ulam
peramalan
dim.ana dil!llmll:an
pemulusan
pera.l1l.alan
seba,"1yak
tiga
kali
untuk setiap
di masa
lampau.
dilakukarnya
pemulusan
ini
tak
mendapatka,.,_
hasil
peramalan ya.'1g lebili
akurat.
Untuk
peramala!.l
model lruadratik
ini
yang
sangat sesuai digunaka,"'l.
y-aitu
untuk
model
data
tipe
siklik.
Hal
ini
dika.renaka!.l pada
tipe
data
siklik
data
yang diperoleh
sangat
beragam dan
sering
fluktuasi
yang
tajam
timm
maupun
naik.
Denga!.l model
kuadratik
dimana
dilak:ukan. 3
kali
pemulUSa!.l
perru.nalac< sehingga
akan
data
peramalan
yang
alrurat dan
lebih
balk.
4. Peram.alan dengan
Metcde
WINTER
Metode triple exponential
&""llooting
3 parameter
dapat
dignnakan
segala
jenis data stasione: ateu
non-stasioner
sepanjan.g
data
tersebut
tidak
memiliki
faktar mu.sirn "fl,
terdapat fuktor
|
 13
metode
ini
mungkin
akan
menghasilkan
pe:amtala:n
yang
tidak
akw·at
buruk.
dibedakan menja<di
aktivitas
yang
seca::a
umum
terjadi,
maka
mdluSln dapat
Indiustri
peng;l1lli:1!1
baban baku (
The primary
raw-material industries
)
Indlustri penyal.ur (Distribution Industries
)
ln(lll!ftri pelayanan
atau
jasa
(
Service
industries)
J.miuErtn ffi2li1Ufa .t'Jr (
The
mamifacturing
indUc•rMes )
lndcusi.ri
penghasil
bal::.an
ba.-:cu adalah
industri
aktivltas
produksinya
ad<l:lab
me:ngolah
sumber
daya
al.aril
untuk
menghasilkan
baha.'1
baku
maupun
baban tambaban
lainnya
yang
dibutuhkan
oleh
industri
penghasil
produk
atan
ini
umum
dikenal
sebagai extractive!
primary
industry.
Industri
yang
dapat
dikategorik= sebagai
Indiustri p,enghllllil
Bas;ru1 Baku
eout:ohn;ya adalah
:
'"
Industl"i
perminyakan,
pertamina
|
 19
"
Industri besi, krakatau steel
2.3.2 mdustri peuyalur
(Distribution Imlustries )
Industri penyalur ( Distribution
Industries
)
adalah industri y&>g berfungsi
untuk
melakasanakan proses
distribusi,
baik
distribusi
raw
material
maupun
finished
goods
product. Melalui
industri
ini,
raw material dan finished
goods
product
akan didistribusikan
dari
produsen ke produsesn
lainnya dan
dari
produsen ke konsumen. Operasi atau aktivitas-aktivitas yang ada di dalam
industri ini meliputi :
"
Buying
Merupakan
aktivitas
pembe!ian raw
material
maupun
finished
goods
product
yang
di!akukan perusahaan
terhadap
perusahaan
lain,
yang
nantinya produk
tersebut
akan
disalurkan
(
dijual
)
kembali
kepada
konsumen atau produsen lain.
"
Selling
Merupakan
aktivitas
penjualan
raw
material
maupun finished
goods
product yang dilakukan perusahaan kepada perusahaan lain.
w
Staring
|
 20
Merupakan
aktivitas
penyimpana.n
(
pengguda,"lgan
)
raw material
ma.upun
finished goods
product
yang
dil.akukan
perusahaan,
yang
nantinya
produk
tersebnt
akan
disalnrkan
(
dijnal
)
kembali
kepada
konsumen
atau
produsen
lain.
®
Sorting
Raw
material
maupun
finished
goods
product
yang
masuk
ke
dalam
perusahaan
akan
dipi!ih
dan
disusun sebelum
disalnrkan
atau
langsung
dijual
kepada
konsumen
atau
produsen
lain.
"
Packaging
Merupakan aktivitas pengepakkan
atau
pembungkusan
raw
material
maupun
finished goods
product
ke
dalam
kemasan-kemasan
atau
kota.k
kotak
yang
suclah
disiapkan,kemudian
produk
tersebut
akan
disalurkan
(
dijua!)
kembali
kepada
konsumen
atau
produsen
lain.
"
Moving goods
Setelahdilak:uka'l
packaging,
ma.ka
raw material
maupun
finished goods
product tersebut
kemudian
disalnrkan ( dijnal
)
kepada konsumen
atau
produsenlain.
2.3.3
Industri pell!lyan!lln atau jasa
(Service imlusuies )
|
 21
Industri
pelayanan
atau
jasa
(
Service industries
)
adalah
industri
yang
bergeralc di
bid.ang
pelayanan
a.tau
jasa,
baik
untuk
melayani
dan
rnenunjang
aktivita.s
industd
yang
lain
maupun
langsung rnemberikan
pelayanan atau
jasa
kepada
konsurneu.
Industri
yang
dapat
dikategorikan
sebagai
Industri
Penghasil
Bahan
Baku
contohnya
adalah
:
e
Bank
""
Jasa
angkutan
unmm
"'
Asuransi
"
Rumah
sakit
2.3.4
fudnstri manufaktur
Industri
manufaktur
adalah
industri
yang memproses
bahan
baku
untuk
dijadikan
bermacam-macam
produk,
baik setengahjadi
maupunjadi
Suatu
layout
pada umurnnya
ditentukan
oleh
macam
proses
yang
mendukungnya,
karena
proses
ya.'lg teijadi
dalam
industri
begitu
lua.snya,
maka.
lay-out
yang
direncanakan
untuk
masing-masing
industri juga
akan
disesuaikan
|
 22
de&gan maca\'11 produk
yang ada selanjutnya proses yang teljadi
di dalam
suatu
industri marmfuktu.r dapat diklarifikasikan sebagai berikut :
"
fudustri yang proses produksinya berl;mgsung terus-menems {
Continous
Production ).
Produksi akan berlangsung 24 jam te:.-us-menerus dan dalam
jumlah
yang banyak, proses pengeljaan ya.'lg
berulang-u!ang
da,;
sempa
unttLl,: proses
produksinya
tidak
dapat
dihentikan
sewaktu-waktn tanpa
merrimtmlkan banyak kanagiam.
Kerugiarr-kemgi&"l
1.
Kehilang&"l
dapat ditimbu!ran adalah sebagai berikut :
yang
bisa
terpakai
lagi { produk
setengah matang )
2. Kerusa.\au dalam
peralatan
produksi
3.
Biaya yang
reparasi dan perawatan peralatan produksi
yang msak (overhead cost).
Pada
industri
|
 23
In.dustri yang
proses produksinya bedangsung
secara
beruiang
kembali
(
Repetitive Process
Industry)
Produksi
aka.>
berlangsung
jumlah
yang
banyak,
proses
pengerjaan
yang
berulang-ulang
lJntuk
industri
jenis ini,
proses
produksinya
dapat
sewaktu-v;1aktu
tanpa
menimbulka11
banyak
kerugian.
Pada
industri
bel'Sif:at
Repetitive Process
Industry,
layout yang
ada
sa.TJ.gat
dir::enjglll'1llhl
Industry
juga
cocok
production.
Se!ain itu,
Repetitive
Process
mev
produksi produk
yang
bersifut
mass
111
!ndustri
yang
proses
prc>duilali11ya
berlangsung
secat-a
terputus-putus (
Intermitlen
Process
Industry
).
Pada industri
jenis
produksi
berlangsu."lg sesuai
dengan order yang
diteri."'!la
(
job
lot
in
ir.duslry
)
dan
biasanya
dalam
jumlah
yang
relatif
kecil.
Dapat
dihentikan
sewaktu-waktu.
Pada
industri
yang
bersifat
Intermitten
Process
Industry,
layout
yang
ada
sangat
dipengaruhl
o!eh
aliran pr(x:!uk.
|
 24
Salah
satu
metode yang
paling efektif
U<"ltuk
mening..katka.'l.
produktivitas
dan
menekan biaya
produksi
adalah
dengan
earn
menguraogi
atau.
menghila."lgiam
aktivita.'Hlktivitas
ya.'lg
tidak
melalui pengatlh"llll tata
letak
fasilitas.
Tata
!etak
(
layout)
atan
pengaturan
dari fasilitas produksi
dan
area
kerja
adalah suatu
masalah
yang
sering
dijumpai
dalaru
dunia
indu$1.
Masalah
ini
juga. menjaclika.n
tata
letak
snatu
pabrik
dan
pena.TJ.ganan pemindahan
bahan
(
material
handling
)
menjacli salah
sata
kegiata.'l rekayasawan industri y&ng paling
tua.
Sejalan dengan melill.lSnya pandangan rekayasawan industri ke
arah
kegiatan
yang
banyak
me!ibatka.."l
kegiatan
fisik, rekayasawan makin mampu
memahami
ha.'11pir
semua kegiata.n ya.ng mempunyai
akan
menuntut
fasilitas fisik,
sehlngga
peraucangan suatu
fasilitas
merupakan
satu
kegitan yang penf.ng bagi
penyasuitan
unsur
fisik suatu bangunan, baik itu pergudangan, kantor pos, toko,
resto:rnn, dan
juga
industri.
Mermrut para
sebagai:
peP..gertian dari tata letak
fasi!itas dapat didefurisikan
,.
Menurat
Dieter ( Dietur
E. George, 2000 ), peranca.'lgan tata
letak
men:.:ak .p
penyusu."1an
fisikal dan
dari
fasilitas
iadustrl
di ma11a
|
 25
pe:nyt!SJL'lan tersel>ut
ad& maupun
masih
da!am
bentuk
perancangan
yang
berisi
penyimpanan,
(
space )
yang dibut-uhkan
oleh pergerakan
material,
tak
langsung
dan
aktivitas
pe:ndukung
dan
pembantu,
yang
sama-saina
merupakan
pe:leng..l.::apan
personeL
"
Menmut E Me,rers (
Meyers,
1993
),
peraneaugan
tata
!et..ak
adalah
tasilitas-fasilitas
fisik
dari suatu
pernsahaan Uc'!tuk
reen.ingkat\an
"u"""'"
penggunaan
peralatan,
material,
dan tenaga.
w
Menurut James Apple (
Apple.
Ja.-nes
!vi,
1990 ),
peranear.gan
fasilitas
adalah
proses
rr:e'hujmi.'<:an
su.atu
membentuk
konsep,
meraneaug
dan
bagi
pembuatan
barang
dan
jasa,
yang
umumnya diiukiskan sebaga.i rencana
lantai.
Rencana
lantai satu
susunan fasiiitas
ya.'lg
meliputi
perle:lgY"'pan,
tanah,
bangunan,
dan
sarana
mer.goptimumkan
hubungan
pelaksana,
aliran
barang,
ali.ran
inl:onnasi,
lata
eara
ya.'1g diper!ukan
lli"ltuk
m<}llcap:al
ntjUJJm
secara
efisien,
dan a;-nan.
