 BAB5
HASIL
DAN PEMBAHASAN
5.1
Pengumpuhm
Data
5.1.1
Data
proiluklli
Body
WeldiFag AUV
S-Serles umt
tipe
AlJV bulllln
September
2003
Produksi untuk
kendarnan
tipe
AUV
di
jalur
Body
Welding
ada
2
jenis,
yaitu:
a.
tipe LA yaitu
pmduksi cabin
beserta
box-nya
b.
CO yaitu produksi
cabin: saja
Besar
jumlah
unit
produksi
untuk
kedua
ripe
ini
tergantung
pacta pennintaan
konsumen
akan produk
tersebut.
Data
produksi
jalur
Body
Welding
bulan
September 2003
dapat
dilihat
pada Lrunpinm
1.
5.1.2
Thit&
cl11im
jatur
Body
Welding
AUV S-Series
mm
tipe
AUV
Adaduajenis claim
yang
diterima
olehjalur
Body
Welding
AUV
S-Series
selama
September 2003,
yaitu claim
ooit
tipe
AUV
dan claim
unit
tipe
S-
Series
ass
plant
(ADM).
Untuk
claim
tmit
ripe
AUV
meliputi
claim
AUV
tipe
LA
dan
AUV tipe
CO.
Berikut
data claim
yang
dimaksud:
|
 I
1
1
-r
44
Tllbel5.1
mia Cl12im jalur
Body
Welding tipe AUV bulan
September 1003
I
I
Tgl
I
·
No.j
Item
Gaim
1
kej!'.!Ji•n
N
•
o. Part
j,'mi
•
tl
I
,
c¹a'm'
Re•vork
I
I
09-S.,PcOJ lCoverfuel filler
spot
!epas
:2_1.
!4
l
iSpot ulanlL_
2
09-Sep-03
IEngine hood
benjol
I
CO
11405
1 ]
Repair metal
fimsh
1
!
-:l_
---
+
:::>
---
e
p
-_
·
(l
-·---------··
,
I
=
Fro11_t bumper baret dalam
:CO
I
!4
11 _l_t_Gerinda hinS!l".rata
4
jll-Sep-03
Door RH
glass
sere!
[Co !! 42m:J:
I
A4fustment daorfg:!
,__L
J.!oor
RH glass
seret
'
I
CO I l
423J
l_lAdJUSiment
door
RH
!
5
!
l2-Sep-0
3
jspot Fender skit RH 1
clamp
A
114212 1
I
!hardness lepas
I
Bor dan las
C02
j-6t2-Sep-D3 !Tail
gate spot welding pe;;,k_;.;;,k
1
LAii42] -l-
'Gmili· l;
il;
--·
Total
Claim
:
7
Ket:
Total
produksi488 unit
0
/o Totai claim
I
total produksi 0-""'_.1.43 2
I
I
Tabel
5.2 Daia
Claim
jalur
Body
Weldi1g tipe S-Series
bulan
September 2003
•
i
Tgl
1
.
I
unit! 1
I
I
No. ,
:
•· .
,
Keternllgan
Cltum
"
1
im
I
Rework
c
tt,.ejauuu.r;
.:_
ep.C3[ Is o pm':!
side
:x_RII
eco
=r - G
rt b
-=-
--²
1
-
4-Se
-
p
-
0
.
3
,¹
Ha
-
si!spat tail g
--
a
te p
-
ec.ok
-
----- -- -
)
.J³ ... :
I :
G
a
--
n
ti
-
p
a
-
rt b
a
-®
n
--
3 i
9-Sep-03
!Rail roof outer stde roler slide doortidak
ada
i
I
Pasana roler
--------r-
-
.
.
!
j
Bongkarg.anti sesuai.
\-4
O-Sep.-03rrac/ret
supparl
battery
pos1s1
munaur ±5m
osisi RH
', 5 'i
ll-Sep-031 Tail gate hook lepas
I
l
-Es
u·
I
1r
1
_
_
1
_ .
po¹
weu.tmg u"an"'g"---1
i
L
:_--·- --
--
!.:out!_c! .il>tL:!'.
U"i!
-----
1
Ket:
Total produksi =
710
Unit
%Total claim
I
total pmduksi
=
0.,99 6
--
Proses
pengendalian
kualitas
terhadap
kcdua
jenis
claim
yang
ditemukan
di
jalnr
Body Welding
ini dilaktLlcan
dengan
menggunakan
metode
7 langkah
PDCA
dalac-n proses
Quality
Control
Circle (QCC).
|
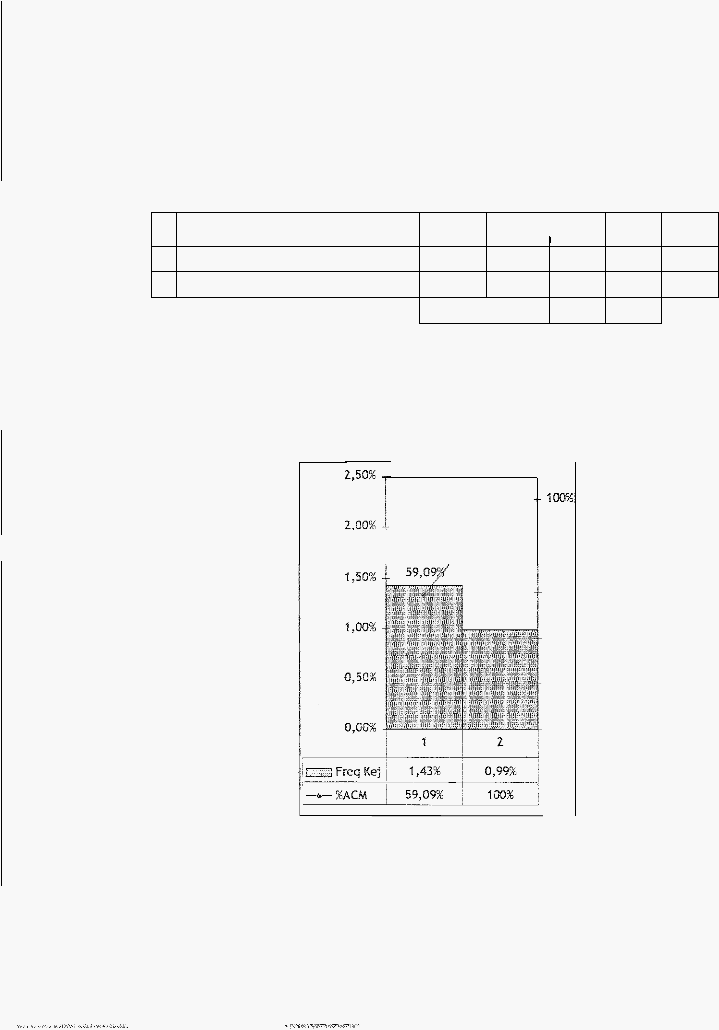 No.
·
Jenis
claim
Fr"''·"""
cmim
Total
Io/.
1
•
%
o/o
Acm.
"
c
'""'
l
Claim unit tipe
AUV
.
7
488
1,43%
59,09%
59,09%
2
Claim unit tipe
S-Series ass
plant
(ADM)
7
710
0,99%
40,91%
100%
l'ersentase Total
2,39%
1jl()%
45
5.2
IP'engolahan
d!am l.lerngai!R
7
langlkah
POCA
5.2.1
Mend!efinisilkarn MaSllllah Utama
Tabel
5.3
ru,gw,;,,..,
Dat.l Claim
j"l"r Body
Welding
AUV S-Series
lmhm
September 2003
'
ro
a
u
ks1'
Untuk
mengetalmi
mana
dari
kedua
jenis
claim ini
yang
merupakan
pennasalahan
utama
yang
teJjadi di
jalur
Body
Welding
AUV
S-Series
bulan
September
2003,
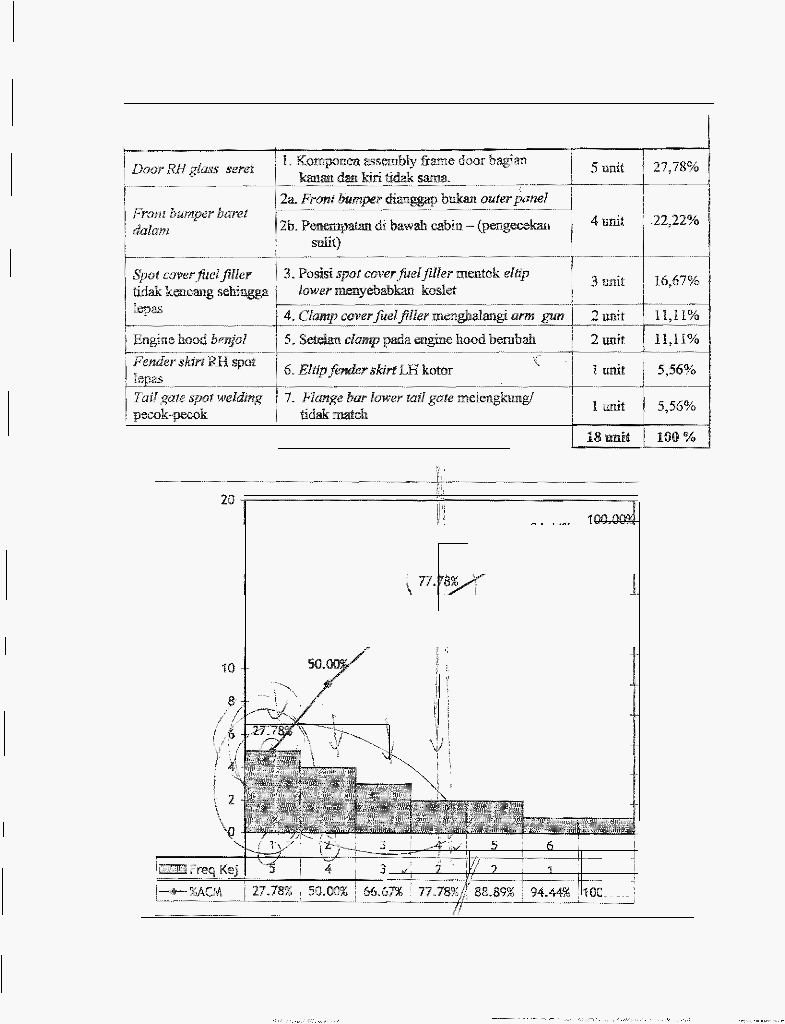
data digambarkan
dalam
bentuk Diagram Pareto.
80%
60%
40%
20%
0%
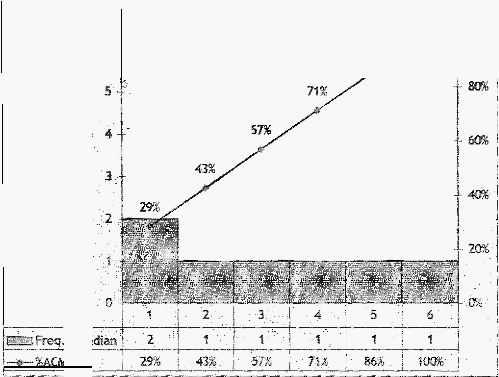
Gami!)ar 5.1 Di2grnm
Pareto Claim
unit
Body
Welding !mlan
September 2003
Dari
Gambar 5.1 terlihat
denganjelas bahwa
yang
menjadi masalah
utama
jalur
Body Welding
pada
bulan
September
2003
adalah
claim unit
tipe AUV.
|
|
46
Banyaknya
claim
yang
terjadi
ada!ah
sebesar 7
unit
dari total
produksi
488
unit,
(1,43%),
sedangkan
standar
ya,g
ditctapkan
perusahaan
untuk
claim
tipe
AtN
ada!ah sebesar
rY.
Karena besar
claim
tipe
Al;'V
berada
di
alas
batas
standar
yang·telah
ditetapkan
pemsahaan, maka masalal1
ini sebagai topik
pembahasan
peningkatan
lrna!itas
yang
di!alrnkan
oleh
tim QCC
ja!ur
Body
Welding
dengan
tujmm menca.-1
langkah
perbaikan
agar
standar
kualitas
untuk
claim AUV
tctap
teJjaga.
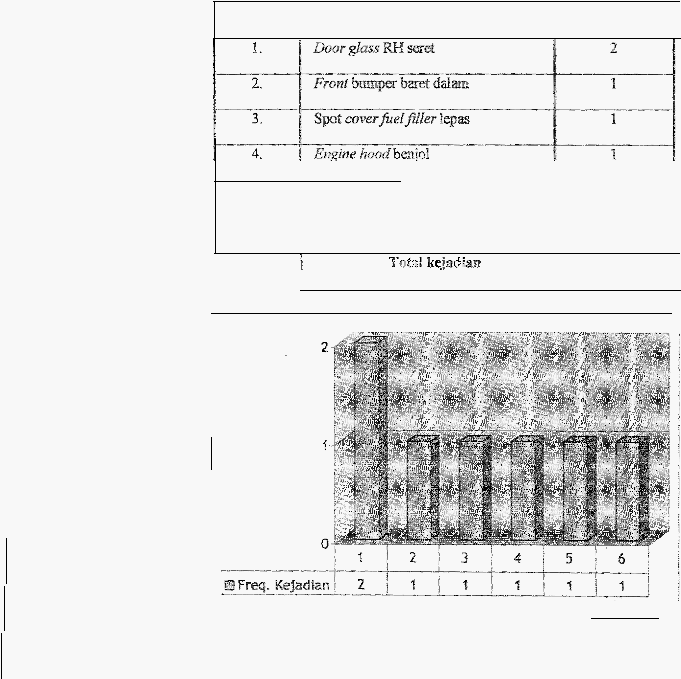
Spesifikasi
masaiah
claim
tipe
AUV sebesar 1,43
%
adlllah
sebagai
berikut:
J. Pemrosesan
kllca
pintu
bagian
ka.'1an
(RH)
tidak standar,
menyebabkan
kaca
seret
sebanyak
2
unit
2.
Kooponre
(part)
front
bumper
baret
dalam
masuk
ke
dalam
proses
produksi
di
jalur
Body
Welding
AUV-S
Series
dan barn
diketahui
kalau
komponen
tersehut
baret
dalam
(cacat)
pada
saat
komponen
diproses
pada
proses
di
jalur
Metal
Finish. Dari
total
produksi
488
unit
selama
September 2003,
ditemukar1
l
ooitcacat
3.
Hasil
spot coverjiteljiilerlepas sebanyak
l
unit
4.
Hasil
proses
engine hoodberJol
sebru:lyak
1
unit
5. Hasi!
spot
fender skirt RH/
clamp hardness
lepas sehanyak
1
unit
6.
Hasil
spot tail gate pecok-pecok sebanyak
1
unit
Ada
6
spesiftkasi
masalah
dengan
total
kejadian
seb!k'lyak
7
unit
yang
menyebabkan
timbulnya
claim
tipe
AUV
sebesar
1,43%.
Ringkasan
spesifikasi
masalah
claim tipe Al:JV sebesar
1,43
%
selmna
bulan
September 2GQ3
di
jalur
|
 47
Body
Welding
AUV
S-Series daj;;at dililiat
pada
label dan diagram Histogram
berik'1J.t
ini.
T"be!5.4 Spesifibsi
ClOiim tipe
AUV
jalll!T Body
Welding !:Julian September
2003
No.
claim
Claimlkm
Total
unit/
claim
5.
Spot fender skirt RHc;c,·;-!ep.as- --- --
r----1
--
!
6
-
.
tSpot weldi1<g tail gate perok-pecok·--t----:-1--- ·-·
I
.
1
Gam
bar
5.2
Dia:grnm Histogram Spesifikasi
Claim
tipe
AUV jalur
Body
Weldiltg bulan September
2003
|
 48
-------- -_,------------- - -·--·--------- ------ ,
.
7
I
100',0
I
100%'
86%
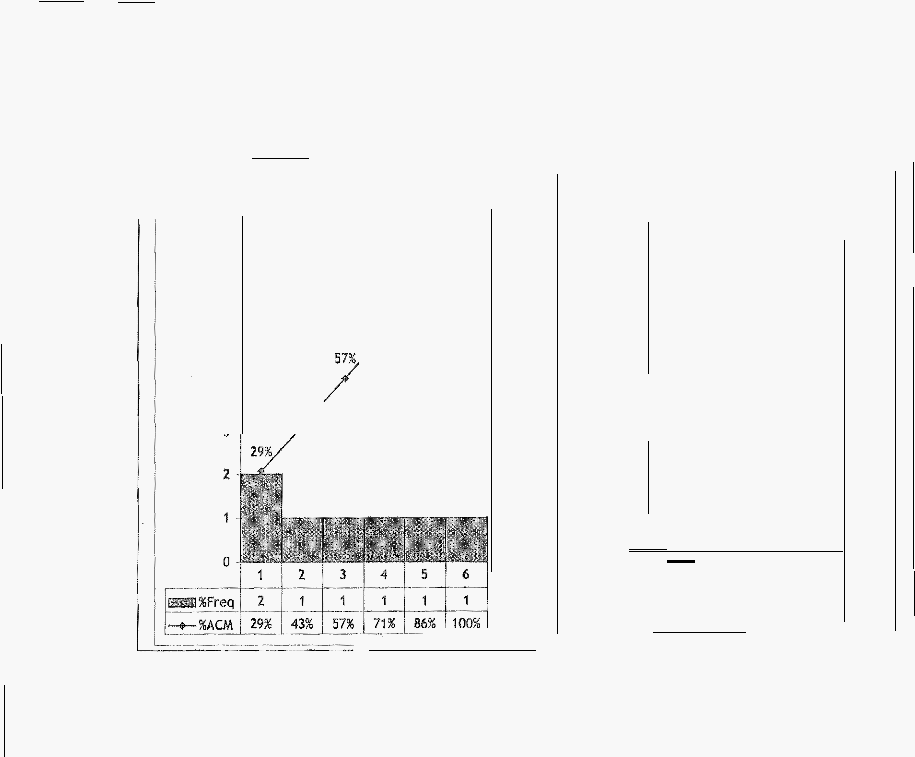
Gambar 5.3
Dll!.grnm Pareto
Spesifikasi Claim
tllle AUV ja!ur
Body
Welding
Loss
cost
yang
terjadi akibat
rework
w1il
claim
AUV
dapat
dilihat
pada
Tabel
5.5
dengan
asumsi
perhinmgan biaya
tenaga
kerja
per
jam
adala..'l sebagai
berila1t:
Asumsi
•
Jam kerja per hari
=
8
jam
*
Hari
Kerja per rninggu
=
5
hari
*
l
bulan
=
4
minggu
*
Gaji operator
pabrikl bulan=
Rp
LOOO.OOO,OO
*
Asumsi
perllittmga<l Biaya Tenaga Kerja/
iam
=
.
Rp_ ._()OO
OOO,OQ.
=
Rp 6.250,00
J
8*5*4
|
 clamp
1
I
-------
------- ---
-- --
--- -- -
'
'
Tabel5.5 Rillcian Biaya Rework Ullit Claim Jalur Boily Welding
AVV
S-Series
.
-·
'Vkt
K
-
er,jn/Freq
Tenaga
No
Iten1 Cloim
Freq
--·-·-,;----
Binyn TK/jam
----- ---- -. --..--
Wkt
Kerjnl
Satunn
Ker,i
Ketemngan
j
Blaya
.Jumlalt
J.km;.ru:fgt;;;7eic>t
I
2
.;:;;;;:;-;!
