143
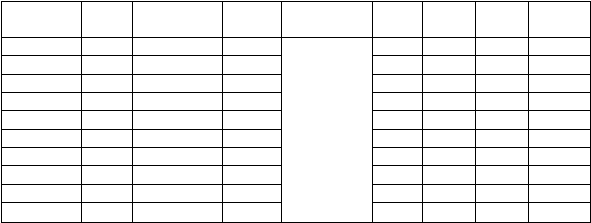
Tabel 5.16 Wb Workstation-Workstation Yang-yang
Workstation
Wr
(detik)
P
(penyesuaian)
Wn
(detik)
%
k
(kelonggaran)
Wb
(detik)
Wb
(menit)
Jumlah
Orang
Satuan
Produksi
1
5.47
1.06
5.7982
16.50%
6.75
0.12
12
1
item
2
28.11
1.16
32.6076
37.99
0.64
4
50 item
3
3.1
1.11
3.441
4.01
0.07
1
9
item
4
33.32
1.03
34.3196
39.98
0.67
4
12 item
5
42.63
1.06
45.1878
52.64
0.88
6
12 item
6
2.46
1.07
2.6322
3.07
0.06
5
1
item
7
29.88
1.06
31.6728
36.9
0.62
4
12 item
8
55.61
1.08
60.0588
69.97
1.17
12
12 item
9
20.3
1.09
22.127
25.78
0.43
3
12 item
10
70.74
1.1
77.814
90.65
1.52
1
1 dus
5.2.2.3 Perhitungan Kapasitas Produksi
Seperti
yang
terlihat
dalam precedence
diagram
yang
ditunjukkan
diatas
pada
masing-masing
lini
produksi,
ada
operasi
yang
memiliki
variabilitas waktu
yang
sangat
kecil. Operasi tersebut menggunakan mesin-mesin yang telah memiliki waktu
standarnya masing-masing. Mesin tersebut ada yang jalan secara batch yang ditunjukkan
oleh
mesin ball
mill. Mesin
ball mill
dapat
menampung
sebesar
lima
ratus
kg
dan
melakukan pengadukkan selama empat jam. Walaupun bahan yang dimasukkan sebesar
dua ratus
lima puluh kg tetap saja
membutuhkan waktu empat jam bukan dua jam. Oleh
sebab
itu
untuk
menghitung kapasitas produksi dalam lini produksi
maka jumlah barang
yang
dihasilkan
tiap-tiap
workstation
akan
disamakan
dengan
jumlah
unit
yang
dihasilkan mesin ball mill.
Data-data yang dibutuhkan untuk menghitung kapasitas produksi adalah jam
kerja
efektif
perusahaan,
jam kerja
lembur
di
perusahaan,
waktu
siklus
dalam
menghasilkan
unit
(dalam
satuan
dus) dan
hari kerja pada bulan yang bersangkutan.
Perhitungan kapasitas produksi akan ditunjukkan pada sub-bab berikut.