|
BAB
2
GAMBARAN
UMUM PERUSAHAAN
2.1 Sejarah
Perusahaan
PT. Yuasa Battery Indonesia adalah Perusahaan Joint Venture atau usaha dengan
modal
bersama
dari
Yuasa
Battery
Ltd.
Jepang
yang
bergerak di
bidang
teknologi
penyimpanan listrik DC ( Direct Current ), mulai dari berbagai jenis produk aki, UPS (
Uninteruptible
Power
Supply ),
Charger
dan
produk
–
produk
aksesoris
yang
berhubungan dengan
Battery. Grup perusahaan Yuasa
yang
berpusat
di
jepang
adalah
perusahaan terkemuka di bidang industri aki, dengan pendapatan US$ 1,5 milyar (Total)
dan jumlah pekerja mencapai 10.000 orang.
Pabrik
ini
didirikan di
Tanggerang pada 14
Mei
1975
bekerjasama dengan PT.
Pakarti Yoga Indonesia, memproduksi aki untuk kebutuhan kendaraan bermotor, dengan
pasaran domestik, OEM ( Original
Equipment Manufacturer ), dan ekspor. Pada tahun
1989 perusahaan menambah jenis aki produksinya
dengan jenis – jenis aki untuk
kebutuhan industri (Industrial Battery ) dan aki kering ( Maintenance Free Battery).
PT. Yuasa
Battery Indonesia memiliki kapasitas produksi
sebesar 1,8
juta buah
aki mobil, 3 juta buah aki sepeda motor dan 1,2 juta Ah ( Ampere Hour ) x cell aki untuk
kebutuhan
industri setiap
tahun, dengan
jumlah
karyawan
800
orang didukung
agen–
agen penjualan tersebar di seluruh indonesia.
|
|
6
PT.
Yuasa
Battery
Indonesia
memiliki
bentuk
perusahaan perseroan
terbatas
dengan pembagian pemegang sahamnya adalah :
PT. Pakarti Yoga Indonesia 50%
Yuasa Corporation Japan 40%
Mitusi Co. Ltd. Japan
10%
Lokasi
Pabrik
PT.
Yuasa
Battery
Indonesia adalah
di
Jl.
MH
Thamrin,
Panunggangan- Tanggerang, lokasi pabrik pertama setelah keluar dari pintu
tol menuju
kota tanggerang. Menempati areal seluas 24.886 M² .
Perusahaan
ini
telah
mendapatkan ISO
9002: 1994
pada tanggal 4 September
1998
dan diperbaharui dengan ISO 9001:2000 pada tahun 2000 sampai sekarang dari
badan Sertifikasi BVQI. ( Bureau Veritas Quality International )
2.2 Manajemen
Sumber
Daya
Manusia
2.2.1
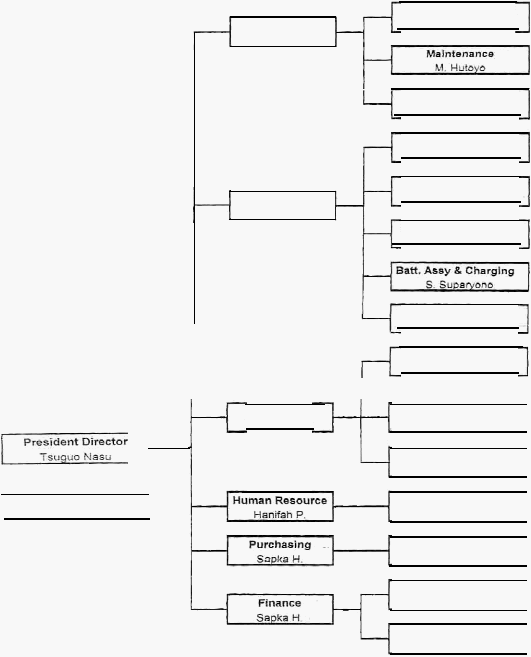
Struktur Organisasi
Struktur
organisasi
yang dimiliki PT Yuasa Battery Indonesia
adalah
struktur
fungsional. Struktur ini dapat dilihat dimana karyawan digolongkan berdasarkan jenis
kegiatan dalam divisi – divisi dan dipimpin oleh kepala divisi yang bertanggungjawab
akan
divisinya
tersebut.