1
Rp
6.250,00
1
Rp
_
'"' !
_
2
Front bumper
baret dalam
-----·---- ---..-
------------
L
·-----
]
45
menit
Rp
6.250,00
--
j
Rp
• , Rp ', 4.687,50
3
Spot cove,•jilelfiller lepas
1
me:_t --- ---
-
-- 25
,-------
\
.R ---------
p
_
- .6
: .6
-.6
-
----r------
--t--
------
-- ..,----
----------- ------
·--·--0----------
_R
4
l
180
manit
2
Rp
6.250,00
-
1
Rp
Rp
37.500,00
--------- ----
1
--------L
-----------
--------
----
1
45
1
menit
2
Rp
6.250,00
-
I
Rp
-
I Rp
9.375,00
------------· --------
------
I
-----------
-------·.----
I
Spvl
welding tail gate
1
'
6
I
995
1
menit
1
Rp
6.250,00 Ganti
baru sub ass
I Rp 300,000,0
Rp
403.645,83
pecok-pecok
I
-
Tot•I frekuensi
-
l<ejadian
7
-
Total Loss
Cost
Rp
460.416,6
-
-
--
7
-1
L-.----------------------------l--- -- -- --------------------------------
|
 I
50
o%
r----------·-------·------
1 i!lil
Door
RH glass seret
I
ll!ilFront bumper baret
dalam
!
I
0Cover fuel
filter spot
lepas
I
1 0Engine hood benjot
I
l
flili Fender skit RH spoU damp hardn!!'Ss tepas
L
ltil
-
!Ta
--
i
l
gat
-
e
- -
s
p
-
o
-
t
w
--
e
ldi
----
n
g
pe
-
co
-
-
k
-
-p
-
-
ec
-
o
--- ·--
k
1
r
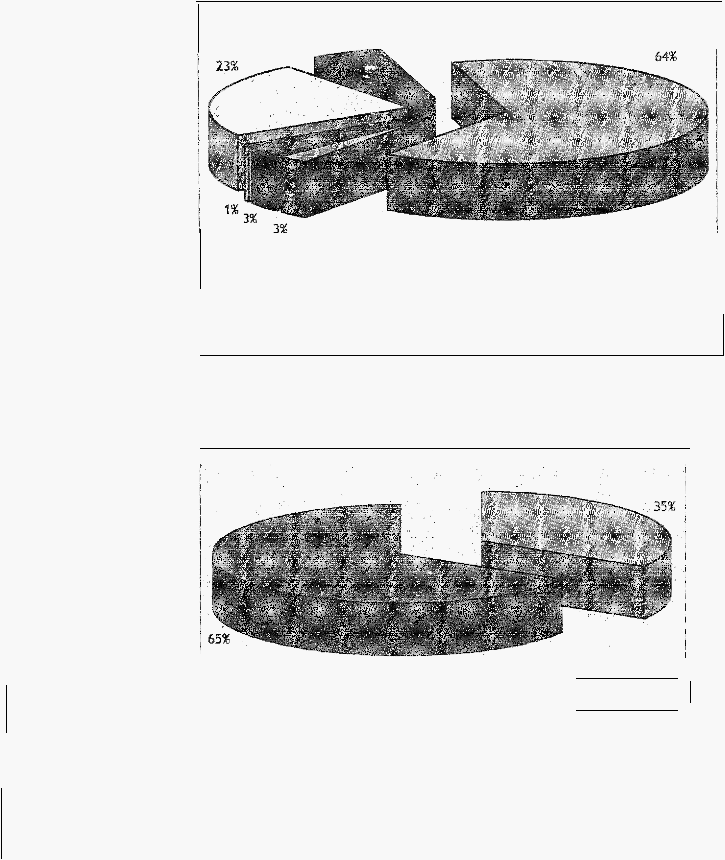
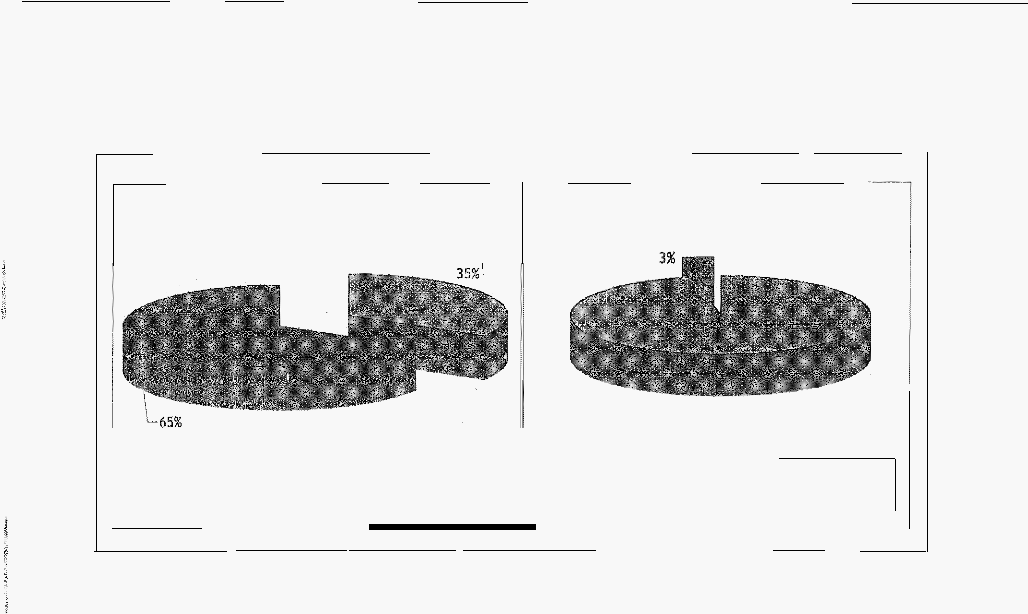
Gambar 5.4
Pie
Chart Biaya
Tenaga Kerja
Rework Unit
Claim tipe
AUV
jalur Body Welding AUV S-Series bulail
September
2003
·
Ill Tenaoa
Kerja
ill!
Biaya-LainnY."_j
----
--·-- ---
-
------------------------j
Gambar 5.5 P!.e Chart
Perbandi!ig'm Biaya
Tenaga Kel!ja dmgan
Biaya
Lailmya untukRework
Unit Claim tipe
AUV Jalur Body
Welding AlJV
S
Series
bularn September
2003
|
|
5t
5.2.2
ldentifikasi
penyebab
masalab
Tim
mengunakan
metode
brainstorming
unttL\(
mengidentifrkasikan
penyebab
dari
setiap spesiilft'aSi
claim.
Ruang linglrup pembahasan
terllagi
menjadi
5
segi,
yaitu:Man,
Material, Machine, Method
dan
Environment.
Saat
proses
brainstonning,
setiap anggota tim
berhak untuk
mengajukan
sebuah
ide
mengenai
faktor-fak:tor
yang
mungltin menyebabkan
masalah
tajadi
setiap sam kali
putaran
dan
anggota
lainnya tidak
diizinkan
untnk memberi kritik
terhadap ide
yang
disampaikan
walaupun menurut
mereka ide
tersebut
tidak
memiliki hubnngan
sebab
akibat
terhadap
masalah,
semua
ide
tersebut
kemudian
ditam;mng.
Setelah semua
ide
:fuktor
penya'Jab
dikernukakan,
ide-ide
tersebut
kemudian
digambarkan
dalam
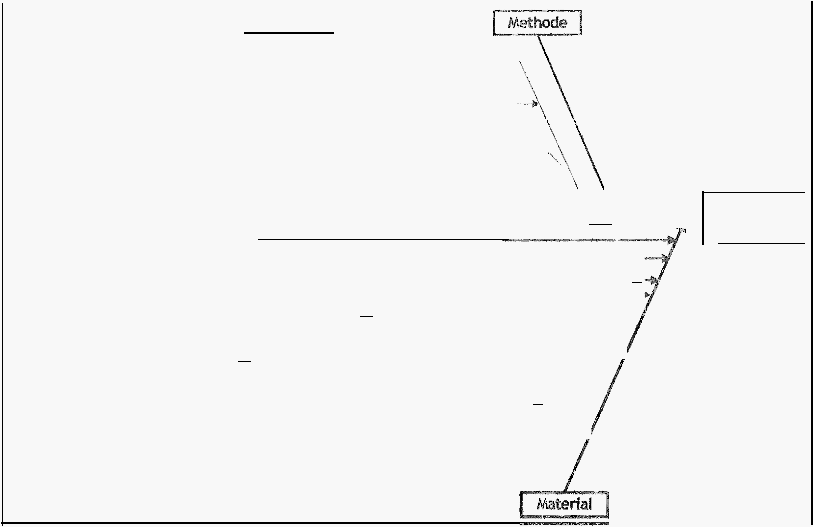
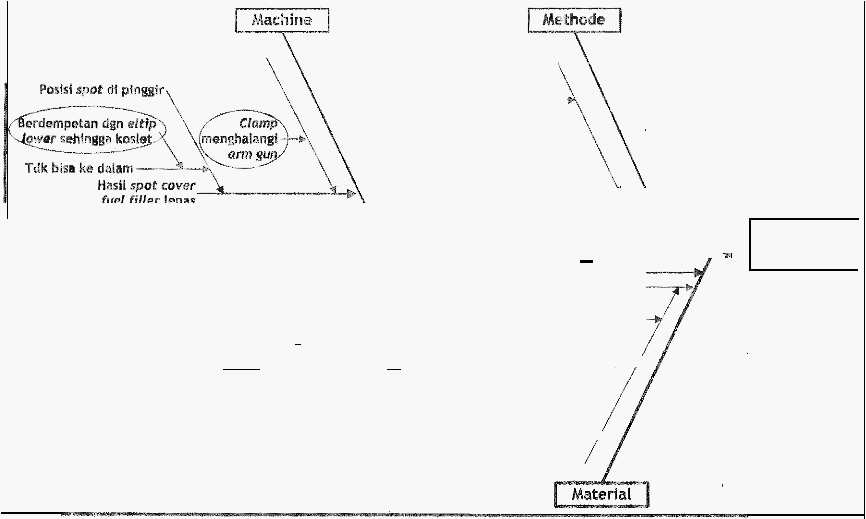
Diagram Sebab Akibat.
Dalam
diagram
ini terlihat
dengan
jeias
talmpan sebab
akibat
claim
AUV bcllau
September
2003
di
jalur
Body
Weldtng_AUV
S-Series
melebihi
staudar. Lihat Gambar 5.6
Hasil
brainstorming rnengidentif!kasikau
ada
12
filktor penyebab
dari
6
spesi:fikasi masalal¹ claim yang
dibillas. Ringkasan hasil
dapat dillihat
pada
Tabel
5.6
|
 7
uslist;fk
I
h.et
lan
jl
I
-I>
j
N
-
-- --
--
---
--- -
'*'
-""''""-·
-
""""
""""
'"""""''"
---
"'""""'--""'
'""''"""-"" """""' -..
"'
'
[
Machln:!J
Paool side cargo ><recess
Tdk ada pengecekan ell
fu
l.
f:l/er renggan.!1. .
\\
bag!. Jn o
g:.art
i'osfsi spot di pin!l!llr\
.··.
-··,
.
..
\
..
..
;t51an.<tgap bukan '\.
1
"
-outer panel .../
(
sG;:dempetan
dgn
el.tip
l
\ · ..
.·· ..
Claiiip•.) \\
P
t
gec ka uli.t
'l
r!ll>hinwa kosiE> \
.,,menghalangf· -1'
·/. ··••
·-- ·.·.,"- \
·-:--· - • ...
\
'·. arm
gury/
(
Penempatan,
di -....
Tdk btsa ke dalam
--
:<t
·
·
·
.
\
_!)awancablg....,..,
.
Hasll spat
cover
\
Front
/:JUinPiir
baret
fuel
filler
lepas
··--
-
>'
dalam terproses •
-
I
Claim
AlN
-·
-
.
_.JL
---:::I'+!mele;;;:;,istanda
Spot welding tail
gate pecok·pecok
/
Hasl!spot
fender_
-..,-
.
Ada ap :tar
_
...
//
:
lf"t H-I as
na;JA!'h:J.
-- --
(1,4%)
,.....-®-
b
a
lowe!(
;
II
I
'mlimgotorl eitlp/
r-w
1
•
I
-
Ada
perubahan saat
I
r
tar/
ga
d!! }'
)1'
ft::aplsan gatvanfs\
1
I
benjor:Door
slass
RH seret- ..--........
>.
('Ad•
gram!.
)
I
'
'·A..i
c/a·mp-.'>
/proses
handvlce
sebelum ""
"
kotoran
-'
1 1
I
1\ •
..,.
1
b
f
•
... ··
-
·
·
..
·
.
I
l
I
'
...... --
berkurang
I
'..
-
be
.®..
u
..
b
h....
7
Ass
frame
doo
a
r
s
ra
_
z
ng /
,
/Fiangebar/owerj
!
/
Guntry, ·)--/_./"··.--·-- ....
........k.
l!_gl!lJ..(BL·)77
/
\
melengkun.g.
1
)
I
\ce>mmO/liJ!!l/
1
(
BencJmg.
part)·_,.
>Iss frame
door
R.tl.
!)
j
I
•
(tdk
match)
·/
1
'··
berubah,...
(
•.:lan LH tdk sam11/ ·
(
1
Barl w'rm arik/
Aills listrik/
Terdorong
c/arrp
I
(
td!(- t
diij;//
tai/ gate
tdk konstan
saa
t
proses
Ada
o
,.
ap
pane( door
1
J
ooter
><
ass.jrame door
Flange inner ><
outer
semp!t
Gam bar 5.6 Diagram
Identifikasi Sebab
Aklbat
Claim AUV Mclebihi
Standar
v.
|
 53
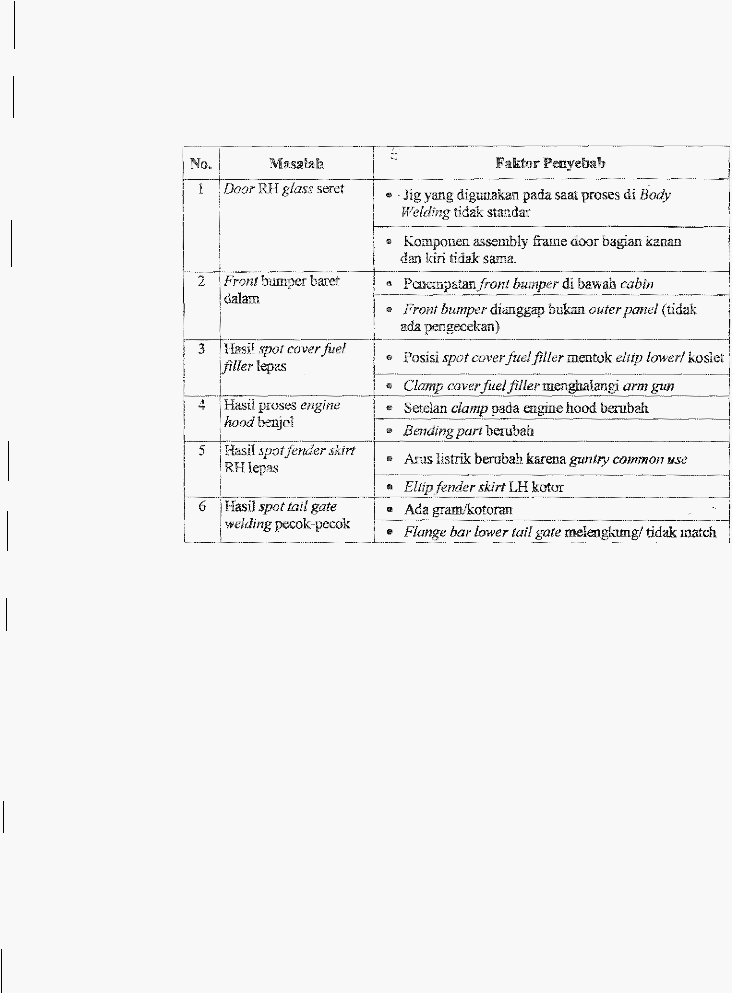
Tabel 5.6
Faktor Penyebab Ml!Sala!A
Claim
AUV
jaluur Body
Wdtlillg
AUV
S
Series
bulan September
2003 Melebihl S ndar
Analisis
timbulnya
faktor
penyebab adaall
!
sebagai
berikut:
1.
Door glass RH
(bagian
kffilan) seret
Masalah
timbul sebanyak
2
kali.
Kaca pintu
RH: seret
karena
jarak
antara
inner flange
dengan ouler
door sempit
(tidak
standar).
Jarak yang sempit
ini
diakibatkan
karena
te.jadinya perubahan
pada saat proses
handvice
sebelum
las brazing,
sehingga menyebabkan timbul
gap Uarak) anta:ra outer panel
door
dengan
assembly frame door k&rena
komponen
assembling
frame
door
mastL
ke da!am (BL-}; seharusnya sejajar.
Ada
du.a kemungkinan
penyet."lab mengapa
|
 54
komponenframe door CKD (Complete Knock Down) yang diimpor
langsung
dari Jepang ini lid<L\ standar.
a
Jig yarrg digunakan pada sa:lt proses di Body
Welding tidak standar
b. lJkm:an
kornponeo
assembly
frame
door
bagian kar'an
dan
kiri
tidak
sama.
2.
FronJ bumper
(part)
baret dalam
Ada dua hal yazrg menyebabkan masalal:!
teljadi,
yaitu:
a. Proses
pengecekanfronl
bumper
sulit
ka:renafront
bumper
ditempatkan
di bawah
cabin.
b. Tidak
adanya
peogecekan
di bagian
urcomfng
Part
karena posisi
peletakan komponenfront
bumper
dianggap bukart outer
panel
sellingga
pengecekan
tidak
dilalmkan
ka:rena
komponen
dianggap
bukan
meruj:lakan bagian y
.ng penting.
3.
Hasil
spot
cover fuel filler
lepas
Ada dua kemungkinan
penyebab, yaitu:
a.
Hasil
spot
cover
fitel
filler
lepas
kan:na
spot
dila!.:ukan
di
posisi
tepi
(pinggir) dari
cover
foe!
filler
karena
letak cover
foe!
filler
berdempetan
dengan
elttp
lower
sel1ingga
proses
spot
sulit
dilalmkan dan
ini
menyebabkan teJjadi koslet
b.
Renggangnya jarak
antara
panel
side cargo
dengan
recess
fuel filler
menyebabkan
clamp
menghalangi
arm
gunlly
sehingga
basil
spot
tidak
kencang.
|
|
55
4. Engine
hoodbenjol
Timbui benjo! pada
engine hood setelah proses
selesai karena clamp
yang
digunakar1 saat
proses
rne11yebabbm
RJF
bagian dalam (inner)
mendorong
engine
hood. Mengapa clamp
bisa rnendorong
R/F!Ada
dua faktor penyeba!J
yar1g mungkin,
yaitu:
a.
Setelan clamp
berubah saat proses
berlangsung
b. Bending part berubah.
5.
