|
BAB 2
LANDASAN TEORI
2.1 Tinjauan Pustaka
2.1.1 Pengertian dan Tujuan Tata Letak
Definisi tata letak ditinjau dari sudut pandang produksi adalah susunan
fasilitas –
fasilitas produksi
untuk
memperoleh
efisiensi pada suatu produksi.
Perancangan tata
letak
meliputi
pengaturan
tata
letak
fasilitas
–
fasilitas
operasi
dengan memanfaatkan area yang tersedia untuk penempatan mesin – mesin, bahan –
bahan, perlengkapan untuk operasi, personalia, dan
semua
peralatan
serta
fasilitas
yang digunakan dalam proses produksi. Perancangan tata letak juga harus menjamin
kelancaran aliran bahan –
bahan, penyimpanan bahan, baik bahan baku, bahan
setengah jadi maupun produk – produk jadi.
Perancangan sistem fasilitas, perancangan tata letak, da perancangan material
handling pada dasarnya mempunyai kaitan yang tidak dapat terpisahkan. Yang sering
terjadi adalah bahwa perancangan tata letak dan material handling dilakukan terlebih
dahulu,
sedang
perancangan
sistem
fasilitas
menyesuaikan dengan
tata
letak
yang
telah dirancang. Untuk itu perancangan tata letak diusahakan sefleksibel mungkin,
karena dengan adanya perubahan permintaan, penemuan produk baru, proses baru,
metode kerja baru dan sebagainya, perusahaan terpaksa harus melakukan
perencanaan tata letak ulang. Untuk itu perancangan tata letak harus melihat jauh ke
|
|
depan agar perubahan- perubahan tata
letak dapat diminimalkan, karena biaya
yang
dikeluarkan dalam proses perancangan ini relatif besar.
Adapun tujuan perancangan tata letak fasilitas antara lain :
1. Memanfaatkan area yang ada.
2. Pendayagunaan
pemakaian
mesin, tenaga
kerja, dan fasilitas
produksi
lebih
besar.
3. Meminimumkan material handling
4. Mengurangi waku tunggu dan mengurangi kemacetan dan kesimpangsiuran.
5. Memberikan
jaminan keamanan, keselamatan, dan kenyamanan bagi tenaga
kerja.
6. Mempersingkat proses manufaktur.
7. Mengurangi persediaan barang setengah jadi
8. Mempermudah akrivitas supervisi.
2.1.2 Tipe – Tipe Tata Letak
Tipe tata letak yang sesuai akan menjadikan efisiensi proses manufaktur untuk
jangka waktu yang cukup panjang. Tipe – tipe tata letak secara umum adalah :
1. Tata letak berdasarkan aliran produksi (product layout)
Layout produk
ini
sering
disebut
dengan layout
garis
(line layout).
Layout
produk ini merupakan penyusunan tata letak fasilitas produksi yang didasarkan pada
urutan proses dari bahan baku sampai menjadi produk akhir. Penempatan mesin dan
peralatan produksi yang dipergunakan dalam pabrik tersebut akan didasarkan kepada
|
|
urutan proses yang ada. Mesin yang mempunyai urutan proses yang berdekatan akan
diletakkan pada tempat yang berdekatan pula. Demikian sebaliknya mesin yang
urutan prosesnya berjauhan akan diletakkan pada tempat yang agak jauh pula, sesuai
dengan urutan proses yang ada. Pada
umumnya, produk yang dihasilkan oleh
perusahaan-perusahaan yang mempergunakan layout garis ini mempunyai variasi
produk yang relatif kecil apabila diperbandingkan dengan jumlah unit produk yang
diproduksikan. Dengan demikian produk yang
diproduksikan ini akan merupakan
produk dengan jenis yang sama, atau kelompok jenis yang sama. Demikian pula
dengan
mesin dan peralatan produksi
yang dipergunakan, biasanya akan
merupakan
mesin dan peralatan produksi yang penggunaannya bersifat khusus. Mesin dan
peralatan produksi tersebut memang dipersiapkan untuk memproduksikan produk-
produk
tertentu
saja
dan
tidak
dipergunakan
untuk
memproduksikan
produk
yang
lain.
Kelebihan-kelebihan Product Layout :
Layout sesuai dengan urutan operasi, sehingga proses berbentuk
garis
Pekerjaan dari satu proses secara langsung dikerjakan pada proses berikutnya,
sebagai akibat inventori barang setengah jadi menjadi kecil.
Total waktu produksi per unti menjadi
pendek
Mesin dapat ditempatkan dengan jarak yang minimal, sehingga jarak material
handling dapat dikurangi.
Memerlukan operator dengan kemampuan yang
rendah.
|
|
Lokasi
yang tidak begitu
luas dapat digunakan
untuk
transit dan penyimpan
barang sementara.
Memerlukan aktivitas yang sedikit selama proses produksi berlangsung.
Kekurangan-kekurangan Product Layout :
Kerusakan dari satu mesin akan mengakibatkan terhentinya proses produksi.
Layout ditentukan oleh produk
yang diproses, perubahan desain produk
memerlukan penyusunan layout ulang
Kecepatan produksi ditentukan oleh mesin yang beroperasi paling lambat.
Membutuhkan supervisi secara umum yang tidak terspesialisasi.
Membutuhkan investasi yang besar karena mesin yang sejenis akan dipasang
lagi kalau proses yang sejenis diperlukan.
2. Tata letak berdasarkan fungsi atau proses (process layout)
Layout proses sering pula disebut dengan layout fungsional (functional
layout).
Layout
fungsional
ini
merupakan
susunan tata
letak dari
fasilitas produksi
yang didasarkan atas kesamaan proses dari proses produksi yang dilaksanakan dalam
perusahaan yang bersangkutan. Apabila manajemen perusahaan yang bersangkutan
mengadakan
penyusunan layout
dengan
mempergunakan
dasar
layout fungsional,
maka berarti manajemen perusahaan tersebut akan berusaha untuk mengetahui mesin
dan peralatan produksi apa saja
yang
akan dipergunakan dalam pelaksanaan proses
produksi tersebut, kemudian akan mengadakan pengelompokan terhadap mesin dan
peralatan produksi yang mempunyai kesamaan proses. Perusahaan yang
|
|
mempergunakan layout fungsional ini pada umumnya adalah perusahaan-perusahaan
yang mempergunakan mesin dan peralatan produksi yang bersifat umum. Mesin dan
peralatan produksi dengan proses tertentu akan dapat dipergunakan untuk
menghasilkan berbagai macam produk tertentu. Sesuai dengan keadaan tersebut maka
pada umumnya perusahaan yang mempergunakan layout semacam ini adalah
perusahaan di mana variasi produk akan relatif lebih besar daripada jumlah unit
produk yang dihasilkannya. Produk yang dihasilkan ini standar produksi yang
dipergunakan dalam perusahaan
tersebut
(terutama standar bentuk dan
ukuran
produk) akan berjumlah cukup banyak sehingga produk yang diproduksikan di dalam
perusahaan
semacam ini
akan
mempunyai variasi
yang
besar.