Maka, da!am
diarfJmn
sebagai
suatu
rencana
secara umU TI,
perancangan
dapat
atau
susu.'1all fusilitas
fisik
(
perlengkapar1,
tanah,
bangunan,
dan
fasilitas
lain
)
untuk mengoptimumkan
hubungan
anta.ra
|
 baku,
modal, energi, SDA,
dan infonnasi untuk
mengha.silkan suatu produk secara efektif, efisien dan arrJllll
Dalam perancangan
tlda
letak fas
itas,
ba_qyak sekali
hal-hal
pokok yang
tercakup di dalailliey·a, seperti
..
Penerimaan
"
Gudang
baku
Produksi
·
"
Perakitan
.,
Pengemasan
pengepfuca.n
"
Penrindahan bar.ang
"
penunjang
"
"
Perkantoran
·
Fasilitas
(penunjang)
®
Banguna."'l
"
Lal1!!D
|
 27
"
Lokasi
"
Buangan
(scrap)
p:osesnya,
perat1cangan
tata
letak
fasi!itas
biasanya
dimulai
de11gan suatu
aoolisis
produk
dan
perhitungau
tentang
a!iran
ba
ang
atau
ke;giatan
secara
menyeluruh.
Kemudian
dilanjuti
dengan
perenca.'laan
terperinci
tentang
susuruJn
peralatarr
bagi
tiap
tempat
kerja,
!angkah
demi
langkah,
lalu
keterkaitan
antarn tempat-tempat
kerja
yang
tersebut.
Menurut
Dieter
(
Dieter
E.
George,
2000
),
dalam melaksanakan
suatu
fasilitas,
tujuan secara
kesuluruhan
ya."lg ingin
dieapai adalah
mempertimbangka.."
masukan-masukan
ya."'g
tepa!,
mempertimbambangkan
perpindahan-perpindahan (
alur
kegiatan) yang
ada,
yang semuanya
itu
berfungsi
menggambarkac'l sebuah
SUS1h'1llll
yang
ekonomis
atau
tempat-tempat
kelja
yang
berkaitan,
di mana
bfu-ang-barfu"lg dapat
diprodu.\si
se.:arn ekonomis,
"'"" '"'""'
dengan tuj11an tunum
perac1cangan
tata
terdiri
dari :
1.
Memudahkan
proses
manufak:tur
|
 28
Uutuk
memtrdahl<Em proses manu:takc:ur,
Jl1lLl{a
perlu
dilakukan
usaha-
usaha
seperti
penyusu."lllll
peralatan,
dan
tempat
ke:tja
agar
pergerak:a.'l
d&'l
pemindahan bamng
dapat
be:tjalan dengan lancar.
2. Tataletak
ya.'lg
baik
ha.l11.1S
dirancang
dilaksanakan dengan
cara
yac1g
sangat
proses
manufuktrrr
dapat
3. Memini.mallrnn
pemindahan bar-d!J.g
4.
Ta!aletak
yang
dmme<mg
agar
pemindahan bar!w.g dapat
diturunkan sarnpai
dengan batas
semirrilJaum mungkin.
5. Menghemat pemakaian ruang
bangm1an
6.
Tar..aletak
yang
balk l11.1rus diranca.flg
iiap
meter
persegi
luas lantai
yang
dimiliki
o!eh suatu
pabrik
dapat
dhnanfaatkan secara
maksimum.
7.
Meningkatkan produktivitas tenaga
8.
Tataleiak
yang
baik
harus
agar
kegiaian
yang
dapat
menumnakar;
kinelja
produ1;:tivitas
seperti jalan
kaki,
pemindahan
barar,g:
secara
manual,
dan
siklus
ke
ja
antara
mesin
dan
pekeJja
yang
tidak
tepat
dapat
diturunkan sere>ndam mung.kin.
|
 29
9.
Memberi kemudahan, kenyarnanan,
10.
Tat<aleta_lc
yang
baik hams
dirancang
fa.lrtor-faki:or
seperti: peralai:&"1
yang menyebabkan
kebisingan
ya.'lg
ting,gi,
penerangan,
sirkulasi
udara,
kotoratl,
da.'l
faktor-faktor
penyebab
kecelakaan
ke1ja
dapru: diatu:r
sebaik-baibya.
Melihat
dari
hal-hal
seperti
yang
dijelaskan
di
atas,
perusahaan
dapat
menarik
kesi;12pulan
bahwa
pola
aliran
barang
lah
yang
menjadi
dasar
bagi
rnncangan
suatu fusilitas
pabrik, sebagaimana
halnya
juga
bagi
keberhasilan
perusahaan
meski sering."\::ali
dl,jumpai kw·an:gn)'a
penekanan
pada
penentuan
nmcangan paling
sangkil bagi
aliran
barang
sepanjang fasilitas pmduksi.
Letak
Dalmn
memba.'lgun
suatu
pabrik,
pemililUJn
dan
penetapan
altt:m:
tif
layout
merupakan
suatu
langkah
yang
teramat penting
dalam
proses
pernncangan fasilitas
produksi, hal
tersebut
dikarenakan
layout
yang
akan
dipilili
menerllllilan hubungan fisik dari
e.ktivitas-aktivitas procluksi
yang
akan
|
 30
Dalam suatu
pernncangan
fasiiitas,
aiiran
pemindahan
bahan
merupakan
hal
yang sangat penthg,
hal
tersebut
di.karenakan
alirail
pemindahan
bac'lan aka:1
menentukan hubungan
atau
keterkaitan antars satu
fasilitas
dengan fasilita
produksi
yang
atau antara
satu departemen
dengan
depa.c"temen iai1mya.
Dalam
menganaiisa. aktivitas
aliran
pemindfu'tan
bahan,
perusahaan
periu
me!almkau
peninjauan
terhadap
frekue:JSi
dan
jarak
perpindahannya.
Sesulit
apapun
atan sekompldrsitas
apapun
masalah
yang
akan
dihadapi
dalam
pernindahan
bahan, lli-utall
proses
produksi
merupakan
hal
yang
hams
menjadi
pcrhatian
utama dalam
perencanaarmya.
Berdasarkan
hal-hal
yang
telah dijelaskan
di
atas,
maka
·ada
beberapa
sistira pemindahan
bahan
atau
sistim
tata
letak
(
layout
)
yang
pembagiam1Ya
terdiri
dari
:
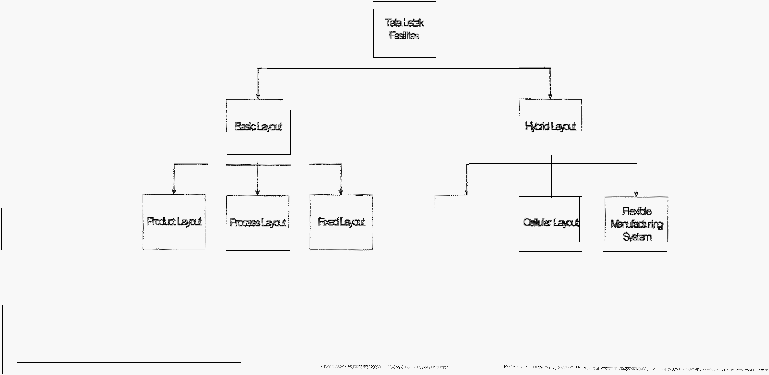
; [l<!>ajiii!Jdai
I
l
ure:
Gacmb<'!r?
.4.4
Jenis
Tata Let.ak
|
 sebagai beriku:t
"'
Ba,;ic
trzyout
adal.ah
pola tata
letak dasru- ben:!asarkan
proses produksi
yang bel:lMgstmg
d&lam s<:am pabrLk
dan
dibagi
menjadi 3
yaitu :
a)
layout
proyek, di
mar.a produk
tidal
dapat
dipindahklm
saat
running
production.
b)
layout
Diiguna_lcan
U<'l.l:'-ik:
proyek
yang
per:gatu.rnn
tata
berdasarlam
urutan
proses
pekeljaan.
fusilitasnya
c)
proyek
yang
pengaturan tata
letak fasilitasnya
beltla:'li>Il!.an
kelompek
fungsi
da..'i
tiap-ti.ap alat
produksi.
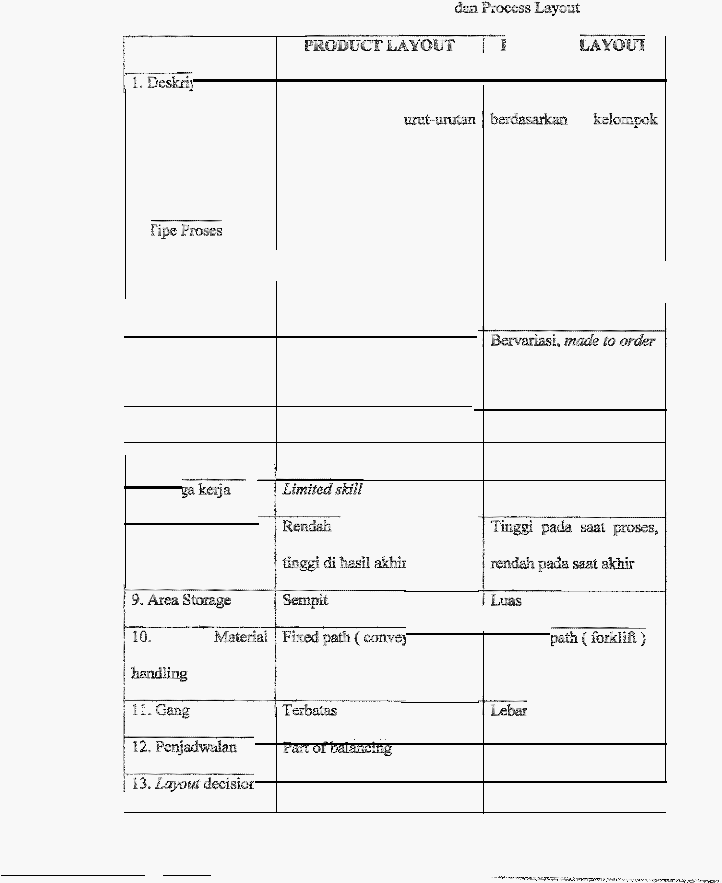
Adaptm
p::rb :drum
yang
ada
antara product layout
d
iebm:'kan
dal.am
tabel
berikut :
process
layout
|
 32
2.4.4 Pe!:bedaan Product Layout
berdasaikan
pekerjaan
fun.gsi
(
functional
grouping).
2.
mass
production,
job
maJinly assembly
batch production
shop,
I
3.Produk
4. De;:nand
Standard ,
made
to stock
Stabil
5. Volume
T1nggi
, 6. Pern!atan
7.
8.