Hasil
spot fender skirt RH
lepas
Teridentifik:asikan dua kemungkinan
penyebah, yaitu:
a. Arus listrik
dari alat bantu arm
g
miry
tidak konstan
karena
guntry
common
use
(satu g:,.m/ry
digunaka.'l
nntuk
berbagai
spesifikasi
pekerjaan, tidak han.ya tmtuk proses
spot fender
skirt).
b.
Arusjistrik
g:.
.mtry
berkunmg
karena
galvanis
yang me!apisifender
skirt
mengotori eltip, sehingga menyebahka11 basil spot !idak kencang.
6. Hasil
spot tail gate
pecok-pecok
Timbuinya
pecok pada tail gate
karena
adanya gap
antara tail
gate
dengan bar
lower
yaiJg
menyebabkan tail
gate
tertarik
oleh
bar
lower
pada
saat
proses
spot berlangsung. Ada dua
kemungk"inan penyebab timbulnya
gap
ini, yaitu:
a
Ada gram/kotoran
b.
Flange bar lower tail gate melengkueg/
tidak 1natch
|
 56
5.1.3
ldentifil<
si penyeba!J domirum ;bn akllr
penyebab
Semua
faktor peayebab
ya."lg
teridentifikasi
pada
proses
brainstroming
kemudian
diujicobakan. Ada
dua
tujrnw
dari
proses
ujicoba
faktor
penyebab,
yaitu:
I.
Untuk
mengidentifikasi
kembali
apakah
semua
faktor
penyebab
hllsil
bramstmming tersebut
memiliki hubangan sebab akibat
dengan
masalah.
2.
Untuk mengidentifikasikan fuktor penyebab dominan
yang
menjadi
akar
penyebab
dari
masalah.
Hal
ini
ditentukan
dengan
membandingkan
besar
frek-ueni
kejadian
dari
setiap
faktor
penyebab
yang
diujicoba
Proses
tciicoba
faktor penyebab dil<Ll<ukan
dengan melakukan pengecekan
atau
pengan:-,atan la."lgsung
di
tempat
kejadia."l.
Proses
dilalrukan
dengan
mengambi! umlah unit
sau;pel
secara
acak
sebanyak
10
unit
pada
hari
tertentu.
Alat
bantu dari
7
QC
Tools
yang
digunakan
adalah
CheckSheet
yano;
berfungsi
untuk
mendokumentasikan
besa'llya
frekuensi
k"jadian
dati
setiap fuktoT
penyebab
yang
diujicoba. Berikut
ringkasan ujicoba
fuktor
penyebab:
1. Ada
dua
kemungkinan penyebab
kaea
pintu (door
glass) RH seret,
yaitu:
a
Jig yang
digunakan
pada
saat
proses
di
Body Welding
tidak
standaT
Setelah
dilakukan
pengecekan
ternym:a
jig
yang
digunakan
standar
secara
akurasi,
berarti
fuktor
penyebah
ini
tidak
benar.
b.
Kompouen
assembly frame door
bagian kanan
dan
kiti
tidak sama.
Tanggal
Pengujian:
21
Oktober
2003
Area Pengujian
;
Final Inspection!Delivery
Metode
Pengujia.'1 : Dengan
menaik-turut'kaca pintu
secara
manual.
Peru.mggungjawah:
Dadang, Jaka
W.
|
 57
Tabel5.7 Hasii
Uji
Penyellab Kaca
Pi!lru
Serret
N
J.frame
No.
Body
l
LA
11488!
2
LA
114882
OK
3
LA
114883
I
l
4
LA
114884
!
OK
I
5
LA
ll4885
Sen t
6
LA
114886
Sem
7
LAI
8
LA
1
9
LA
ll4889
10
LA
114890
OK
Dari pengujian yang
dilakukan
terlllldap
10
urJt
sampel
yang
diambil
secara
acak,
didapat
5
unit
kaca
pintu
seret
akibat
komponen
assembly
frame
door
tidal< standar.
2.
Penyebab
masalah lo!osnya komponen
(part}
front bumper
baret
dalam,
yaitn:
a) Penempatanfront bumper di
bawah cabin
meeyebahkan part
sulit
diamati
secaravisuaL
b) Part
dillnggap
bukan
outer
panel
sehingga.
tidak
ada pengecekan di
bagi< <'l
Incoming Part.
Tanggal
Ujicoba : 21
Oktoher
2003
Area Ujicoba
:
Metal
Finish
-
tempat
pengecekan unit
jadi secara
menyeluruh sebelum
diproses
pada
jalur
berikutnya
Metode
Ujiwba
Mengelua:rkan
bumper
Penangg.;_.'lgjawah : Sutisna,
Imam, Sayoko
bawah
cabin
untuk
atautidak.
|
 t
58
Tabei
5.8 Hasil Uji Jl>niyebllb
Front .Bumper
Baret
Dal!llm
No•.frame
I
No.
Body
Hasil
l
1
LA 114974
.Renjol bintik
---2----r LA 114975
j
OK
----
----;:;-!-- ---
-
4
,
LA 114977
I
OK
-s- LA1149781- - --
oK: -- --
-6- -1LA H4979+----
0K-
--
!
--7
!
LA 114980
-
Bardalam
8
j
LA 114.98fi
Bar(;tdaJ.am-
--9---j
LA
i
l49Srt-
.
OK
.
.
10
I
L:'\
ll49831--·----0K---·--
'
Dati pengujian
yang
di!akukan
terhadap
10
unit
sampel
yang diambil
secara
acak,
ditemukan
2
unit
yang
cacat
baret
dalam,
1
unit
cacat
benjol
bintik, dan 1
unit
cacal
baret dalam dan benjo!bbtik
3. Penyebab
masalat basil
spot
cover
fUel filler
lepas.
a. Posisi
spot
tidak
Si.lm.dar
(di tepi/
pinggir)
karena
cover
foe!
filler
berdempei.lm dengan
eltf p lower.
Tanggal Ujicoba
:
2!Oktcber2003
Area
Ujieoba : Body
Welding
Metode
Ujieoba
:
Dengan
chessel
test,
yairu
rnetode
pengetesan
untuk
mendeteksi
seberapa
ku.at
basil
spot
welding
dengan
c:ara memulrul bagian antar spot
dengan
pala
Perumggungjawab :
Joko,
Bronro Eko R
|
 No.fl'ame
Hs;sil
1
OK
2
NG
1
3
-·--
OK
59
Covu
Pmyebab Lepasnya Hasil
Spot kareru11
Posisi
Spot
Ben:iempetan
dengan
Eltip
Lowf!l!'
4
OK
'
5
OK
:
6
NG
7
OK
8
NG
9
:
OK
lO
'
OK
yang dilak-ukarl
terhadap 10
unit sampel
yang
dia.--nbil
secara acak, didapat 3 unit
spot
cover foe/filler lepas karena posisi
spot
berada
di tepi (pinggir).
b.
Clamp
cuverfuelfillermeng)1ailmgi arm
gun
Tanggal Cjiooba
:
20 Oktober 2003
Area Ujicoba
:
Body Welding
Metode Ujicoba
:
Melak-ukan
proses
spor
denga.tJ.
kondisi
clamp cover
Jitelfiiler rnenghalangi
an11
gun.
Penanggungjawab: Dadang. Sujokn. Sutisna, Joko P, Eko P
Dari
pengujian
yang
d.ilakukan
terhadap
lO
unit
sampel
yang
diarnbil
secara
acak,
didapat
2
unit
hasil
spot cover fuel
filler
lepas
akibat
posisi
damp cover foe!
filler
menghaiJmgi
ann
gun
yang
digunakan saa!
proses spot.
|
 60
Tabel 5.10
H:
si!
Uji Pell!yebab Lepasnya
Hasii
Spot
Cover
Fuel
Filler
A!dbatTerl.uul!mgArm Gun
No.
frame
No.Body
Hasii
l
LA 114958
OK
2
LA 1
3
LA 1
LA I
6
LA
1
7
LA ll4964
,
I
8
LA
114%5..
OK.-
t--··-;9 -·-'-..._Lo-A=_ll4966
-L---:::Oc;:Kc-·-
j
lO
LA
114%7
I
OK
4
Dua
penyebab timbulnya benjol pada engine hood,:
a
Bending part berubah
Bending part berubah merupak!m filktor
penyebab ekstemal
(bending
part
milik supplier).
Karena faktor
irri
merupakan
faktor
penyebab
eksternal,
maka
pihak
perusal1aan
hmya
dapat
mengajuk:an kritik
ke
supplier
sebagai
tindak
Ianjut.
b.
Setelan clamp pada engine hood
berubah
Tanggal Ljicoba : 22
Oktober 2003
Area Ljicoba : Body Welding
Metode Ujicoba : Melakukan pengecekan
basil proses clamp
Penanggangjawab : Joko P. Sujoko,
Dadang
|
 4
I
LA 114983
OK
'
61
Ta!Jel
5.11
Hasil
Uji
Fa!dor Penye!Jall
Etzgine Hood
Bmjol
No. Frame
No.
Body
Hasil
1
LA 114980
OK
2
LA 114981
OK
I
3
'
LA 114982
henjol
I
NG
r
i
I
5
LA
!14984
OK
i
6
LA 114985
bellljol
I
NG
7
LA 114986
OK
I
8
LA
114987
l
OK
9
LA
114988
OK
10
I
LA
114989
OK
Dari pe2gujia.'1
yang
dilak:ukan terhadap
10
unit sampel
yang
diambi1
secara acak,
didapat 2
unit
engine
hood
yang
benjol
akibat setelan
clamp
pada
engine hood
berubah.
5.
Ada dua
kemungkiuan penyebab
lepasnya hasil
spot fender skirt RH,
yaitu:
a.
Arus listrik
berubah
karena
arm gunt1y common use
Setelah
diperiksa,
ternyata
faktor
ini
tidak
berhubungan.
Besar
Ampere
arus
listrik
trafo
yang
digunakan
sudah
sesuai
standar,
lagipu1a
arus
listrik
pada
trafo
tidak
boleh
naik/turun
(hams
konstan)
karena
akau
berpengarub
terhadap
kese1uru.l)an
proses
yang
menggunakan tenaga
listrik.
b.
Eltip fender
skirt LH
koror
karena
lapisan
galvanis.
Tanggal
Pengujian:
24
Oktober
2003
Area
Pengujia."1 :
Body Welding
Merode
Penguian
: Melakukan
proses
berulang
kali dengan
arm
guntry
yang
sama.
'
;, -;-;;o ,-,-;-,
,,-
|
 62
!'enanggungjawab : Dadang,
Joko P, Eko B
Dari
pengujian yang
dilakukau
terhadap
10
unit
sampel
yang
diambil secam
acak,
ditemuk:m
1
unit
basil spot
fender skirt
!epe£ karena
kotornya
eltip
yang digunakan proses
spot.
Tab15.12 Hasil Uji
Lep!!snya Spat
Fender Skirt
l
No.
.frame
I
G;;.n
tty
conmwn use
Elti:p kotor
l
OK
OK
2
I
OK
OK
I
3
:
OK
OK
'
4
OK
i
OK
5
OK
OK
6
OK
'
OK
7
OK
OK
'
g
OK
OK
9
OK
!
OK
10
OK
Lepas
••
6. Ada dua penyebab hasil
spot
tail
gate
perok-pecok, yaitu:
a
Ada gra'n/kotonm
Setclah
diperiksa
temyata
a!au
tidak
adanya
gram!
kotonm
tidak
membuat
hasi!
spot
jadi
pecok-pecok,
ha.'lya
menyebabkan
timbulnya
bintik-bi:ltik
keci!.
Karena
basil
c:jicoba
membuktikan
bahwa
fuktor
ada
gram!
kotoran
tidak
menyebabkan
hasil
spot tail
gate
perok-pecok (tidak
memiiiki
hubtiDgan sebab akibat}, maka factor penyebab ini
dibuang.
b.
Flange
bar
lower
tail gale
melengkung/ tidak
match
Tanggal
Pengujia'l: 20
Oktober 2003
Area Pengujian
:
Body
Welding
|
|
|
 I
I
--1,
I
63
Metode
?engajian:
dengan
membandingkan
antara
flange
bar
lower
tail
gate
yang standar
dengan
flange
bar
lower
tail
gate
yang
melengkung
Penanggungjawab: Jaka, Joko, Dadang
T!!bel5.i3 Hasil Uji .Pmyebab Hasil
Sp<t
TaJJ
Gate
Pecok-poc'Ok
1
No. Frmne
j No.
Body
I
I
l
LA
Il49391
lu,-us/
OK,
tdk ada
gmm
OK
---rc----
2
j
LA Il4940
i
ln..rusi OK,
tdk
ada
gram
OK
'
I
3
i
LA 114941 r
-lums/OK,
ada
gr<L"ll
TAdallelljol
keeil-kecil!
t
-4
.
ll494211UrusJ
OK,
tdk ada
gmm
I
OK
5
t
LA
1149431
lurus/
OK,
tdkadagram
OK
l
-
1
I
.
:--
--
--1
6
LA I14944
rnelengk'lliig lNG
1
Pocok-pecok
7--k-LA04945: !urns/
OK,
tdkadagliim +------OK
_
t
1
I
•
i
[_8
_rA1!4946ti_ lurus!OK tdk i!da gram
-tTl--_
OK
j
9
lLA
H4947
1
hrrus.' OK,
tdk
ada
gmm
OK
J
r1o
-
LA
1149481lurus/
oK.
tdkadit
gffim ---
OK--
I
---- ------ --------·---------4--------------
Dari
pengujian
yang
dilakukan terhadap
IO
unit
sample
y&'tg
diarnbil
secara
acak, didapat
J unit
hasil spot
tail
gate
pecok-pecok
karena
bar
lower melengkurrg.
Berikut
adaiah
ringkasan dari
hasil
ujicoba
faktor
penyebab
yan.g
dilakukan
terhadap
10
unit
sa1npeL
Faktor
penyebab
yang
tidak
teljadi
saat
ujicoba,
dibnang.
Hasil
ujicoba
diprioritaskau
berdasarkan
besamya frekuensi
kejadian
untuk
menentuka,'1. faktor
domim!H yang
mecijadi akarpenyebab
masalah.
|
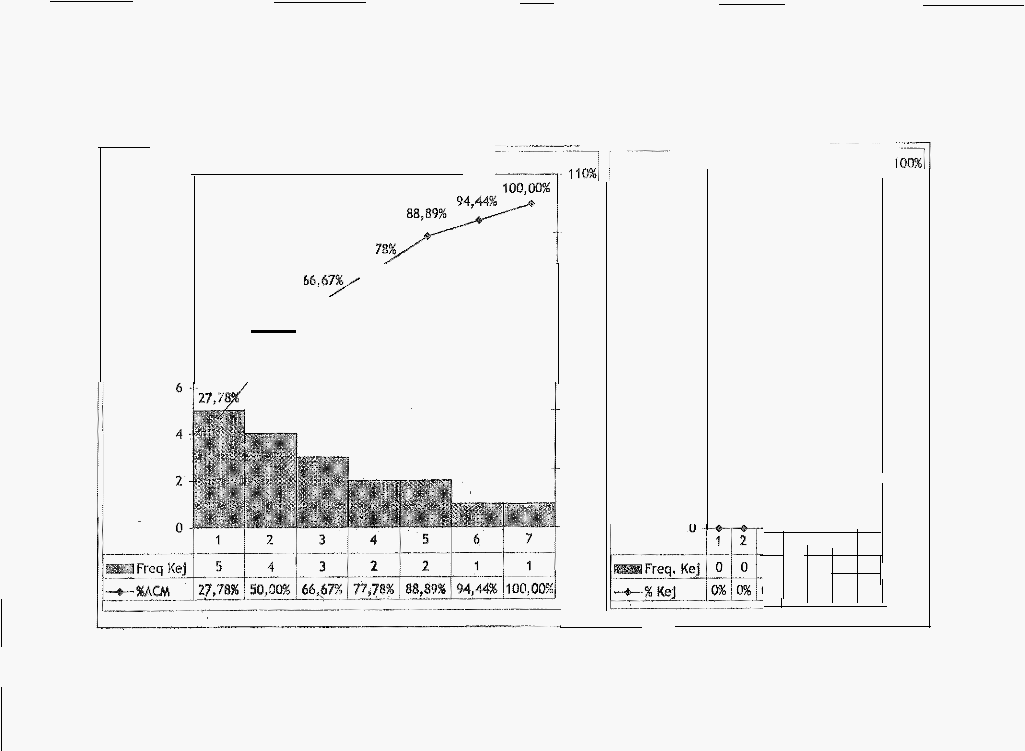
 64
Tabel 5.14 llingkzs!hn Jii mil Ujicoba f'aktor
Penyebab
Claim
AUV
I
J'relmensi
I
%
•mit I
Faktor
Penyehalll
I
Kejadian
I
kejadian
Total
Kejadian
20
110%
I
I_
18
100%
I
16
90%
I·
14
80%
n
70%
60%
10
50%
40%
30%
20%
10%
0%
1
1
100.00%
Gamblllr 5.7
Diagram Pareto Hasil
'Gjicoba
Faktor
Penyebab
Claim
AtTV
|
 "
r----------"""""'·---"'..,..,;o"'""""-"""-"'"'"'""""""""'"""
·'"""""'""=-"" """"' ,., ""'
'"""'""""''- "
.
_,
Panel sid:
cargo
>< recess
fuel
filler renggang
Spot
welding toil
5
". t RH lepas
1
-===-- --
proses
:
-
-
-----·--·- --- -..
·
------- r
gate
spot fender_
r
engine hood
---··-·---
Ada
gap antara
benjotfvoor
glass
RH
serct-
tall
gate
dgn-
-
Ada perubahan
saat
bar
lower
·
.
proses
handvice sebelum-
;1
I
-----.,
_.----
s
•.
·
Ass
rome
las
brazing
Capisan
galvanl
-------
door
..
|
 meleng
)
_..
_berubah
--------
/
'---.1_ na 1
--- --
me doo® fi'
R® fi'
'
•.dan
LH tdk
sam11..-·/
I
·
Bar
lower menarik /
Arus
llstrik
/
Terdorong clamp
A;;;;
or
I
tail
gate
berkurang
saat proses
g
spfrnmn door
1
outer
>< as
.
Flange
inn<1r ><
outer
sempit
Gambar
5.8 Diagram Sebab
Akibat
Hasil Ujicoba Pcnyebab Claim AUV Melebibi Standar
0\
'-'
|
|
66
Dari
Gainbar 5.7
diatas
teriihat
dengan
jelas
bahwa
yang rnenjadi
faktor
penyebah
domimm yang
juga
merupakan
akar
penyehab
dari
masa!ah claim AUV
melebihi
standar adalah faktor penyebab no.l
,
yaitu
assemnty frame door
bagian
kanan da11kiri tidak sama
(!idak
sejajar) dengan jumlah frekuensi kejadian sebesar
5
unit dengan persentase 27,78%.
Dari
Diagram
Fish Bone
berikut
dapa! dilihat
hubtmgan
sebab
akibat
IF.asalah dengan
penyebab
Lihat
Gambar
5.8
5.2.4
Memimat Renc:m.a Perbaikan
Rencana
perbaikan
dibuat
dengan
proses
brainstomting.
Dala.'11
perencanaru"l
p<.,maikan
ada
beberapa hal yang dibahas!ditentu.l<;an,
yaitu:
!.
Apa rnasalah/
:fuktor penyebah
yang
dibahas'>
2.
Mengapa rencana pemaikan
harus
dibuat?