Bagi
perusahaan-
perusahaan
yang
mempergunakan layout
fungsional ini, pengawasan terhadap
pelaksanaan proses produksi di dalam perusahaan tersebut perlu dilaksanakan dengan
lebih teliti. Hal ini disebabkan oleh karena di dalam layout fungsional ini pelaksanaan
proses produksi pada umumnya mempunyai urutan yang tidak selalu sama. Dengan
demikian maka dalam upaya pengawasan pelaksanaan masing-masing proses di
dalam perusahaan tersebut perlu pula untuk diketahui urutan penyelesaian proses dari
produk yang sedang diselesaikan tersebut.
Keuntungan Process Layout:
Investasi mesin yang relatif
rendah
Fleksibilitas
tenaga
kerja
dan
fasilitas
produksi
besar
dan
sanggup
mengerjakan berbagai macam jenis dan model produk
|
|
Penggunaan mesin dapat dilakukan dengan efektif
Keragaman tugas membuat tenaga kerja lebih tertarik dan tidak bosan.
Adanya
aktivitas
supervisi
yang
lebih
baik
dan
efisien
melalui spesialisasi
pekerjaan.
Kekurangan Process Layout :
Aliran proses yang panjang mengakibatkan material handling lebih mahal
Total waktu produksi lebih panjang
Inventori barang setengah jadi cukup besar.
Diperlukan
ketrampilan
tenaga
kerja
yang
tinggi
guna
menangani
berbagai
macam aktivitas produksi yang memiliki variasi besar.
Kesulitan dalam menyeimbangkan kerja dari setiap fasilitas produksi karena
penempatan mesin yang berkelompok.
3. Tata letak berdasarkan kelompok produk (Group Technology Layout )
Group layout
memisah-misahkan daerah-daerah dan kelompok-kelompok
mesin
bagi
pembuatan
“keluarga” komponen-komponen yang memerlukan
pemrosesan yang sejenis. Setiap komponen diselesaikan di daerah-daerah spesialisasi
ini dengan keseluruhan urutan pengerjaan mesin dilakukan di tempat tersebut.
|
|
Kelebihan-kelebihan Group Layout:
Dapat mengurangi pemborosan waktu dalam perpindahan antar kegiatan yang
berbeda, dengan standarisasi dapat menghilangkan duplikasi dan mengurangi
waktu pelacakan sewaktu – waktu membutuhkan informasi.
Dapat
mengurangi
waktu set
up,
mengurangi
ongkos
material
handling
dan
mengurangi area lantai produksi.
Apabila ada urutan proses yang terhenti maka dapat dicari altrenatif yang lain.
Mudah mengidentifikasi bottlenecks dan cepat merespon perubahan jadwal.
Operator makin terlatih, cacat produk dapat dikurangi dan dapat mengurangi
bahan yang terbuang.
Kekurangan-kekurangan Group Layout :
Utilisasi mesin yang rendah.
Memungkinkan terjadinya duplikasi mesin.
Biaya yang cukup tinggi untuk realokasi mesin.
Membutuhkan tingkat kedisiplinan yang tinggi dikarenakan ada kemungkinan
bagian yang diproses berada pada sel yang salah.
4. Tata letak berposisi tetap (Fixed Position Layout)
Layout posisi
tetap
ini
merupakan
susunan dari
tata
letak
fasiliias
produksi
yang diatur di dekat tempat proses produksi dalam posisi
yang tetap. Layout posisi
|
|
tetap ini berada di luar bangunan pabrik dan dipergunakan untuk satu kali proses saja.
Contoh penggunaan layout posisi tetap ini adalah pada pembuatan jembatan,
pembuatan perumnas, pengerasan jalan, pembangunan gedung, dan lain sebagainya.
Pada saat proses produksi dilaksanakan, maka segala mesin, peralatan dan
perlengkapan produksi akan diatur di dekat tempat proses produksi. Namun apabila
proses produksi tersebut sudah selesai, maka semua mesin, peralatan dan
perlengkapan produksi
ini akan dibongkar
lagi dan dipindahkan di
tempat
yang
lain
untuk dipergunakan bagi pelaksanaan proses produksi pada tempat yang lain lagi.
Kelebihan – kelebihan Fixed Layout :
Perpindahan material dapat
dikurangi
Kontinuitas operasi dan tanggung
jawab kerja bisa tercapai dengan sebaik
–
baiknya.
Kekurangan – kekurangan Fixed Layout :
Adanya peningkatan
frekuensi pemindahan fasilitas produksi atau operator
pada saat operasi berlangsung.
Adanya duplikasi perlatan kerja yang akhirnya menyebabkan perubahan ruang
kosong dan tempat untuk barang setengah jadi.
Memerlukan pengawasan dan koordinasi kerja yang ketat, khususnya dalam
penjadwalan produksi.
2.1.3 Ukuran Jarak
Terdapat
beberapa
macam sistem
yang
dipergunakan
untuk
melakukan
|
|
i
i
pengukuran jarak suatu lokasi terhadap lokasi lain, antara lain :
1. Jarak Euclidean
Jarak Euclidean merupakan jarak yang diukur lurus antara pusat fasilitas yang
satu dengan pusat fasilitas lainnya.
Contoh
aplikasi
dari
jarak
euclidean
misalnya pada beberapa
model conveyor, dan juga
jaringan
transportasi dan
distribusi. Rumus yang dugunakan yaitu :
d
ij
=
[( x
i
-
x )
j )
2
+
(
y
-
y ) ]¹ 2
j ) ]¹ 2
2 ]¹ 2
/ 2
dimana : x
i
= koordinat x pada pusat fasilitas i
y
i
= koordinat y pada pusat fasilitas i
d
ij
= jarak antara pusat fasilitas I dan j
2. Jarak Rectilinear
Jarak rectilinear, sering juga disebut dengan jarak Manhattan merupakan
jarak yang diukur mengikuti jalur tegak lurus. Misalkan untuk menentukan
jarak
antar kota, jarak
antar fasilitas dimana peralatan pemindahan bahan
hanya dapat bergerak secara tegak lurus. Rumus yang digunakan yaitu :
d
ij
=
x
i
+
x
j
+
y
i
+
y
j
3. Square Euclidean
Square Euclidean merupakan ukuran jarak dengan mengkuadratkan bobot
terbesar suatu jarak antara dua fasilitas yang berdekatan. Rumus yang
digunakan yaitu :
d
ij
=
[( x
i
-
x )
j )
2
+
(
y
-
y ) ]
j ) ]
2 ]
|
|
4. Aisle
Aisle distance akan mengukur jarak sepanjang lintasan yang dilalui alat
pengangkut pemindah bahan.