Special purpose
General purpose
Varied skill
pada saat proses ,
Line
balancing
|
 33
14.
pekeljaan
di
Meminimasi
ongkos
1
tiap stasioo kelja
material hl.mdling
'
15.
Fleksibel
"
Hybrid layout adalah
kombi!li!Si
dari
process dan
product layout
yang
terdiri
dari cellular
layou. flexible
mamifactwing
sistim, dan mixed
nwdel assembly Une.
Perbedaan
yang
nyatl.
anlal'a
Basic layout
dengan
Hvbri,ri
layout ada!ah dari fungsi mesm-mesm produksmya. Pada Basic
layout, sebuah
mesin
hanya bisa
mengeljaka'l
satu fungsi, sedanglam
pada
Hybrid
layout,
sebuah mesin
Oaj)at
mengeljakan
banyak
fungsi,
setmah :w,esL'1
rr.ampu memboo baut,
mulaii dari
proses
pengukurnn,
pemotongan,
pembubut.a.n,
dan freis sampai dengsn menjadi
sebuah
baut
Meliliat
pada multi
fungsmya,
pada Hybrid
layout
mesin
Menurut
(
Dieter E. George, 2000 ),
be:rdasarkan
aspek-&"j:lek dasar
yang
ada,
tujuan,
dan
keuntungalJ.·kem
tungan
yang
bisa
didapatkan
dalam
tata
letak
fasilitls pabrik,
terdapat prksip--priP.sip d!IS!lr ya.'lg hams
dipenclrl,
yaitu
:
|
 34
'
1.
pr.
:
.run
.
p
m
.
tegms1
.
secara
'·
iuuu
'
Perencangan
tata
letak
yang
baik harus mengi.:ltegrasikan
manusia,
2.
Frinsip
jac-ak
perpindal'..an. yang
palir.g
minimal
Dalam mengatur pergernka..""I material, ja:rnk perpindahan
yang ditempuh
dengan opern.si selanjutnya barr.lls
dibuat
jarnk
yang sedekat mungldn,
dengan demlkian dapat mengwangi
biaya transport .
3. Prinsip
alil'"1lr:
dari suatu
Jl':oses kelja
Prinsip aliran memi!iki
arti
bahwa
pernncanga.'1
tata
!etak fusilitas bllkan
ha.rya
mengatur ja:rnk
acta.r
operas
tetapi
juga
M:us
mer.gupayaklm agar
opel11Si dapat berjalan secara berkesinambungan
dari
satu proses ke proses
lairmya lanpa ade
back tracking ata:u
pergerakan aliran menyillli'.g
yang
aklm mengganggu jalannya proses produksi.
o!eh
mauusia, bal!an baku,
mesin
dm1 pemiatan panunjang proses
produksi lai..--mya.
Prinsip
pemanfuatan ruang berarti dala_m
merencamakED
|
 35
tata. !etak. seh.:w..lh
space
at&!
:rwmg
y!lllg
!ida
hmus
dapat dipergunakan
secara maksimbaik secam horizontal maupun secam vertical.
5. Prinsip kepuasan
dan
keselamatun klllja
Kep
"l dalam bekexja adaiab. dasar utama untuk mencapai tujuan. Oleh
karena
itu,
dengan
membt:at suasana
k.."lja
y:mg
menyenangkan, aman
dan memuaska11, secara
oromatis akan memberikan
moral kelja
yang
lebih balk dan a.kan
memberikan bimyak
keu.."ltungan bagi
perusa.'wan.
6. Prinsip flelr ibilitas
Peranc<mgll!l
tala
letak
yang
te!a!J dibuat
nantinya
tidak
akan
menk"l:up
kemungkfuan
terbadap adanya
penyempumaun-penyempurnaan
yang
akun membll!l!t tata leta\ dari pabrik tersebut rr.mljadi semakin sempm:na.
Baik
Perencanaan sebuah tata
letak d.apat
dika1:akan
baik
bila
mencakup
beberapa lw berilrut, yaitu :
1. Keterkaitan
ya."lg
terem:ana
2. Pola alira.n ba:rang terencana
3.
A!ira.;yang
lurus
|
 36
(
ke tempat
y-'<.illg
Gang
h.1."US
9. Jarnk
perrJndahau
rrJnima>n
'
.
11. Perni'lldalum bergerak
darl
penerimaan
menuj11pengiriman
Gperasi ternkhlr dekat oongan pengiriman
Tala
letak
17.
Barnng setengah
jadi
minimum
I9. Pemakaian
lantni pabrik maksimum
21. Pl.".nyediaan ruang
yang
antar
pe1:alai.a111
22. Bangt ll!ln didirikan
di
sekitru: tam
le!&k
Ba.han. dim1tar ke pels:eiJa dan dianlbil dari tempat ketja
24. Sedikit
mungkinjalan
kaki antar operasi produksi
25. Pene
npatau yang
Alat pemindahan mekanls dipasang
pada
tempat
sesrni
pekerja
|
 37
27. Fungsi pelayamm pekelja yang cukr.:p
28. Pengendalian kebismgan, kotcrnn, debu, asap, dan kelembapan
yang
29. Seminirnal mungkin
pemincl.ahan b:mmg
Senainimal. munglcin
pemi"ldaban
ul;mg
3L PewJsahan
tid.ak mengganggu afuan barnng
Peraindahal'l harang oleh bu,-uh
langSili1g
33.Pembuangan barang sisa seminirncl moog.ldn
34.Penempatan yang pantas
bag:
bagian penerimmm dan pengiri:nan
Ana!isa
lruantitatif
yang
dilalrukarr secarn
umu.m
bertujmm
ootuk
memi.nirr.asi biaya
pena."ltgamm
material, sehlngga u.ntuk tujuan itulah
maka
dibutu..IJkan analisa dari a!iran material pada !antai produksL
Menurut Stev .1 (
Nahmias. Steven, 1997
), pola
aliran
yang ada
dalam
lantsi produksl secarn umum dapat dibagi menjadi 2 bagian, yaitu tipe horizontal
dan tipe
vertica!. Sedangkan dalam aplikasinya, bebere:pa tipe
a!irl!ll material
)'!lng
ada adalah sebngai berilmt :
"
Straight
line
|
 Poia
ini
dig-.m!lklm
pada
jenis
proses
produksi
yang pendek,
relatif
sededmna,
dan
hanya
mengandung
sedihlt
komponen
perala1l!n.
Garn.kr
2.4.7.1 Bentuk
Aliran
Straight
Line
«
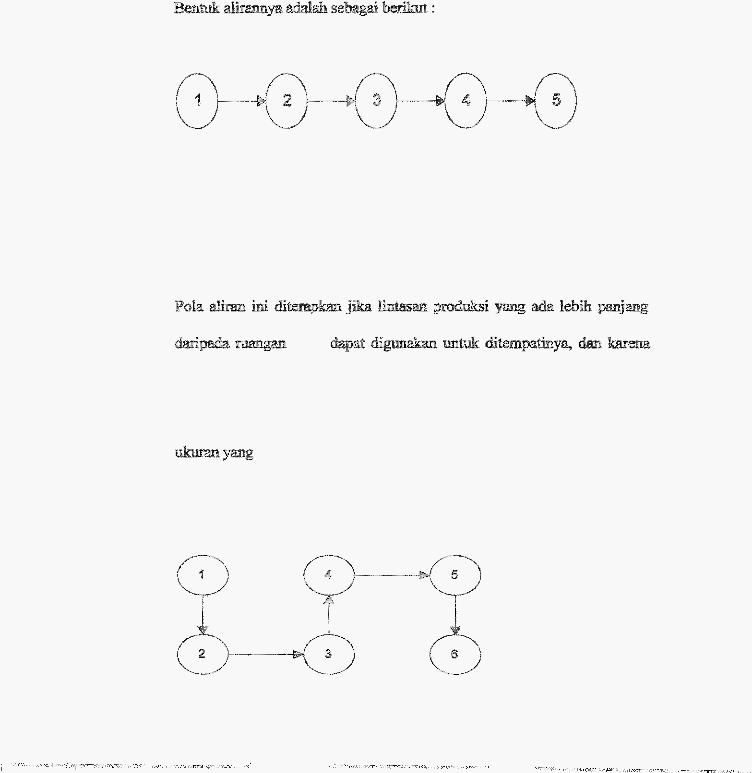
Se:rpentir,e ( zig-:r11g )
benttmya yang
berbelok-belok
dengan
sendirinya
!lklm
memberilwl
lintasan
yang
lebih
panjoog
da!.am
bang;Jnan
dengan
luas,
bentuk,
dan
ekonomis.
Bentuk aih'armya adalah
sebagai
berikut :
Ga:nbar
2.4.7.2
Bentuk
Aliran
Serpentine
|
 "'
'y
39
"
U-Sf',aped
(
bentuk hw:up U }
waktu memulai
(0
-----0J--·-··
&-
s
0
t
Gfil11lbar
2.4.7.3 &ntuk Aliran U-S.haped
"
Circular
Pola
alinm
sangat
balk
ditempkan
bila
dikehendaki
untuk
|
 40
Gamba! 2.4.7.4 Bent.!k Alitan Circular
,.
Odda11gie
Pola
alinm
ini
memiliki
bentuk
yang
tidak
trotu,
tetapi
sangct
sering
ditemui dengan
tujuan
umma
untuk
mempe:rpendek
lintasar,.,
jika
fusilitas
menuntut pola
seperti
itu.
Dengan bentuk
aiinmnya
adalah
sebagai
berilruJ: :
Gambar 2.4.7.5 Bectuk Alim.n Odd Angle
|
 Waktu
rata-rata
dibutuhkan
suatu pekerjaan
ytmg diamb•i:
secara
langsu:g
melalui
pengmnat<m
di
lllp!l.llgm.'l..
Se'"telah
waktu
siklu.s
berhasil dida:patkan,
maka
selanjumya
dilakuklm
perhJtu...
"
lgtm
terhadap
kelonggaran
dtm
penyesuaia.'l..
keduanya
didapatk1l!L,
barulah
waktu
baku
bisa
Perlu
dili1gat
hac'lwa penguktL'1ll'l
ter! a!l!•p
waktu !mnya dilak>.!ktm pada ytmg bersifut
nanual,
sedanglm.n untuk
peke:rjaan
ytmg bersifat
otolll!ltis
(
dikeljaka'1
oleh
mesin
)
waktu
yru:;g
dibuiubkan
htmya
sa.1npai Vl'aktu
sik!us saja.