3.
Bagaimana pelaksanaan perbaikan bedangsu<1g?
4.
Kapan
mrget wa.1,.1:u
pelaksanaan perbaikan?
5.
Berapa besar trrget
yang ingin dicapai?
6. Siapa yang bertanga.'lgjawab (PIC
-Person in Charge)terbadap
pelaksanaan
setiap rencana
pe::baikan
tersebut?
7. Di area mana rencana dilaksanakan?
8.
Berapa
anggaran
biaya
yang dikeluarkan
untuk
menjalankan
peroaikan
tersebut'!
Dalam
menentukan
besar
target
keherhasilan
rencana
perba:ikan
yang
diinginkal1 adalab
berdasarkan
ha
il
keputusan
bersama
antrra
para anggota tim
QCC
yang
membahas
rna.5alab
in.i.
Ditentukan
dengan
earn
mengurangi
hesar
claim
yang
terjad.i
(1,43%)
dengan
besa:r standar perusahaan
untuk
claim
AUV
|
|
67
(!%)dan
mem!Jaginya den5a11 besar
claim
(1,43%).
Perhitungan ada!ah sebagai
bcti1:ut
•
Besar target yang ingin dicapai
=
1,43%-1%
1,43%
Ringkasan
hasil brair,stroming
untuk rencana perbaikan claim AlJV dapat
dilihat pada
Tabe!5.15.
|
 1
-t
I
I
I
1
'
A
'
Tapel5.15 ReJ!_ IIIlll_ t:bail<anClaim AUV!Il_l!i
Body Weldil!g
bulanJ:l teml:>er 2003
_
_
_
-r _
rl'
Masalah
!No.I
Faktor
Penyebab
J:
Mengapa harus
ditanggulan
Cara. penan!lfjula_ngan
TTarget
PIC[-Area
j
i
I
Assembly
frame door
Agar
assembly
frame door
baglan
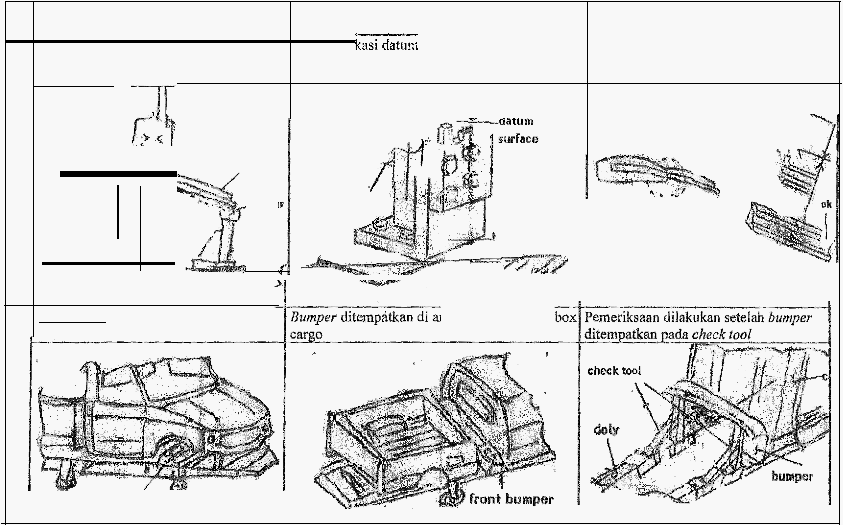
• Memodlflkasl datum
I
'I
1
'I
Door
RH
glass
1 1
.
tldak standar
(posisl
ke
kanan
dan
klrl sma seHingga
tldak[
(duduk?nlpermukaan).
yang berfungsll28·10·03
97131
I
WOJ
seret
1
Idalam
Bl-)
berdampak seretnya
kaca depan.l
::
P
I ,ine =
j
4266
I
-
1.-1- --
- --
·&#45;&#45;
Ag
ertk--;·tidakl·
--·-laumperdfi:empatkandlantaracabln-1
1-
.
ar
P
me
sa
n
su
1
dan
box car
o
I
I
--1
'I
WOJ
2
1
Penempatan bumperd1
------- ----- -- ,-----
II]
-----·po-lO-o:lt10855/
Front bumper
I
I
bawah cabin
Agar tldak
terproses
part
yang
[ Pe gecekan
100%
dl
bagian Metal
1
10837
WOJ
baret dalam
cacat
Flmsh
r;t: n mr
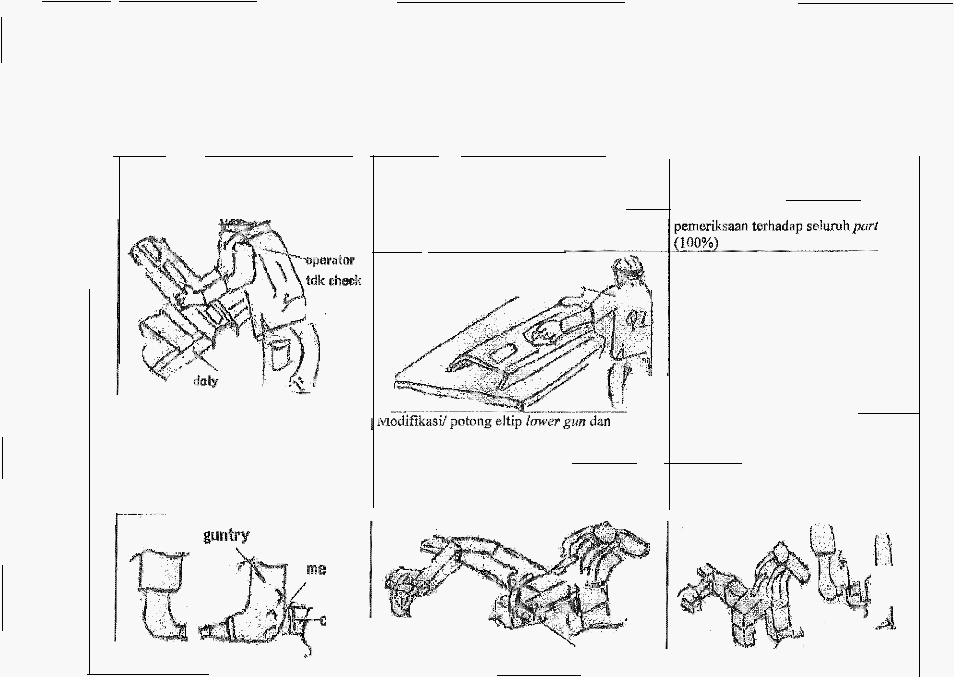
ngg TAgar ada pemertksaan sebetum
rngecekan 1o% (sampet) dl
ba ,.;
30
_
10
03
!1 79/Jw;J-
r-....
---
----+--tu_kan
outer panel_+""'' (spt.
out=panel-·
·· Incoming Part
_
_
.
··-·:r·4266tj --
i
.
Cover fuel filler
·
.
.
.
.
·
I
Spot
Cover fuel
4
mentok eltip
tower
I
Agar
tidak
terjadi koslet
.
ModJf kasJ/ potong eltlp
lower gun
30·10·03 10855/1
WOJ
'IF . : hingga -
-
t
enilhaiangi
1
3
Supiya
arm-giintry dapat
masiiil +Modand
jdf lkSOI.at r
(-- t ----)··· ---- ---
-
29:1·0:03jG1 ;7
/I···WO-J
-I
I
epa.
1
j
arm guntry
dengan bebas
·
1
as! c amp
po ong
4266
'
I
r---------·· ---r-------
.
··---·
--·--··-·---··-··
·-·.. -
--
--j
'
·
.
Produksi
operator harus
sesuai
I
·
1£nginehood
i
6
1setelanclamppad&
A
r_h<lsll-
na
denganR/ _eflg_l_nehood
--
30
•
10
.
03
11066111 WOJ
I
1
ben]ol
I
engine hood
berubah
I
Agar
R/F
engine hood
tldak
[10662
I
-------
-
I
mendorong panel
--. l !>tment
c_lam..-
---·-- --
-
--'..
--J
WOJ
j
j
;z:r:;. rt
RH
1
7
; =r :.S
i.
1
::;:ra jadi
penumpukan isolator!
PP ': sihkan (dik1kir) setiap
1
o
30_10.03
1
i:!
WOJ
:
/ratigate spot
-j·
.Fiange-barlower
tail1agar
fiange iXir-lowertaf(gate"i--
----.
----1
l·
I
:
;s
pecok-
I 8
t:kr;;, : kung/
I
=
:
:r
terdeteksi
I
:
e
0
n
=
g
:: gai
alat
31-10·03
i : :
I
WOJ
L
-· - -
-
5
,_ -'
-
---
--
-·- ---' -- --- --
_,L
,.: ],
- .' ---
·-.' ---
0\
00
|
|
69
5.2.5 Implementasi Per!Jaikan
Proses
implemeutl!si
perbaika.11
ini
dilakukan
sesuai
dengan
jadwal
yang
direncanakan
dengan
cara/metode
yang
telah
ditetl!pkan
pada
area
Fni
prodaksi
yan.g
berlmhungan,
dan
pelaksanaan
berjalan di
bawah
pengawasan
dari· PIC
(Person
in Charge) atau Pemmggn11gjawab yang telah dipilih
sebelumnya,
Sumber dana untuk
implementasi perbaikan
ini berasai dari
dana
anggarau
biaya
implernentasi
perbaikan
yang
telah
direncanakan
pacta tahap
rencaua
perbaikan.
Dana
ya11g
telah
dianggarkan
ini
hams
digunakan
deugan
semaksimal
muugkin
dan
peuggunaannyapilll
hams
sesuai
antara
jenis
biaya
anggaran
dengan
jenis keperluanuya.
Saat
implementasi,
dilak-ukau
juga
pendokmnentasian
mengenai
jalannya
proses
implerneutl!si,
kondisi saat
implementasi,
besar biaya aktual, dan hasil
yang
diperole!r dalam
sebuah
laporan
implementasi
perbaikan.
Kenyataanuya,
mungkin saja teljadi
hal-hallain
di
luar rencana,
tetapi
proses
implementasi
tetap
!1arus
beljalai1
sesuai
dengan
rencana
yang telal.J
dijadwalkan dan
pendokumentasian-;JUn
lllh"llS
sesuai
dengan
kenyat= yang ieJjadi di lapangan.
|
 '
Tabel 5.16 lmplementasi
Rencana
Perbaikan
Claim AUV jalur
Body Welding
bulan September 2003
Kondisi
Seblum
Pcrbaikan
Perbaikan
1
IAssembly frame door tidak standar
(posisil
yang
berfungsi sebagai a!at
penyesuaian
kc dalam BL-)
·· ····'-pangan
kpmponen
Setelalt
Implemenlasi
Rail assembly frame door sejajar dengan
out
1--tlp
..,_
stand<lr
!...lamb,•h shim
2
1
Penempatan bumper di bawah cabin
front
bumper
ba•e
Bumper ditcmpatkan
di antara cabin dengan •·
Cl
|
 4
Coverfuelfiller
mcntok
eltip
lower
--
-·--
··
f
Front bumper dianggap
bukan
outer
3
!panel
Pengecekan
10% (sampcl)
di
bagian
Incoming
Part
--
Pengecekan
part secara
sampling (¹
0%)
-------- ----+-------- ----
----
----------_,
Pengecekan
100%
di bagian Metal Finish
lei
I;ccA:-nc-i-=-u-::e-ta lc:F;::inish melakukan
Met•!FlnHh check
100%
--- ----------------------- ----------------+----- " ----------
(koslet)
sehingga
hasil spot
lepas
diisolator
----
-----------;-----j
----------
5
IClamp menghalangi arm guntry sehingga
Mod ifikasi clainp
(potong)
spot cover fuel filler
lepas
------------
Revisi
Daily Check
Monthly Report
'I
I
Tidak
koslet
lagi
-
---------1
Arm guntry
tidak terhalang
(dapat
berfungsi
dengan
baik)
llllmp
d.ilmp
rnodifikas·i
7
tldak
mentok
------------
·-------- """-
--"""-
-·- "·
-...l
·
|
 1---
-
----
-------
---·---·-
--------------
-·-----
t: :te
[
'
'
----f
tel
I
----··;;--1
h
db
;;TOperot<)r"fiarusmenyempurnakaii proses
R/F
eng(ne "]'
Operator
memerillsa'<feng'an
lebih
teliti sa -t
.e
an c amp pa
a
ens ne
oo
eru
i
hood
6
··-
-,--..
----.
--- -- -- --- ,
-----
··-····-·-·---
proses berlangsung
'
----··---
.
----
!
'AdJUStment
clamp
Flane R/F
t1dak menekan
engme
flood
i
1----------------------
'
-;
;
nder
skirt
LH kotorkarenaT Eltipdi rsihkan (dikikir) s
t
ap
10
kall proses
setiap
10 kal1
proses
fender skirt
dikikir
,:
i
1
------·-- -------
--------
--- --------------:Bila
flaiijt? tidaksesual(mafcii),
hariir---·--
8
:
ower
melengku: d1f1
as1
cl =p
ai:lat pengecekan
anti s:l
--l :i n:
7rat : ga
clamp tidak
----·-·-
--
---
---------·-·--···-·
··------------ ---
"''··--- ----
-.;)
hl
|
 -r
-
---·-
I
I
-----
--------
-- --
r 6
-----
.
-----
---
'1
T
a
bel 5.17 Rlncian
Biaya
I
mplenu
ntasi
J>erbailum Claim
A
UV
1;1 -. -
-·
:;:lab
-
--
Pc b:;;:n
-·
-
--
--
Tenagat'akt-
K
iial
Biay;TK!- ::J -; mlah- l
I
t'I
I
Dooaviliia.¥s
,\ere!-
--.-- I
I
'i'ambah
Shim
•
------1
"
"''lw
··s-
'l"
m
e
o
nit
j
625o,oo
I
+R
p
-
520;83--
I
,
/3
!B=w ""'<hwm
I&mil
Ch"ksh.,; '"""
-
-
1170-
moiiltl
Rp
-,
25o,oo
-
-
H
h
-
,
-
7:291
,67
I
+
------·-- - .. .. ---
-
.. ··-..---·--- ---
-----.-·- -·--
-
·-I·;-- ..
-- -
4
1
Spot
cover fuel filler tidak
kencang
I
Potog elltlow:_r u ---
_
------
5
+:_nit
0,00
Rp_: 0,83 _
sehingga
!epa
r
Potong
clamp
J
3
Imel1iil
Rp
6.250,00
Rp
312,50
·s pngirn!);;; >£Tbel1jo -==---=---=-
Adtu tmemclamp
impovement
pros
s
4m_enit_j_Rp .
.2so
JRP
4
,67
I 6
r<'end r
slm1 Rll
spot
lepas
:<ikir e/tlp
setiap
10
kali
p
oses
-
--fmen t_L - 25_ ,00
_R})
I04,17
Tar/ gate
,\pol
weldmg pecok-pecok
IPoka-yokaflange
·t-y-t
30
menit
I
Rp
6.250,00
Rp 6.250,00
L1 .
------------
Total
[_ j
!ota!Cost Rp : 416,67 ;
cj
|
|
74
5.2.6
Evalllli!Si Hasii Perbailum
Evaluasi hasil dilakukan dengan
membandingkan besar frekuensi masalah yang
terjadi
saat
sebelum
perbaikan dan
saat
setelah perbaikan diimplernentasikan.
Data
yang
digunakan
adal.a_h data
checksheet
sebelum perhaikan
(saat
masalah terjadi
I
data
a\Vlll) dan sesudah
perbaikan.
Evaluasi
dikatakan
berhasil jika
penempan rencana
perbaikan
berr.asi!,
yaitu
jika
tercapainya
besar
standar
perusahaan terhadap
masalah yang dibahas
5.2.6.1 Perbandmgan Ciaim di
Body
Welding
AUV
S-Series
a.
Frekuensi
claimjalur Body Welding
ALv
S-Series bulan Oktober 2003
Lihat Tahel 5.I
Data
Claim
jalur
Body Welding
tipe AlN
bulan
September
2003,
Tabe!
5.2
Data Claim
jalur
Body
Welding
tipe
S-Series
bulan
September
2003,
Tabel
5.3
Ringkasan
Data
Claim
jalm
BOdy Weld;ng
AUV
S-Series
bulan
September 2003, dan C-ambar 5.1 Diagram Pareto
Claim
unit
Body
Welding
bulan September 2003
Ada dua jenis
claim
yang terjadi di jalur
Body
Welding
Al!v S-Series
pada
bulan September 2003, yaitu
claim
unit
tipe
AUV (dari total produksi
488 unit, 7
unit
bermasalah -- 1,43
%)
dan
claim
unit ripe S-Series
(dari
total
produksi 7i0
unit, 7
tmit bermasalah 0,99 %)
b. Frekuensi
claim
jalur
Body
Welding AlJV
S-Series
setelah implementasi
perbaikan
claim
AUV
dilakukan
(l
0
November 2003 -·Desember 2003)
|
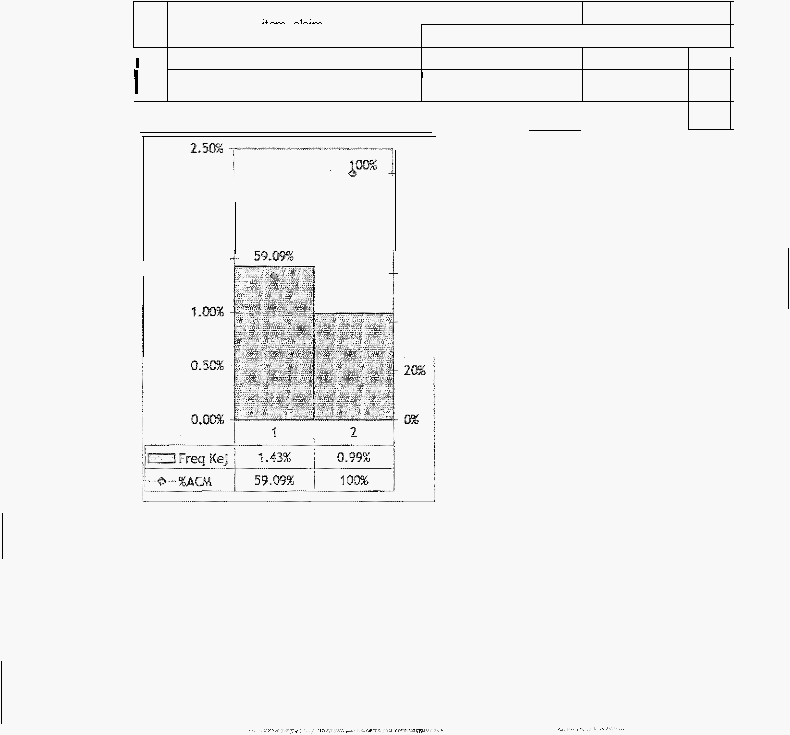 No.
I
Saat
claim =
1,43•;.
Setelah
Perbail<an
Freq
I%
claim!
%
F:req
I%claim I
%
I
2
---=-···
Claim
unit ripe AUV ·La
7
'
1,43% [59,09%
0
I
0%
Claim
unit
tipe S-Series
ass
p!a.'lt {ADM)
I
'
o.99<> o
!5
I
1.5%
100%
100%
75
Lihat
Lampiran
2. Data
Pmduksi Kend!mmn tipe
AlN
di
jalur
Body
Welding
Gaya Motor
10
November- Desember
2003.