5. Adjacency
Adjacency
merupakan
ukuran
kedekatan
antara
fasilitas –
fasilitas atau
departemen – departemen yang terdapat dalam suatu perusahaan. Kelemahan
ukuran
adjacency
adalah
tidak
dapat
memberi
perbedaan secara
riil
jika
terdapat dua pasang fasilitas dimana satu dengan lainnya tidak berdekatan.
2.1.4 Aliran Material
Aliran material yang lancar
secara
otomatis
akan
mengurangi biaya aliran
dengan demikian tingkat produktivitasnya meningkat. Perencanaan material menjadi
komponen yang paling penting untuk menjadikan perusahaan berkembang dan maju.
Sebuah aliran barang yang direncanakan dengan baik dan cermat
mempunyai
beberapa keuntungan, antara lain :
1. Menaikkan efisiensi dan produktivitas.
2. Pemanfaatan ruangan pabrik yang lebih efisien.
3. Kegiatan pemindahan yang lebih sederhana.
4. Pemanfaatan peralatan lebih baik, mengurangi waktu menganggur.
5. Mengurangi waktu dalam proses.
6. Mengurangi persediaan dalam proses.
7. Pemanfaatan tenaga kerja lebih efisien.
|
|
8. Mengurangi kerusakan produk.
9. Kecelakaan minimal.
10. Mengurangi jarak jalan kaki.
11. Mengurangi kemacetan lalu lintas di gang.
12. Sebagai dasar untuk tata letak yang efisien.
13. Lebih mudah untuk supervisi.
14. Pengendalian produk lebih sederhana.
15. Meminimumkan gerakan balik.
16. Memperlancar aliran produksi.
17. Proses penjadwalan lebih baik.
18. Mengurangi kondisi sibuk.
19. Urutan pekerjaan lebih logis.
20. Tata letak lebih baik.
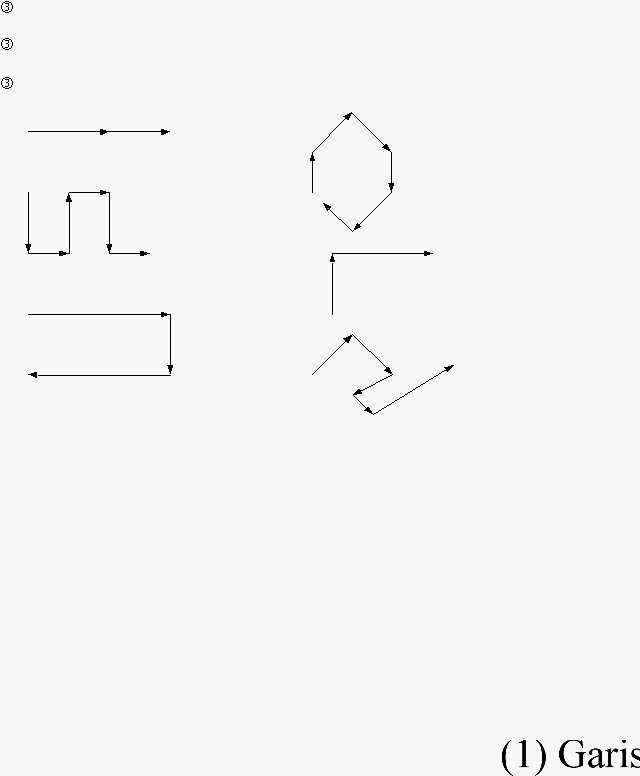
Beberapa
pola
aliran
umum
yang
menggambarkan
material
masuk
sampai
pada produk jadi adalah :
1. Garis lurus
Bilamana proses produksi pendek
maka pola garis
lurus
ini dapat diterapkan
sebab relatif sederhana dan hanya mengandung sedikit komponen atau
beberapa peralatan produksi.
|
|
2. Zig zag atau bentuk “S”
Dapat diterapkan bila lintasan lebih panjang dari ruangan yang seharusnya
dapat digunakan. Oleh sebab itu, bentuknya
yang
berbelol-belok
akan
memberikan
lintasan
aliran
yang
lebih
panjang
dalam bangunan-bangunan
dengan luas dan ukuran yang kecil.
3. Bentuk “U”
Bilamana produk jadinya mengakhiri proses pada tempat
yang relative
sama
dengan awal
proses
karena
keadaan fasilitas
tranportasi
di
luar pabrik
serta
pemakaian mesin bersama.
4. Melingkar atau bentuk “O”
Diterapkan bila produk kembali lagi ke tempat yang tepat persis ketika waktu
memulai atau pengiriman terletak pada satu tempat yang sama.
5. Bentuk “L”
Pola ini hampir sama dengan pola garis lurus, hanya saja pola ini digunakan
untuk mengakomodasi jika pola aliran garis tidak bisa digunakan dan biaya
bangunan terlalu mahal jika menggunakan garis lurus.
6. Sudut Ganjil
Pola tak tentu, tetapi sangat sering dijumpai jika :
Tujuan
utamanya
untuk
memperpendek
lintasan
aliran
antar
kelompok
dari
wilayah yang berdekatan.
|
 Pemindahannya mekanis.
Keterbatasan ruangan tidak memberi kemungkinan pola lain.
Jika lokasi permanent dari fasilitas yang ada menurut pola seperti itu.
Gambar 2.1 Pola aliran umum
2.1.5 Teknik – Teknik Konvensional Analisis Aliran Bahan
Aliran bahan yang mengalir dari satu departemen ke departemen yang lainnya
seringkali tidak mengalir secara lancar. Hal ini disebabkan tata letak departemen yang
tidak sesuai dengan pola aliran bahan. Teknik –
teknik perencanaan aliran bahan
dibagi menjadi dua kategori, yaitu :
1. Konvensional
Metode
ini telah digunakan bertahun – tahun dan
relatif
mudah
untuk
digunakan. Cara yang umum digunakan adalah bentuk grafis. Teknik ini
|
 membutuhkan rincian kerja yang banyak untuk membuat catatan perpindahan
untuk sebuah operasi yang ada.
2. Kuantitatif
Menggunakan metode matematika dan statistik yang lebih canggih, dan
umumnya diklasifikasikan sebagai penelitian operasional dan seringkali
dengan menggunakan komputer.