Adapu.n yB.ng w.aksud
penyesuaian adalah
menormalkan !ll!Iga
I"<tl:a-
rn"ta dari waktu siklas
didap!l.tkau
et:ra
waktu
rata-
dan
p2
disebut
falctor
penyesua.ian. Pada
penulisan
s.kiipsi
ini
harga
Westinghouse
untuk
darip2.
dan p2
didapatkan
dengan
mengg .u""Jakan
metode
perhit-..mgan Westinghouse
tetsebut
adal!!h sebagai
|
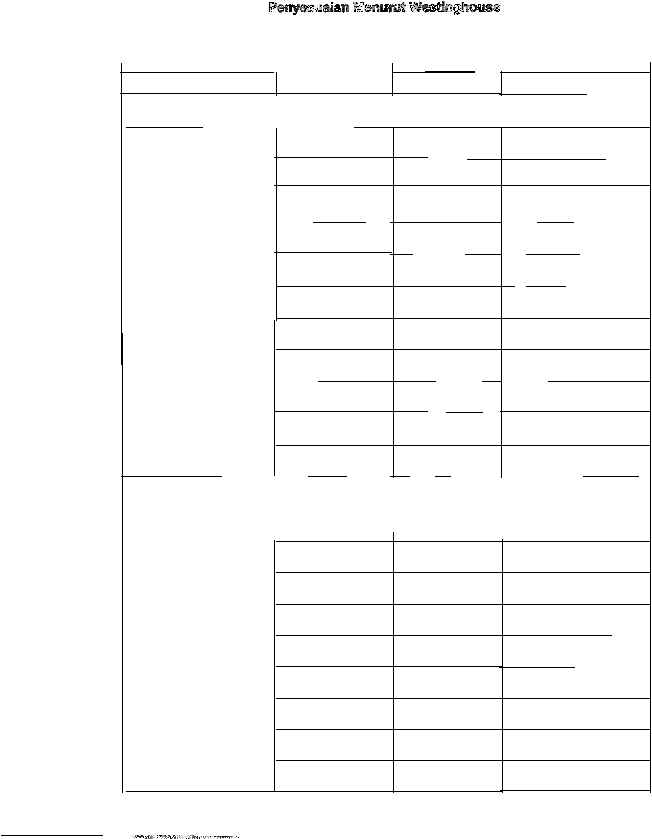 T!tbel2A8.1 Penyesuaian Westinghouse
-··
K!!llll!!
I
Super
Skill
A1
0.15
K).
0.13
"'
B1
0.11
B2
0.08
Good
C1
0.00
K mpilai'l
C2
0.03
-
D
0.00
Fair
E1
-0.05
E2
-0.10
Poor
F1
-0.15
F2
-0.22
''""''""'
!
A1
0.13
K).
0:\:2
B1
0.10
B2
0.08
Good
C1
0.05
C2
0.02
£Wl>l
"II<'
0
0.00
Fair
E1
-0.04
E2
-0.08
|
 43
-0.12
F2
-0.17
--,daaT
7>,
0.00
Koodls!Ke!jm
<my
B
0.04
Good
c
(1.()2
'"'""""
D
0.00
Fair
E
-0J)3
Poor
f
i
-6.07
re<J "''"'
A
0.04
KeJ>!ilalister,sl
tuy
6
1103
Good
c
0.01
Average
D
0.00
Fslr
E
-0.02
Poor
f:
-6.04
Tol:ii!
r
n:
o."'e
i
Bentuk
dari tabel penyesuaian cara
Obyektif
tersebut
adalah
seb!lgai
Tahel2.4.8.2
Penyesuaian
Ca."'li
Obyek:tif
..,
,Cara
!
-I
|
 44
I'
'!'
Jari
A
()
l
!a!'l{lafl dan
jali
B
1
-;;;;;:;;;;;t;awii1.-
''"''ll"n, dan jart
c
2
!l!all, lengan bawah, dst
b
5
E
a
_,dati lantai""''""" kaki
E2
10
i"li!!!i!!!kill!!<!
ranpa
'ectal, &Ia"
saru
pedal
isurr awa
F
0
iSiitli-a a\lcti.iapeda:t
!
sumbu !idak dibawah kaki
G
5
1!a11gan salir,g bantu >ll!au '"'"'
"""'"
H
0
ili.OOIJa <S
!l!lfl
'"'
yang sarnaiiiidasa>i!yeng
sama
l-l2
1!1
f---
iMatll
'""'
'
""''"''
l
0
!C11kt!p
J
2
,-l!an<tl!l<ai
K
4
l
7
ILebiil
koofdiri0:04
em
M
t(!
!Dapa
1
mudah
N
0
lsedikillron!ro'
0
1
""
!Peril.!
""'"dan
!p;,caiid:m ;
p
2
Q
3
R
5
|
 aemaeban
0.45
8-
2
0.90
B-2
5
1.35
8-3
6
UlO
8-4
10
2.25
B-5
13
2.70
8-6
15
3.15
8-7
17
3.60
8-8
19
4.05
B-9
20
4.50
1
8-10
I
22
4.95
B-11
24
5.40
8-12
25
5.&5
8-13
27
6.30
8-14
28
Tot>!
.
:
316.1)1)
yang diberikan
kepada
pekelja
ontllk
memenuhl
tuntut<m fisiologis
&.11
psikolcgisnya
Adapun
kelongganm
di
sini
diberikan
l.liltuk
3
1-dll, yaitu
kelonggarnn
l.lilti.lk
kebutuhan
pribadi,
untu_l{ menghllangkau
rn.sa
fatique (
kelelahan ), dan kelonggaran
Contoh
bentuk
kelongga:mn :
|
 "
kelongga:ran
m1tuk
kebutuhan
pribadi:
minum,
ke
kl:mar
kecil,
pe=kapan
keteg?l!lgim kerja.
,.
Kelongga.'<lll
uu.tuk
menghilangkan Falla
fatique
:
memll't!l'lkan
Kecer',Ail:in
pengawas, mengasa!:t
pernlat!m
potong, penyesuai.an mesin, mengarnbil
Dalam
penulisan skripsi
ini,
perhii:u.t!gan
l.4'ltuk
kelonggru:an
dilalrukan
dengan
menggllllllkan
tabel
permtungao
kelonggarao
berdasarkan faktor-filktor yar,g
be engarui1.
Adapun bentuk
dari
tabel perhltung<L'l
kelonggara,.,
tersebut
adalah
Tabe12.4.83 Ped·J.tungan Ke!onggaran
&:'<!
Co Pelwrjun
A..
T
"""il"
;'l!!l'lll"
r-!j·di ""'ja, duduk
Tanpa-n
["'*"'1•
aimoja, berdlri
,
ringan
Bernt
1
·lu yang bar!>
!(%)
I
Pr o
Wllr'iil!!l
|
 47
berat
27 · =
19.0-30.0
:u.or i>illoa
b-
'"""''!!
>50
l<g
ill- &l!<aj> IW';a
fOw:lui<
1-r;aduduk. 11!!""
0.00-1.0
id!slils2i:akl
v,. , di!Umu 2 l<a>J
1.00-2.5()
I
di
""""" 1 i<lll<i
I"
"
!
ala!ironlrol
awu depan !>adO!!
?
"n...i
n
,c.•
·
!pada 2 !<aki
•.v
!Normal
f"yunan
ipalu
a
iAgaktemola!l
A:,-unan·
;pa!u
nrili: i>fi
ulil
!
!>abort barsf
1
dengan 1!:angan
'""'"."
fi!al<e(ja dengan
tan;;an
idi alas kepala
anggoa badan!:arl:>a!U
[Beke Ja d'lorong yang semp
D.I
'"""""'
C
i>atl<
Buru!<
ysng
'" "" I•I
"'""
0,0-0,6
C,0-6,0
'
yang """'"" · -
'
yang
lell!i
6,0-7,5
6,0·7.5
(
·"'"'"·"
I
"'""
i<llin
7,5-16,()
I
(er.;s I
:
yen;; sangat ieli!i
16,0-50,0
-p
c
i!a!<u
'
"'-''"""'
"
C)
i..e!al!:
.o
dill!a$10
diatas 12
0-lJ
10-Q
12-5
13-22
5-()
8-0
tN af
22-28
0-S
0-3
""""'
2S-38
5-40
6-100
-···
01 atao 40 Oiola!I!OO
|
 =
48
F. K!M-IIl'lm-
&ii<
iR
)l<lnf/
,
il:l>lil<
!l
,b!,ik
!Ber.ya'<
-.,tld•k l:l>lraoon
5-1C
!Mll-
10-2!:
:G.
'r· ,.,.Blllik
fi?!ersih,
sehat;-,;;
1
reo<:!>lll
0
!si!<ius ker,a
1an!am
0-1
'sikitls kalja
1
artara iJ.5
<i<l!il<
1-3
' l'•
"II
0-5
!K!Jru!WS
!
1
erss li;;a
mt!lrui!lil
5-10
0."\9 !war bias• ( tw.yl.
5-15
;;d!l)
T<l!lill
"
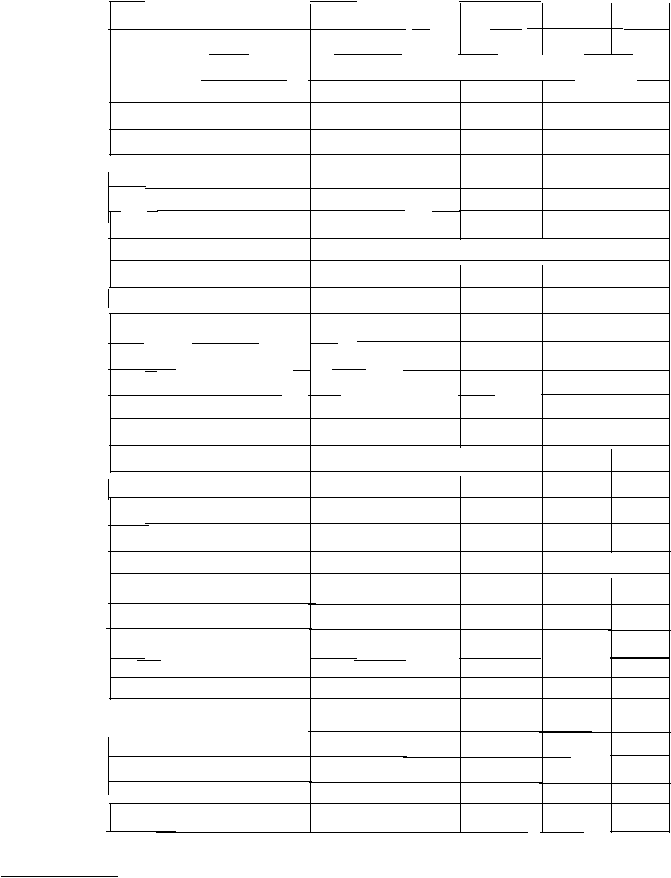
Peta
proses
opernsi
(
Opemtion Process Chart ) digt!llllkan
untuk
melihat
ja!rumya
opemsi
mandlri
d?.ri
tiap-tiap
komponen
atau
perusabaan
yang
berlangsung
dal!lm
suatu
proses
produksi
(Fred
Meyers. 1993
)
•
Meng!rombinasilam antara
lintas:m produksi
dan peta rnldtan
"
Menu.'ljukkan opernsi
pada tiap
komponen
|
 49
"'
Menunjukkan
urJ!lm f!llbrikasi
"
Menunjukkan kemmitan
nisbi &ri ti tpomponen
ktpomponen
"
Menunji.!IL\Qm titilc1empat komponm memasuki proses
<>
Merrunjl.lkk8n
tingkat
kebuicllan sebuah rnkitan
"
Membedalam anta..?ll komponen yang dibuat
dengan
yang
dibe!i
"
Membantu
poomcangan tempat
kelja mandiri
"
Menunjl!kkarr
jumlah
pekelja yang dibut!L\kru:!