Struktur
organisasi
PT Yuasa
Battrey Indonesia dapat
dilihat
pada
gambar.2.1. dibawah.
|
|
7
Pimpinan tertinggi PT Yuasa Battery Indonesia dipegang oleh Presiden Direktur
yang bertindak sebagai pengawas perusahaan yang dibantu oleh Wakil Presiden
Direktur.
Pelaksanaan
kegiatan
perusahaan
dipimpin
oleh
Kepala
Departemen yang
dibantu oleh Kepala Divisi bersangkutan. Terdapat 6 divisi fungsional dalam PT Yuasa
Battery Indonesia, yaitu :
a)
Technical
Division
Berfungsi mengatur penggunaan sumber daya, peralatan dan mesin,
fasilitas
penunjang produksi,
produk
dan
proses
secara
optimal,
meningkatkan
kualitas
sumber
daya,
proses
dan
produk
serta
memberikan bimbingan
dalam
bidang
teknik untuk peningkatan keahlian personil.
b)
Production
Division
Berfungsi untuk
mengatur kegiatan
proses
produksi
untuk
menghasilkan
barang jadi untuk memenuhi kebutuhan pasar berdasarkan rencana produksi.
c)
Marketing
Division
Fungsinya
menetapkan
strategi
pemasaran,
mengestimasi biaya
dan
pertumbuhan
ekonomi,
pengembangan pasar baru
dan
pemasaran
atas
produk-
produk yang sudah ada.
d)
Human
Resource Division
Fungsinya
menetapkan kebijakan / prosedur
yang
berkaitan dengan
bidang
ketenagakerjaan khususnya dan bidang-bidang umum.
e)
Purchasing Division
Fungsinya melakukan pembelian bahan dan menentukan tanggal penerimaan
barang, memilih vendor serta menentukan penempatan jumlah pesanan.
|
|
8
f)
Finance Division
Fungsinya
mengatur
pengadaan
dan
penggunaan dana
untuk
operasi
perusahaan,
merencanakan anggaran
pengeluaran
rutin
dan
mengendalikan
pengeluaran biaya.
Masing-masing divisi
di
atas
masih
membawahi beberapa
departemen. Khusus
departemen Purchasing dan
departemen
Human
Resource
hanya
memiliki
satu divisi
karena
dianggap jumlah
sumber
daya
yang
dimiliki
sudah
cukup
untuk
mengatur
organisasi perusahaan yang tidak terlalu besar. Fokus pada pembahasan akan dipusatkan
pada
Departemen Quality Assurance
yang bertanggung jawab penuh
terhadap kualitas
produk yang dihasilkan oleh PT. Yuasa Battery Indonesia
|
 9
ORGANIZATION CHART OF
Y
BID
Vice President
Director
Wandi Wanandi
DIVI:510N HEAD
Techni cal
M. Komuro
Production
Hanifah P.
Marketing
W. Wanandi
DF:PA RT'.'E .T HEAD
Product Engi neerng
ing
Haruman H.
Quality Assurance
Haruman H.
Production Planning
Surdi N.K.
Plate
Manufacturing I
M. Noor
Plate Manufacturing II
Sun a mo
Plastic Injection
NununY.·-
Domestic
Hasnut G.
Export
Hasnul G.
Industrial
Deden .A. S.
Personnel·&
GA
Sumrl
Purchasing
Franslskus T.
Administration
Rae/1mat MK
Cost
Hendrik
Gambar
2.1
Struktur
Organisasi
fungsional
di PT.
YuasaBattery
Indonesia
|
 10
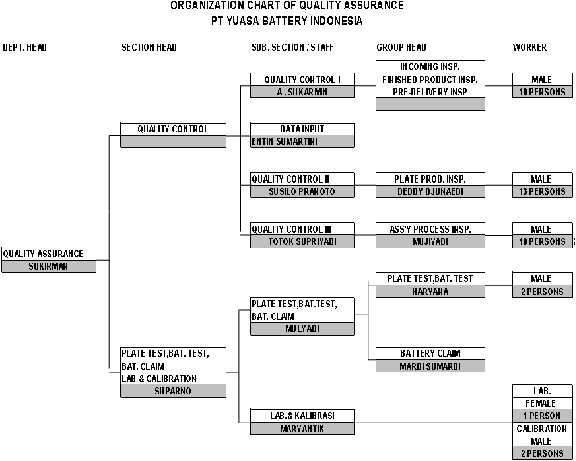
2.2.2 Struktur Organisasi Departemen
Quality
Assurance
Dapat
dilihat
pada
gambar
2.2 dibawah ini merupakan struktur organisasi dari
departemen Quality
Assurance. Departemen
ini
membagi tanggung jawab pada proses
produksi
aki,
dimulai dari bahan
masuk, proses
pembuatan
pelat,
serta
perakitan
aki.