Peta – peta kerja dan diagram yang berguna untuk menganalisis aliran bahan
adalah sebagai berikut :
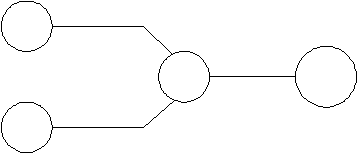
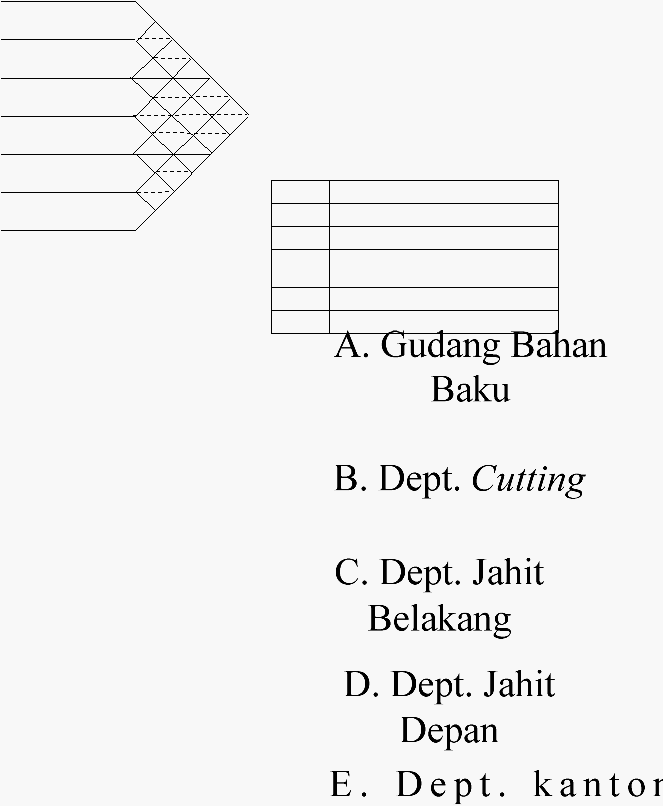
1. Peta perakitan (Assembly Chart)
Peta perakitan adalah gambaran grafis dari urut - urutan aliran komponen dan
rakitan –rakitan ke dalam rakitan suatu produk.
Gambar 2.2 Peta Perakitan
2. Peta proses operasi (Operation Process Chart / OPC)
Peta proses operasi merupakan suatu peta yang menggambarkan langkah –
langkah proses
yang dialami oleh suatu bahan
yang
meliputi
urutan proses operasi
dan pemeriksaan.
|
|
Beberapa keuntungan dan kegunaan dari peta proses operasi
adalah
sebagai
berikut :
Memberikan
informasi yang
lengkap
dalam
mengkombinasikan
lintasan
produksi dan peta rakitan.
Menunjukkan operasi yang harus dilakukan untuk tiap komponen.
Menunjukkan urutan operasi pada tiap komponen.
Menunjukkan urutan fabrikasi dan rakitan dari tiap komponen.
Menunjukkan hubungan antar komponen.
Menunjukkan panjang relatif dari lintasan produksi dan ruang yang
dibutuhkan.
Menunjukkan titik tempat komponen memasuki proses..
Menunjukkan tingkat kebutuhan rakitan.
Membedakan antara komponen yang dibuat dan yang dibeli.
Membantu perencanaan tempat kerja mandiri.
Menunjukkan jumlah pekerja yang dibutuhkan.
Menunjukkan sifat pola aliran bahan.
Menunjukkan masalah penanganan bahan.
Menunjukkan
kesulitan
–
kesulitan
yang
mungkin
timbul
dalam
aliran
produksi.
|
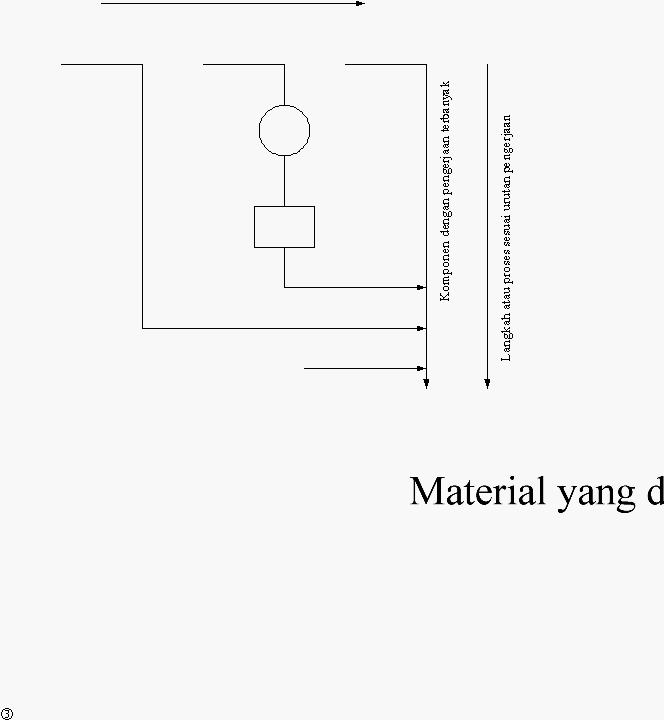 Gambar 2.3 Operation Process Chart
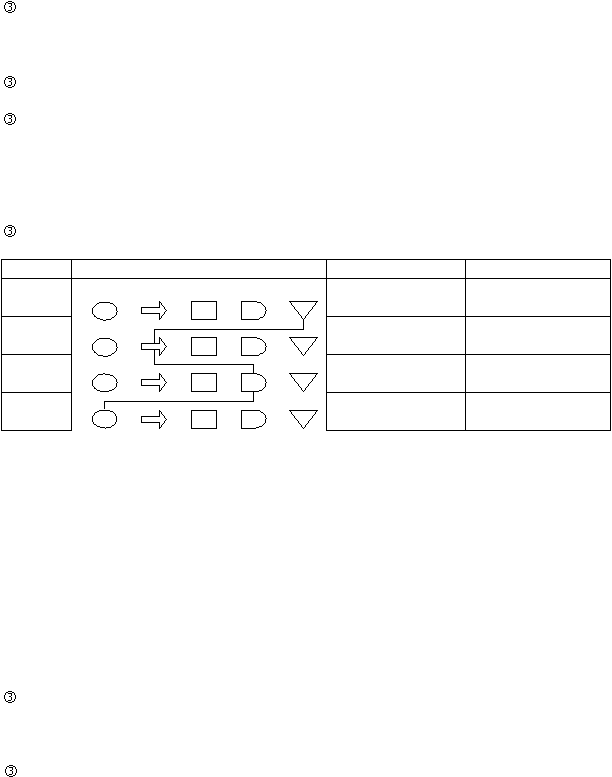
3. Peta aliran proses
Peta aliran proses adalah suatu diagram yang
menggambarkan urut –
urutan
dari operasi, pemeriksaan, transportasi, menunggu dan penyimpanan yang terjadi
selama suatu proses atau prosedur berlangsung, serta di dalamnya memuat pula
informasi – informasi yang diperlukan untuk analisa seperti waktu yang dibutuhkan
dan jarak perpindahan.