"'
Menunjukk:an secam
nisbi kousentrasi
mesin, perd!atan,
dan pekelja
"
Menunjukk:an sifat pola
alLran baha'l.
<>
Mern!!ijuklam sifat masalah
pena;:Jganan baha"I
"
Menuojuk..'<an masaiab.-!lli!Sal.ah yang m:mgldn
timbul
dalam
alimn
produksi
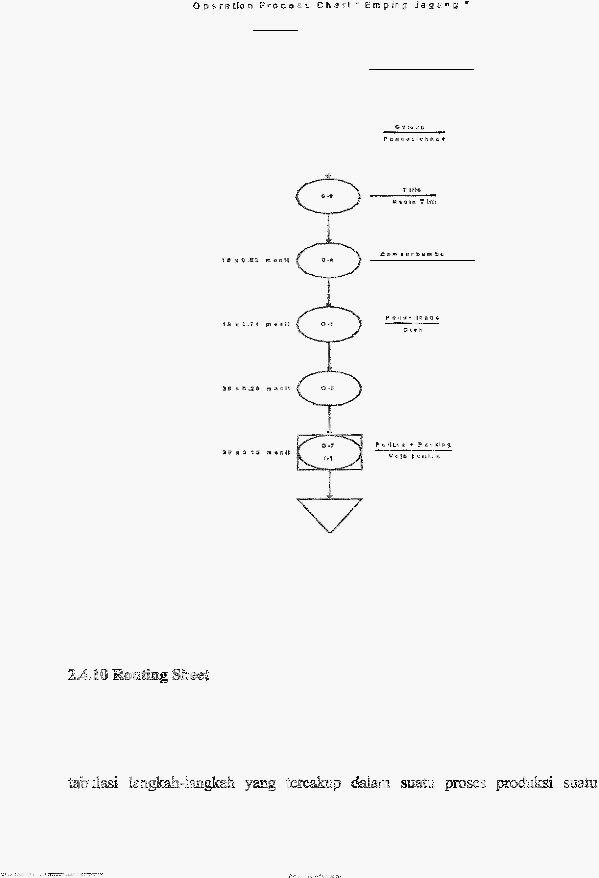
Adapun
bentuk
dari Peta
proses
operasi (
Operatiun
Process
Chal1
)
tersebut
sebagai
beriJ:ut :
|
 -
-
50
......
·
·
···0
1ll t
O.lt
"'• H
IIIII« '" J 6113"
"''"" '1
or)'&n
rn,; ;,.
Gambar
2.4.9
Openrti.cn Process
Ch<h<i
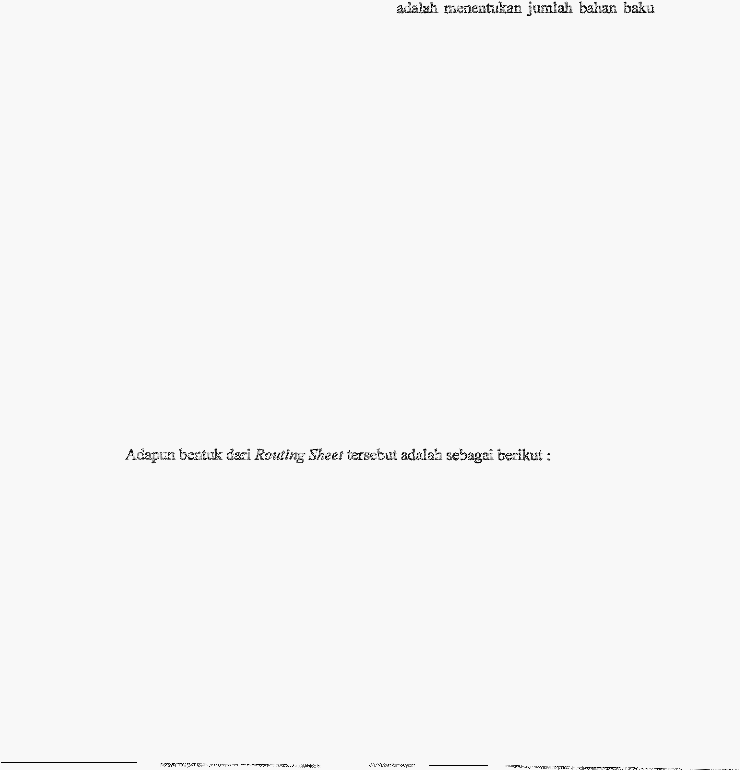
Lerobar penga."l.t"tall
produksi !!".au
dikenal. sebagai
Routing
Sheet
ad!l.tah
|
 kompoz;en-komponen
tertenhJ.
da>"'l terdiri
dmi
perindan
dari
hal-hal
yru1g
berkai.tan.
Tujuan dari Routing Sheet
yang
disiapkan,
da!1
unt.L.\
me:r..entuklm
jumlah
mesin
seear!i teoritis
yru1g
harus
tersedia dalrun proses produksi
:rumtinya.
Sed.ang..l<an
data
yang
diperlukan
untuk
perhltungan
Routing Sheet
6\dalah ;
e
Proses operasi
pada. setiap
komponen
!))
Nama pemlatan yang
d.
"
W
aktu
balm
ilari.
tiap
proses
"'
Jumlah produk yang cllingin.\an per satuar1 waktu
"
Persentase scrap
efisiensi
pabrik
"
Reli.abilitas tiap memn
|
 I
I
I
!
>-_,-.
Routing Shel!t
"
Emping Jll ung "
P.D.. SlNAfl AGUNG
A
ADI
I!@
l!ml
illli1fi!li
!'i!ii!lllllilll
(lllenftl!l!!)
Kap r.Hpmd klii:
liD
kg I J m
fl!li()nsi
:
90
%
Kll!ltmll!lll
Jlm
llll
JooUil
Jum!llll
lilill
lllllill .
1\llllliin
Te!!ritilll.!llm
nilllll'll!lk!lll
"
g
-
"1
.
· -· ·- ·i-··T6s·-·-r
3B.35
I
1
.
I
sto.ts
I
sts.3t
i
652.28
1
too.oo
113.47
I
1
505.05.
510.15
645]1)
.L!l8c.OO..
---
··
o
50s.os
50s.os
639.:lil r-sil:oo
-·
u
--
--
l"i
i
OVoo
iPerik!lll
+
1.41
6
"
N
'
|
 0
I
I
I
53
Peta
proses atau
lebih dikenal
sebagai
Multi
Product Process Chart
aliran material
dalmn
p!Odk yang
':l!!l"ll,
mempu:nyai keterkaitan ernt dengan Operation Process Chart.
Untuk kepeduan penbuatan
proses, maka dibua.tlah si!::lbol
oleh
AS1'4E
(American Society of Mechanical Engineers )
yang
mengga:mbarklm
JeniS->!emts
alctivitas
yang ada
psrla sa!!t proses produksi
berkmgsu."lg. Bentllk
iabel
si.mbo!simbol terselmt adalah :
Ttiliel2A.l1.l Slmbol Peta Proses
!
Simbo!ASME
Nama
Kegiatan
1 Ketemngan
r--- ----l------+-::----:'---:c-:c:· ,-c;--:--:;--;--l
1
Operasi
teljadi
bila i!Ul!.tu obyek
OPERASl
j
mengalmni
perubahan
bent<Jk,
I
I
i
baik
secarn.
ll"Ji!.llpun
I
I
icimiawi,
perakitan
dengan
i
!
t
obyek lainnya., alau diurai-mkit.
r---------t-------+-1
I
o=-by-ec;-k-me-n.--g-;alam--;j_pen_gll_g-;-;.ian--11
INSPEKSI
I
ataupun
,
di . .
-'--'
U
l
pengece
tinJ!l
'""''
L_
i
segi km:utitas maupun
kualitas.
l
|
|
|
 .If'
'
54
L
-\
i
I
Tmnsportasi
te!jadi
bi!a
sebuah
I
··-.!
v
I
'
I
i
l
TRA SPORTAS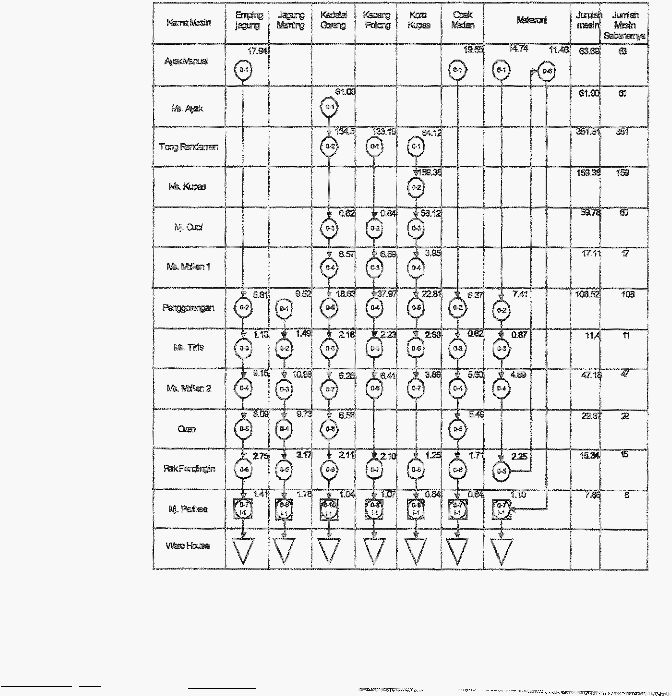 55
Adapun
belCJJ.ukdari Multi Product
Process Chctrt rersebut
adalah
sebagai
berl.lrut:
Tabel2.4,1L2 Multi
Product
Process
Cha."t
Mili
R"rrl!d
Q-grt
P.D. SNJ\. AGLIIGABAD
|
 56
Penentuan dari luas
ruang
produksi
yang aka.> digunakan
tergantung
pada luas
dari
masing-maslng;
pera!ata."l produksL Sdain
itu,
falctor
yang
tempat-tempat tid.Elk produktif
lainnya
yang terlalu
kecil
untuk
diperhltlli1gkan
mesm
.
-mes!;
.
J.
pro
d'
U
KS
.