Total
produksi
!0-30
November
2003 sebesar 120
bulan Desember
2003
sebesar 329 unit
Besar
masalah
sejenis
yang terjadi
=
0
unit
Tabel5.18
Perbandingan
%Ciaim
Jalur
Body Welding
S-Series
'
2.00%
1.50%
!
!
100%'
!
I
80%
I
I
60%1
'
16
!40,91%
.
100%
i
I
i
0%
I
40%
!
'
!
Gam
bar
5.9
Diagram Pareto M:asalab
Balan September
2003
|
|
|
 ,
'
'"'
:-•
I
'"
r::;er;kirt Rf:fsp;;t
1
Eltipfendr skirt LH kot --
1- -;--
5,5 ;,:
0
/
0%
1
6
pecok-pecok
7
melengkungl tidak match
1
5,56
7o
:
0
0%
Total
Kejadian
18
1000/o
0
0%
I
-r,;
76
5.2.6.2
Perb:uu:iinga'l Frek11ensi Kej
;dian
a.
Frelnrensi kejadian fuktor penyebab saat
masalah terjadi (bulan
Olctober 2003)
Lihat
Tabel
5.14
Ringkasan
Hasil
Ujiooba Falctor
Penyebab
Claim
AUV
dan
Gombar 5.7 Diagram
Pareto
Hasil
Ujicoba
Faktor Penyebab
Claim
AUV.
Dari
7
faktor
penyebab yang
sudah terujicoba
memiliki
hubungan
sebab
akibat
timulnya
masruah di
dapat
total
18
unit
yang
bermasalah
dari
10
unit
sampe!yang
dujicoba
seea.«
random untuk
setiap
fuktor
penyebab.
b. Frekuensi kejadian
faktor
penyebab
masalah
setelah
implementasi
perbaikan
dilakukan (10
November 2003
-
Desember
2003)
Setelah perbaikan diimplementa<;ikan, faktor
penyebab
tidak
terjadi
lagi.
Tabei 5.19 Perbandingan .!:irek!iiensi
Kejadian
Fa.ktor
Penyebab
Claim
AllV
di
jah1r
Body Welding
AUV
S-Series
No
Faid:or Penyebab
I
Dw RH
gfa<>
'"m
Km.- -bly ••
doo<J
5
lj
27 78
Setelah
1
··-·
1 bagian
-
------
da
-
n
k
l
4
li tidI al< sama. •
-
%
I
0%
0
r
nt bumper baret
Front bumper dianggap bukan
outer
G
%
j
0
I
---
-a am
2
panel
(tidak
ada pengecekan)
4
+='
22
-=+-
i
0"/o
overjl;eljillerspot
!'
"
'P"'
fo•tftif,,O ..;;,,
1jl667%
,.
0
:
0"1
l
tepas
-
ell:ip
lower!_
koslet__-_-
'
:
1----!-- --
Tail gate spot welding
i
'Fla-;,g-;-bm- lowe-;--tail--g-,;;.!--·
11>
Hasil
perbac"ldingan membuktikan
irnplementasi perbaikan berhasiL
|
|
|
 '
.
·
-
--·--- --------------·-
"'""
---------···
··= =
I
··-- ··-··-· ------,
14
12
77,
10 -·
8
90%
"70%
" 50%
0,9
O,ll
··
0,7.
0,6
0,5.
75%
50%
0,4
30%
0,3
0,2
10%
0,1
·10%
3
4
i
s
I
6
7
25%
-
0%
-
0
-
0
0
0
0
--- ----
0% 0% %
0
..
.
0%
0%
Gambar
5.10 Diagram
Pareto l'erbandingan Frekuensi Kcjadinn Faktor Pcnyebab
Claim
AUV di
.ialur
Body Welding
AVV
S-Scries
-1
-1
|
 Item Claim
I
I
claim
'
'
;
I
78
5.2.6.3
Perbanding:m
Frekuensi
Kejadian
Spesifikllsi Masalah
a.
Frekuensi
kejadian
saat
masalah
terjadi
(bulan
September
2003)
Lihat
Tabel
5.1
Data
Claim
jalur
Body
Welding
tipe
AUV
bulan
September
2003,
Tabel 5.4 Ringkasan Hasil Ujicoba Faktor Penyebab
Claim
AUV,
Gambar
5.2
Diagram
Histogram
Spesifikasi
Claim
tipe
AUV
ja!ur
Body
Welding, Gambar
5.3
Digram
Pareto
Spesifikasi
Claim tipe
AUV
jalur
Body
Welding,
dan
Lampiran
1.
Data
Produksi
.Kendaraan tipe
AUV
dijalur
Body
Welding
PT
Gaya
Motor
bulan
September
2003.
b.
Frekuensi
kejadian masalah
setelal1perbailrnn (IO November
Desember
2003)
Jika
faktor
penyebab
masalah
setelah
implementasi
perbaikan
dilakukan
tidak
terjadi
Iagi, Ini
berarti masalah
ya.."J.g
sama
juga
tidak terjadi;
karena
timbulnya
suatu
masalal1_ adalah karena
adanya
penyebab
masalah
(hubungan
sebab
akibat).
.
Tabel5.20
Perbandmg:m Spesifikllsi
Masalah Claim AlJV
No.
Sut claim -1,43%
Se!elah
Pcrbaikan
..
claim
unit/ %unit
runit/
:%unit
claim
claim
claim
1
Door
glass
RH seret
2
29%
0
0%
·;:;.·
L.
Front
bumper
baret
dalam
1
14%
0
0%
3
Spot
cover
fuel filler
lepas
1
14%
0
'
0%
.
I
-----
4
'6'
hoodbenjol
I
14%
0
0%
i
5
Spot
fender
skirt
RH
lepas
1
14%
0
6
Spot
welding tail
gate
pecok-pecok
1
14%
0
1
0%
···-
'
0%
Total
I
7
I
100%
0
I
0%
•
F.asll
perbandmgan
membuktikan
mlplementas;
perbarkan
rhas1l.
|
 -'--·-·-
--
'-----
-----
-----
-----------
-----·"· <--· ----
---------
0
0
i
0
-
-
-
-
------
----·--
-
--.
---
-------j
Gam bar 5.11 Diagram
Histogram Perbamlingan Spesifikasi Masalah
Claim AUV
--.)
""
|
 0%
--·-
l
--v--"
.
-- -
I
r
8
---
"'"'
"'"'I
-
--
---
---
-
--,
1
100%
90%
7
0,
B
80%
6
80%
I
5
60%
I
4
I
3
•
40%
I
I
,
L
20%
I
0%
'
0,6
0,
4
-
0
2
0 -
1
1
:+3
70%
60%
50%
40%
30%
20%
10%
5
6
r
!B
::
i
lii%Fr<
·
eq
_
o
+od{-j o
+
--
--vv- V
%ACM
Jo%
l09b
0%
!
o%
0%
-
-
-
!
-
·-
--
-· v.::=:=:=._.:::;:::::::_
- ---_j
Gambar 5.12 Diagram
Pareto Perbandingan Spesifikasi
Masalah Claim AUV
00
0
|
 81
5.2.6.4
Ef;siensi
Loss Cost
Lihat
Tabel
5.5
Rincian
Biaya
Rework
Unit
Claim
Ja!ur
Body
Welding
AUV
S-Series
dan
Tabel
5.17
Rincian
Biaya
Implementasi
Perbaikan
Claim
AUV. Besar
total
loss
cost
akibat rework
utlit
claim
dengan
asumsi
biaya
tenaga kerja/
jam
Rp
6.250,00
adala,'J Rp
460.416,67.
Total
loss
cost
adalah
besar biaya tenaga
kerja
Rp
160.416,67
dan
biaya
!ainnya sebesar
Rp
300.000,00.
Sedangkan
total
biaya
impelementasi
perbaikan
adalah sebesar
Rp
15.416,67.
Dengan
berhasilnya
implementasi
perbaikan
yang telah
dilakukan,
maka
maka
pihak
perusahaan
dapat
menghemat
loss
cost
tenaga kelja
sebesar
Rp
22.916,67
per
unit-nya untuk
rework
unit claim
yang
rusak.
Perbandingan
biaya dapat
dilihat
pada
Gambar
5.12
A
sums1
.
.
s
cost
tenaga
k
.
I
um
.
t
=
Ro
160.416
-
,67
=
Rp
22.916,67
JOs
.·eua
..._. .- -
1
5.2.6.5
Evaluasi Target
Lihat
point
5.4 Rencana
Perbaikan-
Besar
target
keberhasilan
dari
pengimplementasian
rencana
perbaikan
adalah
sebesar
30,07
%.
Kenyataan;·: ya,
setelah
perbaikan
diimp!ementasikan;
spesiflkasi
masalah
claim
tidak
te!jadi
lag!.
Berarti
keberr.asi!ah
implementasi
perbaikan ada!ah
sebesar
100%.
|
 '
-------------
--------------------"- ----------- ----
Saat
%Claim
1,43%
Setelah Implementasi Perbaikan
,
'
,
97%
:, JL --··
- --··
·:
:b:::"
Gambar
5.13 Pie Chart
Perbandingan Efisiensi
BcrhasUnya Implcmentasi Perbaikan
|
 83
5.2.7
SJ:andarisasi
Hasil
dari implementasi
perbaikan
adalah
dibuamya SOP
(Stcmdar
Operation
Procedure).
Standarisasi
juga
merupakan
tahapan
terakhir
dari
7
langkah
PDCA.
Setiap
item
dalam
SOP ini
merupak.an
cara
perbaikan yang
berhasil
Se1telam SOP
selesai,
proses
produksi
selanjuinya
akan
meuggunak.an SOP
ham
imJpleJtne:ntasi
perbaikan. Hal
ini
dimakslliikan supaya
masalah
serupa tidak
u1c""" dan
diberlakukannya
SOP
yang
ham bukan
berarti
tahap
pengingkatan
k:ualitas
berakhir,
tetapi
ini
merupakan tahap
awal
dari
7
langkah
PDCA
yang
baru
yang
membahas
rr:asahLh yang
menjadi
prioritas
pembahasan
berik:uinya.
Tallel 5.21 Standard Operation Procedure Barn
,
.....
No.
Stand(ll'd
Ope
at.._
Pracedure
[ ·····... Aiat
Banru
1.
l Front bumper
tennasuk item yang
hams dicek
I
Checksheet
lwian
dan bulanan
I
I
I
i
dilncoming Part
I
i
2.
I
Qua/tty Inspection
;ifetal
f:<lntsh
mengecek '
Checksheet
dan inspection
tool
"
-'
i
.
100%front
bumper
i
+
I
3.
:
Part galvams
harus
diinorutor
eltip
SfW-nya
1
Monitor
di pos-pos
.,.
1
I
4.
1
RiP
har
engine
hood
hams
di
handmade\-Sampling pmses
i
sebelnm
di-assembly
dengw
outer pone/
1
I
engine hood
·················-
j
i
5.
;
Momtance
poka-yoka
hasil risalall
[
Penjadwalan
monitor
pos-pos
6.
• Improved
lock
Jig
door assembly front
Checksheet
dan veri!Ikasi
niang
) dllnonitor
dalarn file data
|
|
|
 34
5.2.8
Sistem
Berjal!m Sll;at ini
Proses
peningkatan
kualitas
di
PT
Gaya
Motor
dilakukan
secara
kontinu
me!alui
proses
QCC
(Quality
Control
Circle)
dengan
menggunakan
metode
7
lan!,ikah
PDCA.
Peningkatan
kualitas
i!li
tid.ak hanya
dilak:ukan
di
bagian
yang
berhubungan
langsung
dengan
proses produksi saja,
tapi
juga
dilakukan
eli
setiap
bagian
yar..g
membuat
proses
produksi
beljalan,
bail:: di
bagian
perkan.toran manpun
bagian
non
perkantoran.
Data
yang
dijadikan
sebagai
dasar
unluk
melalukan
proses
ini
biasanya
bernsal
d.ari
CheckSheet
(Lembar Pemeriksaani
Lembar
Pengamatan)
yang
kemudian
diproses
sehingga
jika
terdapat
data-data yang
bermasalah
(melebihi standar
perusahaan
atau
membuat
suatu
masalah
teljadi),
maka
data
tersebut
dianalis
dengan
metode
7
langkah
PDCA
dalam
proses
QCC
yang
dilakukan
oleh
tim
QCC
yang
bersangku.taa
Mengingat
pentir,gnya
kuatitas
bagi suatu produk
atau
jasa
yang
dihasilkan,
maka
proses
peningka!an
kualitas-pun hams
dilakukan
dengan semaksimal
dru"l
setepat
mungkin.
Proses QCC
di Gaya
Motor saat il'j
masih
be!jalan
secara
manual,
dalam
arti
pemrosesan
data
dari
awal
sampai
akhir
masih
d:ilakukan
secara
manual
-
tidak terkomputerisasi
(tidak ada
sistem
informasi
QCC),
sehingga
menyebabkan
timbulnya
beberapa
masalah, seperti:
l. Karyawan
sulit
me1nahami proses
QCC (khususnya
karyawan
barn}
2_
Pemmsesan
data
beljalan
dengan
lambat
karena dilakukan
secara
manuai
3_
Hasil
pengolahan
data
mtmgkin
saja
tidak
alcurat (human
error),
sehinga hasil
tidak
maksimal
|
|
|
 85
Karena
beberapa
masaiah
tersebut
dan
untuk
memaksimalkan
berjalannya
proses
QCC
di
PT Gaya. Motor,
maka Penulis
membuat
suatu
rancangan
Sistem
Informasi
Quality Control
Circle yang
mencakup
metode
7
langkah
PDCA
.:L25·
Peranca:rrgat
Sistem
Knform.asi
QCC
(QuaUty Contol
Circle)
t2.9.1
l(etm:tuJtan Sisten
Informasi
Untuk
memudahkan
_dan
memaksimalkan
proses
QCC
PT
Gaya Motor,
dibuatlah
rancangan
Sistem
Infonnasi
Quality
Control
Circle
yang
mencakup
metode
7
langkah PDCA.
,-- -----
-----·dataCheckSheet
!
!
da'-LostCo<'
BKt.
I
_
,
--·- ata
roup
I
"
-----
_
Deparment
f,
Divisi
r---d
GLC(
QCC.L
. -B,-8----
Activity Plan
LT
_J--dataAnggot
a J(;C
9
td--------.
;
1
---'
Hn
Jl1l4l
dataUjiCobaPenyebab-o/
Sistem
\
data1en!:BiayaPerbaikan
!nformasi
\,.,_----Lap_PrgQCC
datttPerbaikan---
Quality_Control_
·Lap_Dt'v\asa! h
da.taBiaya !mplementasi·
Circle
dataBiayaManHour
-Lap_RencPerba
ka
Keuangan
·
Lap_Dtl1Aasalah2-+
'
Lap_EvaluasiHasit---l>
Manajer
lap_SOP·------:I'L
_J
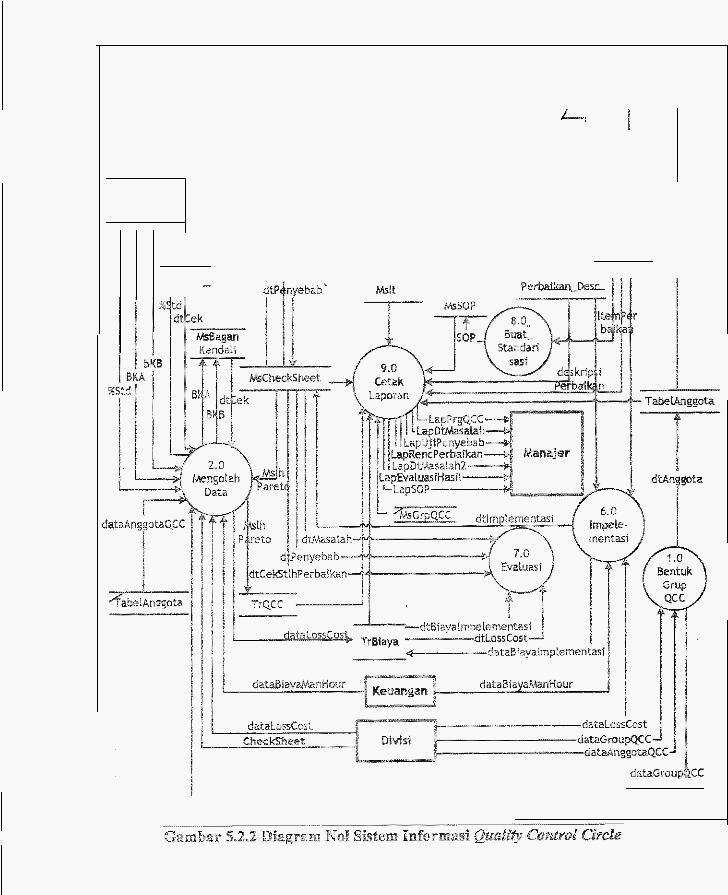
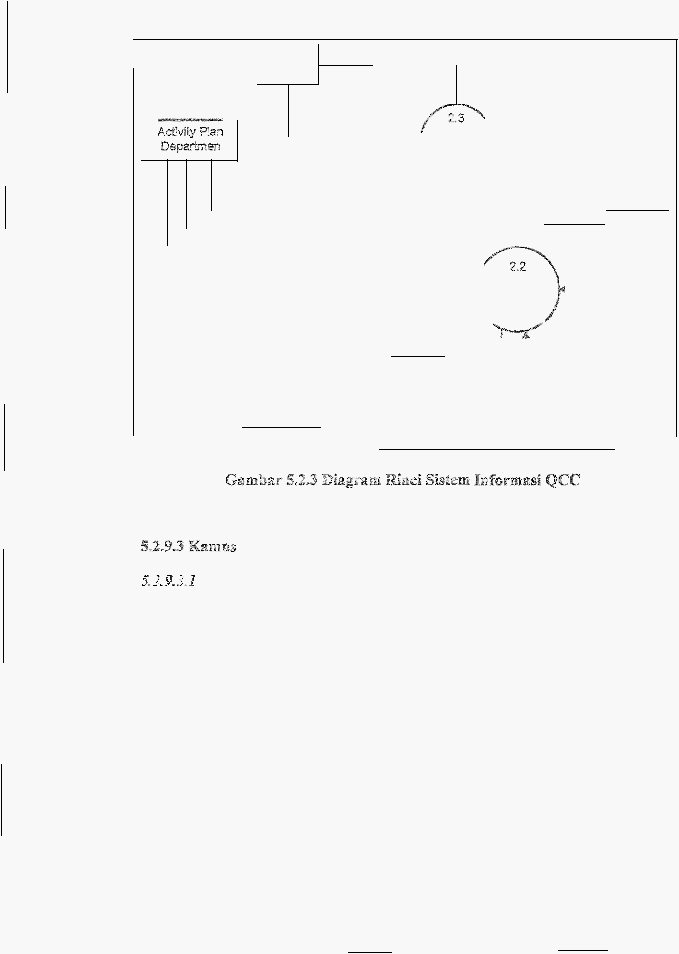
Gam bar 5.2.1 Diagram
Konteks Sistem
Inforrnasi
QCC
|
|
|
 :tn
1
l
:
86
r-----------------------
==== --
!temPenyebab
ikan
I
''
t
itemPerbaikan
'
3.0
dtPe ba1(an
1
I
I
Activity
Penyebab
I
deskr1pst
N
lhP areta
,
!