Beberapa kegunaan dari peta aliran proses adalah sebagai berikut :
Menunjukkan seluruh
langkah dalam suatu proses dan
melakukan pengujian
secara detail tentang proses.
|
 Digunakan
untuk
menganalisa proses seperti
:
jumlah aktivitas proses, jarak,
peralatan , dan tenaga kerja.
Sebagai dasar untuk melakukan perbaikan proses atau metode kerja.
Digunakan sebagai dasar untuk perhitungan biaya dan dapat digunakan untuk
melacak biaya –
biaya yang tersembunyi apabila terjadi ketidakefisien dan
terjadi ketidaksempurnaan pekerjaan.
Digunakan sebagai perbandingan apabila ada metode pengganti.
Langkah
Lambang - lambang
Uraian aktivitas
Keterangan
1
Disimpan di
gudang
2
Dibawa ke mesin
bubut
Jarak perpindahan
10 m
3
Di mesin bubut
Menunggu 0.5 jam
4
Dibubut
Gambar 2.4 Peta aliran proses
4. Diagram Alir (Flow Diagram)
Diagram alir adalah bentuk
grafis dari
urutan –
urutan proses yang dibuat di
atas
tata
letak
yang
sedang
dibahas.
Diagram alir
menunjukkan
lokasi
dari
suatu
aktivitas
yang
terjadi
dalam peta
aliran
proses.
Kegunaan
dari
peta
aliran
proses
adealah sebagai berikut :
Memperjelas peta aliran proses, dengan menunjukkan arah aliran yang sesuai
dengan peta aliran proses.
Membantu dalam proses perbaikan tata letak tempat kerja, dengan cara
|
 memindah
–
mindahkan
tata
letak apabila
ada
aliran
material
yang
tidak
sempurna
sehingga
dapat
diperoleh
tata
letak
yang
lebih
ekonomis
ditinjau
dari segi waktu dan jarak.
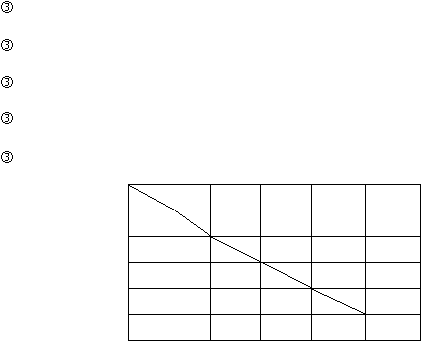
5. Peta dari – ke (From – To Chart)
Peta dari –
ke adalah metode konvensional yang sering digunakan untuk
perencanaan tata letak. Metode ini sangat berguna untuk perencanaan apabila barang
yang mengalir
pada suatu lokasi berjumlah banyak seperti di bengkel –
bengkel
umum, kantor atau
fasilitas –
fasilitas lainnya.
Adapun
data
yang
dimasukkan ke
dalam matrik dapat berbagai bentuk yang antara lain sebagai berikut :
Jumlah gerakan antar kegiatan.
Jumlah bahan yang dipindahkan tiap periode waktu.
Berat bahan yang dipindahkan tiap periode.
Kombinasi dari jumlah, waktu, dan berat tiap satuan waktu.
Prosentase dari tiap kegiatan terhadap kegiatan – kegiatan sebelumya.
Ke
Dari
A
B
C
D
A
15
8
B
16
18
C
10
D
Gambar 2.5 Peta dari – ke
|
|
2.1.6 Hubungan atau Keterkaitan Aktivitas
Dalam perancangan tata letak, analisis aliran material lebih cenderung untuk
mendapatkan atau mengetahui biaya dari pemilihan material, jadi dalam hal ini lebih
bersifat kuantitatif. Sedang analisis yang lebih bersifat kualitatif dalam perancangan
tata letak dapat digunakan peta hubungan aktivitas (Activity Relationship Chart-
ARC) dan diagram hubungan aktivitas (Activity Relationship Diagram - ARD).
1. Peta hubungan aktivitas (Activity Relationship Chart- ARC)
Peta
hubungan aktivitas
yang dikembangkan oleh Muther merupakan teknik
yang sederhana dalam merencanakan tata letak fasilitas. Metode ini menghubungkan
aktivitas –
aktivitas secara berpasangan sehingga semua aktivitas akan diketahui
tingkat hubungannya.
Keterkaitan aktivitas dilambangkan dengan simbol huruf . Simbol untuk
menunjukkan derajat keterkaitan aktivitas adalah sebagai berikut :
A = Mutlak perlu
Dua
departemen
tersebut
mutlak
untuk didekatkan agar proses
operasi
berjalan dengan baik. Tidak ada alasan untuk memisahkan departemen
tersebut.
E = Sangat penting
Dua departemen dinilai sangat terkait, hanya saja keterkaitan hubungan dua
departemen tidak sepenting derajat keterkaitan A.
|
 I = Penting
Dua departemen penting untuk didekatkan jika kondisi area memungkinkan.
O = Cukup / biasa
Dua departemen yang kaitannya tidak terlalu dekat
U = Tidak penting
Dua departemen tidak perlu untuk didekatkan. Hanya dalam keadaan tertentu
masih dapat ditempatkan berdampingan.
X = Tidak dikehendaki
Dua
departemen
harus
dipisahkan
antara
satu
dengan
lainnya,
karena
kemungkinan akan mengganggu kelancaran proses operasi, baik pada masing
–
masing departemen, kedua departemen sekaligus atau bahkan ada
kemungkinan
dapat
mengganggu
kelancaran proses operasi secara
keseluruhan.
Dalam memberikan simbol untuk mengukur kedekatan antar departemen
perlu memasukkan alasan sebagai dasar untuk menentukan hubungan. Secara umum,
alasan keterkaitan dibagi menjadi tiga macam yaitu :
1.
Keterkaitan produksi
Urutan aliran
kerja.
Menggunakan peralatan yang
sama.
Menggunakan catatan yang
sama.
Menggunakan ruangan yang
sama.
|
|
Bising, sebu, getaran, bau dan lain – lain.
Memudahkan pemindahan bahan.
2.
Keterkaitan pegawai
Menggunakan pegawai yang sama.
Pentingnya berhubungan.
Derajat hubungan kepegawaian.
Jalur perjalanan normal.