I
maupun
Mu
'"
4
"
'i
'
:
OpenicO
·
I"
pemlatan lainnya tidak selalu
bisa berpatokan pada teori
ada seperti yang
dika.takan Tomplcins, yaitu :
Tabel
2.4.12.1
Perhit-ungan keloP.ggamn Tompki1·1S
Adapun data-data yang dipedukan untuk menghltu!lg luas lantai produks!
adal&'l sebagai heritkut
"
lila.tran mesm ya.'lg
men lkup pa11joog, lebf:r, at!lll diameter mesin
|
 i
i
'
-
'·'
i
···
I
i
I
i
;
1 I
57
" U':ruran
operator
Tabel2.4.12.2 Perhitl.lllgan Luas
Lantai Produksi
--n
Uillll.alll.!res
Ia'11Prod
D
Jl!lS'"JliAR Affi)'NG ABJ!Jli
!l[,t t
·
-,
i
lillillmnm
I
!'1$1i lllli! tr
lli>-lllllllll
I
,ilm l:!l
-{
lltl
ml!tli!l
f
[fl
!
I
108.00
I
1.5
I
116
I
3431li
'O
l.'....
;J
eramr
.
!
l!BllO
i
1
'
I
I
2JD
216.00
2
lllll'illl!llil!l!l
'
84.00
t5
1.8
i
4()5
259.20
l()peratlll'l 1
£4.00
I
1
1
I
2Jil
12il00
J
'
!bitlf
jti](J
l
'l."L
18
I
3.24
i
3564
12.00
rmesin
!till
I
1
'
I
I
2JJJ
I
4
•\lt<lln
i
2S.Ill
I
I
5
lli
13lll
t!tl
I
IMn
S
rnasuk
I 15
U.45
i
i
i
IS urnn
k!JitJ<r
DE
1.5
I
I
I
tA!c cr mesm
29.1ll
l
1
I
1
i
I
2Jll
I
!ill.OO
I
5
'll!l!lin¥illp
159.00
H
1.2
i
i
198
314.fl2
IO,eri!or masin
159.ffi
I
1
I
I
"2m
31ROO
I
ti
El.OO
!
2.5
.5
I
I
5.ffl
343.13
I
iDireri!Dr
mesin
51.00
I
1
I
¹
i
2.fJD
112.00
I
. 1
T
llll
"
iloo@al!'.im
351.00
0.6
i
i
13lJJ3
l
3
llllll!l
!5.00
2.5
!
1.25
!
i
4.00
71131
iOilS!alnrmwin
15.00
'
I
I
2.00
::noo
I
s
' ja
Cll!l
rom
2
1
!
3.00
18DJll
I
aoo
2
!
I
I
3.00
2Wl
i
'!fl
Operr.ifmesill
lilllll
'
1
1
l
2Jil
120.00
OIIS!itar mesin
am
1
l
'
2.::U
ifiill
I
"
Pill!l!liai!iJ!llllt
m!
ll3ID
!
I
I
I
!
2Jil
126ID
|
|
|
 58
Dalam suatu
palmi,;, f..mgsi dari
Storage
Receiver
adalab tetnp<tt untuk
balm
yang
digunakan
da1am
proses pro :!l.LI.::si.
Adapun
data-data
yang
cliperlukan
dalam
memperhltungkan
luas
da.-i Storage
Receiver
adalah
se':Jagai
berikut :
L
lJknran
dan
bahanbalm
ju.'lll:lh
tinggi
balm
1
3.
Jmnlahdarr
pemlatan
yang
diperlukan
4.
Wak.tu
pengirirnan
dan
pemakaian
bak.a
5.
Keier,ggar&n
dan
Da!arn memperhiltan,gbm
besamya
kelonggaran
yang
diberiki:L"'l untuk
bab.an-bah:m
baku
yang
di
&lam
Storage Receiver
maupun untuk
pekelja
dan
pera!atan
lah':::ya,
tetsebut tidak
selah.;
bisa
berparoken
pada
yang
ada,
besamya
kelonggaran
tetsebut
hanya
bisa
diperhltungkan dengan
balk
apabHa
proses
perancar:gan
tela..II
satttplli
pada
pembuatan
template
di
mana
layout
pa!m
seca.-a keseluruhan
dapat
jelasen.L!:!H< ..
Adaptn bentuk dari
Storage
Receiver
tersebut
adalah
sebagai
berikut
;
|
 Stornge Receiver
P.D.SINAR
AGUNG abadi
...
Pes
fl!1hill1
Baku
Jenis
Pest
Pesper
MC!leritll
Materi111
Tinggi
Jumlah
Luas
LUlls
.
LUllS
Per
ll1it
dierifiltl
bahlill
baku
Mlllerit:l
Jtlm
Yill1!l
Yill1!l
VlillgDi
Tumpukan
Tumpukill1
Area
Allowm
TC!l\ll
ProeM
D
T
Vang clierina
Vangar
Disi<lflkan
dibutuhkan
terimper
Meks
Maks
Penyimpm
10
52323
52.32
2092.93
3
/.79.06
10
386.46
38.65
1545.92
3
216.43
--
-- - ------
-
.
..
I h
No
Nflmt1ProcU
(m)
terime llwri
per jum
uminggu
(
uni)
(kantlll19)
(kg)
(
kliflllll19)
(kg)
(m)
(
ml)
(
lill)
(nt)
(A)
(C1)J(C2)
(C3)
(D)
(E)
(F)
(G)
(H)
(I)
(
(K)
(L)
(M)
....,
[
t
..l
w
1
Ernping
Jagung
1
0.70
1.20
Jagung
10
515.31
51.53
2061.22
3
480.95
336.67
404.00
'140B7
2 Jagung
Marring
1
0.52
0.78
Jagung
10
650.64
65.08
2803.35
3
451.25
234.65
281.56
516.23
3
Kedeit:lGilreng
1
0.42
0.78
Kedellli
20
654.04
32.70
1368.1)8
3
183.13
76.92
92.30
169.21
4
KacangPolong
I
0.42
0.78
Kru:angPolong
20
631.31
31.57
126/..63
3
176.77
74.24
89.09
163.33
5
KoroKupas
1
0.42
0.78
KecqKoro
20
398.72
19.94
797.45
3
111.64
46.89
5627
103.16
riO
S'
·
6
OpmkMeden
1
0.40
1.00
Oplik
7
Iii<rom
I
0.42
0.78
Mllk rori
..
111.82
133.95
245.57
.
90.90
109.08
199.98
Tr:llli(m ·
2131!.15
Area Klifllor(nt}• 15.00
TololluasLliflllli SlorsgeReceiver • 1076.57
|
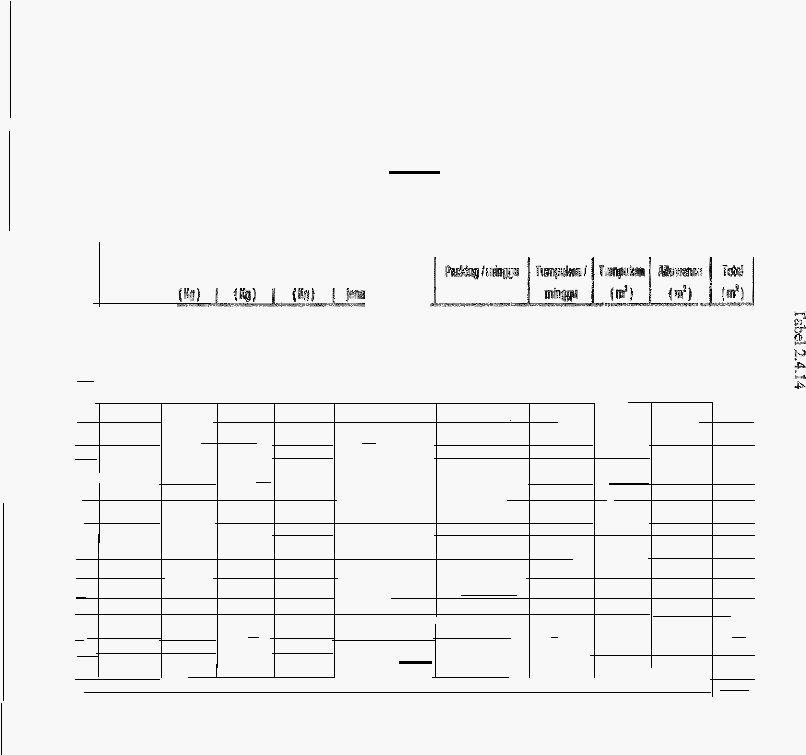
 Gudang
bak.J
ataua
Ware House berlbngsi
menyimpan
pmduk
jadi
basil
produksi
yang telah
dikemEJs
siap untuk:
diklrm.
Dalrun
memperhitungklm
luas
dati
sebuah
Ware Hause,
faktor-fukto:r
yang
dlperhatikan
ada!llh :
1.
Kapasitas
produksi
per'USI:ihmm
lJkllmn
dan
jurnlah dad shipment size
3.
Ju.'nlah dan ukuran
peralat:m
ya.<1g diperlukan
4.
Kelonggarau
dan
gang
Sarna
halnya
dengan
Storage
Receiver, dal:am
memperhitw:lgkan
besa."!lya
kelonggarau
yang
diberikan
uatuk produk
rna.upen uatu..\;:
pekerja
dan
peralatan
lahrmya,
tersebut
tidak
bisa hanya
be!patalam
pada
teori
yang
ada,
sebab
besernya
kelor!ggarau
tersebut
har!ya
bisa
diperhitungkan
dengan baik
apebila
pera::tcangan
sa.'llpai
pada
peznblm.tl:!11
template
mana
layout
pat:rik
secara
keseb.L'1ilmt dapat
jelas terlihat.
Adapwn
benttuk dad Ware
Ho:use
tersebut
ditampilkan
seperti
bawahiffi:
|
 5
l(ll!.
-
156.40
-
.
-
'""
"'("
•
ll!l,
!11MOOilliG
Janil!
1
IElrlifl!ll!ioonll
500
4000
24000
5
4000
100DO
352:00=-
L
L
5'26.00
-
. 2
Jilgllll!l Merfilg
1125
5000
:lllOIJ(J
5
llOOO
200.00
343.00
171.50
51450
""'"'- '="'"""'"''
· =-
··:
···
3
l{edel
.
825
5000
-"
3600
=
-
0
--
--"'"'"''"""'
-·········
200.00
,,.,.,_
- ²
-
6
-
4.
0
-
0
132.00
396.00
,)'
4
Kacqfl1llotlQ
625
5000
:lllOIJ(J
5
0000
200.00
-· 264.00
'
13200
396.00
"""'"
"''""'''
"'"'""'="="-
-·
5
Killo
Kl.llll$
375
3000
10000
5
3600
120.00--
···-·
7910
:mro
. 7 Milklirori
375
3000
11l000
2.
5
,...,.
7200
240.00
--=
5
54.40
·-
-2112l
ll3t00
6
'"""""'""
500
4000
24000
5
4600
161l.llll
351l.40
119.<1)
5371!0
·
-""''' -
··· -:··
'"'<IV'""-
.
--.·- ·,.
.·- ·,.
