140
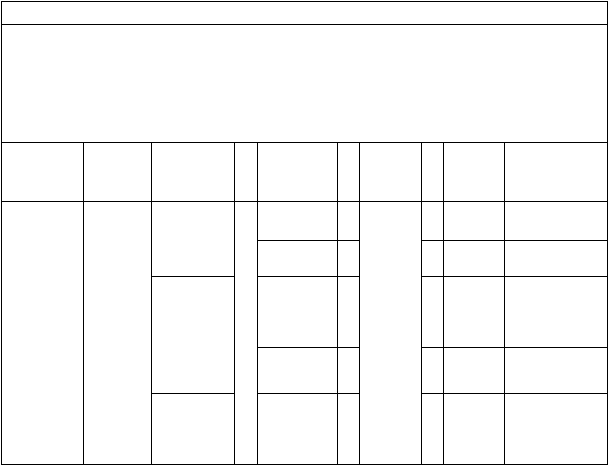
Tabel 5.26 Metode FMEA untuk Bolong
POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS
Item
: PPG
Process responsibility : Eha
FMEA Number
: 01/QC/PPG/P/B
Prepared
Model
:
Polos
Key Date
:
10/10/05
by
: Yohana
FMEA
Core Team
: Hartanto, Yohana
Date
: 10/10/05
Rev :10/10/05
Process
Function
Requirements
Potential
Failure
Mode
Potential
Effects of
Failure
S
Potential
Cause of
Mechanism
Failure
O
Current
Process
Controls
D
RPN
Reccomended
Action
Pembuatan
kain polos PPG
Terjadi cacat
berupa
bolong pada
roll kain
Mesin tidak
bisa beroperasi
dengan baik
6
Mesin rusak
3
c
Chart
2
36
Jadwal maintenance
mesin harus lebih
diperhatikan
Kotoran pada
mesin
3
2
36
Mesin dibersihkan
secara rutin
Proses perajutan
benang tidak
berjalan dengan
baik
Benang putus
saat proses
perajutan
6
6
216
Posisi benang
diperbaiki, benang
dimasukkan
kembali ke yarn
feeder
Kotoran pada
benang
4
2
48
Silinder dibersihkan
supaya mesin tidak
menjadi kotor
Banyaknya
kesalahan yang
dilakukan
operator
Metode
kerja
tidak
diikuti
dengan baik
3
2
36
Diberikan
penjelasan kepada
operator tentang
cara-cara
pengoperasian
Pada Tabel 5.26 di atas terlihat bahwa nilai RPN (Risk Priority Number) tertinggi
untuk
bolong adalah pada :
?
Benang putus saat proses perajutan. Kemungkinan terjadinya benang putus
saat
proses perajutan cukup tinggi dan sulit
untuk mendeteksinya. Pada saat proses perajutan
akan dimulai, benang dipasang pada mesin. Tapi karena benang terdiri dari segulungan
benang yang tebal dengan jumlah lilitan yang banyak, maka sulit dilakukan pemeriksaan
terhadap benang. Ketika proses perajutan sedang berlangsung, benang dengan material
yang jelek dapat putus ketika bergesekan dengan mesin.