Kemudahan pengawasan
Melaksanakan pekerjaan serupa
Disenangi pegawai
Perpindahan pegawai
Gangguan pegawai
3.
Aliran informasi
Menggunakan catatan / berkas yang sama.
Derajat hubungan kertas kerja.
Menggunakan alat komunikasi yang sama.
|
 Kode
Alasan
1`
Urutan aliran kerja
2
Kemudahan pengawasan
Menggunakan pegawai yang
3
sama
4
Perpindahan alat/pegawai
5
Aliran informasi
Gambar 2.6 Peta hubungan aktivitas
2. Diagram hubungan aktivitas (Activity Relationship Diagram - ARD)
Diagram hubungan aktivitas merupakan dasar perencanaan keterkaitan antara
pola aliran barang dan lokasi kegiatan
pelayanan dihubungkan dengan kegiatan
produksi. Diagram hubungan aktivitas
merupakan diagram balok
yang menunjukkan
pendekatan keterkaitan kegiatan, yang menunjukkan setiap kegiatan sebagai satu
model kegiatan
tunggal. Diagram hubungan aktivitas
menggunakan kombinasi
garis
untuk menggambarkan keterkaitan antar aktivitas, yaitu 4 garis = A, 3 garis = E, 2
garis
=
I, 1
garis
=
O,
derajat
kedekatan
U
tidak
dihubungkan
dengan
garis,
dan
derajat kedekatan X dilambangkan dengan garis yang bergelombang.
|
|
|
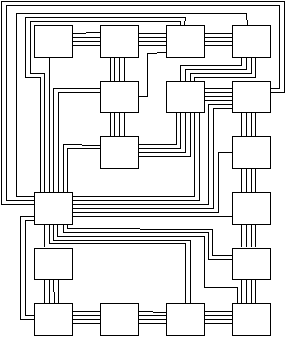 Gambar 2.7 Diagram hubungan aktivitas
2.1.7
Perancangan Tata Letak dengan Bantuan Komputer
Penggunaan
komputer dalam menyelesaikan
masalah tata
letak
mempunyai
beberapa keuntungan dibandingkan dengan pendekatan manual tradisional.
Keuntungannya yaitu :
1.
Dengan komputer perhitungan dapat dilakukan lebih cepat dibandingkan
prosedur manual.
2.
Komputer mampu untuk menyelesaikan masalah yang kompleks.
3.
Pada
proses
perancangan
menggunakan
computer
lebih
ekonomis
dibandingkan perancangan dengan manual oleh manusia.
Tata letak dengan bantuan komputer mempertimbangkan aliran antar
departemen.
Aliran antar departemen dapat secara kuantitatif
dicatat dalam sebuah
|
|
peta dari – ke, atau secara kualitatif dicatat di sebuah peta hubungan aktivitas. Tata
letak dengan bantuan komputer yang dikenal antara lain :
1.
CRAFT (Computerized Relative Allocation of Facilities Techniques )
CRAFT
mempertukarkan
lokasi kegiatan
pada
tataletak
awal
untuk
menemukan
pemecahan
yang
lebih
baik
berdasarkan aliran bahan. Pertukaran-
pertukaran selanjutnya membawa ke arah tataletak
yang mendekati biaya
minimum
(sub-optimum).
CRAFT
menggunakan data aliran barang sebagai
dasar
bagi pengembangan
hubungan kedekatan, dalam batasan beberapa satuan ukuran (kg / hari, satuan / tahun,
muatan-gerobak / minggu) antara pasangan-pasangan kegiatan untuk membentuk
suatu matriks bagi program ini.
CRAFT menghitung hasil kali aliran, biaya pemindahan, dan jarak antar pusat
kegiatan. Kemudian dia mempertimbangkan pertukaran lokasi dan menguji
perubahan
dua
arah
atau
tiga
arah. Dilakukan
pertukaran
yang
menyebabkan
pengurangan ongkos yang paling besar, dan menghitung ongkos total yang baru.
Proses ini diulang sampai tidak ada lagi pengurangan ongkos yang berarti. Program
ini berorientasi lintas, sehingga kemungkinan pertukaran tidak diuji semua.
Karenanya, dicapai tataletak yang disebut hampir-optimum. Untuk memperhitungkan
semua
kemungkinan
pertukaran
agar
sampai
pada
tataletak
optimum
belum dapat
dilakukan pada saat ini.
|
|
|
|
CRAFT mencetak tataletak
fasilitas dalam bentuk dasar persegi. Setiap
kegiatan
muncul
pada
hasil-cetakan,
seluas
meter
persegi
tertentu. Hasil
CRAFT
menunjukan kegiatan dengan huruf. Sementara gambaran menyeluruh yang
dihasilkan adalah persegi, bangun kegiatan
mandiri
cenderung tidak
beraturan
dan
harus disesusaikan ke dalam bentuk praktis. Biaya total dihitung dan perbedaan
antara biaya total setelah penyesuaian dengan sebelumnya menunjukkan
penghematan.
Kelebihan CRAFT :
Memungkinkan penetapan lokasi
khusus.
Bentuk masukan dapat
beragam.
Waktu komputer
pendek.
Mempunyai arti
matematis.
Dapat
digunakan untuk tata letak
kantor.
Dapat memeriksa pekerjaan
sebelumnya.
Biaya dan penghematan
tercetak.
Kekurangan CRAFT :
Menuntut
penyesuaian secara
manual
karena
hasilnya
tidak dapat
langsung
digunakan.
Tidak dapat menemukan
jawaban terbaik dengan hanya
mengubah dua atau
tiga departemen.
Pengubahan
departemen
harus
berukuran
sama,
berdekatan
satu
sama
|
|
CRAFT mencetak tataletak
fasilitas dalam bentuk dasar persegi. Setiap
lain,
|
|
atau berbatasan dengan departemen yang sama.
Memerlukan kejelasan struktur data masukan.
Rancangan huruf sulit.
Tidak menghasilkan tata letak awal.
Keterkaitan yang tidak diharapkan tidak diperhitungkan.
Terbatas sampai 40 departemen.
2.
CORELAP (Computerized Relationship Layout Techniques)
CORELAP menempatkan kegiatan yang paling berkaitan, dan kemudian
secara
progresif
menambahkan kegiatan-kegiatan
lain,
berdasarkan kedekatan yang
diinginkan dan menurut ukuran yang dibutuhkan. Ini berlangsung sampai semua
kegiatan telah ditempatkan.
CORELAP membutuhkan ruangan untuk tiap kegiatan dan juga perbandingan
maksimum panjang terhadap lebar bangunan. CORELAP menghitung kegiatan-
kegiatan
yang paling
sibuk
pada
tataletak atau
yang
mempunyai
kaitan terbanyak.