,,..._.,_
,.._.,_
l.1111!1tlillll:
11li!J5
0
-
'
|
 62
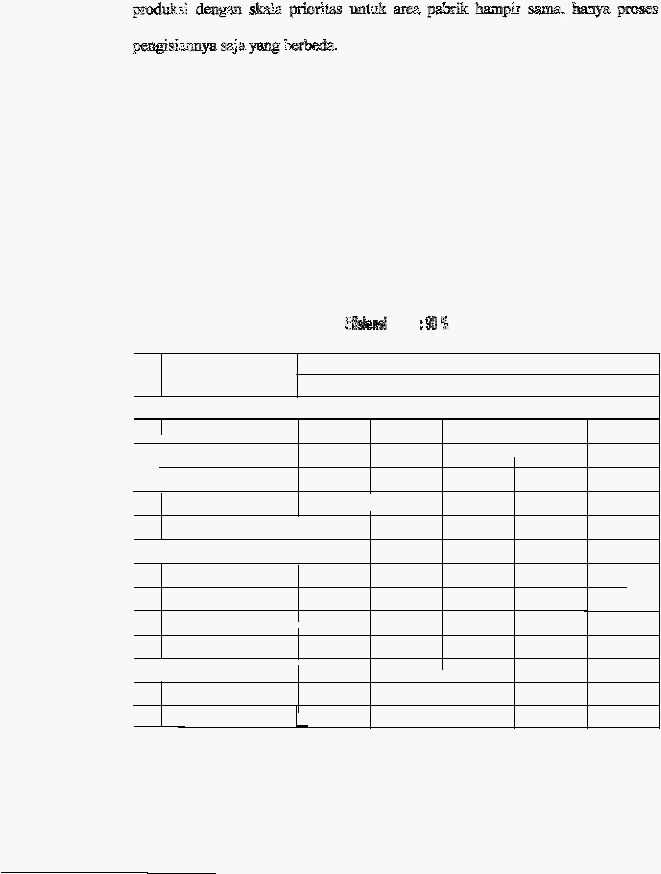
MGterial
Plarming Sheet
(
MHPS
)
mempakam
tabel yang
biasanya
menghltung
tiap-tiap penangat"'.:an
pem'ndalmn
balu;n 1.1tau
materiaL
Bia:va
ba."US
dic!Sltha!J;an
se-illinimal mungkin
diblllgi menjadi
2,
yaitu :
.,
Fixed Cost
besamya tidak
dipengamhi
olehju,.TJah produ.ksL
Conteh : inves".asi peralatm. bill)
!! sewa
perclatan,
g
ji
pegawai
bergantung
pada tingkat
pengglllll!llnllya,
dan
dipunga!"J.hi
oleh
jwnlah
at.an
tingkat
pmduksL
Contoh
:
biaya bahn baka!,
listri.\
|
 roo
U·,..
63
Tabel. 2.4.15
Material
H:mdling Pl=llng Sheet
Miilerl811
Handling
Planning SOOel
PD.Siner
.
gll11\l Abadi
II
J
I
Storage
300
7730
trolly
100
1'.64
l\ anual
c·ott gur
01
:gmi
\J).;\.i
510.15
3DO
7'8.52
trolly
100
cag
:; "''
1
,_
1
'"
"
:
"''·
"
"
Tlrie
G.SS
5Q5.0.5
3.0D
75.76
!roHy
'tGO
089
!it,.,
Mesln Mo ten
OJ'i
505.05
18.00
45455-
!rolry
we
"
3.54
.
.
..
:
....
.
..·
•
•
'}•I(
1
:18. :
:•,<::!
:v
;:
...
6
0
.C::
·
,
·.·.·····•
s
.
:
n
.·
·
..
·•
..
··.... ··•
I :· •1
.•1
,:';c::
:';
i
,.._,,
...
I
7.?'
s
,
..,,
a
• .ci·
.•..: •;•
.>
I• ,:•,<.;;•
-
'""·'.
'
'
"ill:..
I
'I.
;.:
i2]3
Meja Perikea
Ware House
2DJ4
5DG.OO
36.00
'
:
9
·······.
0
0
.00
<
:
I
trolly
'!GO
9
186,60
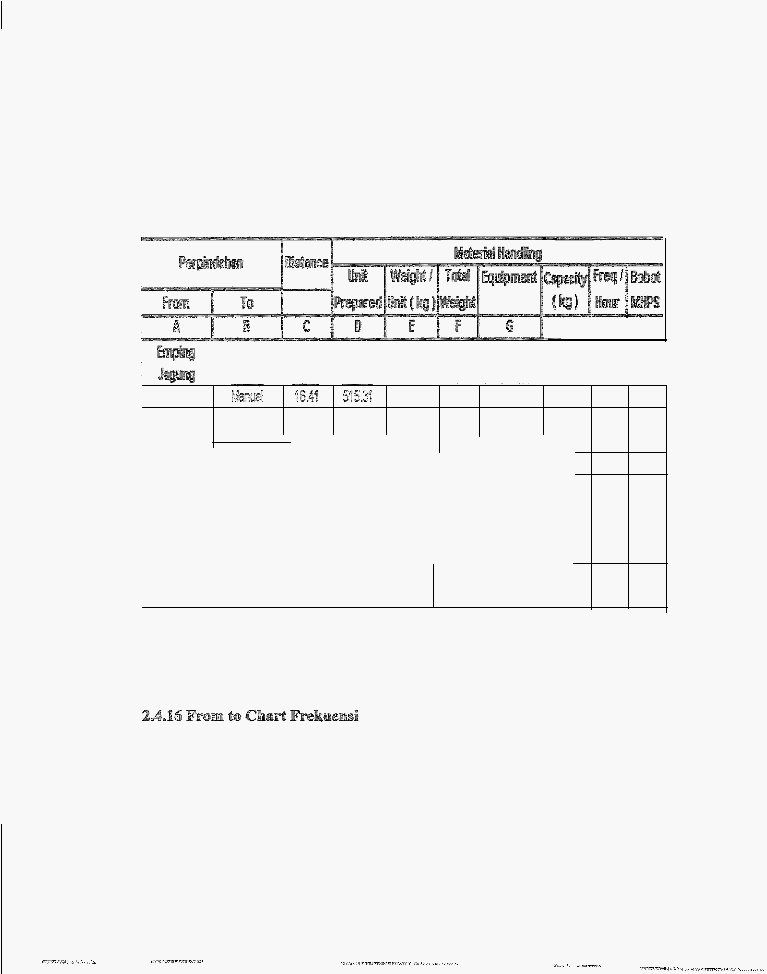
From
to Chart
atau
kmd:mg
kala
dikena!
sel:Jagai
trip
ftecuency chart
atau
travel chart
adalah
salah
satu
te!,::r..ik konvensional
yoog
umum
digunakan
dalam
perencanaan
tata
letak
pabrik
d:m
pernindahan
bahan
dalam suatu
proses
produksi.
Biasanya sangat
berguna
barru'llg yang
menga!ir
pada.
slllitu
wilayah
|
 ll:
e
"'
u
"
64
Adapun
be11tuk
dari
From to
Chart Frekuensi
tersebut
adruah
sebagai
Tabel
2.4.16.1
From to
Chart
Frekuensi
lFI!i!TO CIIMT l'mlllE\!Sil!
ii'JJ
SIMR lim!!IG Aii!Mi
c:
]";
=
"'
"
ii
'!l
;-
0
c:
g>E
>
ol'!
0
1-
c:
0::
|
 0
"
0
-
6
'
65
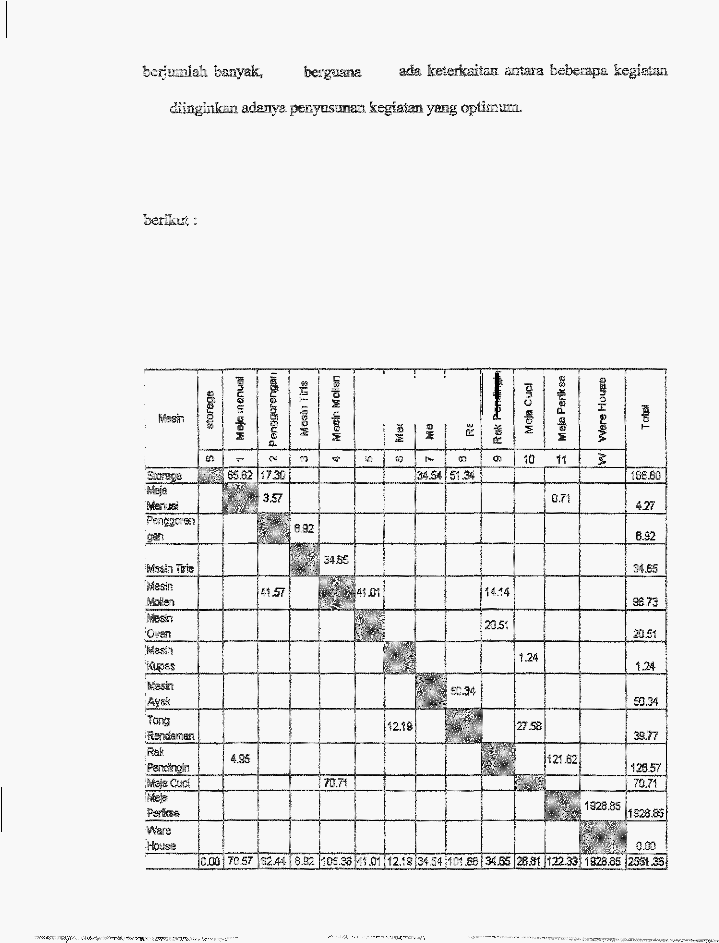
to Chart
meJnut'!iuklican al.inm
bah:ln
yang
kehw
dari
proses
to
bahan
yang
masuk ke
proses
2.4.16.2
ro
Chart
IPJ1ow
From ToChart!rf,ow
lrre1t
P.iJ.Dll!lHGUNG J\BAD!
ff
:!lil%
..
c
:
j
I
c
I
E
j
J
"
li
Oi
§
•
•
,
•
<>
I
0
s
!
I=
::;:
c
c
u
I
=
NO.
llesin
1S
f
i
'
i
I
c
0
0
•
"'
.
•
.
i
.
•
.
I
£
!
•
0
"
2
I
I
I
li
a.
::;:
::;:
:!'
c
,._
0
•
I
:;;
£
(;") i
i
"
M
'
..
'
"'
"
10
' \':
'
l<
s '
S!!:t1l®
0211
I
l
l.:!l
C!!J
I
1
:
IIlla-
_ll_llll
O.J1
I
.
2
'
too
I
s
l\lesl1llls
_!1!!!_ I
4
OS7
11!i I
0.41
• 5
Mesln
IM<1
o5l
il.;J!:
.
1
MealnAI<I:
I
8
1-'l:
a.ss
.
'
j
:
::n7
Ol!S
i
iO
illjaCUci
'
ON
|
|
'i1
.
\'1
I
|
 SlfJ!la
pl'iorims
merupakan
ska!a
yang
digunakan
11Klt<lk
me:ngetahci
demjat
kedekatan
I
kepentingan a1:111tt
kegiatan
!!lau area.