Sedangkan untuk kualitas bahan
yang
harus
diukur
dan
dikalibrasi secara
rutin,
ada
bagian
laboratorium. Untuk
menangani
klaim
terhadap
produk
yang
dihasilkan
juga
sudah
ada sebuah
sub.
Bagian data
input
adalah
orang
yang
bertugas
untuk
memasukkan dokumentasi data ke dalam komputer.
Gambar 2.2 Struktur Organisasi departemen Quality Assurance
|
|
11
2.2.3 Job
Description Departemen
Quality
Assurance
Tanggung
jawab
:
mengawasi,
menjamin
serta
mengendalikan kualitas
seluruh
kegiatan
pemeriksaan barang
masuk,
pemeriksaan produksi,
pemeriksaaan produk jadi, analisis kimia, test Battery dan pengujiannya
o
Tugas :
menentukan
prosedur kualitas yang mudah dimengerti
dan
memastikan dapat dilaksanakan dalam semua kegiatan kualitas
memberikan pelatihan kepada pengawas tentang kualitas
menentukan
sistem
kualitas
kontrol
yang
efektif
dan
menjamin
kepastian kulaitas dalam proses pabrik dan assembling
menjaga
dan
menganalisa
catatan
kualitas
dan
melakukan
tindakan koreksi jika terjadi penyimpangan
2.3 Perencanaan
&
Pengendalian Produksi
PT.
Santi
Yoga
sebagai
distributor
tuggal
di
indonesia
mengirimkan data
kebutuhan pesanan Battery OEM, AFM ( After
Market ) serta export ke Divisi
Marketing di PT. Yuasa Battery Indonesia di tanggerang sebelum tanggal 12 pada bulan
sebelum produksi
untuk persiapan
Production Meeting
Tanggal
15
bulan
itu. Setelah
dilakukan
production
meeting,
maka akan ditentukan
jumlah
yang akan diproduksi
sesuai
dengan kebutuhan
pasar.
Untuk
perencanaan
kegiatan
produksi
dilakukan
oleh
bagian
Producion
Planning
(
PP
).
Bagian
ini
akan
melakukan proses
kerja
sebagai
berikut :
|
|
12
1. Menerima data rencana penjualan
Data rencana penjualan
ini didapat dari bagian merketing, dimana data ini akan
digunakan sebagai acuan untuk merencanakan tipe yang akan diproduksi, jumlah
, dan spesifikasi produk yang akan dibuat, serta daerah tujuan pengiriman.
2. Production Meeting
Production
meeting ini
dilakukan
dengan
divisi
Marketing,
Production,
serta
Production
Planning
untuk
mendapatkan kesepakatan
tentang
rencana
produk
yang
akan
diproduksi
yang
disesuaikan dengan kebutuhan
marketing, kapasitas
dari production plant, serta kebutuhan material dan tenaga kerja .
3. Breakdown rencana produksi bulanan
Bagian production
planning
akan
membuat rincian dari rencana produksi
bulanan
yang disesuaikan dengan
jumlah stok barang jadi yang ada di
gudang.
Sistem perencanaan agregat menggunakan MPS ( Master Production Schedule ).
4. Breakdown rencana produksi harian
Dari Rencana
produksi bulanan
yang telah disusun, maka rencana
produksi
harian
disusun
dengan
cara
menghitung
waktu
proses
dan
kebutuhan
Man
–
Hour untuk memproduksi 1 unit aki dengan acuan tabel target produksi.
5. Perencanaan kebutuhan bahan dan jadwal penerimaan material
Setelah
dibuat
rencana
produksi harian,
maka
bahan
yang
dibutuhkan
untuk
setiap tipe aki dijadwalkan kapan harus tiba di pabrik, dan kapan harus dipesan,
dengan
sistem
JIT
(
Just
In
Time )
untuk
mengurangi
jumlah
stok
di
pabrik.
Untuk
menjadwalkannya digunakan
sistem
MRP
(
Material
Requirement
Planning ) dengan format yang telah dibuat dari jepang.
|
|
13
6. Pengiriman Rencana kebutuhan bahan dan rencana produksi harian
Setelah perencanaan selesai dibuat, maka rencana produksi harian dikirimkan ke
setiap divisi
produksi
yaitu
plate
manufacturing
1-2
dan
Assembly
pada
1
hari
sebelum
tanggal
produksi.