Perbalkan
PJIC
Plan
1
'
_/
4.0
\
dtPen ebab
hR
·ncBiaya
,
I
,
i
u:•coba
I
1
•
e
1
,
!
I
l
·Pe
yebab
f
·
1
.. ,
f.AsCek
!
'dtPenyenab........,
DiVlS>
.....,:J:
'--dc.taGrcupQCC---------------------- MsGrpQCC
|
|
|
 Oivlsi
&'I!
\occ
iBKB
I
I
87
r-
1
i
Keuangan
'
dtCekSht
nnu'"
--
,
I
-I
J
i
'
J
CheckSheet
\
I
I
•i
r ·
Data
7
k-dataBiavaMar:Hour
J
"
J
MeChe::kSheet
dalaLe>ssCost- TrBiaya
BKB
'
Tl
KA
2.1
'L
I
I
b
,
,
dtCekSht
I
%Std
i
l
:rc
'
"
'
-.
1
.
•
·
M
s
l
,
hM
t"are
t
0---;,
Sus
n_
l,t
•
Akttvltas_
d!C
k
I
I
%Std
l
IBKA.
i
·
!
1
:
I
dJ....ek
!
:
MsGrpQCC
I
t
TrOCC
-MslhParetot
MsBagan
Kendali
1\i sCe
da!:SAngg taQCC
Tabe!Anggota
J)ala Store
MsGrpQCC
=
@KdDept
+
NmDept
+
Bagian
+{@KdQCC
+
NmQCC
+
VlktDibenitiic}
TabelAnggota =@ KdKar<jav,;an
+
NmAnggota+
#KdQCCPosisi
TrQCC
=
@KdQCC
+
@Periode
+
#KdCek
"- #KdProduk
"- #WsNo
+
DataAwal
+
Data.A.khir
+
KetMasalah
MsCek
@KdCek
+
Stata!ar
Std + #KdProduic +
#WsNo
MsBaganKendali =
@KdC(;k +Item+ BKA +
BKB+ #KdProduk#WsNo
|
|
|
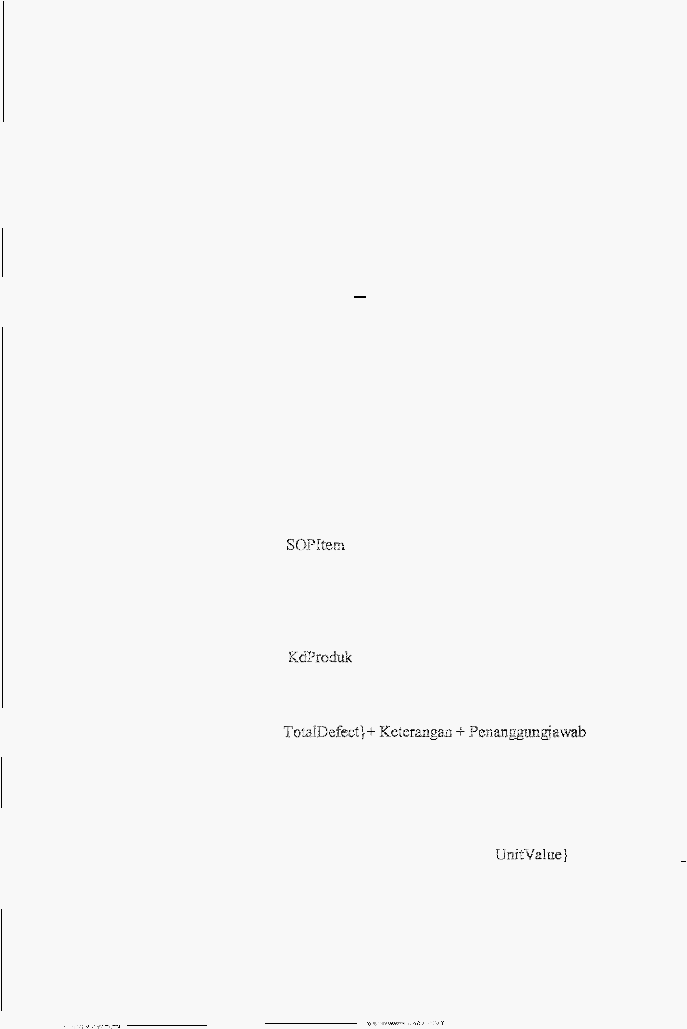 88
CheckSheet
=
@KdCheckSheet +
#KdProdukTipe
"NmProduk
+
#WsNo
-c
nmWS
+ Keternngan + Tanggal Jan1Cek
+
JmlProd + {#KdCek
+
Item+ Freq _,_Subgroup}
TrBiaya
=
@KdTrBiaya
+
#KdProduk + #WsNo
+
Keterangan +
Datat\wal
+
uata.
A!
<-
h
.
1r
+
'
1
"
_t+,..
K
,
e-- +
k
KetBiaya +
WktKerja
+ Jm!Pekerja +
B_ManHom
+
B_LainPerFreq +Blain))
lvlsHem
·@ KdCck+ Hem
i
liKdProduk
.J.
iiWsNo : Kcterangan
+
#KdQCC
+
#Periode+ KdCek2 + Jtem2
Perbaikan- @KdPerbaikan
#KdCek +Tujuan+
Tanggal +
#KdKaryawan
+
{KeGiaya + JmlPekerja +
W!c:Kelja
+
B_.c\:fanHour +Blain}
MsSOP
=
@KdSOP
-t-
+
7QCTools- #KdCek
5.2.93.2
Data
CheckSheet Harlan
+ Tipe + NmProduk
+
WsNo + NmWs + Tanggal
+
To:a!Prod: ksi
+
{KdCe!t
+
Item + Staml11r
%Std +
Freq
+
CheckSheet Ba!Sa..'lKendali
=
KdProduk
+
Tipe
+
NmProduk
WsNo
+
NmWs
+
Tanggal
+
JamPengeeekcn
+
Tota!UnitCek+
{KdCek
+
Item
+
BKA
+BKB
Keterangan
;_
Penanggtmgjawab
|
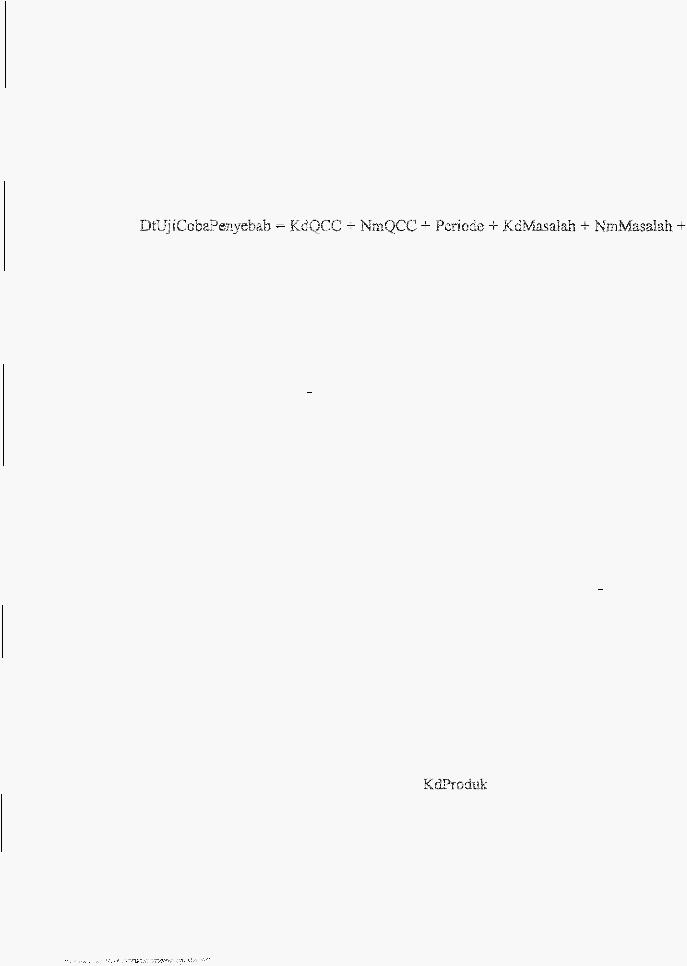 89
DtBiayaiZeworkKdPrcduk
+
Tipe
+
NmJ'roduk
+
WsNo
+
NmWs
Keterangan
+
DataAw<J
+
DataAkhir +
Tota!Produksi +{KdCek
+Item +freq +
KeteranganBiaya
+
JmlPekerja
+
WktKerja
+
Biaya_ManHour
+
Biaya_Lain +Jumlah}
+
TotalBiaya
+
Per.angJ,'1.mgjawab
gllJjicoba
+
TotU;;ti!
Jji
+
{KdCek
+
Penyebab Freq
+
TotalKej
}+
KeteratJ:gan
+
PenanggungjaYvab
DtRencBiayaPerbaikanKdQCCNmQCC
+
Periode"
KdMasalahNnLTviasalah
;_
KdPerbaikan
+
Perbaikar;_
+
{KeteranganBiaya +
Jm!Pekerja
+
WlctKerja
Bi.aya_l:AanHour
+
Biaya_Lain
+Jumlal1} +
TotalBiaya
4·
Penanggungjawab
DtBiaya!mp!e:nentasi=
KdQCC
+
N:nQCC + Period:: 'KdMasalah
+
NmMasalah
+
KdPerbaikan
.,..
Perbaikan
+
{KeteranganBiaya
+
JtnlPekeJja
Vt'1<ti(erja
+
Biaya_IvtznHour
._
Biaya_Lain
+Jum!alJ}
+
To!aiBiaya
o
Penanggungjawab
Lap_PrgQCC =
KdQCC
+
NmQCC
'
Periode+
DataAwa!+ DataAldJir
+
KdProduk
+
Tipe
+
Nrc1Produk
WSNo
+
NmWS
+
KlliVlillialah
+
NmiY!asalah
.,. KetMasalah
Lap_Dt:vtasalah =
Datat\wal +
DataAk. ir +
.,. Tipe
-
NmProduk
+
WSNo
+
NmWS
+
{KdCek +Item+ Freq
+
%Std
+%defect}
|
 90
Lap_RencPerbaikan
=
KdCek
Item
+
Penyebab
·'- Tujua11Perbaikan
+
CaraPerbaikan +PIC+
Area+
Tg!Pelaksans.an -'- RencBiaya
Lap_Dt.i'viasa!ail2
=
Imp!e:nentasiAwa! + Implementasi/Jd1ir
+
KdProduk + Tipe +
Nn:Produk +
WSNo .L
NmWS
+
{KdCek
+
Item +
Freq
-'
%S!d
+'%defect}
Lap
EvaluasiHasii
DataAwal
DataAkhir
+
ImplementasiAwal
+
ImplementasiAkhir + {KdCek
+·
Item + %Std
+
FreqMasalah
%defectMasalah
t
FreqPerbaikan+
%c!efectPerbaikan}
+
Keterangan
Lap_SOP
KdCek
+Item+
SOP+
7QCToo!s
5.2.9.4
Normalisasi
!.
(@(dDept
+
nmDept
+Bagian+{
@KdQCC
+ NmQCC
+
WktDibentuk}
!JNF
MsGrpQCC
@KdDept
+
NrnDept
+
Bagian
+{@KdQCC
-'-
NmQCC
+
WkDibentuk}
ll\F
MsDept
@Kc!Depr
+
NrrJ)ept
+
Bagiar,
MsGrpQCC
@KdDept
+
@KdQCC
+
NmQCC
+
W:'l:tDioentuk
|
 91
2. C!leckSheet
=
@KdCheckSheet
+
#Kd.Produk+
Tipe
+
NmProduk
'-
#WsNo
+
n.·:nWS
+
Ketera:nga:-
+
Tanggal
+
JamCek
+
Jm!Prod
+
{#KdCek
+Item+ Freq
+Subgroup}
CheckSheet
@KdCheckSheet
+
#KdProduk+
7
NmProduk
+
#WsNo
+
mnWS
+
Ketero:ngan + Tanggal
+
JamCek
+
Jra!Prod
+
{#KdCek
+
Item+ Ereq +
Subgroup}
CheckSheet_Header
••@KdCheckSheet+
#KdProduk+
Tipe
+
NmProduk
+
#WsNo
+
mnWS
+
Keterar.gan
·'-
Tangga!
+
JamCek
+
JmlProd
ChecekSheet_Detcil
=
@KdCheckSheet
+ #KdCek
+Item+ Freq +Subgroup
CheckSheet_Header
=@KdCheckSheet+ #KdProduk+
#WsNo
+
Keterangan
+
·ranggal
+
Cek
+
Jm!Prod
MsProduk
=
@Kd.Produk
+
+
NmProduk
MsWorkStation =
@\VsNo
+runWs
CheckSheet_Detail
=
@KdCheckSheet
+
@KdCek
+Item+
+Subgroup
|
 92
3.
Tr.Biaya = @KdTrBiaya
t-
#KdProduk
+
#V.fsNo
-'-
Keterangan +
DataAwal +
DataAkhir +
(#KdCek
;KetBiaya
+ W"hi.Kelja
'
Jm!Pekelja
=
"LNF
TrBiaya
=
@KdTrBiaya
+
#KdProduk
+
#WsNo
+
Keterangan
+
DataAwal
+
DataAkhir
+
{#KdCek
KetBiaya
+
WktKelja +
JmlPekeJja
+
B_Marliour'+ B_LainPerFreq
+Blain}}
TrBiaya_Header
=@KdTr3iaya +
#KdProduk
+
#WsNo
+ Keterangan
+
Da
taAwal
+
DataAkhir
TrBiaya_Detail
=
@KdTrBiaya + #KdCek
+
KetBiaya
WktKeija
+
JwJPekelja
+
B_ManHour + B_LainPerFreq + Blain
4. Perbaikan
@KdPerbaikan
{KetBiaya + Jm!Pekelja + 'vlk'"''<erja
+
B_.1\fanHour
+Blain}
Perbaikan
@KdPerbaikan
+
#KdCek -'-
Tujuar:+ Tanggal
+
#KdKaryawaJ1
+
Perbaikan_Desc =
@KdPerbaikan
+
#KdCek
+
Een;
+
Tujuan
Tanggal
|
|
|
 ··· -·--··
I
I
1-Text
i
25
.
i
Nama Depar.emen
I
93
PerbaikanBiaya =
@KdPerbaikan
.,..
KetBiaya
+
Jm!Pekerja
+
Wk'i:Ke!ja
+
B J\1anHour
+
Blain
5.2.9.5 Spesifikasi
FHe
Spesifikasi file
darijlat table
Sistem
Informasi QCC
adalah sebagai berikut
w:
n
Tabei
Anggota
Nama
File
.
Tabel
Anggota
·' File
Index Sequential
f
K
"'""i
:
KdKaryawan
Nama Field
I
Tipe
I..ebsrl
'
-'
Keteranl!flln
KdKarvawan
!Text
5
-
Kode
Karyawan
NmAnggota
!Text
30
-
Nama
Anggota QCC
KdQCC
!Text
3
i
-
Kode
Grup
QCC
Posisi
!Text
'
11
I
.
Posisi
Karvawan dalam grup
QCC
'N
"'la
Lengkap
:
Master Departemen
Nama
File
MsDept
I
Organisasi
File
:
Index
Sequential
Kunci.
:
KdDept
Nama Field
f
I
Tipe
I
Lebar
I
Desimai
Kete.rani!flln
KdDept
'
!Text
i
5
+--
-
Kode
Departemen
NmDe.£!
f
I
-
f
Bagian
'
JText
I
25
I
-
Bagian
dalam
Departemen
|
|
|
 lKunci
1
94
5.2.3 Spesifikllisi
File
l
tJ..
ar:aa
Lengkap
Nama
File
Master
Gmp
QCC
MsGrpQCC
Organisasi
File
:
Index
Sequential
!
Kooci
KdQCC
l
Nama Field
l
Tige
-
Lebar IDesimal
Ketenmgan
KdQCC
j r-rext
Text
I
3
1
Kode
Grup
QCC
QCC
----Tr-rext
-
-Z5
!
-- ,
_
Narua.::G:.-::m=tpc.:::QcC:::.::'C::.
-----l
,
KdDelrt
----
1
Text
--
!
5
1
•
I
¹
Kode
D
men
---
,
Wk.'illibentuk
Ii;;ugj)ate
1
·
I
-
Waktu Pembentukan
--
Tabel5.2.4 Spesifibsi Fiie Data TrQCC
Nama
Lengkap
Nama
File
-
Transai--si
Qrup QCC
_
TrQCC
1
Organisasi File
Index
Sequential
KdQCC
i
Nama F1eld
I
Tille
!
Lebar
I
Desimai
Keterangan
r
I
Peri
-
ode
-
!
Date
I
·
_
-
Pefiode Kegiata!l
KdQCC
I
Text
I
3
1
·
Kode
Grup
OCC
!Text- ----
11
I
r<odeCek
-----------1
I.em
_
I!
ext
-
50
-------
--
I
Namaitem C ek
-
--------1
1
=-
u
j
:: -
\
-+--:
-
,;e:n oe
0
d:e;,D-. a- ta SAt;!: ln
A
\lfal
!
M ium
Date _,
i----+-
------'-"-=--=-
.::===-:.:: ::.·a::::
-=-I
Data
1
Data
Aklti!
dium
pate
1
-
_lPeriode pata Akhir
-
I
KeuV;asalah
i
Text
t
l
0:
Dail
Check;
l:
Bagan
Kendali;
|
|
|
 Kode Item Pemeriksaa.n
95
Nama
Lengk:ap :
MasterCek
!Nama
File
MsCek
forganisasi Fiie :
Index Sequential
Kund
KdCek
I
Nama Field
I
Tipe
Leoor
I
Desimal (
Keterangan
v·J -'
Text
ll
I
-
!Kode Itemj_> J:ll li
tern
Text
50
-
!Nama Item Cek
···········------"----
Standar
Text
i
3()
!
-
IKeterangan Standar
Std
!
"
!
3
INi!ai
Standar P
········--
KdProouk
ifext-·
.
!
'
20
j
-
IK.ode
Produk
WsNo
ifext
I
3
I
-
!Nomor WorkStatl
Nama Lengkap
:
Master Bagan Kendali
,Nama File
.
MsBaganKendali
rga_z:tisasi
.
Sequential
.unci
KdCek
Nama !Field
Tipe
I
Lebar
!
Desimal
Keteral!lgan
KdCek
Text
'
11
l
-
;
---------------------
50
l
-
!Nama Item Cek
-
3
!Ba1<l!) endali
Atas
1
BKB
---------
Single
-
3
lBatas Kendal.i Bawa!l.
)KdJ'roduk
'Text
!
20
I
-
IKode Produk
I
---·
lwsNo
3
'
'
iNornor WorkStation
|
|
|
 ma Lengkap
:
Master
WorkStation
!l
ama
File
:
MsWorkStation
lorganisasi File
·
Index Sequential
IKunci
WsNo
I
Nama
Field
I
Tipe
Lebar
Desimal
I
K.eterangan
()
!NmWs
I
Text
3
-
!Nomor WorkStation
-
INruna
WorkStation
96
Dda
MsWorkStation
jText
'
30
Tatbel 5.2.9
Spesifiwi Fiie
Dam
C!leckS!Ieet_Heeder
·-A
Lengkap
:
Header
Check.%eet
!;._!:...-File
...-File
CheckSheet
Header
prganisasi File
:
Index
Sequential
iK;und
KdCheckSheet
Nama Field
,
Tipe
!Lebar!