Skala
priorims
juga
dibagi
me:njadi
2
bagian.,
yaii:a
ska!a
priorims inflow
dan outflow.
Skala
prioritas
inflow dfouat
berdasarkan
From to Chart Inflow,
sedrulg,.lmn skala
prioritas
outflow
dibuat
berdasarkan
From
to Chmt Outflow.
Adapw tll.r!da
dari
demjat
ke<iek.atll.r!
yang
digunakac'"l ada1ah sebagai
berilrut :
:
Hubuugan
diperlukan
(
aktivims
yang
saling
berkelanjutan )
1
®I
E
"
I
..
0
"
u
"'
X
:
Hubwga-'1 sangat
pentlng (
aktivitas
saling berhubu,."'gan )
:HubU!:lgan penting ( aktivitas yang
berdampingm }
Hubungan biasa ( umum )
:
Hubllllgan tidak
penting (
hubungan
googrnfis )
:
Hubut:gan tidak
dingink:an (
hu
.mgan ya.'lg tidak
dihara;::iklm )
Dalarn
pe:nulisa.'l skripsi
ini,
skala prioritas
yang
digunakan
untuk
lantai
produksi
adalah
sk_ala prioritas il'!flow,
oleh
karena itu
data
ymg
dlekstmk:sikm
ke
dalam
skala
prioritas
juga
berdsarkan
From to Chart
li!llow,
sedangkan
untuk
betdasarkan
From to Chart, melainkan
dari
Activity Relationship Chart
area
|
 w
•
•
I
I
.
67
Adapun
bentuk
Skala
Prioritas
inflow
tersebut
ada.lah
sehagai
beril..rut :
Tabe!2.4.17 Ska!aFrimitas
inflow
SkalaPrl
.tr!W!
Lm
Proouksi
Pil SINMAGUNG ASAOI
Ill!
!
nw lt.9.ATIDii!lH!P
Ro
lilli!i8 Ml3
A
E
I
0
II
<1
Stora e
7!
i3.00
8
•.
55
2
0.33
i
I
Msia Manual
2
Panggorenuan
Mesin Tiris
20 5
119 1
I
3'
•
4
0.33
I
4
M
sin Mollen
!
5'
26 1
9
CA!
5
I
Mesin 0111n
i
.
6
Mesin Ku as
gD.M
I
mull'
7
MesinAvak
B
o.-ii!
.
'
9
Tong Randsman
I
6'
JOG.M
9
Rak Pendinyin
1!
D.llS
1610
lD
I
Maja Cuci
I
4
U.s!
I
11
lll!!iia Per:ksa
wi
I
•w
Ware House
I
|
 68
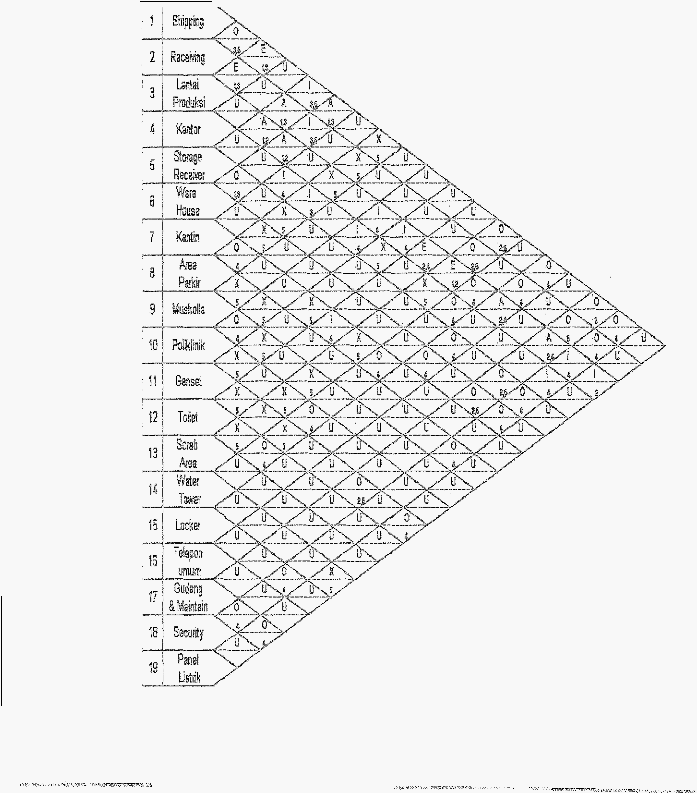
Activity Relationship
Cf.art
(
ARC )
adaiah
suatu
cam atau
teknik
yang
sed.-<>rhana
dalam
perencanaan
tata letak
fasilitas
berdasa."i<an
demjat
kedck!Wm
P!lda dasfi!...'T!.yaActi:vity
Relation hip Chart
hillnpir
san1a de1lgail From
to
Chart, perbedaan
yang
ada adalah sifut
dari
proses ar&llisa
yang
dila.lcuk:an. Jika
From to Chart
lebih
bemfat
kw:ratitatif
(
menggrJ.!Iaiam
peihltungan
angka-angka
), mllka
Activity
Relationship Chart
lebfu
bersifat
subjektif.
Activity
Relationship
Chort
bias:mya
ditrunpilkan dalam
bentuk
segitiga yang
berisi derajat
hubungrui
'
kede.katau
ruitam
mesin
yang
sam
d.-4flgan
mesin
yang lain.
Adapun
tanda
dari
derajat kedekatau
y:;mg
dig1l...'laka:n adalah sebagai berikut :
"
A
:
Hubungan
mutlllk
diperlukan
(
llktivitas
yang
saling
berkelar4uta.'1)
®
E
:
Hubungan sangat
!Jenting (
aktivitas
sating
berhubungan)
"
I
:HubU!'_gan
penting ( aktivitas
yang
berdampingan )
"'
"
"'
0
U
X
:
Hubungan biasa (
wnum )
:Hubungan tidak
penting ( hubu.'lg&'l goograiis )
:
Hubunga.'l
dinginkan (
hubungan yang
tidak
diharnpkan)
Adapun
bentuk
Activity
Relationship Chart
tersebut
adal!ili
sebagai
berilrnt :
|
|
|
 69
Tabel 2.4.18
Activity Relationship Chac"'t
Adlll lallllap
C!la Jima l'a!l!l
.n,
SliWIAGUMG 1\illtl
|
 70
Activity
Relatianship
Diagram
melU]J!lkan
dlagmm
yang
brunpir sama
der.gan
Activity Relationship
chart,
hanya
saja
basil
yang
diberikan
berupa
diagrwm
kotak-kotak
ya!!g
menunjl.l!d=
keterkaitan
antar
mes!n
dan
tingkat
kifJekatan
hubungart.nya.
Dalam
pembuatan
Activity
Relationship
Diagram
ada
ketentua.'l.
jarnk
dala:m
pembuatan
kotak-kotalrnya,
be11il.da di
sampbg
etrm
di
sekdi11ngnya
"'
E
:beijarnk
I'laksimum
1
,.
I
:
l:Je1ja,"'l!.k maksimum 2 kotak
"'
"'
"'
0
U
:
beijarnk rnaksilnum ³
kotak
:
jarnk
tidak
perlu
diperhatikan
:
jarnk
tidak
periu
diperhatikan
Daiarn penu!isarr
ici,
Activity
Relationship
Diagram
yang
dig . r.akan peda
pmduksi
berbeda danga.'l.
Activity
Relationship
Diagram
y
mg digun&kan peda
area pabrik.
yang
digrm&kan
pada
la,-rtai
pmduksi
adllJahActivily
Relatiomhip Diagram
Muther.
ARD
Muther
memiliki bentuk
yang J:..ampi:r sama
dengan
Activity
Relationship Diagram
umum,
perbedaan
yang
|
 71
ada
!ldalah
pada
Activity Relatiowhip Diagram
Muther
terdapat
garis-garis
yang
menunjukkan
hubungan kedekatan
an.tam
=..,,.a
yang satu dengan
n.esin
yang
Dalam
pembuatan
Activity Relatior.ship Diagram
Muther
ada
ketentrnm
"
:
berada
di
samping
atau
di sekelilinguya
:
berj11rak
rrmksinrum
1
kotak
:
beijarak
maksh:num 2
kotak
:
belja,.-a.maksi:mu::n 3 kotak
perlu diperhatikan
..
P/\
:
jarak
harus
saling beijlllL
|
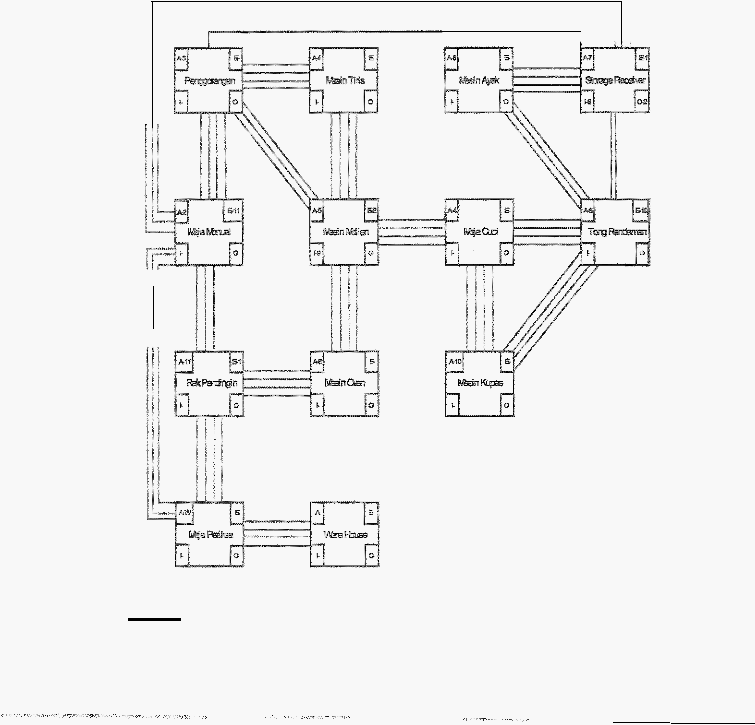 72
Adapun
bentuk dari Activily
Relationship Diagram
Muther rersebut
adclah sebagai berikut :
Activity Relationship
Diagram
Muther
|
 73
Template
sebuah
representatif dati
suatu obyek fisik yang
digambarksn dalzm
bentuk
skalatis
2
dimensi
keperluan
layout. Obyek
Esikdi
Men.Ulltt Sritomo
(
Sritomo Wignjosoebroto, 1992,
hal
205
),
penggw:trum
template
dapat memberi.kart
2
kemrtungan, yaitu :
"'
Memudabka..11
dalam melakulum perubahan-perobaha..'1 pengaturan
tata
le'.ak
membeikan
altematit: altel1ll.ltif
penyusUIIan
lebh'l
"
Memudahkan wuam
menganalisa
tata
ietak
yang
dicancang.
|