Sedangkan rencana
kebutuhan bahan
dikirmkan ke
bagian Inventory dan bagian purchasing untuk pemesanan bahan baku produksi.
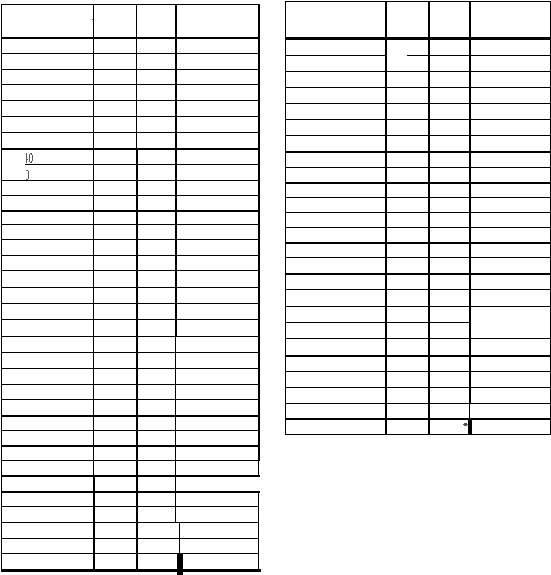
2.4 Hasil
Produksi
Dapat dilihat pada Tabel 2.1 berikut ini adalah produk – produk yahng dihasilkan
oleh PT. Yuasa
Battery Indonesia , dengan data
yang dilengkapi dengan tegangan dan
kapasitas serta harga eceran terbaru. Setiap tahun, pabrik ini dapat memproduksi sekitar
100.000 unit aki sepeda
motor dan 20.000
unit aki
mobil yang dijual ke eceran atau
kepada pabrik manufaktur mobil.
|
 14
AKI
M
OBIL.
OL.T
AH
HARGA
12N2 -3
12
26
Ro
182 000
12N24-4
12
26
Ro
182 000
NS-40
12
32
Ro
209 000
NS-40 (Sl'
12
32
Ro
209000
NS-40 L
12
32
Ro
209 000
NS-40 2
12
35
Ro 223
000
NS-40 Z (S)
12
35
Ro
223,000
NS-
N-4
ZL
12
35
Ro
223000
12
40
1D 234 000
N5-60
12
45
Ro
243 000
NS-60 CSl•
12
5
ID
243.000
N5-60L
u
45
1D
243 000
NS-60 L(Sl'
12
45
ID
243 000
N·SO
12
50
1D 259
000
N·SO L
12
50
Ro
259 000
55B24R
12
45
Ro
273 000
55B24L
12
45
Ro
273
ooo
N·50 Z
12
60
Ro
301000
N·SO ZL
12
60
Ro 301 000
NS-70
12
65
Ro
328,000
N-70
12
70
Ro
373 000
N·70 Z
12
75
Ro
393
000
N·70 ZL
12
75
Ro
393 000
95031R
12
80
iD 453 000
95031L
12
80
to 453 000
N1· 00
12
10
1D
473 000
N•120
12
12
Ro
576000
N·1SO
12
ISO
Ro
756 000
N2· 00
12
20
Ro 986
ooo
55559
12
5
Ro 397
ooo
56638
12
6
Ro
502 000
58024
12
80
RO 531000
60038
12
100
Ro
760
000
67018
12
170
Ro I
n1A
001\
Tabel
2.1
Daftar
Produk
yang diproduksi
PT
Yuasa Battery
Indonesia
AKI
MOTOR
VoL.T
AH
HARGA
6N4-2A
6
4
Ro
34 000
6N'1·2A·2
6
4
RO
34000
6N4
2A-4
6
4
Ro
34 000
6N4A-40
6
4
Ro
38 500
6N6·36
6
6
Ro
37 500
6N6·3B·1
6
6
Ro
37 500
6N11·20
6
II
Ro
66500
12N5-36
12
5
Ro
54000
12N5.5--'18·Al"l
12
s.s
Ro
61000
12N10·38
12
10
Ri)
93 000
12N10•38·AC•l
12
10
RD
94 500
Y82.5LooC
12
2.5
Ro
42
000
Y83L·8
12
3
Ro
52 500
Y84L-8
12
4
Ro
71,000
Y84L-8 8Al.. l
12
4
Ro
72500
YBSL·B
12
5
RP
78 500
YBSL·B·BA(ul
12
5
Ro
80 500
Y87B-8
12
7
Ro
120 000
Y89-8
12
9
Ro 166 000
YBIO·L·A2
12
11
Ro
212
soo
Y812·AL·A
12
12
Ro
m.ooo
Y81H·A2
12
14
RD
237
000
mSL·BSI••l
12
4
Ro 132 000
m9-aSI••l
12
8
Ro
255 500
ms-s
12
),
Rp
108 500
•
•
MultlpOie
•• • Termasuk ACC\J Zuur
|
|
15
2.5 Proses
Produksi
Yuasa
Menerapkan
sistem
Make to
Order
dalam
proses
produksinya
untuk
meningkatkan efisiensi,
karena
keterbatasan
Gudang
penyimpanan
dan
kapasitas
produksi. Untuk
gambar proses produksinya dapat dilihat dalam gambar
2.4 dengan
definisi lengkap sebagai berikut :
a. LPMM ( Lead Powder Milling Machine )
SHOP
Bagian / tempat pembuatan bubuk timbal hitam ( lead powder ), dimana
bahan baku yg digunakan adalah timbal murni ( pure lead 99,99 % ) dan O2.