De:simal:
K.eterangan
KdCheckSheet
j
T(:ll.i -····
I
15
i
!Kode CheckSheet
Produk
-=---1
-=Tex:t
20
I
)Koo;I;;d =
---
;;rl--
!wsNo_ -
;Text
3
iTempatPemeriksaan
..
.....
.
L
·
1
i
:if:DailyCheek; 1: Bagan
.
Kendali;
lf'.etenmgan
• text
text
.
im
L·-
fu i mDate _-
J
-_...
·
-=
:
J
runce_k
jLongTime
yte
1
•
'
mnlah
Uru-it_d_i_nks_a
_
Tabel5..2.10 Spe:sifikasi File
Data
CheckSheet_Detail
Nama
Lengkap
Detail
CheckSheet
1
Nmna File
CheckSheet
Detail
jOr,garlii!<><>a<sii
File
·
Index
Sequential
!
[Kunci
KdCheekSheet
Nama
l<'ie!d
I
Tipe
I
Lebu
i
De:sima!
I
Keterangan
|
 KdCek
i
'
I
'
I
-
I
I
-...
j
A
=j
97
!Nama Lengkap
:
Master Item
!N"ama File
Msitem
prganisasi
File
:
Index
Sequential
IKunci
KdCek
Nama
Field
I
Tipe
I
Lebar
I
Jmimal
Keterangan
ext
..........
--
...
.
11
!
-
IKode Item
I
'tem
[fext
50
-
Jt-lama Ite J: ?envebab/Item
Solusi
.
KdProduk
rrext
20
I
-
KodeProduk
WsNo
!Text
-
ffext
Nomor
WorkStation
--,m-1
Ketera.'1gan
1
-
2:Perba:ikan; 3: Penyebab
J
I
J
KdQCC
frext
'
"
I
-
Kode
Grup
QCC
Peri
ode
Joate
-
I
-
eriode Kegiatan QCC
KdCek2
trext
11
'
i
-
IKooe Spesifikasi Masalah
tem2
frext
50
I
-
tern
Spesifikasi Masaiah
D:l!ta
TrBiaya_Heade.r
!Nama
Lengkap :
Header Transaksi Biaya
!
fama File
:
TrBiaya_Header
lOrganisasi File :
Index Sequential
lKunci
:
K•
a
Nama Field
I
Tipe
[Leb:u·limimal\
Keterane:an
IKdTrBiaya
..
ext
22
!Kode Transaksi
B====i·aya
{K.dProduk
•
ext
20
-
!Kode Produk
N-;;-
lfexi:
I
3
emt
Tmnsaksi
!Keterangan
ext
!
l
I
-
zl...e..
.! :Ck,
l. =.Ba.gan Kendali;
!Data Awal
M
dium Date
I
-
I
-
PeriData Av:;al
!Data
Akhir
lrv,:edium-D te [
-
I
-
IPeriode Data Akhir
|
|
|
 ····· 1-ul
I
I
1
5
I
98
5.2.13 Spesifikasi
File
Data
Tr.Bi2ya_]Detail
Nama
Lengkap
Detail Transaksi Biaya
Nama File
TrBiaya_Detail
Orgar1sasi
File
Index Sequee1tial
Kunci
KdTrBiaya2
I
Nama
Field
I
Tipe
,,:-,,,.!Desima!¹
Keterangan
L
dTrBiaya
jText
l
15
-
l
Kode Transaksi Biava
KdCek
····!-Text
-
Kode
Item
Pemeriksaan
I
.
..
T
--------"
------ -- -
···
---
KetBwya
xt
50
Keterangan
B1aya
.... •
B
J
(:
JPC'
!Ja
·
I
!
.....
B
yte
-
f-·--
2
---1
--J-==
I
J
=
um
.-
.
l
.
a
.
h
o..:
T
e
naga
Keij_,_a....
--·
....
.
.
B_ManHour
I
Currency
2
1
Biaya Tenaga
Kelja
I
@
L-;;;;;p;Freg
1 Currency
_2 -+!B=-Ia=;·,cv;;t Perbaikan Lain
perF·_·-.r_e q=·--_·
IBlain
:Currency__:
,
4
2_--'lc.-B::..:'ia_ya
Perbaikan Lainnya
Tahel5.2.14
Spesifikasi
Data
Perbaikan Desc
j
Na.--na Leilghp :
!Nama File
Io ganisasi
File
I
Kunci
I
Deskripsi
Perbaikan
Perbaikan
Desc
Index
Sequential
KdPerbaikan
'
Nama
Field
I
Tine
!Lebar
"
-'· "''
Keterangan
KdPerbaikan
1
Text
11
-
.,._1
Kode
Perbaikan
KdCek
Text
11
-
· Kode
Item
Perbaikan
Tujuan
I
Text
50
-
1
Ujuan,
1
Ivfediun1
Date
-
-
1
arget
p,. o;..
Perbaikan
KdKaryawaiJ
Text
-
PIC
(Person
in Charge/
Penanggungjawab)
|
|
|
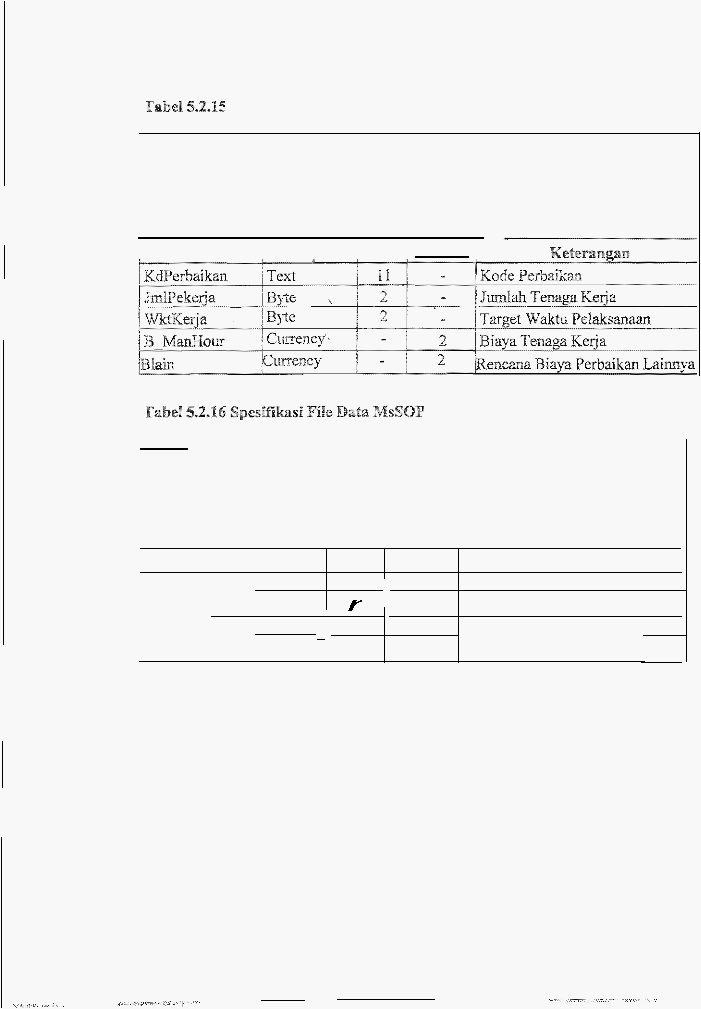 I
!Text
i
99
Spesifikasi
File Data
Perbaikan_Biaya
I
Nama Lengkap
1
File
.
l
!
Organisasi File
I
Biaya
Perbaikan
Perbaikan_Biaya
Index
Sequential
KdPerbaikan
!
Nama :Field
Tine
I Lebar/
Lebar/
Desimall .
I
Lengkap :
Master Standar Operation Procedure
j!'<ama Fi:e
:
:VIsSOP
I
Organisasi File
:
Index Sec;:. ential
/ Kunci
:
KdSOP
l
I
Nllima
Field
!
TiEe
Lebar
Desimal
Ketenmgan
jKdSO?
Text
1
,_
J
:
-
Kode SOP
r···-···-···
1
SOP!tem
Text
m
I
I
·····i
j
-
Keterangan SOP
jygcTools
....
l
50
-
Alat bat'l_tu yang ili·
/ KdCek
KdCek
I
Text
I
11
-
Kode Solusi
|
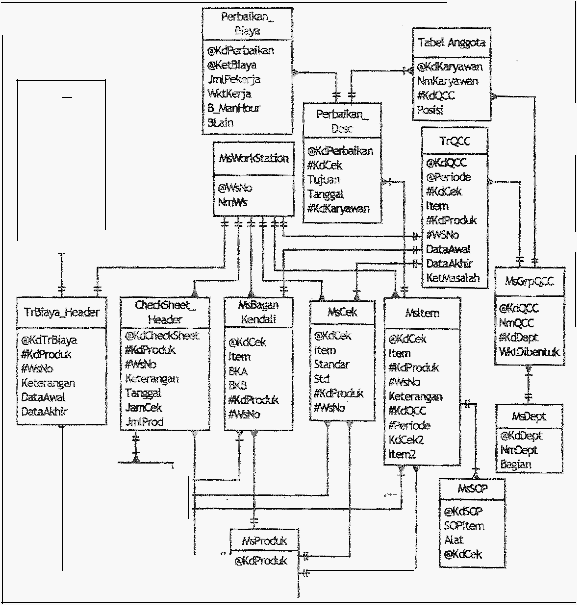 Nrrl?roduk
!
100
5.2.9.6
Entity Relathmsllip
Diagram
TrBiilJ"\
Detail
I
@i{dTrBieya
@i{dCek
Item
!<etBiaya
Jrrt?ekerja
WI<I:Ke!ja
B_Mart'Wr
B.J,ainf'efroo
L
Blain
-
--
I
I
Chec:l<SiJoo!:_Detail
1
:
r
Sui>grup
======== ---- TI
Gambar 5.2.4 Diagram EP.D Sistern Informasi QCC
|
 I
I
I
I
f
La2:oran
I
l
I
P
l
!
lst Data
I
'
1
I
I
I
!01
5.2.9.
7.
State T::-llMitffi,!l Diagram
rl
-
Start
_j
s
in
Display
iog}n
window
Lo
{enter
password)
In
aHd
passw
'
ord
pas word --""''--
VaHdasf
Password
Va!id p
,..
a
sswo-rd
·
L
yar
UtamaJ
Tekan Keloa
rJ
l(ei,uar
Program
I
Pitift Sfstem
f
Pitif.J lst
Data
I
Pitih Transaksi
QCC
Pilih
Ma:ster
Oata
P!Uh Cetak
I
Tam:pft ?cp-U;:t 1
Tampit
PopUpf
TampA!Popup
Tampn Popup
Laporan
Jl
S!stem
ts\ Data
Transak:si QCC
Ma:ster Data
Tampil PQpUp
Master Oat
I
Slstem
I
f
lS-i Data
J
j
Transaksf Q.CC
I Master Q.ata
I
II
(etak
i
t
?itih Ubah PasswiUho
P
b
r
.
d
tt
!
I
I
Tampft lavar UOah
·---··---
I
'
!
J...?assword:-
Ketuer Pro·g3·am
I
I
:
Ubah
't
E•lt
assword
,
I
,
I
l
Tekan 'OK'
,
input
Pen_ _s,un:a, Passlama. PassSaru
:
Tam pit
j
Tamp:ft la -ar
pe-san dan
mengubatt
password
j Layar Utama
.J,-tilka Pengg;una aan
Pa:tSI...ama valid)
l
d
sudah berubah
!
"
I
I
:
I
Layar
Pesan
I
"'Passwor
Gambar 5.2.5 ST9 Mem.1 Utama
dan Menu Sistem
I
----
•
L_
Tekan
Keluar j
I
fampll
Ll!YM
Utam.ai
kan
Ke:!uar
rPJHh CheckS.heet
Pfi.ih Bank Chru:kSheet j
Pitih eiayai
-mpiCL;S.yar
Utarrra
JTaropl f'opUp COe<:kSheet
----
Tam:plt PopUp [
...Tampii Laya®
Siayai
1
-1
Bank CheckSheet:t
i
C
he ckS
e
I
BankCh
k
eet
I
_
I
Bfaya
H
-
-eckSheet Ha!i.an
PHi."t
C:h<t!ckSt QCC
!Pitih Chec.lo:.Sh-Harian
?iUh CheckShe-et QCC
;
Tampil
tayar
Tsmpfl Lay:ar
!Tampit
l.eyar··ean -;
-
-
Tampit
La-}l:ir
Sank-
Checli$il:e.;t
Harlan
CheckSheet QCC
!Ched6heet Harlan
CheckSheet QCC
-··
-
!
|
|
|
 i
C
i:ct¹
1:!
K J'
_j -
I
J
Te!<ar 'l(el
'
J
!,'"' •
!1f!ld
..00
Edft
'
Pietol
· tl[
i
I
I
[--cayar
"
,
1
·
--
-----
--
-
--
f
l
filopu(
T
,-J..·-·!
l'l'J!T, Ktflru<U<,
i
Det ity
I
Bawm u
---·--·----liiiiliil
-
-.
L
Q
,
-- -
·-·----·-·---····----···---··-·-·····----·---·-----------_j
!.j_ - §ikfi ijirip(i:J(J'ti ii,; --- .-- ---- ----
---
---
I
dot\ t:el<
J§i lhan" 'lsi Data'
tpi han:
'!'rli !tl)IJ:f> .'_
_
I
[lsiData
Pllih 'Ecfrt'
Filth 'Hapus'
·
·
-
·
·
.
, 1 -
·-
-
"l
I
-
t
_j_
Pi
PiUhl
Pitih 'Pareto !
II
il'
I··
'J
·-;-
!
Jn
..
i
Prod da
.
n
..
f
.®.
eq
[--
-
]
I
Hapus
1
'G!afik.Garis 1
'!ji!l!Jgla!( T-'1
Tarrpil
T<npil """"
.---.-:::.
.
I
dan'"'""
lc'fslnpll1
npJt
Fr<:xj
dan .krlf'rod
I
..
t_
',- .
---
'
1
r·.
--
I[
•
T""T'll.a>{<lr
Pe;an
l
-
-
Grnfik
Clil!i•
Hi
Datatemaju,
GraflkGarls
Hi5tqjromj
Pareto
t.=;;: ---- ']
-
-.
-----
--
1
'-"yar I"""' •
1
Tarf'l'1l
Layar
PesN
tan!
tayar Pe;an
--.- · -
-
---
-- 1
1
ataSudahTersl YI" f
'dandatatersirrpan
1
i
,
!. ........
-
---'
------ --
i
Pi
h
G[ajjt
,
...._..lt!Jj!_
..
,
..
-
l..
.I<l!]'!'
L
''Data
Sudah Ter
--1
·
i
I
1
--u··
·-:Gow
··BP· lilh-.;.
;,;;;.1Pillh
'Pareto'
,
.ayar
.
,
I
-
=
rl
-
:·
I
|
 ...
Tanpt
Gmnk
c;..;s ...
Iai1Jllt
Histog!tllll_ TMJ'Il Paroto
-r
I
I
j
Gram< Garis j
jl-llstqjramj
[
Pareto
1
IJ
?
;
1
i
[
I
[
-
j
-······---··1
Qaftk- rlS-,
;t
·
:- r= = -- -1
1
·
-
--r-=- ---··J_rd«ln: ...rL
Tarrpil l.ayar I.Jta'ra
I
1
_L
J
Gam bar 5.2.7 STD Menn ClleekShect Harian
"DailyCheck"
s
|
 l03
Tekan
'l<.eluar'
•rocac=rnc:p:Cili'LC':a="yar
Utama
Jtka
da..::· frt;_9.!Jmipr:::! ada
"' 'Edit' a tau
'Ha:pus•
Pitfh
GHtfi'k
i
Bagan KendaH
G=-r.-,=,
;"k-=B:-a-ian
I
[
Kendall
'
-
--1
"""-····--
I
Tek:an 'Ketuar•
Tam pH layar
Utama
--:c::--c
Gam bar 5.2.8 STD Menlll CheckSht Harlan
"Bagan adali"
|
 -
H
-
istorg®
-storg®
-&reg;
.
"'
··-
-·-- --
·-- --,----
----
..
--
·· ---- ---··------,
c
ee
Input
KdQCC,
Periode
-·De 'riPJica;;t .it'-
[
Masalah
(jlka ada masaloh)
[ii;iih-Kerera an
;]Pilih
Kctcran!llln =
!
'Uji enyeba
'--
1
!mplPl'l'lflntasl Perbaikan'
lia-ITipilkacek,
Item
Tompit
Kdcek,
_j.IJika item data
ad':!
_
(jik
em data ada)
Deta
'!
Uj;l
r
Detail
1
.
J
l
;
J--··-·-----·
Jlka dat.a cek ada, freq, jmlprod tidak ada
---------·--------------1
Jlka dat":_ '2 f":;l>J_mlprada
i
pilihan
= '1!>1 uata'
pllihan o:: 'EdW atau 'Hapus'
l
Pllih 'Edit
Plllh 'Hapus'
Pilih[
_
Pilih
---------
l
lnput
-
JmiPmd dan
freq
-
t
[
--*--]
'Clraflk Gad;'
--
.'ill-
!P_gntro
_PJHb_'P.arn!fl'_
--
----
'-·
-.,
----
·-·
lampn Layar
Pesan
-- ····· t
t
Hapus
Tarnpll
Ed!
---- --
Grapl<.Ga11
---:-"'
-
Tampil Pareto
Tampil
t
•
···-·_--·
L
..
ayar_
·r_
P
d
e
n
s
_
a
--
n
-a
terstmpan
1
_"Oat;!
Suda
J
rs_lttl(:
Input
dan JmlPro<l
Data
rerhapus,
i
Graffk
Gans
Tampllla>"'r
tamplllaylll' Pesan
'
T- -
da,n data
tersfmpa_n
r
----Tayar
Pesan
I
1
]
tData -q h_T'-:rhaf?_ : !
Tarnpi\ lavar utama
--------·--
Gambnr 5.2.9 STD Menu CheckSbect QCC
|
 *Jm!Cek u:ka data ada)
jJjika
data
ada)
'
II
--1--
l
105
j!iank
Checkl
LSheet Haria
IIP.put Da
A;;;..;l, D<ttaAI<Jlir,
KdProduk,jlnpUI:
DataAwal, DataAkhir,
:
Keterangon '!lagan Kendali'
I
KdProduk, WSNo,Keterangan =
'Daily
Check'
t
I
I
'Tampil KdCek, Item, freq
rata·rata,
:Tampil KdCek, Item, TotFreq, TotJm!Cek
, i
i
I
Detail
Bank
:
I
Detail
Bank I
Tekan Ke!uar 1 :
:
rjBagan
Kendati
!