Jumlah dari keterkaitan kedekatan kegiatan dengan kegitan lain dibandingkan, dan
kegitan dengan jumlah tertinggi (TCR) diletakkan pertama pada matriks tataletak.
Berikutnya, dipilih
sebuah
kegiatan
yang
harus
dekat dengannya
dan
ditempatkan
sedekat
mungkin.
Kegiatan
ini
diberi
tanda A
(kedekatan
yang
sangat
penting),
I
(kedekatan
yang penting) dan O (kegiatan biasa), sampai
semua
telah ditempatkan.
|
|
CORELAP juga menempatkan
nilai pada hubungan U (kedekatan tak perlu) dan X
(kedekatan tak-diharapkan).
CORELAP
mencetak
tataletak
fasilitas
dalam bentuk
tak
beraturan.
Baik
kegiatan
mandiri
maupun
tataletak
total tidak
dalam
bentuk
persegi
yang
praktis,
sehingga diperlukan penyesuaian lebih lanjut agar tataletak dapat dipergunakan.
Setiap
nomor kegiatan pada
hasil-cetak menunjukan bagian
tertentu dari kebutuhan
ruang total kegiatan tersebut.
Kelebihan CORELAP :
Mudah dijalankan dalam komputer.
Membentuk tata letak baru.
Batasan masukan dan hasilan sama.
Berdasarkan peta keterkaitan.
Setiap langkah dapat dilhat selama pengembangan tata letak.
Sebagian besar keterkaitan diperhatikan dengan baik.
Kekurangan CORELAP :
Tidak dapat menentukan lokasi kegiatan tetap.
Tidak menghitung biaya.
Terbatas sampai 45 departemen.
Bentuk tata letak yang tidak beraturan.
|
|
3.
ALDEP (Automated Layout Design Program)
ALDEP
memilih
dan
menempatkan
kegiatan pertama secara acak. Kegiatan
berikutnya menurut ukuran yang dibutuhkan, dipilih dan ditempatkan: (a) menurut
kedekatan yang diinginkan, atau (b) secara
acak jika tidak ada keterkaitan yang
berarti. Tataletak pilihan lainnya dibuat dan diberi angka.
ALDEP membutuhkan ukuran tiap kegiatan
dan penggambaran bangunan
dengan
ukuran
-
ukurannya,
termasuk
bentuk tertentu bangunan,
seperti
gang
dan
tangga,
dan lokasi
macam-macam kegiatan
sebagaimana
telah
ditetapkan
terlebih
dahulu.
ALDEP menggunakan tabel hubungan yang disukai untuk menghitung nilai
dari satu rangkaian tataletak yang dibangun secara acak. Jika,
misalnya, kegiatan 11
dan 19 berdekatan, nilai hubungan antara keduanya harus ditambahkan pada nilai
tataletaknya. Teknik pemilihan acak
yang disesuaikan digunakan
untuk
membentuk
tataletak pilihan. Kegiatan pertama dipilih dan ditempatkan secara acak. Berikutnya,
data
keterkaitan
diteliti
untuk
mendapatkan
kegiatan
yang
mempunyai
kaitan
yang
erat
pada
yang
pertama.
Kegiatan
kedua ini diletakkan berdekatan dengan yang
pertama. Prosedur
ini
dilanjutkan
sampai semua
kegiatan
telah
ditempatkan.
Proses
ini diulang untuk membentuk tataletak yang lain.
ALDEP mencetak tataletak yang dicakup dalam sebuah batasan daerah
persegi,
meski
pun
kegiatan
ditempatkan
atau
diletakkan secara
tegak
merentang,
|
|
sehingga bangun kegiatan cenderung agak memanjang. Seperti dengan program lain
setiap nomor kegiatan menunjukkan bagian luas total kegiatan tertentu.
Kelebihan ALDEP :
Dapat menetapkan lokasi khusus dalam batas ruang yang
tersedia.
Pemecahan dalam
wilayah yang telah
ditentukan.
Mengembangkan banyak
pilihan.
Sangat memperhatikan
keterkaitan.
Mempunyai kemampuan untuk bangunan berlantai
banyak.
Kekurangan ALDEP :
Biaya perpindahan tidak
dihitung.
Hubungan tidak diharapkan tidak diperhatikan atau masih
ditanyakan.
Metode penilaian masih
dipertanyakan.
Kesulitan dalam
menilai proses
produksi.
Tatanan tuntutan ruang tidak
diperhitungkan.
Terbatas sampai 53
departemen.
4. PLANET (Plant Layout Analysis and Evaluation Technique)
PLANET menggunakan data aliran antar departemen,
menghitung biaya
‘denda’ yang dikaitkan
dengan menjauhkan departemen –
departemen. Ada tiga
|
|
algoritma heuristik yang dapat digunakan untuk membentuk gambaran untuk
dievaluasi dan disesuaikan secara manual.
|
|
PLANET
mebutuhkan
dua
jenis data masukan : informasi departemen dan
informasi aliran barang. Keduanya ditentukan dan kebutuhan luasnya ditentukan.
PLANET memanfaatkan informasi mengenai pola aliran barang, dengan
algoritma yang menentukan sebuah tata letak dengan menanyakan : (a) departemen
mana yang harus dipilih untuk penempatan selanjutnya?, dan (b) dimana departemen
ini harus ditempatkan. Cara ini kemudian menetapkan tiap departemen pada tata letak
dengan
cara
sedemikian
sehingga
biaya pemindahan barang
terjaga
serendah
mungkin. Ada tiga pilihan cara untuk mengevaluasi hubungan antar departemen yang
belum terpilih
untuk
penempatan
dan
departemen
yang sudah
terpilih. Keterkaitan
yang
kuat antara
pasangan
departemen
akan mengakibatkan
terpilihnya
lebih
awal.
Pencarian tetap akan
menemukan
lokasi
tiap
departemen
yang
terpilih, yaitu lokasi
yang akan mempunyai ‘denda penempatan’ terkecil dibanding tata letak bagian yang
ada. Berdasarkan data masukan, hubungan dan denda merupakan fungsi dari volume,
cara, dan biaya pemindahan bahan.
PLANET
mencetak tata
letak fasilitas dalam
bentuk
tak beraturan. Program
ini berusaha mempertahankan bentuk departemen mendekati bujursangkar, untuk
menghindari bentuk memanjang. Bagaimanapun, departemen yang agak kecil
mungkin muncul tidak dalam bentuk yang diinginkan.
Kelebihan PLANET :
Berdasarkan peta dari – ke.
Menggunakan ongkos pemindahan.
|
|
Membutuhkan interaksi antara komputer dan rekayasawan, untuk melatih
penilaiannya.