Proses pembuatannya berdasarkan reaksi oksidasi yaitu :
2pb + o2 ? 2Pbo
Cairan timbal hitam ( pada suhu 400
o
C
)
dialirkan kedalam cetakan lead
bar, kemudian dipotong
–
potong
berbentuk
kubus
(
ukurannya 8
Cm³
)
dan
dimasukkan ke dalam drum
yang berputar,
inputnya ditiupkan udara dan
outputnya dihisap sehingga bubuk timah yang dihasilkan terbawa keluar drum (
temperatur drum 185
o C
)
dam
masuk ke saire colector, dan
lalu disalurkan ke
Silo (
tangki penyimpanan bubuk
timbal
hitam
).
Mesin
untuk pembuat serbuk
timah
hitam
ini
adalah
mesin
Ball
Mill.. Mesin
ini
bekerja
secara
otomatis,
modern dan berkapasitas besar, sehingga menghasilkan serbuk timah hitam
paling halus dan berkualitas tinggi .
b. GRID CASTING SHOP.
Bagian
pembuatan rangka
pelat
(
grid
)
aki.
Proses
pembuatannya
dilakukan dengan mengalirkan cairan timbal ( 400
o
C
) ke dalam cetakan ( mold )
yang
telah
dipersiapkan
dengan
menggunakan
spray
dan
material
yang
dapat
|
 16
menjaga panas
mold
secara
merata,
kemudian
grid
didinginkan lalu
dipotong
sesuai ukuran dan akhirnya diperoleh rangka pelat aki., Rangka aki ini disimpan
terlebih dahulu dalam storage untuk keperluan ageing selama 2 – 4 hari sebelum
dikirim ke bagian pasting.
Bahan baku yang digunakan untuk proses grid casting ini adalah paduan
antimoni (lead antimony alloy) dengan kadar antimoni (Sb) sebesar 2,5% - 3,5%
yang
diperoleh dari
supplier
PT.
Muhtomas,
dan
bahan
spray
yang
dibuat
di
pabrik
dengan
menggunakan
bahan
baku
yang
diimort
langsung dari
jepang
untuk hasil maksimal.
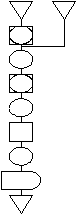
Operation Process Chart
Grid Casting
Lead Alloy
Melting
Active
Spray
Material
Spray Mold
Casting
Trimming
Inspeksi
Penyusunan
Ageing
Storage
Diagram 2.1 Operation Process Chart bagian Grid Casting
c. PART CASTING SHOP.
Bagian
pembuatan
pole
/
terminal
aki.
Proses
pembuatannya
dilakukan
dengan
cara
mengalirkan cairan
timbal
hitam
(
400
o
C
)
ke
dalam
cetakan
kemudian didinginkan sehingga akhirnya diperoleh pole / terminal. Bahan baku
yang digunakan adalah paduan timbal antimoni.
|
|
17
d. PASTING SHOP.
1. Paste Mixing.
Bagian pembuatan pasta yang bahan – bahannya terdiri dari
bubuk
timbal
asam
sulfat,
air
murni,
dan
bahan
tambahan lainnya.
Campuran bahan
–
bahan
tersebut
diaduk
sedemikian rupa
di
dalam
“
Mixer “ selama waktu tertentu, sehingga akhirnya diperoleh hasil berupa
pasta.