Daily
Ch
Tamplt layar
u
ma
I
,1:
I
,
, -
1
,
,_,
--- _,-L;:;-TPilili-;----
'I
I:
I
L
Jlka rotal defect> Std_ 1
Pillll 'Grafjk
J:ilih
'Pareto'
I
[I
·
.
tTampi! desklipsi
masalah{,TGrafik Garis "'T
Histogram tTam!Pareto
'1,
Deskripsi
I
!Grafik
Garis
II
I
Histogram I
;
Pareto
'
1
II
masalah
1
!
I
Pil'h
.'
Qrc
:
L
-,-,----
1
:
,,_- ,
1
I
' '
'
'
l
ti.._...
,,
!
I
i
I
1
1
-.
j.Tatl)pil
f=
Program
c1
i
1
1
,
:
!¹
·Program
1,
I
1
1
,
II
I
I
QCC
I
!
I
I
I
L
' 1
1
=- -
I
,--,--,---,_,
l
,,-- --'L_==--r;rii
!
1
T
p
ekan
i
i
l
K
a
elua
.r
:
I
I
I
Gamb.ar
5.:uo
STD Bank
CbeckSheet
&rialil "Daily
Check"
I
Detail Bank
I
t
CheckSheet
---
Tekan KelJ.Jar
I
Sagan Kendali ¹
TampilLayar
Utama
I
'
'
Gamb;;:r
5.l.H
STD Bllink
Cl!:eckSI!llect Harlan
"Bagan Kenilll.li"
|
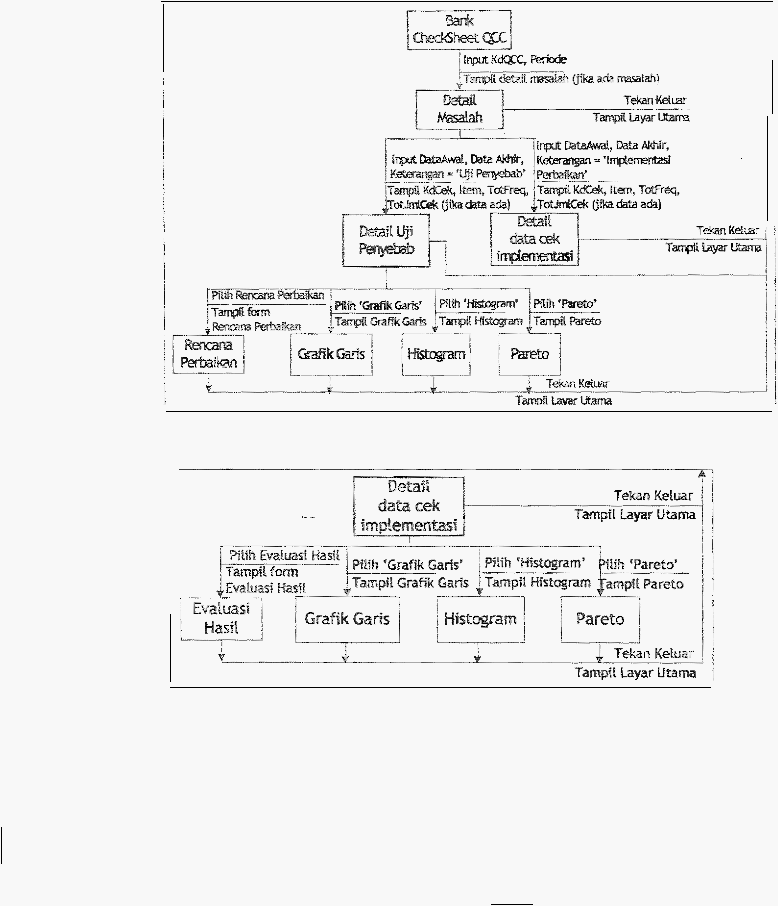 106
A
I
Gam!>2r 5.2.12 STD
Bank
CheckSheet QCC
"'Uji
Penyebab"
Gamb:u·5.2.13 Sl1J Bamk CheckSJJeet
QCC
"Implementll!si"
|
 I
r··
GL....
---
I
lmpl
ment
st
--1
_ ¹
:
I
1
1
1
1
1
•
:
_,
;
J
-
·--- --
-
·--- ---
..--
1
Biaya
_j
ri(· _·te- -n- n··;-l
N
------ -l•torangan '
'Rework
Oaily
Che<k'
i:liD.Jl.ll:mAILtUL!:ul>AiliJL
U\ULc]JJ.iA!lJl ill:---------
1
i
J
f
-l·-
r::dorRoworkl---------
.
--- -------
l
--
a
L_
_
!!!.P..! _gs:s!)
_er
d.!
Input
KdQCC
Periode
Jika
ldak ada
data,
r:-- --:r-::--··----- ---- -
tam pH layar
pcsan
Jf
oa
aua data,
tam pH uet it
1·---·-·-coc·
-
·ve·san
-------1
-
--*tO_f_lk_p::ml
bahasan
'Tlm
sedang tidal<
;
DetaH
tnp-ik
-
---
--·-
-·-----·---"··--·L ft.c. ; :_fL_ _!,L..
membahu
masa1ah
apapunt•
1
L_ embaha -
Tam pH l.ayar
Utama
-- --
Jl ;u:
.
:
: D;taAkhir-
...........
L........
---············-----····-···----
IOJ>•".t_DJ'. c•..''-"·''t.' '!•-•- - -'-':........
.-i-ika-·t·;·d ·k·- ·da··da-t --;·-<
Jlka
"da
data,
tnrnpH d ta11
bfaya
....-..- t an"'
1
1
1sl Data'
ptementas1 (kdc.t:ok
rist
Datil
I'
O
t-aJ!-BJaya
it
om, freq
1
th:taH
btaya)
i•.
·--·-·-·-·fn-p·ut
KetlHaya
WktKerja
..
'"·--
Pe-l'!'._a]fk!_ ._
_j
Jm
tPekerja, tLManHc:nu,
_
l-f;
lfiP[£f{;}'e-i: 1··--tP[i
I i - J ----"'..
-i - J ----"'..
-J &#45;&#45;&#45;&#45;&#34;'..
. &#38;#45;&#38;#45;&#38;#45;&#38;#45;&#38;#34;'..
---- ---
---
P
H1h •
u
a
Pus·--
-=-L--
---------·
i - - -·-
-
-t- terstm
p
n
. Ed it
H
a
pus
PiHh
'E !: r!_' Ptlif!_:H! .to rl.l
tayar
P-enn
'I
----- -pnPut
l(et81aya,
WktKcrja!
pH Pie
Cha_.r:.
Tamptl Hlsto_sra_m --
------,
-- -a -s- <4lt..J.et:>ltnJ?
---
JmiPekerjal
B_ManHou
nua
te-rhapu!l,
(!1e
Chart
iHistograto
l
·-·-·
L.
--·
a tainperFreq, B
Lain
t
fl
p
-I ---
_
Hih
.
'Pie
Ch
.
art''
"
P
i
r
lih
.
'Ui
H
st
f
o
'g
ram'
r·
a
·
m
--
p
-
ll
-
'
L
"-
•
y
-
•
r
e
P
.=
s
.
a
·
n
"--
amp
es:an
I
---·---....
':!!.PJ
1
1
Pie
f:_.f. _lllP]i1
stogram
.dan data
te-rnim pan
I
Pie
Chart
!
Histogram
---.- -raya·r·p·e·san-·-""-----·-¹
ayar
I
------,----
-
'"--
-
-
---
'"Data
Sudah Tetsfmnan"
I
ta
Sudah
I
I
1
·
-1 1 ; -
:clH; ..:
1
iltf1t1
.1t1
"
-
,
·
\
,
...
.
1
'
._.
.
[
·ch;;;-t]
[ii;;, ·r' ;;,-j
s
.
_
.
,
1
·
-----
-9: ._. -· -·-""---..·--.
.._. -· -·-""---..·--.
1.__
-- --
l!.!_kan
·
L
-L...
Tam
pH
Layar
Utama
--------·
·
Gam bar
5.2.14 STD M.enu Biaya Implementasi Perbaikan
0
,
|
 finp t KdProduk, WSNo,
------------ ·11nput
KdProduk, WSNo,
I
Lf;m!l.!\VJ!LP tS!Ailh.iL
IJlJitl!Awat, DataAk!l!L
-
J-
16
n
--, -- , -
-
--,- ---
,
I
--- --
----
--------- ---
--
--
--
,
fampi/, .i J
:lt
ri{
I
1 .
.
.
_ ,
,
.
Jika
ada data,
tampil detail biaya
1
iJ1ka t!dak
ada <lata,
pillhan-
Is! Data
I implementasi
implementasi
(kdcek,
item,
freq,
detail biay•Ji
rlsi-Dat;l
r
();;tail
Blaya ']
I
iilput
Ket8iaya, WktKerja,
.
l_D_IIHY_
C':_:ck
1
I
JmlPekerja,
B_ManHour,
.
.
-
-
-
-
l
.
---
---l
I
¹
.
S
LalnperFroq,_ Bc_L_a_!n_pjlih
:Edit'---·---
I
Tampill.ayar
Pnsan
·'-- ·----
-
-Pillh
'Hapus'- --
Y
-
I
--I - -
---
·1
1
r
Layar Pesan
J
"linput
KetOiaya,
WktKerja,
r-
Tarnpll Pie
Cha•:. :rampll Hlstogramj--
I
d_"n
:laa
t" simpan
Edit
1
Hapus
Pflih 'Pie ctJ_ar
P!Uh 'His_tog a_m'_
I
JmiP?kerja,
B_ManHou ·
Data
terhapus,
[Pie
Chart
1
[Htstogram
jl
l..::l)_ata:Sudl?hJ.,r:sil'll_Qan':_
.
--·-····----------------l
Lamperfreq, 8
lain
t
'II
I l'illh
'Pie Chart' .
Pillh
'Histo ram'
--- - ----
-------- ---- .. amp• ayar
Fesan
1
1
t-.,--=---j ...
it-.. --
_
0
.
.
L..
1
Tampll Layar
Pesan
1
------ -!J':IT_IJ?i<
P e J:lart
t..
•rnP"
Histogram
,rdan
data
terslmpan
,---------"-·---·-----
I
.
I
[
PI:.Chart]
[Histogramj
-
-
-·layarl'esari
j
--
I
Layar
Pesan
I
1
j
I
.,
.
:'P
s
j
I"I'!. l'l!n
''-.J
,
_' D.ata_
<J_d
_
!
h."P-" j
I
I
I
--
ITf!l.Pill ""'
cl
h_ rt_ ]_<>_m[>H
Histogram
I
I'
l
·1
JP!lil1
:.j> Cha_rt'
1Pilll1_'!ill$lB!.Q.m'
I
I
I
I
Pie
Chart
-
== -=
-
Histogram
I
i
,
I
.
L
-...·······
..
·--
,_"_.
-F- ..,_,
1
_
=
·
"-1
=
-== == ==
j
-'L- ----==-
r
I
:; t:
: ---
·;---
·.
.
:J
'
Gam bar 5.2.15 STD Menu
Biaya
Rework
-
0
""
|
 -·---
<
j
-
-
-
'
-----
-
--- ----------- ------------ -_,,
<
IIra aks Qc
--..- -"---------
b
!
m
QC
:
d
tr
ka
;
Pe b;.
F:::;c;: .
::,:
""'''--]:
"'SoP
,
:_J
ldentiffkasi Penyebab
·13J;:ru::Jl!lil
Pel"baikan
Eyalu<l51
HasU
,_
-
rrogr
QCC
J
[
:
;;ij
[_P
f
:n
J
[=valu
Hasi
I
SOP
j
'
I
r
'
!
Tekan
'Keluar'
I
"-· ---·---
.
-
--
.,.
"---
-
-
-"'---------
!L
,
-
..................
.
,
_
Tampil
Layar
Utarru
-
-"-
----- -----
Gam bar 5,2.16 STD Menu
Transal<si QCC
0
"'
|
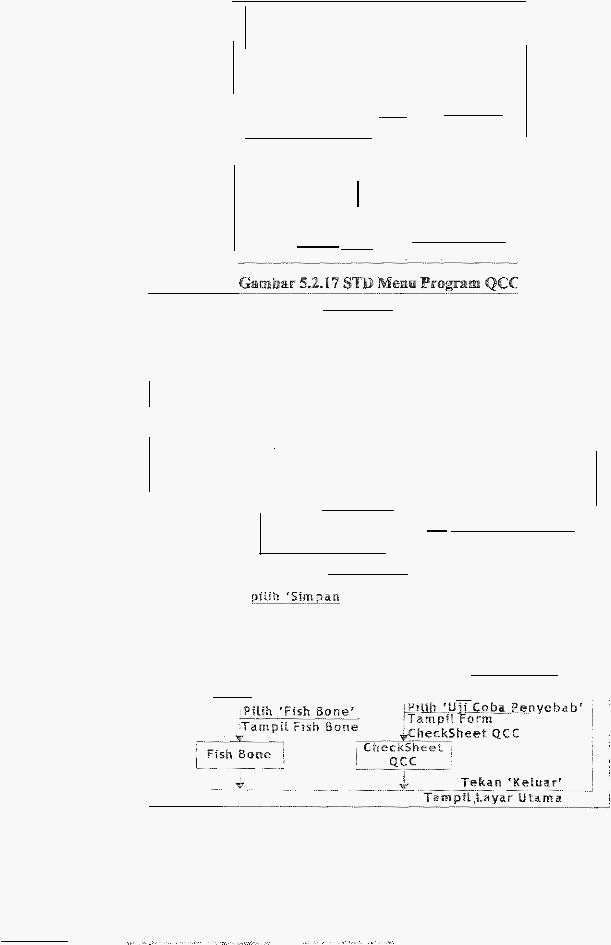 I
J,Topik Pembahasan
•
I
t
110
Program
QCC
I
L---.---_j
Input KdQCC dan
periode
-,ram
pirHeader--·
"-
1,
Topik
Pembahasan
1
I
Heade
Toplkl
I_e J1_'1\..elu r· •
I
f'em
bahas-:_n_j Tamr-H
layar Utam'ai
I
Pilih 'Profil'
l------ ---- ----
Tam pi
l
Header
QCC
1"1feader
1
I
ProfE QCC
L
.
Tekan 'Keluar'
TampH
layar
Utam a
[1; i: k: i
i
Input
KdQCC
dan
Periode
r----
---- ---- --- ------------
'
Tamp1l
Header
-- ---
---_-]
I
Header Top1k 1
Tekan
'Keluar'
I
,
t_
Pembahasan
..J
-
Ta-mpil
Layirutama---i
I
P
ilih
Faktor Penyebab
----··--·--·
1TampH Form
}Sebab
Akibat
Form
I
..
..
Tekan 'Keluar'
Sebab
Akibat
f
Tam pit
Layar
Utama
:
J
I
I
j
!fiputSebab
dan
'
,
TamH layar
pesan
'dan
data
tersimpan
I
Layar
Pesan
!
rnout
Sebab dan
I
i
pliih
BataP
;-----
------
--·
!
Tutup form
Sebab
1
Akibat,
tampillayar
1
Header
Pembahasan
r-1
'
.
'Data sudah
tersim
pan
---"'---
1
Header Topik
1 Pem bahasan
Gam
bar
5.2:.18 STD
Merm
Ideutifiwi ll"enyeba!J
|
 I
Frame Topikl
I
r-----·-
I
111
i
Input KdQl:C dan periode
1_------- -·-·---- -·-·-
;
Tampi!frame
.j,
Topik
Pembahasan dan Tabe!
Penyebab
-_..1_.. --- -·-·- ··---
Tabel
I
Tekan 'Keluar'
I
----j Pembahasa
!
Penyebab
----
Taiiiiifllayar
Utamal
!
Pilih penyebab
I
;-Tampn frame
oeskripsi
Rencana
Peroaikan
I
lf-;=;;me
eskrip;i--}
Tekan 'Keluar'
I
l
Rencana
Perbaikan
·-
Tampil Layar litama"---1
L_
•
.
.
I
Tabel
Deskripsi
I
Rencana Perbaikan
i
i
Input Deskripsi
I
i
Rencana
Perbaikan
'
dan piiih
'Batal'
:
Bersihkan kotak
i
input Deskripsi
,
Rencana Perbaikan
13ersl!ian
ot
1
input Deskripsi
;
Rencana Perbaikan..J
·
Pilih Cara perbaikan diTabelRencana
Perbaikan
l'._ --··-·---·--- ·-·--··-·-------··
'Tampil
fr2.me
Rencana Biaya Perbaikan
I
Frame
Rencana
!_
-----·-
Tekan
'Keluar'
_I
I
Biaya Perbaikan
I
Tampillayar
Utama
·
input Rencana Bfaya
Input Rencana Biaya
Perbaikan dan pilih
I
Perbaikan dan p1lih
'Hitu11g Biaya'
'Simpan'
l-_.:
·--- ·---
Lakukan pernitungan
Simpan dan
:
dan tampilkan
.
tampiH<an
layar
:
Totat Biaya
l
pesa11
Input Rencana Biaya
I
f>erbaikan dan pilih
'Bata!'
Bersihkan kotak
:input Rencana
• Biaya Perbaikan
·-
Layar
y
Pesa l
I
Ber!iihkan
kotak
l
l
\
input
Rencana
I
Total
Biaya
1
1
1
,
'Data
sudah
1
terslmpan'
!
1
Biaya Perbaikan
1
:
------
-
---
-··-··---··-*-------··-------
---------
---
------
----
--I. Jsan_ tKet_uar
Tampillayar
Utarna
Gam
bar
5.2.19
STD
Menu
Rencana P'erbaikan
|
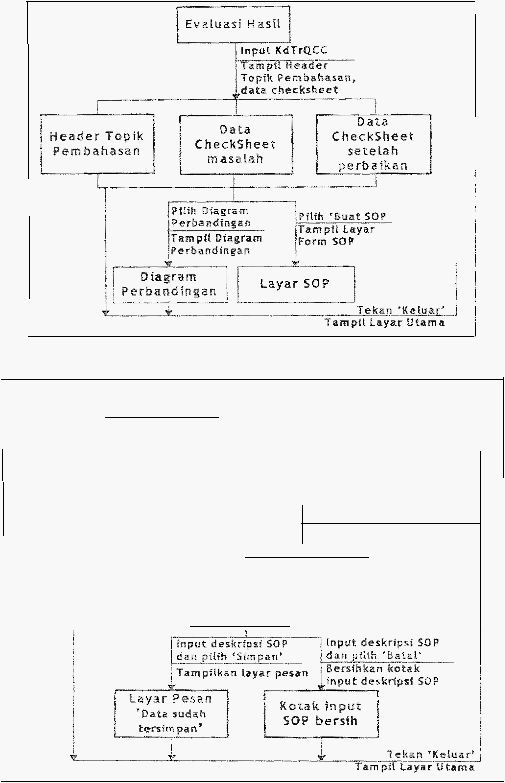 l
I
I
112
"
I
l
Gambar 5.2.20 STD Melillll Evaiuasi
Basil
Csop
l
j
tnput
KdTrQCC
!Tam pit
Header--
'
l
Toplk
Pembahasan dan
l
Tabet
item
Perbatkan
-, ·- - ··-"'- --- --!
-
--:;-
Header Topik
t
Peml>ahasan
I Tai:let
item
perbaikan
lflH _ftem
pe a kan
!
Tam
pit
frame
!
deskripsl
SOP
l
Frame
I
deskripsi SOP
Gambl!r 5.2.21STD Menu SOP
|