Dapat diterapkan pada
tiap persoalan
yang
mencakup gabungan antara
kegiatan yang dapat dinilai dengan angka.
Dapat menetapkan lokasi kegiatan tertentu dan ciri dari bangunan.
Tidak ada tata letak masukan yang dibutuhkan.
Mencetak
biaya
penanganan
tiap
‘hubungan
kegiatan’
ditambah
biaya
pemindahan total.
Menggunakan istilah pabrik biasa dan data pabrik biasa sebagai masukan.
Memungkinkan memilih pemilihan dan penempatan departemen.
Kekurangan PLANET :
Terutama berguna bagi tata letak produksi.
Memerlukan penerapan dan percobaan nyata.
Data masukan yang membutuhkan penataan.
|
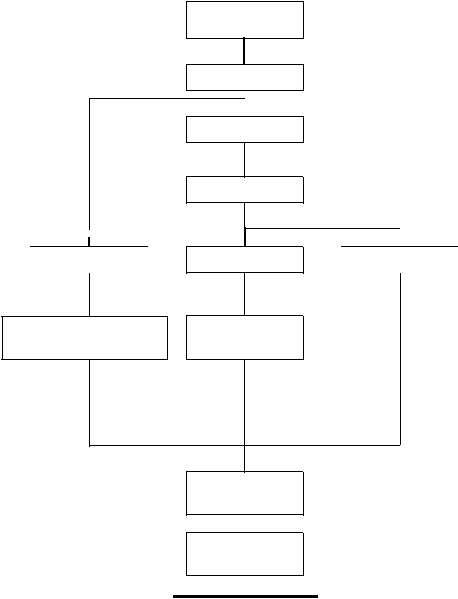 2.2
Kerangka
Pikir
+
+
I
I
l
I
+
•
Gambar 2.8 Kerangka
pikir
|
|
Dalam membuat suatu usulan layout, maka
yang
sangat
diperlukan
adalah
mengumpulkan data mengenai frekuensi aliran material yang berpindah antar
departemen. Data tersebut dikumpulkan dalam matrik yang disebut juga sebagai peta
dari –
ke (From –
To Chart). Data
yang
dimasukkan
untuk
peta dari
–
ke
dapat
dinyatakan dalam berbagai “satuan”. Dalam skripsi ini, data yang dikumpulkan
berupa jumlah bahan yang dipindahkan selama seminggu. Input yang digunakan
untuk peta dari – ke bersifat kuantitatif.
Dari peta dari –
ke dapat dibuat suatu peta yang menunjukkan hubungan
kedekatan
antar
departemen
yaitu
Activity
Relationship Chart
(ARC)
Hubungan
keterkaitan ini bersifat kualitatif. Kedekatan antar departemen biasanya menggunakan
simbol huruf seperti A (mutlak), E (sangat penting), I (penting), O (cukup / biasa), U
(tidak
penting),
dan
X (tidak
dikehendaki).
Setiap
hubungan
kedekatan
antar
departemen disertai
juga dengan alasan sebagai dasar untuk menentukan hubungan.
Pemberian alasan umumnya didasarkan
pada keterkaitan produksi, pegawai dan
informasi dan dinyatakan dalam angka.
Peta
keterkaitan
aktivitas
(ARC) yang
telah
dibuat
kemudian
digunakan
sebagai dasar dalam pembuatan Activity Relationship Diagram (ARD). Kegunaannya
yaitu
untuk
menentukan
letak
masing
–masing
aktivitas
atau
departemen.
Teknik
yang digunakan untuk pembuatan ARD dalam
skripsi ini adalah dengan
menggunakan dengan kombinasi garis. Kombinasi garis menunjukkan hubungan
|
|
kedekatan antar departemen, yaitu A = 4 garis, E = 3 garis, I = 2 garis, O = 1 garis, U
= tidak ada garis dan X = garis yang bergelombang.
Pengolahan
data
untuk
membuat
layout usulan
dilakukan
dengan
menggunakan
3
metode,
yaitu
CRAFT
(Computerized
Relative Allocation of
Facilities Techniques), CORELAP (Computerized Relationships Layout Techniques),
dan ALDEP (Automated Layout Design Program). Pada dasarnya, ketiga metode
tersebut
merupakan
program komputer
yang
digunakan
untuk
menyusun
tata
letak
terbaik,
tetapi
dalam skripsi
ini
penulis menggunakan
ketiga
teknik
tersebut
secara
manual.
Metode CRAFT dalam membuat layout
membutuhkan
input kuantitatif
yang
diperoleh dari peta dari – ke dan tata
letak awal.
CRAFT
mengevaluasi
tata letak
dengan
cara
mempertukarkan lokasi departemen
secara bertahap.
Dalam skripsi
ini,
pertukaran
departemen
dilakukan
dengan
teknik Pairwise
Exchange
Heuristics
/
Pairwise Interchanges, yaitu melakukan pergantian sentral
lokasi dari departemen –
departemen
yang
mana
keduanya
mempunyai luasan
yang
sama
atau
mempunyai
batasan yang dekat. Pertukaran departemen dilakukan hingga beberapa iterasi hingga
diperoleh layout yang dapat menghasilkan total biaya material handling dan jarak
perpindahan material yang lebih rendah dibandingkan dengan layout awal.
Metode CORELAP
maupun CORELAP membuat layout usulan berdasarkan
input kualitatif, yaitu berdasarkan hubungan kedekatan antar departemen yang
dilambangkan dengan A, E, I, O, U, dan X..
Hubungan tersebut digambarkan pada
|
|
Peta Keterkaitan
Aktivitas atau Activity Relationoship Chart (ARC) dan Peta
Keterkaitan Diagram atau Activity Relationship Diagram (ARD).
Bedanya yaitu pada metode CORELAP, penempatan departemen dilakukan
berdasarkan
jumlah
nilai
kedekatan
antar
departemen
atau Total
Closeness
Rating
(TCR) sedangkan pada metode
ALDEP, penempatan dilakukan secara acak dengan
berdasarkan pada kedekatan hubungan antar departemen dan disesuaikan dengan
lahan yang tersedia.
Setalah digambarkan layout
usulan dari ketiga metode tersebut, selanjutnya
adalah menghitung jarak rectilinear antar departemen yang ada di lantai produksi
dengan
berdasarkan
pada
koordinat titik pusat masing –
masing
departemen.
Jarak
yang diperoleh dikalikan dengan aliran
material dari
matrik From – To Chart.untuk
mendapatkan
total
biaya
material
handling, Sedangkan total jarak perpindahan
material dihitung dengan menjumlahkan jarak yang ditempuh keseluruhan material di
lantai produksi.
|