2. Pasting.
Setelah
pasta
selesai
dibuat,
lalu
dilakukan proses
pelapisan
terhadap rangka pelat
aki dengan pasta
dan
menggunakan mesin khusus
sehingga dihasilkan pelat aki.
3. Surface Drying.
Pelat aki
yang selesai dibuat, permukaannya dikeringkan terlebih
dahulu dengan menggunakan oven.
4. Curing.
Pada tahap ini, pelat aki dikeringkan lagi di dalam suatu ruangan
khusus, yang kondisi suhu dan kelembaban udara diatur konstan. Proses
pengeringan ini berlangsung selama ( 2 – 3 ) x 24 jam.
5. Drying.
Setelah dikeluarkan dari ruangan khusus pada proses Curing,
pelat – pelat aki tersebut kemudian menjalani proses pengeringan akhir di
udara terbuka selama 3 sampai dengan 4 hari.
|
|
18
e. FORMATION
.
Pada tahap
ini, terhadap pelat – pelat aki
yang
telah dikeringkan
dilakukan proses
pengisian
(
charging
)
sehingga
pelat
–
pelat
aki
tersebut
menjadi
bermuatan
listrik.
Pada
tahap
ini
diperoleh
aki
yg
mempunyai pelat
positif
(
berwarna
coklat )
dan
pelat
negatif
(berwarna abu
–
abu
).
Tahapan
proses ini adalah sebagai berikut :
1. Formation.
Proses pengisian dilakukan dengan arus listrik DC yang
bersumber dari unit
rectifier, selama 20
jam. Besarnya arus
listrik
yang
diberikan tergantung pada macam / tipe pelat aki yang dipakai.
2. Washing.
Setelah
pelat
aki
selesai
diisi, selanjutnya pelat aki
harus
dicuci
terlebih dahulu untuk
menghilangkan sisa – sisa asam sulfat
yang masih
menempel.
3. Drying.
Pada
bagian
ini
pelat
aki
yang
telah dicuci
dikeringkan dengan
menggunakan mesin pengering pada suhu 130
o
C
untuk pelat negatif dan
60 – 80
o
C
untuk pelat positif selama 2 – 3 jam.
4. Cutting.
Setelah dikeringkan, pelat aki yang berupa panel – panel dipotong
sesuai
dengan
tipe
aki
yang
akan
diproduksi. Pemotongan dilakukan
apabila
pelat
–
pelat
aki
telah
memenuhi syarat
kualitas
yang
telah
ditetapkan yaitu kapasitas, apperance, dan sebagainya.
|
 19
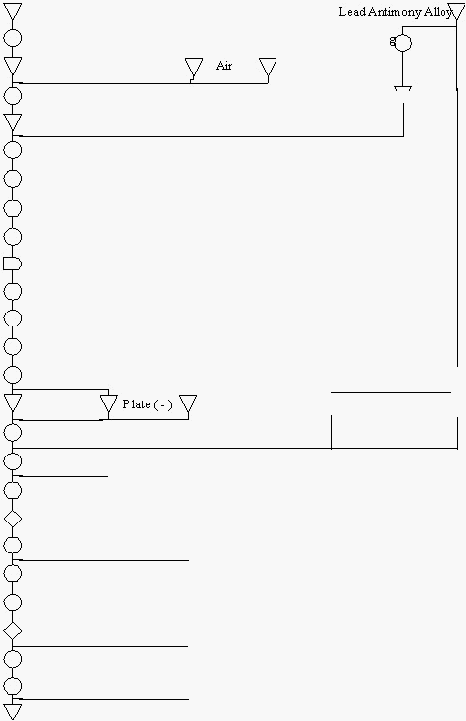
Diagram
Alir Proses Pembuatan Lead Acid Battery
Pure Lead
P
embuatan LeadOxide
Lead Oxide
Asam Sulfat
Aclclitive
P
embuatanP
asia
Pasta
Pasting
Soaking
Flash Dr)'ingOven
Curing
A g
Plate Char g
Washing
Drying
Cutting
Grid
Caslin
Grid
Part Casting
Plate(+)
Stacking
Burning
Kontainer
Inserting
Short & Polarity T
e
Intercell Welding
Heat Sealing/Bonding
T
ermina!Building
T
es
Kebocoran
Electrolyte Filling
Char g
Battery
Separat>r
Terminal
LidCcver
Electrolyte
VentPlug
Pole
Diagram
2. 2 Diagram
Alir Proses
Produksi
Lead Acid
Battery
|
|
20
f.
ASSEMBLING
SHOP.
Merupakan Divisi Perakitan Battery yang merupakan lanjutandari proses
diatas , dimana seluruh komponen yang telah disiapkan dalam proses
sebelumnya digabungkan menjadi sebuah Battery yang dapat dijual. Assembling
shop memiliki proses kerja yang dapat dilihat dalam
Gambar
2.5. Diagram Alir
Proses Automotive Battery Assembly sebagai berikut :
1. Staking.
Proses penyusunan pelat aki positif dan negatif secara berselang –
seling yang dibatasi oleh separator ( diafragma ).
2. Element burning.
Proses
penyambungan pelat
–
pelat
yang
mempunyai
polaritas
yang sama yaitu positif dengan positif dan negatif, dengan negatif,
dengan cara pengelasan diperoleh hasil ( “ plate group “
).
3. Inserting.
Pada bagian ini, plate
group
dimasukkan kedalam bak aki sesuai
dengan kedudukan sel – selnya. Setelah plate group telah masuk ke dalam
bak aki sesuai dengan kedudukannya maka akan
masuk ke dalam mesin
yang digunakan untuk mengukur polarity dan short circuit test pada plate
group tersebut.
4. Inter Cells Welding.
Pada bagian ini, antara inter cell connector tiap – tiap plate group
disambung dengan cara dilakukan dengan menggunakan mesin.
|
|
21
5. Bonding.
Pada
bagian ini,
bak
aki
yang
telah
terisi
plate
group
ditutup
dengan cover lid agar tidak jadi kebocoran. Proses ini dilakukan dengan 2
macam cara
yaitu
dengan
bahan
perekat
dan
pemanasan.untuk
pemasangan
coverlid
dengan
menggunakan proses
pemanasan
lebih
dikenal dengan nama Heat Sealing.
6. Terminal Post Making.
Proses
pembuatan kepala
aki
positif
dan
negatif
dengan
cara
pengelasan. Setelah proses
ini
akan dilakukan proses
ada
atau tidaknya
kebocoran yang
terjadi,
jika
tidak
maka
akan
diberi
kode
produksi
/
codding dan penutupan dengan alumunium sealing, dan siap untuk
dikirim ke bagian akhir dari proses produksi.
7. Finishing.
Proses
terakhir assembling
yang
meliputi
pembersihan
unit
agar
siap untuk dikemas, pemeriksaan akhir secara tampilan visual, dan
packing atau
pengemasan dengan kemasan
karton, yang
kemudian
disusun
di
atas
pallet
untuk
Battery
mobil.sesuai
dengan
spek
eksport
atau dalam negeri,
misal dengan diberi plastik pembungkus atau dengan
kemasan
karton
besar
yang
berisi beberapa
kemasankarton kecil
untuk
aki motor.
|
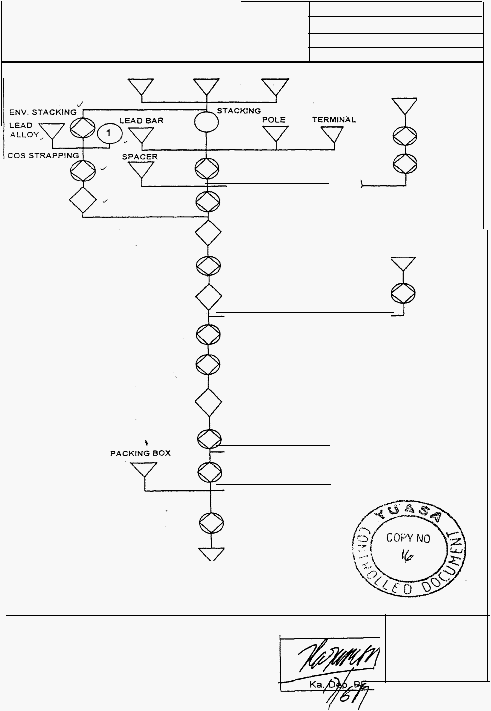 22
y
YUASA
PT YUASA BATIERY INDONESIA
DIAGRAM ALIR PROSES
No.Dokumen
ST / PE
/507
No.Revisi
01
AUTOMOTIVE
BATTERY ASSEMBLY
·
PLATE(-)
PLAT!(+)
SI!PAAATO"
Tanggal
16/06/99
Halaman
1/1
CONTAINER
PUNCHING
PLATE GROUP BURNING
MARKING
MECHANICAL
STRENGTH,
ETCHING,
PENAMPILAN
INSERTING
TES SHORT DAN POLARITY
LID
COVER
INTERCELL WELDING
TES TORQUE
DAN PENAMPILAN
HEAT SEALING
TERMINAL BUILDING
TES KEBOCORAN
MARKING
(
DIN
TYPE ONLY
)
CODDING
ALUMINIUM TAPE
ALUMINIUM SEALING
PACKING
BATTERY DRY CHARGE
KELENGKAPAN
BATTERY
Diperiksa
Dibuat
(
)
r>r-.
. . -----t-t.\.:_.'·¹--:---- . .• '•\.-
. -----t-t.\.:_.'·¹--:---- . .• '•\.-
Ka: Sie. PE
Diagram
2.3 Diagram
Alir Proses Assembly
Automotive
Battery
|
|
23
2.6 Quality Assurance
PT. Yuasa
Battery Indonesia menggunakan Metode Statistical Quality Control (
SQC)
di
seluruh aktivitas proses
produksinya yang
dikontrol oleh
departemen Quality
Assurance.
Untuk
mengukur
Variabel
proses
digunakan XR
Chart,
terutama
yang
berhubungan dengan
Proses produksi
yang
menggunakan
sistem Job
Shop, sedangkan
pada
pengukuran defect
akibat kesalahan atribut digunakan
P
Chart.
Setiap
data
akan
dikelompokan pada akhir bulan dan ukuran baik / tidaknya sistem produksi akan diukur
dengan menggunakan CpK ( Capability Process Ratio )
Untuk
menghemat Biaya untuk melakukan inspeksi, Inspeksi dimasukkan dalam
proses produksi dan inspeksi dilakukan oleh operator dan dikontrol oleh beberapa orang
Quality Control yang bertugas di lapangan.
PT YBI juga telah mendapatkan sertifikasi ISO 9001 : 2000 dan memiliki 3 buah
dokumen standar ISO yang diaudit tiap 6 Bulan yaitu :
I.
QM – Quality Manual
Merupakan tingkatan
yang
paling
tinggi,
dimana
pada
tingkatan
ini,
dipenuhi dengan
dokumen –
dokumen
kebijakan, job
description,
ringkasan
–
ringkasan
kerja
masing
–
masing
departemen,
masalah
–
masalah
pengelolaan
sumber
daya, perencanaan produksi, dan pengembangan produk.
II. QP – Quality Procedure
Tingkatan ini berbicara mengenai langkah – langkah kerja dan hubungan
kerja
antar departemen yang terdokumnetasi lengkap.
|
|
24
III. WI – Work Instruction
Berisi
petunjuk
–
petunjuk
kerja
yang
harus
dilakukan oleh
setiap
karyawan
pada
stasiun
kerjanya agar
karyawan dapat
mengikuti standar
baku
pengerjaan dalam membuat Battery
Untuk
mengontrol kesuksesan
pelaksanaan ISO dan memastikan apakah sistem
manajemen mutu sudah berjalan sesuai dengan apa yang ditetapkan, PT. Yuasa Battery
Indonesia melakukan 3 lapis audit sebagai berikut :
•
1
tahun 2
kali, dilakukan IQA
(
Internal Quality
Audit )
pada setiap seksi
di
setiap departemennya secara lintas departemen.
•
6 bulan
sekali
dilakukan
audit
oleh
Yuasa
Jepang.
Masalah
yang
umumnya
diaudit
oleh
Yuasa Jepang
:
masalah
quality,
assurance, desain,
dan
teknik
(
lebih bersifat ke arah improvement product ).
•
6 bulan sekali dilakukan audit oleh Badan Sertifikasi ( BVQI ).
Masing
–
masing
departemen
harus
memiliki
goal
&
objective
target
/
year,
dimana
target
ini
akan
direview setiap
bulannya dalam Monthly Review, sehingga
apa
yang dikerjakan oleh masing – masing departemen menjadi terukur. PT. Yuasa Battery
Indonesia
juga
melakukan
Management
Review
Meeting
setiap
tahunnya,
yang
melibatkan
seluruh
Kepala
Departemen, juga
Presiden
Direktur,
untuk
membahas
masalah Quality Manual, Quality Procedure,
serta jumlah penggantian dan penyebaran
dokumen yang diperlukan.
|